质量控制计划模板
质量控制计划模板
质量控制计划模板1. 引言本质量控制计划旨在确保项目的交付物满足预定的质量标准和客户需求。
该计划将定义质量目标、质量管理流程以及质量控制活动的实施方法。
2. 质量目标项目的质量目标是确保交付的产品或服务符合以下要求: - 满足客户需求和期望;- 符合适用的法规和标准; - 高度可靠、稳定和持久; - 最大程度地减少缺陷和错误。
3. 质量管理流程3.1 质量策划在项目启动阶段,将开展质量策划活动,确定下列内容: - 确定项目关键特性和要求; - 制定测试计划,并定义测试用例和测试数据; - 制定检查清单,并定义检查项目和要求; - 确定质量度量指标。
3.2 质量保证在整个项目周期内,将实施以下质量保证活动: - 定期审查项目进展,确保符合质量目标; - 进行内部审核,发现问题并提出改进建议; - 确保团队成员具备必要的技能和知识; - 确保合适的工具和设备可用。
3.3 质量控制质量控制活动将在项目执行阶段进行,以确保交付物符合质量标准和客户需求。
以下是质量控制的主要活动: - 检查项目进展,确保按计划执行; - 进行产品检查和测试,确保满足质量标准; - 分析和解决产品缺陷和问题; - 管理变更请求,并确保变更不会影响产品质量。
4. 质量控制活动4.1 项目进展检查定期检查项目进展,以确保按计划执行。
这包括: - 检查项目时间表,确保任务按时完成; - 检查资源使用情况,确保资源合理分配; - 检查团队成员的工作质量和效率。
4.2 产品检查和测试对于每个交付阶段或关键里程碑,将进行产品检查和测试。
这包括: - 验证产品是否满足预定的功能性、性能和可靠性要求; - 使用测试用例和测试数据进行系统测试、集成测试、单元测试等; - 记录并跟踪发现的缺陷,并及时修复。
4.3 缺陷和问题管理在质量控制过程中,将发现产品缺陷和问题。
以下是缺陷和问题管理的步骤: -记录和跟踪每个缺陷和问题; - 对缺陷和问题进行分类和优先级排序; - 分配责任人负责解决缺陷和问题; - 定期审查解决进展,并验证解决方案的有效性。
制造业质量控制计划模板
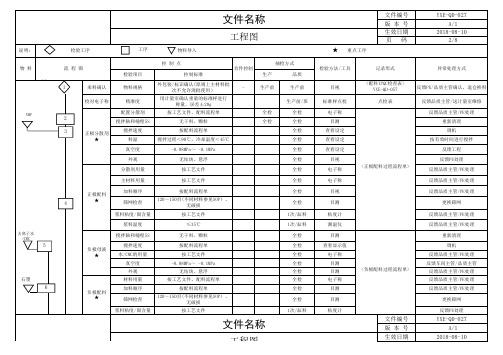
按工艺文件、配料流程单
无干料、颗粒
按配料流程单
搅拌过程<90℃、冷却温度<45℃
-0.08MPa~ -0.1MPa
抽检方式
生产
品质
生产前
生产前
全检 全检
生产前/班
全检 全检 全检 全检 全检
外观
无结块、悬浮
全检
分散剂用量
按工艺文件
全检
主材料用量
按工艺文件
全检
正极配料
加料顺序
按配料流程单
√ 5pcs/5min 3pcs/2h/台
目视
21
刷片
扫粉效果、极片外 观
扫粉作业指导书
卷针尺寸
参照工艺标准
√
3pcs/2h/台 生产前/班目视来自卡尺生产返工 调换卷针
隔膜/胶纸 22
隔膜宽度、厚度
按工艺标准
√
卷芯厚度/宽度/高
卷绕
度
按工艺标准
√
★ 极耳中心距
按工艺标准
√
生产前/班 5pcs/4h 5pcs/4h
反馈品质主管/PE处理 重新清理 调机
按有效时间进行搅拌 反馈工程
反馈PE处理 反馈品质主管/PE处理 反馈品质主管/PE处理 反馈品质主管/PE处理
更换筛网
反馈品质主管/PE处理 反馈品质主管/PE处理
<负极配料过程流程单>
重新清理 调机
反馈品质主管/PE处理 反馈车间主管/品质主管 反馈品质主管/PE处理 反馈品质主管/PE处理 反馈品质主管/PE处理
记录形式
异常处理方式
目视
标准样点校 电子称 目测 查看设定 查看设定 查看设定 目视 电子称 电子称 目视 目测
质量控制计划模板

质量控制计划模板一、引言质量控制计划是为了确保产品或服务的质量达到预期标准而制定的一份文件。
本质量控制计划模板旨在提供一个标准的结构,以便组织能够制定适合自身需求的质量控制计划。
在本模板中,将详细介绍质量控制计划的各个方面,包括质量目标、质量控制措施、质量控制流程、质量评估等。
二、质量目标1. 背景介绍:在这一部分,将介绍项目或产品的背景信息,包括项目的目标、范围、时间表等。
2. 质量目标:明确项目或产品的质量目标,例如达到特定的质量标准、提高客户满意度等。
三、质量控制措施1. 质量控制指标:列出衡量质量的指标,例如产品的准确性、可靠性、一致性等。
2. 质量控制方法:详细描述质量控制的具体方法和流程,包括质量检查、测试、验证等。
3. 质量控制责任:明确各个团队成员的质量控制职责,确保每个人都清楚自己的任务和责任。
四、质量控制流程1. 质量计划:描述质量控制计划的制定过程,包括确定质量目标、制定质量控制措施等。
2. 质量检查:详细描述质量检查的流程和方法,包括抽样检查、产品测试等。
3. 质量纠正:说明如何处理质量问题,包括问题的识别、分析和解决方法。
4. 质量改进:介绍如何持续改进质量,包括收集反馈意见、分析数据、制定改进措施等。
五、质量评估1. 质量评估方法:描述如何评估质量控制计划的有效性,包括使用的工具和技术。
2. 质量评估周期:明确质量评估的时间表和频率,以确保质量控制计划的持续有效性。
3. 质量评估结果:记录和分析质量评估的结果,提出改进建议和措施。
六、质量控制计划的执行和监控1. 质量控制计划的执行:描述如何执行质量控制计划,包括相关人员的培训、执行过程中的沟通和协调等。
2. 质量控制计划的监控:说明如何监控质量控制计划的执行情况,包括收集数据、分析结果等。
七、质量记录和文档管理1. 质量记录:列出需要记录的质量相关信息,例如质量检查报告、测试结果等。
2. 文档管理:描述如何管理和保存质量相关文档,确保其可追溯性和可靠性。
质量控制计划模板

质量控制计划模板一、背景介绍质量控制计划是指为了确保产品或者服务的质量达到预期目标而制定的一系列管理措施和流程。
本质量控制计划模板旨在匡助组织建立和实施有效的质量控制措施,以提高产品或者服务的质量水平。
二、质量目标1. 提高产品或者服务的质量水平,确保符合客户需求和期望。
2. 减少产品或者服务的缺陷率,提高生产效率。
3. 优化生产过程,降低成本并提高利润率。
三、质量控制策略1. 质量标准制定:根据产品或者服务的特性和客户需求,制定相应的质量标准,明确产品或者服务的质量要求。
2. 质量控制流程制定:建立质量控制流程,包括原材料采购、生产过程控制、产品检验等环节,确保每一个环节都符合质量标准要求。
3. 质量控制方法选择:根据产品或者服务的特点,选择适合的质量控制方法,如统计抽样、六西格玛等,以提高质量控制效果。
4. 质量控制人员培训:对质量控制人员进行培训,提高其质量控制意识和技能水平,确保能够有效执行质量控制措施。
5. 质量问题分析与改进:建立质量问题分析与改进机制,对产品或者服务的质量问题进行分析,并采取相应的改进措施,以防止类似问题再次发生。
四、质量控制措施1. 原材料采购控制:建立合格供应商名录,对原材料进行严格的质量把关,确保原材料的质量符合标准要求。
2. 生产过程控制:制定详细的生产工艺流程,对每一个生产环节进行控制,确保产品在每一个环节都符合质量要求。
3. 产品检验:建立产品检验标准和方法,对产品进行全面检验,确保产品的质量符合标准要求。
4. 不合格品处理:对不合格品进行分类、记录和处理,及时采取纠正措施,防止不合格品流入市场。
5. 数据分析与改进:定期对质量数据进行分析,发现问题并采取相应的改进措施,以提高产品或者服务的质量水平。
五、质量控制计划执行1. 质量控制责任:明确质量控制的责任人和责任部门,确保质量控制措施的有效执行。
2. 质量控制计划的沟通和培训:将质量控制计划及时沟通给相关人员,并进行培训,确保每一个人都清晰质量控制的要求和措施。
质量控制计划模板
质量控制计划模板一、引言质量控制计划是在项目执行过程中,确保产品或者服务质量达到预期要求的关键文档。
本质量控制计划旨在为项目团队提供一个指导,以确保项目交付的产品或者服务符合质量标准和客户需求。
二、背景信息1. 项目概述本项目是一项新产品的开辟项目,旨在满足市场对于高性能电子产品的需求。
项目计划在12个月内完成,涉及硬件和软件的开辟工作。
2. 项目目标本项目的目标是开辟出一款高性能电子产品,具备稳定性、可靠性和安全性。
产品应满足客户的需求,并符合相关行业标准和法规要求。
三、质量目标1. 产品质量目标a. 性能指标:产品应具备出色的性能,满足客户对于速度、精度和可靠性的要求。
b. 可靠性指标:产品应具备高可靠性,能够在长期使用中保持稳定性和一致性。
c. 安全性指标:产品应符合相关的安全标准和法规要求,确保用户使用过程中的安全性。
2. 项目管理质量目标a. 进度控制:项目团队应按计划完成各项工作任务,确保项目进度的及时和准确。
b. 成本控制:项目团队应按预算执行工作,并进行合理的成本控制,确保项目经济效益。
c. 沟通管理:项目团队应建立有效的沟通机制,确保信息的及时传递和共享。
四、质量控制活动1. 设计阶段a. 设计评审:在设计过程中,进行定期的设计评审,确保设计满足产品需求和质量标准。
b. 原型测试:制作产品原型,并进行测试验证,确保产品设计的可行性和性能。
c. 设计文档控制:对设计文档进行版本控制和变更管理,确保设计的一致性和可追溯性。
2. 开辟阶段a. 编码规范:制定编码规范,确保开辟人员按照规范进行编码,提高代码的可读性和可维护性。
b. 单元测试:开辟人员进行单元测试,确保代码的正确性和稳定性。
c. 集成测试:对各个模块进行集成测试,验证系统的整体功能和性能。
3. 测试阶段a. 功能测试:测试团队进行功能测试,确保产品的功能符合需求和规格。
b. 性能测试:测试团队进行性能测试,确保产品在负载下的性能和响应时间满足要求。
2024年质量管理工作计划模版(五篇)
2024年质量管理工作计划模版为确保____年度的质量管理工作有序进行,推动质量政策和目标指标的实现,促进质量管理体系的持续优化,以及提高客户满意度,我分厂制定以下年度质量管理工作计划:一、工作安排1、建立质量目标考核机制:明确各班组的质量责任和目标,制定质量目标的分解与考核制度,将其下达至各班组,以此作为评估班组质量管理成效、全面优化质量管理体系的重要手段。
(1)根据质量周报,准确追溯问题至相关责任班组及责任人。
(2)对重大质量问题,将责任明确到个人。
(3)对发现并解决质量隐患的员工给予表彰和奖励。
2、数据的系统性分析:(1)定期收集并分析质量问题数据,基于各班组每周的质量数据,评估全分厂质量目标指标的完成情况。
(2)公开质量目标执行结果,将评估反馈给分厂领导及公司相关部门。
(3)深入分析存在的问题,确定原因,采取有效措施。
总结经验,巩固成果,防止同类问题再次发生,同时提出尚未解决的问题。
(4)对于频繁出现的同类质量问题,需深入探究原因,制定解决方案,同时强化对此环节的管理。
二、预防策略1、设立班组内部专职自检员:(1)自检员在工序流转前负责对本班组所有工序进行自检,以提升产品质量。
(2)分厂将组织相关培训,提升自检员的技能,通过考核机制强化执行力度。
(3)通过培训、实践和考核等多元化方式,提高员工的自检能力。
2、强化培训计划:员工的质量意识、岗位技能直接影响产品质量。
因此,本年度将加大质量管理培训力度,重新组织学习产品生产工艺、操作规程及质量管理体系文件,力求将质量管理提升至更高水平。
2024年质量管理工作计划模版(二)根据公司惯例,本公司已于____月____日正式发布了新年的第____号文件,即《____有限公司____年度质量工作计划》。
与以往相比,本年度质量工作纲要显著不同,摒弃了冗长的说教,转而采用简洁明了的表述方式,明确了工作思路与目标,并强调了务实求真的工作要求。
____年度质量工作的总体思路精炼为六句话,共计____个字,即“明确质量责任、规范工作流程、强化设计验证、严肃工艺纪律、强调工序自检、降低资金赔偿”。
质量控制计划模板
质量控制计划模板一、引言质量控制计划是为了确保产品或服务达到预期质量标准而制定的一项重要文件。
本质量控制计划模板旨在提供一个标准的格式,以帮助组织制定和实施质量控制计划。
本文档将详细描述质量控制计划的各个方面,包括质量目标、质量控制活动、质量控制方法和质量控制资源等。
二、质量目标1. 背景信息:在此部分,提供组织的背景信息,包括组织的名称、产品或服务的描述等。
2. 质量目标:明确产品或服务的质量目标,例如产品的可靠性、性能指标、外观要求等。
三、质量控制活动1. 质量控制活动的描述:详细描述质量控制活动的内容,包括但不限于以下几个方面:a. 检验和测试:列出需要进行的检验和测试项目,包括检验和测试的方法、频率和标准。
b. 检查和验证:描述需要进行的检查和验证活动,包括检查和验证的方法、频率和标准。
c. 记录和报告:说明需要记录和报告的质量控制数据和信息,包括记录和报告的格式、频率和责任人。
d. 故障分析和纠正措施:描述故障分析和纠正措施的过程和方法,包括故障分析的步骤、纠正措施的制定和实施等。
四、质量控制方法1. 质量控制方法的选择:根据产品或服务的特点和质量目标,选择适合的质量控制方法,包括但不限于以下几个方面:a. 统计过程控制:使用统计方法对生产过程进行控制,以确保产品或服务的稳定性和一致性。
b. 抽样检验:采用抽样方法对产品或服务进行检验,以评估其质量水平。
c. 全面质量管理:通过全员参与和持续改进的方式,推动组织的质量管理工作。
d. 供应商评估和管理:对供应商进行评估和管理,以确保供应链的质量稳定性。
五、质量控制资源1. 人力资源:描述质量控制工作所需的人力资源,包括质量控制人员的数量、岗位职责和培训要求等。
2. 设备资源:列出质量控制所需的设备资源,包括检测设备、测试设备和校准设备等。
3. 软件资源:描述质量控制所需的软件资源,包括数据分析软件、质量管理软件和报告生成软件等。
六、质量控制计划的实施和监控1. 质量控制计划的实施:描述质量控制计划的实施过程,包括质量控制活动的安排、执行和监督等。
质量工作计划模板五篇

质量工作计划模板五篇质量工作计划篇1一、继续做好产品质量标准文件的制修订与落实工作通过以往一段时间的工作,认识到当前实施的产品质量标准有部分要求和实际存在一定偏差,一些是因为标准设置的不尽合理,还有一些是因为没有认真落实。
今后要适时进行调整和完善,保证品质管理工作有章可依,同时要严把执行关,让产品质量与标准要求尽可能的接近,直到一致。
二、规范进料检验质量工作在过去的进料检验质量工作中,仅做到了大宗、重要原料的检验质量,并且检验质量项目不够全面,检验质量记录不够完整,偶尔会出现进料品质不良影响产品质量的现象。
自9月上旬开始,对外购大宗物料,全部采用aql抽样检验质量;对贵重物品或质量影响大的原料,执行全数检验质量;对于难以验证的原料,要求供应商提供品质保证函。
所有进料检验质量工作,按物料别留下完整检验质量记录。
对于来料品质异常的,及时发出car(品质异常通知单)要求改正,并跟进检测改进的结果。
三、加强过程质量控制近几日,因交期紧,糊制环节人员紧缺,临时抽调2名巡检帮忙检封,致过程质量控制主要由各车间主管承担。
因各车间主管的工作重点各有不同,品质状况堪忧。
为保证制程质量,计划自9月4前要各现场巡检人员归位,以加强过程环节的控制。
制造环节有些品质问题再三复发,主要是因为没有及时对出现的问题给予处理惩戒。
自9月上旬,对新发现的批量质量事故,必须做到发现事故2小时内发出car(品质异常通知单),发现事故4小时内拿出临时纠正措施,24小时内拿出长期预防措施,2天内提出处理意见。
四、开始进行fqc产成品抽样检验质量工作早期,由于对过程的关注,没有充分认识到产成品抽样检验质量的重要性,导致,经常到客户验货时发现产品不良。
自9月上旬开始,需对要入库的产成品进行aql抽样检测,并对检查结果做好完整记录。
如检查过程中发现与标准、合约要求存在偏差的,及时通知生产部门修正。
五、做好质量相关数据的统计分析工作认真做好质量管理相关数据的统计工作,及时报送各类质量报表,为领导和相关部门提供可靠的质量信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1固件版本插线方式
2
配置信息版
本
插线方式
2中控按键板组
装热熔机电批
1按键手感
热熔
/
3
喇叭支架组装电批1///
1型材外观
FFC 排线穿
接
2PCBA静电灯板拼接
3喇叭震音喇叭走线
1主控盒定位
优先定位对
角
2
转角外观间隙段差
/
6
产品老化老化电源1/堆放
1
4
5
成品组装电批
主板烧录
ST-Link 烧录器
PC
★
半成品组装电批★
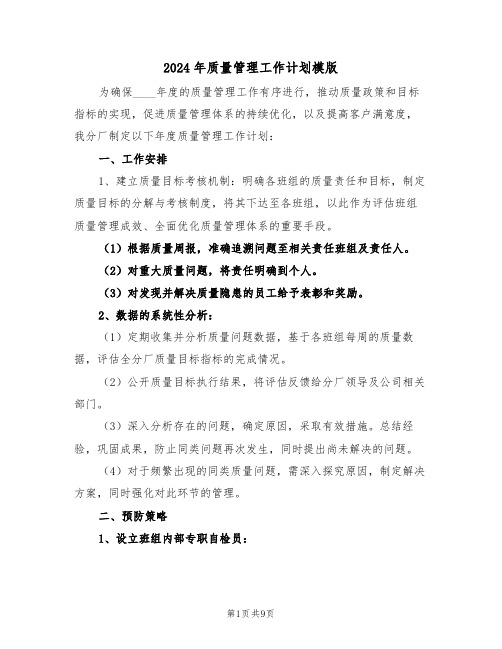
Characteristics 特性Supplier/Plant 供应商:鸿合白板一体机Supplier Code 供应商代号:XX Process Flow
工艺流程
Key Contact/phone 联系人/电话:xx □Prototype 样件 □Pre-launch 试生产 □Mass-Production 量产Ctrl. Plan No.控制计划编号:2017-BB-001Supplier Part No.供应商零件号:XX
Part No./Rev. 零件号/更改级别:XX Core Team 核心小组:xx Proc No.工序编号Operation
Description
工序名称
Supplier/Plant Approval/
供应商/工厂批
Part Name/Description 零件名称:HV-MI87/97Other Approval/Date(If R
其它批准/日期(如需要):xx
Machine, Jig Tools for Mfg.生产设备
No 编号
Product 产品
Process 工艺
Special C & C 特殊特性分类
Quallity Control
编号:MR-8-121 版
品质控制计划
Size 容量Freq.频率佩戴静电环
显示烧录成功界面
2
2小时
《固件受控对照表》IPQC巡检佩戴静电环显示烧录成功界面
22小时
《固件受控对照表》IPQC巡检
热熔温度 150℃±5℃电批扭力 3±1kgf.cm 丝印正确按键手感OK
24小时IPQC 巡检
电批扭力 3±1kgf.cm 目检1首件IPQC 巡检
电批扭力 10±5kgf.cm 间隙、段差(塞
规)
色差(目测)
22小时
IPQC巡检佩戴静电环拼接电路
22小时
《PCBA灯板拼接图》IPQC巡检
电批扭力 8±2kgf.cm 走线方式
22小时
IPQC巡检
电批扭力 8±2kgf.cm
走线方式(SOP图纸)
22小时IPQC 巡检
电批扭力 10±5kgf.cm 间隙、段差(塞
规)
色差(目测)
22小时IPQC 巡检
老化时间>1小时报表记录42小时IPQC 巡检
《流程卡》
《电批扭力报表》
烧录标记
《流程卡》
《流程卡》
《电批扭力报表》
Evalua. /Meas.Technique 评价/测量技术Data Recording
Method 数据记录方法Control Method 控制方法Sample 样本《电批扭力报表》《流程卡》
《电批扭力报表》
产品检验规范标准《电批扭力报表》
《流程卡》烧录标记
设备点检记录联系人/电话:xx
Date(Orig.) 编制日期:2017.08.28Date(rev.) 修改日期: 2017.08.28
Customer Engineering Approval /Date (If Req’d)顾客工程批准/日期(如需要):
核心小组:xx
roval/Date 供应商/工厂批准/日期:xx
Customer Quality Approval/Date (If Req’d)顾客质量批准/日期(如需要):e(If Req’d)
日期(如需要):xx
Other Approval/Date (If Req’d)其它批准/日期 (如需要):
Methods 方法
Product/Process Specification /Tolerance
产品/工艺 规范/公差
平整度差值<4mm 光泽度15%±3
水平尺
光泽度测试仪
目视
3M胶带
132小时OQC抽检
单笔断笔不允许
双笔断笔率<3%
双笔折笔率<3%
sigtool132小时OQC抽检
输出清晰无杂音目视
耳听
132小时OQC抽检
粘贴位置定位治具132小时OQC抽检无破损、脏污、印刷
错误
目检132小时OQC抽检附件盒重量称重管制132小时OQC抽检
打包带规范打包机力度点检、目检42小时IPQC巡检
《流程卡》
《设备点检记录》
《流程卡》
测试报表
《流程卡》
《流程卡》
测试报表
测试报表
隔离标识生产部
隔离标识生产部
隔离标识
生产部设备工程部
隔离标识生产部
隔离标识生产部
隔离标识生产部
隔离标识生产部
隔离标识生产部
隔离标识生产部
隔离标识生产部
q’d)
Reaction plan 反应计划Dep. Resp.责任部门
隔离标识,主管汇
生产部、品质部报
隔离标识,主管汇
生产部、品质部报
隔离标识,主管汇
生产部、品质部报
隔离标识返工生产部、品质部隔离标识返工生产部、品质部隔离标识返工生产部
隔离标识返工生产部。