SS304半管夹套焊接部位残余应力三维有限元模拟
双平板封头结构的焊接残余应力有限元模拟

双平板封头结构的焊接残余应力有限元模拟徐君臣;王泽武;银建中【摘要】The key problem of double -layer flat head structure is the leakage induced by the crack in the welding position between the panel and the nozzle .Welding residual stress is one of the main influential factors.In this work,numerical simulation on welding temperature field and thermal stress of double -lay-er flat head structure was carried out based on APDL of ANSYS software ,element birth and death technol-ogy and thermal -mechanical coupling method , and the distribution law of welding residual stress was found out .The simulation results indicate that the hoop stress is much larger at the welding zone , which easily induces the cracking and leakage sometimes .The compressive stress is very high near the welding zone ,and it is mainly caused by the expansion of heating welding material .The analysis from calculation results provides some theory references for evaluating and controlling the welding residual stress .It is of great significance for increasing the reliability and safety of double -layer flat head structure .%双平板封头结构最常见的问题是面板与工艺接管焊接部位开裂引起泄漏,而焊接残余应力是重要的影响因素之一。
建筑工程钢结构焊接过程模拟与焊接变形、焊接ansys应力有限元分析(详细图解分析)
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
304不锈钢半管夹套焊接部位残余应力有限元模拟

设 计 计 算304不锈钢半管夹套焊接部位残余应力有限元模拟蒋文春,巩建鸣,陈 虎,涂善东(南京工业大学机械与动力工程学院,江苏南京 210009)摘 要:半圆管夹套设备最常见的问题是夹套焊接部位开裂引起泄漏。
焊接残余应力是重要的影响因素之一。
本文利用有限元软件AB AQUS,开发了一个顺次耦合的焊接热应力计算程序,讨论坡口形式、线能量、半管间距等参数的变化对焊接残余应力的影响,得到了半管结构残余应力分布特征,找到了最大焊接残余应力的位置及大小,为半管夹套的安全评定提供参考。
关键词:半管夹套;焊接残余应力;顺次耦合;有限元;AB AQUS中图分类号:TG404;TH49 文献标识码:A 文章编号:1001-4837(2006)05-0025-04Finite Element Analysis of Welding Residual Stressof Stainless S teel304Half-pipe JacketJIANG Wen-chun,GONG Jian-ming,C HEN Hu,TU Shan-tung(C ollege of Mechanical and Power Engineering,Nanjing University of Technology,Nanjing210009,China)Abstract:The general proble m of half-pipe jacket is the leakage of the welding line induced by crack.Weld ing residual stress is one of the main affect ing the finite element analysis software AB AQUS,a se quentially coupled welding thermal-stress procedure is developed to calculate the stress distribution of half-pipe and discuss the effec t of bevel form and heat input as well as the half-pipe separation.The characteristic of welding residual stress distribution was obtained.The position and value of maximum stress was found which provide a reference for safety access.Key words:half-pipe jacke t;welding residual stress;sequentially c oupling;FEA;ABAQUS半管设备作为一种加热冷却设备,与普通夹套容器相比,具有筒体受力好、传热效率高、节能及节约钢材用量等优点,被广泛运用在化工、医药等行业[1]。
304不锈钢薄壁管件纵缝焊接接头残余应力数值模拟研究

304不锈钢薄壁管件纵缝焊接接头残余应力数值模拟研究陈勇;徐育烺;杨海波;赵先锐;张涛;王业方【期刊名称】《精密成形工程》【年(卷),期】2023(15)3【摘要】目的采用数值模拟方法代替传统测量方法,以准确模拟不锈钢薄壁管件焊接接头残余应力分布规律及预热温度对焊接残余应力的影响规律。
方法采用TIG 焊接方法对304不锈钢进行圆管纵缝焊接试验,以最优焊接工艺参数为基础,基于ABAQUS有限元仿真软件,采用热力完全耦合模型,在DFLUX子程序中运用Fortran语言对模型进行汇编以完成ABAQUS的二次开发,模拟薄壁管件纵缝焊接热力耦合过程,并在模拟结果上添加预热温度为150℃的预热工艺。
结果304不锈钢薄壁管件焊接过程中会产生较大的残余应力,局部区域接近管材的屈服应力。
纵向残余应力趋于焊缝中心方向由压应力转化为拉应力,焊缝中心横向应力承受压应力,并且随着向焊缝两侧移动,横向残余应力值逐渐趋近于0。
焊缝厚度方向上的径向应力值变化幅度较小。
预热可以有效降低不同方向上的焊接残余应力,其中对纵向残余应力的改善最为明显。
结论数值模拟方法能够准确计算出不锈钢薄壁管件焊接接头残余应力分布,预热处理能够有效降低接头残余应力。
【总页数】9页(P155-163)【作者】陈勇;徐育烺;杨海波;赵先锐;张涛;王业方【作者单位】南京工业职业技术大学机械工程学院;江苏科技大学材料科学与工程学院;江苏海事职业技术学院船舶与海洋工程学院【正文语种】中文【中图分类】TG404【相关文献】1.铝合金薄壁圆筒纵直缝焊接残余应力数值模拟2.汽轮机焊接转子接头残余应力研究一:25Cr2Ni2MoV钢核电转子模拟件热处理前后残余应力的对比3.汽轮机焊接转子接头残余应力研究二:带有弹性槽的30Cr2Ni4MoV模拟件热处理前后残余应力变化4.预变形对X80直缝埋弧焊管焊接接头残余应力及疲劳性能影响的模拟研究因版权原因,仅展示原文概要,查看原文内容请购买。
建筑钢结构焊接残余应力的有限元预测与控制3篇

建筑钢结构焊接残余应力的有限元预测与控制3篇建筑钢结构焊接残余应力的有限元预测与控制1建筑钢结构焊接残余应力的有限元预测与控制建筑钢结构作为施工中常用的一种结构材料,在工程中扮演着至关重要的角色。
随着工程结构的不断复杂化和精度的提高,建筑钢结构在建设中所遭受的挑战也越来越多。
其中,建筑钢结构焊接残余应力的问题已经成为制约其使用的重要性问题之一。
焊接残余应力会导致结构失去平衡、刚度降低、易发生疲劳断裂和变形,甚至引发塑性坍塌等重大事故,因此建筑钢结构焊接残余应力的预测与控制显得十分必要。
有限元方法是当下理论分析的一种重要方法,它将一个复杂的结构分割成有限个单元,用数学模型对每一个单元进行分析。
通过运用计算机模拟技术,可以对建筑钢结构焊接残余应力进行有限元模型计算,既能够确定焊接残余应力的大小和分布情况,也可通过改变焊接工艺和条件的相应参数,从而实现焊接残余应力的控制的目的。
建筑钢结构焊接残余应力的预测与控制,离不开正确的计算方法和理论支持。
首先需要标准化设计和施工操作,遵守焊接规范和标准,保证焊接工艺符合设计和建设要求。
同时还应根据工程实际情况进行参数分析和优化设计,确保结构牢固、稳定,最大程度地减少焊接残余应力对建筑钢结构的危害。
对于建筑钢结构的设计者和工人而言,掌握一定的实际技能及理论知识显得尤为重要。
他们需要对材料的物理特性和焊接工艺进行充分了解,熟练掌握相关的计算方法和理论,从而能在实践中发挥更大的作用。
在建筑钢结构施工过程中,应配备专业焊接技术人员,使用适当的材料和设备,采用有效的检测和控制措施,来降低建筑钢结构焊接残余应力的风险。
总之,建筑钢结构焊接残余应力的有限元预测和控制是现代建筑工程中一项非常重要的技术,它对于保障人民生命财产安全起到了至关重要的作用。
随着建筑行业的不断发展,有限元方法也将不断完善,我们有理由相信,通过我们的不懈努力,建筑结构焊接技术必将取得更好的发展与应用在建筑钢结构焊接工程中,焊接残余应力是一个非常重要的问题。
SUS304不锈钢管对接焊缝的残余应力及变形的数值模拟
SUS304不锈钢管对接焊缝的残余应力及变形的数值模拟不锈钢具有优良的耐腐蚀性能,在我国的船舶建造过程中占有举足轻重的地位,特别是对于升船机上一些关键承重部位而言,不锈钢更是起到不可替代的作用[1]。
而在不锈钢材料构件的制造过程中,焊接是最常见的连接手段。
然而,构件在焊接过程中经受局部加热和快速冷却,不可避免地产生焊接残余应力和变形[2-3]。
由于船舶长时间在水上工作,腐蚀环境恶劣,在腐蚀介质和焊接残余应力的共同作用下,很容易诱发应力腐蚀现象,大大降低工件的服役寿命。
此外,焊后产生的焊接变形不仅影响产品的外观,而且会带来装配上的问题,矫正焊接变形不仅延长生产周期又增加制造成本[4-6]。
因此,在实际焊接生产中如何有效预测和控制焊接残余应力和变形具有非常重要的工程应用价值。
传统图书馆多数采用纸质图书来实现学生的阅读教育,但在互联网背景之下,纸质图书愈发不受现代学生的青睐,学生更多地愿意翻阅手机、电脑等网络信息,对于此现象,许多高校都开展了图书馆阅读推广活动但收效甚微。
在教育改革之后,人们开始意识到传统的教育方式已经不再适用于现代学生,需要将现代学生的阅读习惯与阅读教育进行结合,形成新式的教育模式才能再次发挥图书馆的教育功效,因此就诞生了“互联网+”阅读教育模式。
本研究针对SUS304 钢管对焊接头,基于ABAQUS 有限元分析软件,开发了“热-冶金-力学” 耦合有限元计算方法。
采用该方法模拟了焊接接头的温度场、残余应力和焊接变形,讨论了TIG 焊焊接接头温度场和熔池分布特征,以及角度变化对钢管内、外表面残余应力的分布和影响。
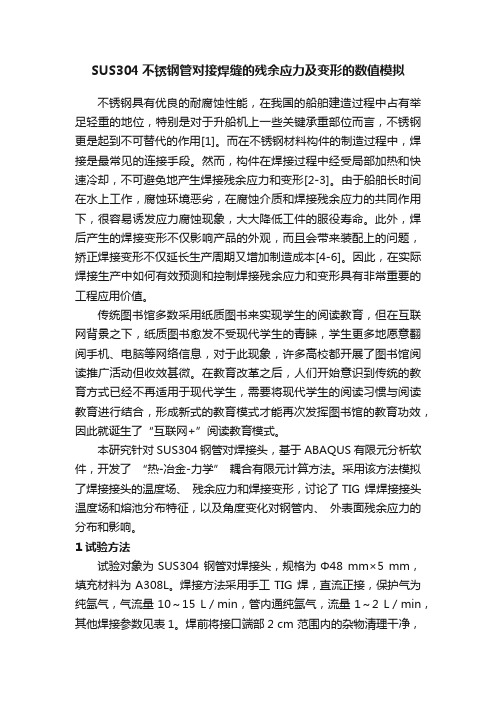
1 试验方法试验对象为SUS304 钢管对焊接头,规格为Φ48 mm×5 mm,填充材料为A308L。
焊接方法采用手工TIG 焊,直流正接,保护气为纯氩气,气流量10~15 L/min,管内通纯氩气,流量1~2 L/min,其他焊接参数见表1。
焊前将接口端部2 cm 范围内的杂物清理干净,焊接层间温度低于150 ℃,试样尺寸及焊道布置如图1 所示。
还原炉挠性夹套的焊接残余应力有限元模拟
Fi i e n i l t n o ed n sd a te si lx b e n t Elme tS mu a i fW l i g Re i u lS r s n F e i l e o
J c e fPoy i c n Re u to r a e a k to lsl o d cin Fu n c i
还原炉挠性 夹套的焊接残余应 力有限元模拟
王和 慧 。 鞠 峰
( 东 理工 大学 机 械 与动力 工 程学 院 , 海 华 上
2 03 ) 0 27
摘 要: 夹套 是广 泛 运用 在 化工 、 医药等行 业设 备 上 的加 热冷却 装置 , 夹套 焊缝 是 常常发 生开 裂泄 漏 的失效 部位 , 接残余 应 力是 导致 开 裂泄 漏 的重 要 因素 之 一。 利用 有 限元技 术 对 一种 新 型 多晶硅 焊 还 原 炉挠 性冷 却 夹套 的焊 接过 程 的温度 场 、 残余 应 力和 塑 性应 变 场进 行 了数值模 拟。借 助 A S S N Y 的A D P L编程 和 单元 生死技 术 , 用热 一结 构 直 接 耦合 法 , 热 分 析采 用 含 高 斯热 源 的 瞬 态过 程 采 传
喷丸三维残余应力场的有限元模拟
1.2 材料的力学性能
目标 物体 材 料为 AISI304 奥 氏体 不 锈钢,
ABAQUS/Explicit 采用子程序 VUMAT 编辑材料应
变硬化特性。喷丸过程产生由于高速撞击引起的冷
选用 S4R 单元,采用这两种减缩积分单元是因为减 缩积分单元只在单元中心有一个积分点,求解时采 用更精确的均匀应变公式来计算单元应变分量的平 均值。但是减缩积分单元会由于存在沙漏问题而显 得过于柔软。
细划在接触表面附近的网格可以缓解沙漏问 题,也可以对减缩积分单元引入少量的人工“沙漏 刚度”以限制沙漏模式的扩展。分别取 1、2、3、4 四种沙漏参数进行计算,并比较计算结果。 1.5 边界条件
由图 2a 可以看出,在从表面至深度方向 0.1 mm 的范围内,撞击形成的应力场拉压不一,而在 0.1 mm 至 0.6 mm 的深度范围内,以不同沙漏参数计算 得到的应力分布基本相同。由图 2b 可以看出,多个 弹丸喷射时,随着沙漏参数的增大,压应力层厚度
(b) 多个弹丸喷丸的残余应力分布
图 2 横向残余应力随着沙漏参数的变化 (v=300 m/s,H=400 MPa)
月
凌祥等:喷丸三维残余应力场的有限元模拟
横向应力σ /MPa y
1000 500
0
-500 -1000 -1500
H=50 MPa H=200 MPa H=400 MPa H=800 MPa
-2000 0.0 0.1 0.2 0.3 0.4 0.5 0.6 z /mm
(a) 单个弹丸喷丸的残余应力分布
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
SS304半管夹套焊接部位残余应力三维有限元模拟
;&C
移动热源模拟 对于三维 模 型, G!AH 采 用 高 斯 热 源 就 可 以 得
[2] 。将电弧看成辐射状对称并成 到满意的模拟结果
)
图! "#$ %! 半管对接焊后环向应力分布
半管与筒体组焊残余应力计算
图 /, 图 # 分别给出了半管对接焊以后与筒体
&’’( )*+,)) -#)*+#./*#’0 ’1 ./** 2,3-
组焊的环向应力和轴向应力的分布。从图 / 可以看 出, 环 向 应 力 ’(( 在 1 形 接 头 处 具 有 最 大 值 另外在半管内壁顶部区域也具有较大的残 %+/ ,-., 余应力。这是由 于 在 角 焊 缝 焊 接 之 前, 半管已经点 焊固定在筒体上, 焊 接 角 焊 缝 时, 半 管 受 热 后, 向半 管壁外产生翘曲 变 形, 此翘曲变形受到点焊固定的 约束, 因而在顶部区域产生较大的残余应力。 从图 # 可以看 出, 轴 向 应 力 ’)) 在 1 形 接 头 附
#$% &!
对接焊缝 ?1D坡口 角焊缝 25D内坡口
在此多次耦 合 计 算 程 序 中, 需要运用单元生死 技术 ( #$#%#&’ ()*’+ ’#,+&)-.# ) 来实现焊缝金属的形 成。同时, 在进行半管对接焊时, 将简体以及两条角 焊缝单元全部杀死; 在进行半管与筒体组焊时, 再将 筒体单元以及两条角焊缝单元依次激活。这是因为 在进行对接焊时, 筒体不受影响, 假如不将筒体单元 杀死, 那么在半管起弧与收弧的地方, 筒体受热以后 将产生较大的应 力, 与后面角焊缝焊接产生的应力 叠加, 出现高应力区, 与实际不符合。 ;&< 材料热物理性能参数 半管、 筒体 材 料 均 为 //012 不 锈 钢。 焊 材 和 母 材的材料相同, 热力学性能与温度相关, 并且假定材
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘 要: 半圆管夹套设备最常见 的问题 是夹套 焊接部位 开裂引 起泄漏, 焊 接残余应 力 是重要的影响因素之一。利用有限 元软 件 ABAQUS, 开 发了 一个 多次顺 次耦 合焊接 残 余应力有限元计算程序, 并利用 FORTRAN 语言编写移动高斯热源的分布子程序, 对 304 不锈 钢半管夹套焊接部位残余应力进行数值模 拟, 得 到半管 夹套 T 形接头 焊接残余 应 力分布规律。计算结果表明 , 在 T 形 接头 附近, 应力 水平较 高, 易诱 使焊缝 开裂 失效。 并对 半管夹套的焊接制造提出建议, 为优化半管夹套焊接 工艺、控制焊接残余应力 提供 理论依据, 对提高半管夹套设备的可靠性和安全 性具有重要意义。 关键词: 半管夹套; 焊接残余应力; 有限元; 多次顺次耦合; 软件 中图分类号: TG404 文献标识码: A 文章编号: 0253- 360X( 2006) 10- 077- 04
入的高斯分布如式( 1) 所示。关于半管对接焊缝, 随
着时间的变化, 电弧中心随焊缝作环向不断移动, 高
斯分布为式( 2) 所示。功率 P 为
- 3r 2
P ( x, y, t ) = P0e r2 = b
3
UI
r
2 b
exp { -
3[ ( x -
vt ) 2 +
r
2 b
y2] } , ( 1)
P( R,
在半管内表面, 环向应力和轴向应力均为拉伸 应力。最大环向应力为 244 MPa, 最大 轴向应力为 212 MPa, 随着离开焊缝中心, 逐渐递减。
在半管外表面的路径上, 环向应力在热影响区 具有最大值 130 MPa, 然后逐渐递减。轴向应力为 压应力, 具 有峰值 217 MPa, 随着离开焊缝 中心, 轴 向应力逐渐递减。
图 2 T 形接头残余应力多次顺次耦 合计算程序 Fig. 2 Multi sequential coupling FE calculation procedure of welding residual stress for half pipe T joint
潜热为 3 105 kJ/ kg, 固相线 1 399 , 液相线 1 454 。常温屈服强度 254 MPa, 抗拉强度 296 MPa。
半管、筒体材料均为 SS304 不锈钢。焊 材和母 材的材料相同, 热力学性能与温度相关, 并且假定材 料在高温状态下物理性能( 熔点以上) 保持不变[ 2] 。 具体物理性能和力学性能如图 3[ 3] 所示。SS304 的
图 3 SS304 材料 性能随温度的变化 Fi g. 3 Material properties of SS304
条件, 在远离焊缝处取三点约束其所有自由度, 限制 焊件的刚性移动。
2 半管对接焊残余应力计算
定义沿着半管圆周的方向( 与对接焊缝方向平 行) 的力 S11 为环向应力, 沿半管轴向的力 S33 为轴 向应力。为方便起见, 且计算结果具有对称性, 沿对 接焊缝的中心面取二分之一模型来观察。图 4, 图 5 分别给出了 半管对接焊后环 向、轴向应力的 分布。 图 6给出了半管内外表面环向应力和轴向应力分布。
在对接焊缝引弧和收弧处, 具有峰值应力。为 了避免与后续角焊缝焊接产生的残余应力叠加, 在 实际焊接的过程中, 可以添加引出板, 将引弧和收弧 处的峰值应力引到引出板上。且对接焊缝必须一根 焊条焊完, 避免出现多个起弧与收弧点。要严格控 制对接焊缝的数量, 在每 50 m 的区域尽量控制最好 只有一条对接焊缝。半管内壁用氩气保护, 在对接 焊第一道焊完后, 进行气体泄漏试验和表面缺陷检 查, 合格后再焊第二道; 对接焊缝焊接完毕后, 再进 行气体泄漏试验、无损检测以及射线探伤等, 经过严 格检验合格, 确认没有缺陷后方能焊角焊缝。
, t) =
P 0e-
3r2 r2
=
b
3
UI
r
2 b
exp{-
3[ R 2 +
(R
- vt -
r
2 b
R 0) 2] } , ( 2)
式中: U, I , v 分别为电弧电压、电流、电弧移动速
度; rb 为电弧有效加热半径( 95% 的热流分布在范 围以内) ; R 为点( R , ) 到电弧中心的距离; 是电 弧热效率常数, 取为 0. 70[ 5] ; P0 为最大功率。通过焊 接时间的变化和焊接速度来表示热源移动。
78
焊接学报
第 27 卷
模型比较复杂, 不仅具有半管对接焊缝, 还包括 两条角焊缝, 且在对接焊缝与角焊缝交汇处形成 T 形接头。因此, 共需进行三次耦合计算。先进行对 接焊温度场计算, 然后进行对接焊应力场耦合计算; 再计算半管与筒体焊接的温度场, 然后进行应力场 的耦合计算, 同时将对接焊缝的应力场耦合进去, 最 终得到T 形接头焊接残余应力。多次顺次耦合计算 程序如图 2 所示。
图 7 半管与筒体组焊的环向应力分布 Fig. 7 Hoop stress distribution for assembling welding between half pipe and shell
80
焊接学报
第 27 卷
图 8 半管与筒体组焊的轴向应力分布 Fig. 8 Axial stress distribution for assembling
1. 6 边界条件和初始条件
在热分析中, 半管和筒体的内外表面均考虑对 流和辐射边界条件, 对流系数取 10 W/ m2K, 辐射发
第 10 期
蒋文春, 等: SS304 半管夹套焊接部位残余应力三维有限元模拟
79
射率取为 0. 85, 初始温度取 25 。 在力分析场中, 半管对接焊缝中心面为轴对称
目前, 对于半管夹套结构焊接部位残余应力的 有限元分析, 尚无相关文献可查。利用大型有限元 软件 ABAQUS[ 1] , 对半管夹 套 T 形接头残余 应力进 行了三维有限元分析, 得到 T 形接头焊接残余应力 分布规律。
1 半管夹套 T 形接头有限元模型
1. 1 几何模型及网格划分 某半管夹套发酵罐, 设计压力 0. 3 MPa, 筒体内
图 4 半管对接焊后环向应力分布 Fig. 4 Hoop stress distribution of butt weld
图 5 半管对接焊后轴向应力分布 Fig. 5 Axial stress distribution of butt weld
3 半管与筒体组焊残余应力计算
图 7, 图 8 分别给 出了半管对接焊以后与筒体 组焊的环向应力和轴向应力的分布。从图 7 可以看 出, 环 向 应 力 S11 在 T 形 接 头 处 具 有 最 大 值 267 MPa, 另外在半管内壁顶部区域也具有较大的残 余应力。这是由于在角焊缝焊接之前, 半管已经点 焊固定在筒体上, 焊接角焊缝时, 半管受热后, 向半 管壁外产生翘曲变形, 此翘曲变形受到点焊固定的 约束, 因而在顶部区域产生较大的残余应力。
weldi ng between half pipe and shell
大约增加了 10% 。在对接焊始点和终点处, 由于角 焊缝的焊接, 应力分布发生了变化, 其余地方分布规 律基本差不多。
为更好地观察 T 形接头附近残余应力分布状态, 在半管与筒体的连接面上, 从 T 形接头处, 沿半管轴 向取路径 1, 沿筒体壁厚方向取路径 2, 如图 8 所示。 图 9 和图 10 分别给出了两条路径的应力分布。
第 27卷 第10期
焊接学报
2 0 0 6 年 1 0 月 TRANSACT IONS OF THE CHINA WELDING INST ITUTION
Vol. 27 No . 10 October 2 0 0 6
SS304 半管夹套焊接部位残余应力三维有限元模拟
蒋文春, 巩建鸣, 陈 虎, 涂善东
从图 8 可以看出, 轴向应力 S33 在 T 形接头附 近处具有最大值 321 MPa, 已经超过屈服强度, 成为 最薄弱环节。
在角焊缝焊接结束后, 半管应力整体有所增加,
图 6 对接焊后内外表面路径的应力分布 Fig. 6 Stress distribution of inner and outside surface of butt weld
1. 4 焊接工艺参数 对接焊缝与角焊缝的焊接顺序对残余应力有着
非常重要的影响。如果先焊角焊缝, 那么半管焊后 将没有收缩余地, 在对接焊缝间将留下较大的装配 应力, 这一装配应力一般表现为拉伸应力, 极易造成 焊接裂纹, 降低焊缝的抗拉强度。因此, 需先焊对接 焊缝, 然后再进行半管与筒体的组焊, 这样可降低对 接焊缝应力, 降低出现焊接裂纹的几率。对接焊缝 采用! V∀形坡口形式, 角焊缝采用内坡口形式, 内表 面均采用氩气保护。焊接工艺参数如表 1 所示。
径 2 200 mm, 设计温度 150 , 筒体壁厚 14 mm, 半 管内径 54 mm, 壁厚 6 mm, 半管坡口为内坡口。半 管、筒体均为薄壁结构, 相对一个半管而言, 筒体的
收稿日期: 2006- 03- 17 基金项目: 国家留学回国人员科技活动择优资助项目( 200209)
圆度很小, 建模时可将筒体近似为平板来进行计算。 由于 T 形接头附近是最值得关注的区域, 因此在 T 形接头附近网格划分较密, 在远离 T 形接头的区域 比较稀 疏。几何 模型 及网格 划分如 图 1 所示, 共 5 966个 节 点, 4 644 个 单 元。 温 度 场 计 算 采 用 DC3D8 单元, 应力场计算采用 C3D8 单元。
图 1 半管夹套 T 形接 头几何模型及网格划分 Fig. 1 Geometric model and meshing of half pipe T joint