基于ANSYS的焊接过程有限元模拟
基于ANSYS平台的不同焊接工艺参数对管线钢焊接温度场的模拟研究
2 2 模 型假 设 .
焊件边 界与 周 围介 质 进 行换 热 , 量 的散 失 热 主要通 过热 辐射 换 热 和 对流 换 热 方式 进 行 , 温 高 下散 失 的热 量 以辐 射 为 主 , 温 下 以对 流 为 主 。 低 在模型 的对称 面处 取绝 热边界 条件 。 对 于对 流换热 , 根据 牛顿定 律 , 对于某 一 与流 动 的气 体或 液体 接 触 的 固体 表 面微 元 , 对 流换 其 热 密度 q通 过 对 流 换 热 系 数 日 与 固 体 表 面 温 度
换
o o+( T (r A ) ) + O (T 一 A) , + O Q
( 1 )
式 中: P为 材料 的密度 ; c为材料 的导 热系数 和 A, 比热容 , 它们都是温度的函数 ; 为内热源强度。 一 Q
焊接温度场的计算通常用 以下两类边界条件:
() 1 已知边 界上 的热 流密 度分布
维普资讯
焊管 . 0 第3 卷第2 .0 年3 期 20 7 月
●试 验 与 研 究
基于 A Y NS S平 台 的不 同焊 接 工 艺 参数 对 管 线钢 焊 接 温 度场 的模 拟 研 究
张 宏 ,陈 鹏
( 西南交通大学 焊接研究所 ,成都 6 03 ) 10 1 摘 要: 针对管线钢焊接 , 根据材料热物理性能参数、 变潜热与温度 的非线性 关系, 相 建立了
为 电 弧 电压 ; 为 焊接 电流 ; 为 P点 距 电弧 中 , r
心 的距 离 。
由于加热 电弧是移 动 的 , 于移动 的实 现 , 对 笔 者利 用 A S S的 A D NY P L语言 编写 程序 , 用离 采
图 1 三维模型 网格 划分 示意图
基于ANSYS的焊接温度场和应力的数值模拟研究

基于ANSYS的焊接温度场和应力的数值模拟研究一、本文概述随着现代工业技术的飞速发展,焊接作为一种重要的连接工艺,在航空、汽车、船舶、石油化工等领域的应用日益广泛。
然而,焊接过程中产生的温度场和应力场对焊接结构的性能有着至关重要的影响。
为了深入理解焊接过程中的热-力行为,预测焊接结构的变形和残余应力,进而优化焊接工艺参数和提高产品质量,本文旨在利用ANSYS有限元分析软件,对焊接过程中的温度场和应力场进行数值模拟研究。
本文首先简要介绍了焊接数值模拟的意义和现状,包括焊接数值模拟的重要性、国内外研究现状和存在的问题等。
随后,详细阐述了ANSYS 软件在焊接数值模拟中的应用,包括其基本原理、分析流程、模型建立、参数设置等方面。
在此基础上,本文以某典型焊接结构为例,详细阐述了焊接温度场和应力场的数值模拟过程,包括模型的建立、边界条件的设定、求解参数的选择、结果的后处理等。
对模拟结果进行了详细的分析和讨论,验证了数值模拟方法的准确性和可靠性,为实际工程应用提供了有益的参考。
本文的研究不仅有助于深入理解焊接过程中的热-力行为,为优化焊接工艺参数和提高产品质量提供理论支持,同时也为ANSYS软件在焊接数值模拟领域的应用推广和进一步发展奠定了基础。
二、焊接理论基础焊接是一种通过加热、加压或两者并用,使两块或多块金属在原子层面结合形成永久性连接的工艺过程。
焊接过程涉及复杂的物理和化学变化,包括金属的熔化、凝固、相变以及应力和变形的产生等。
因此,深入了解焊接过程的理论基础对于准确模拟焊接过程中的温度场和应力分布至关重要。
焊接过程中,热源将能量传递给工件,导致工件局部快速升温并熔化。
熔池形成后,随着热源的移动,熔池中的液态金属逐渐凝固形成焊缝。
焊接热源的类型和移动速度、工件的材质和厚度等因素都会影响焊接过程的温度场分布。
为了准确模拟这一过程,需要了解各种热源模型(如移动热源模型、体积热源模型等)及其适用范围,并选择合适的模型进行数值模拟。
基于ANSYS的焊接残余应力的有限元分析
法 、单 元推 导、总 装求 解 、联立方 程组 求解 和结 果解 释 。
温度 弹 性 ℃ 模 量
P a
屈服 材料 热膨 胀 泊
P a k g / m s 1 / ℃
热传
比热
g・ ℃)
强度 密度 系 数 松 导系 数 J ( k
比 w / ( m・ ℃)
T
6 Y R & D
基于ANS YS 的焊接 残 余应力 的有 限元分析
余 娟, 金建 伟 , 王 光, 宋 若愚 ( 空军预警 学 院 。 湖 北武汉 4 3 0 0 1 9 )
摘 要 焊接 残余 应 力的降低 了焊接 件 的 刚度 和稳 定性 , 采用有 限元 分析软 件 A N S Y S的热 一结构耦 合和单 元 生死分 析 功 能对 钢板 焊接 过程 进行模 拟仿 真 , 分析 焊接 残余 应 力分布 的规律 , 为复 杂焊接 结构 的温度 分析 和应 力分析 提 供一 定
2 0 1 . 9 3 e 1 0 1 . 9 3e i 0 1 . 2 e 9
基于ANSYS Workbench的钢管柔性连接有限元分析

基于ANSYS Workbench的钢管柔性连接有限元分析杨佩东【摘要】针对钢管对接环焊时,焊接工序复杂、焊缝可能会产生裂纹等缺点,设计了一种新型钢管柔性对接方式.采用solidwoks三维绘图软件建立实体模型,并应用ANSYS Workbench有限元分析软件对钢管实际工况进行仿真,对O型密封圈采用二参数Mooney-Rivlin超弹性材料模型并应用第四强度理论进行计算,得出钢管所承受的最大等效应力为55 MPa、最大径向应力为10.4 MPa、最大轴向应力为13.9 MPa,最大等效应变为2.96×10-4 mm.分析结果表明,钢管采用柔性对接时,钢管所承受的应力和应变均在许用范围之内,满足强度要求,不会出现泄露现象.说明该柔性连接方式安全可靠.【期刊名称】《焊管》【年(卷),期】2019(042)003【总页数】4页(P38-41)【关键词】钢管;柔性连接;有限元分析;ANSYSWorkbench【作者】杨佩东【作者单位】山西工程职业技术学院,太原030009【正文语种】中文【中图分类】TG495随着我国西气东输、南水北调工程的实施,管道已经在我们生活当中扮演着越来越重要的角色,目前我国输水管线用管有球墨铸铁管、玻璃钢管、PCCP 管等。
这些管材中,钢管具有突出的性能。
通常钢管之间采用焊接对接方式。
由于焊接对接钢管的连接方式存在成本较高、现场焊接时难以保证焊接质量、遇到土层沉降时易产生焊缝开裂等缺点,目前发达国家已采用钢管柔性连接的方式进行钢管对接。
钢管的柔性连接不仅制造成本低,且具有良好的工作性能,已在国外得到了广泛的应用[1-2]。
本研究设计了一种以O 型密封圈为柔性接口的连接方式,通过solidworks 三维绘图软件建立实体模型,然后导入ANSYS Workbench 有限元分析软件对其进行应力、应变分析。
1 建立几何模型本次研究模型以DN500 钢管为例,其壁厚选择为 5 mm,采用Φ610 mm×65 mm 的 O 型密封圈进行密封。
基于ANSYS焊接变形有限元数值模拟分析
1.4x10-5
1.3x10-5
1.2x10-5
0
1000
温度(℃)
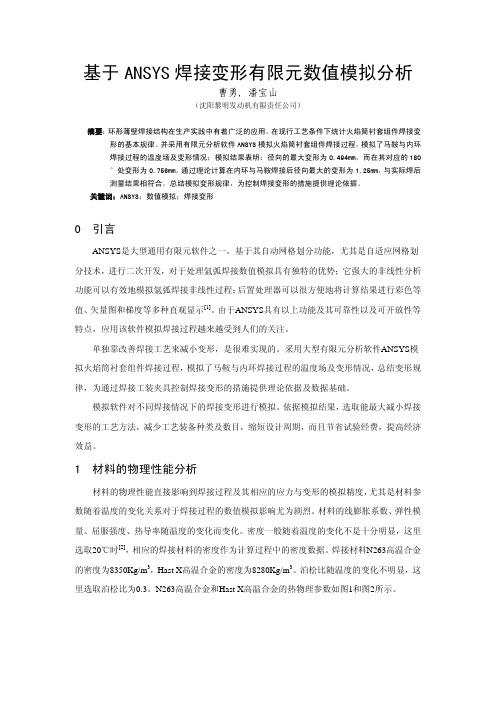
图 2 Hast X 材料的线膨胀系数随温度的变化曲线图
2 有限元模型的建立
内环与马鞍焊接组件是薄壁件,在长度和厚度方面比例相差较大。生成节点和单元的网 格划分过程包括三个步骤:(1)定义单元属性;2)定义网格生成控制;3)生成网格。为保证计 算精度和提高计算速度,将其划分成非均匀的网格,在焊缝处局部进行网格加密处理,内环 与马鞍焊接组件网格化图见图3。有限元模型选用8节点的三维实体单元,共划分10194个节 点,34503个网格单元。
图 4 施加热载荷图
通过模拟分析,可以看出,焊接过程中,焊接温度的分布比较集中,主要分布在焊接热 源附近,最高温度值为1792℃,温度的实测值为1765℃可见温度场的数值模拟结果还是比较 准确的。而温度场的准确模拟是进一步计算焊接应力与变形的基础。研究还发现焊缝附近存
在比较大的温度梯度,而经典的焊接结构理论表明,比较大的温度梯度会使结构在焊接完成 后在焊缝内部及其附近区域产生比较大的残余塑性应变,进而由于结构的协调作用而产生比 较大的焊接残余变形,影响结构的使用及装配[4]。
基于 ANSYS 焊接变形有限元数值模拟分析
曹勇, 潘宝山
(沈阳黎明发动机有限责任公司)
摘要:环形薄壁焊接结构在生产实践中有着广泛的应用。在现行工艺条件下统计火焰筒衬套组件焊接变 形的基本规律。并采用有限元分析软件 ANSYS 模拟火焰筒衬套组件焊接过程,模拟了马鞍与内环 焊接过程的温度场及变形情况;模拟结果表明:径向的最大变形为 0.494mm,而在其对应的 180 °处变形为 0.756mm。通过理论计算在内环与马鞍焊接后径向最大的变形为 1.25mm,与实际焊后 测量结果相符合。总结模拟变形规律,为控制焊接变形的措施提供理论依据。
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文

《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着科技的发展,焊接技术作为制造行业中的关键工艺之一,其质量和效率直接关系到产品的性能和寿命。
因此,对焊接过程中的温度场和应力分布进行精确的数值模拟显得尤为重要。
ANSYS作为一种功能强大的工程仿真软件,被广泛应用于焊接过程的数值模拟。
本文将基于ANSYS,对焊接温度场和应力进行数值模拟研究,以期为实际生产提供理论依据。
二、焊接温度场的数值模拟1. 模型建立在ANSYS中建立焊接过程的有限元模型,包括焊件、焊缝、热源等部分。
其中,焊件采用实体单元进行建模,焊缝则通过线单元进行描述。
热源模型的选择对于模拟结果的准确性至关重要,应根据具体的焊接工艺选择合适的热源模型。
2. 材料属性及边界条件根据实际材料,设定焊件和焊缝的热导率、比热容、热扩散率等物理参数。
同时,设定初始温度、环境温度等边界条件。
3. 数值模拟过程根据焊接过程的实际情况,设定加载步和时间步长,模拟焊接过程中的温度变化。
通过ANSYS的热分析模块,得到焊接过程中的温度场分布。
三、焊接应力的数值模拟1. 耦合分析焊接过程中,温度场的变化会导致应力的产生。
因此,在ANSYS中,需要将在热分析中得到的温度场结果作为应力分析的输入条件,进行热-结构耦合分析。
2. 本构关系与材料模型根据材料的本构关系和力学性能,设定材料的弹性模量、泊松比、热膨胀系数等参数。
同时,选择合适的材料模型,如各向同性模型或各向异性模型。
3. 应力分析通过ANSYS的结构分析模块,结合耦合后的温度场结果,进行应力分析。
得到焊接过程中的应力分布和变化情况。
四、结果与讨论1. 温度场结果分析通过ANSYS的后处理功能,可以得到焊接过程中的温度场分布图。
分析温度场的分布情况,可以了解焊接过程中的热传导和热扩散情况,为优化焊接工艺提供依据。
2. 应力结果分析同样,通过后处理功能可以得到焊接过程中的应力分布图。
分析应力的分布和变化情况,可以了解焊接过程中产生的残余应力和变形情况。
基于ANSYS的6082铝合金T形接头MIG焊的有限元模拟
:堇望皇堕窒: !兰
2.2焊接工艺参数
采用如 图3所 示的焊接 方向,通过 一次施焊完
成,氩气流量为24 L/mi n,焊接工艺参数见表l 。现
有的焊接热源模型中,文中选择移动的双椭球热源
模型来模拟MI G焊。
衰1焊接工艺参数
l 序号
l
I
l
2
l
3
焊接电流//A 2 15 2 15 215
电弧 电压£ W
焊接冷却后,选取焊缝线中点为采样点,在不
同的焊接 速度下,其温度 循环曲线如图5所示。从
图5可以看出,随着焊接 速度的增大,采样点最 高 温度明显降低,并且由于峰值处附近的曲线越来越
陡峭,说 明该点到达最 高温度的时间也 越短。
圈3 边界约 束
摘要:借助有限元分析软件ANSYS.模拟了60 82铝舍金T形接头MI G焊的焊接温度场和应力应变场。采用移动的双椭球热源模型模
拟MI G焊过程.并考虑到了母材6 082和焊丝ER5356 这2种材料随温度变化的热物理性能参数。通过3种不同的焊接速度模拟比较
发现,随着焊接速度的增大.温度场区域面积减小,熔池温度降低, 焊缝处纵向和横向残余应力均增大,热影响区和垂直于焊缝方向
图1有限兀 模型
1.2材料特性参数 材料的热物理性能参数为温度的函数,它对模
拟结果的精度有着很大的影响。焊接过程中母材和 焊丝都会经历一个先加热后冷却的过程,因此,需 要考 虑母材 6082铝 合金和 焊丝ER5356动 态的热 物
型呈翌也曼 堡! 垫呈 竺! 竺旦 ! 型:丝型 竺:! 坚翌 :垫! !
100 200 300 400 500 600
温度" ac
( b) ER5356材料热物理性能
基于ANSYS的焊接过程模拟分析(含命令流)
基于ANSYS的某焊件两焊缝在顺序焊接过程中分析(含命令流)目录一、前言 (3)二、基本方法 (3)三、条件 (3)四、物理性能表 (3)五、基本数据 (3)六、分析结果 (3)七、附录: (4)一、前言本文是对一焊件两个焊缝的凝固过程的温度场进行分析,焊缝及两钢板的材料为钢。
二、基本方法使用有限元分析方法并且使用ANSYS分析软件。
采用三维八节点热分析SOLID70单元,利用生死单元技术,对两个焊缝连续凝固的过程进行分析,本分析分6步进行,首先杀死一个焊缝的所有单元,进行稳态分析,得到温度的初始条件;进行瞬态分析,分析右焊缝的液固相变的转换过程;进行瞬态分析,分析右焊缝的凝固过程;激活焊缝的所有单元,进行短时间的瞬态分析,得到温度初始条件;进行瞬态分析,分析左焊缝的液固相变的转换过程;进行瞬态分析,分析左焊缝的凝固过程。
分析时,采用英制单位。
三、条件初始条件:焊接件的温度为70℉,焊缝的温度为3000℉。
对流边界条件:对流系数0.00005 Btu/(s·in2·℉),空气温度70℉。
四、物理性能表五、基本数据底板尺寸:2in×1.2in×0.34in上板尺寸:1in×1.2in×0.34in焊角尺寸:R=0.17in六、分析结果根据以上的有限元模型,完成对焊件的稳态分析,焊缝相变分析,焊缝凝固分析后,得到温度分布图,见附录。
七、附录:分析模型:网格化分:温度分布图(2s):温度分布图(1000s):温度分布图(1100s):焊接过程中温度随时间变化曲线图:命令流:FINISH/FILNAME,QMH/PREP7ET,1,SOLID70MP,KXX,1,.5e-3MP,C,1,.2MP,DENS,1,.2833MPTEMP,1,0,2643,2750,2875,3000 MPDATA,ENTH,1,1,0,128.1,163.8,174.2,184.6 MP,KXX,2,.5e-3MP,C,2,.2MP,DENS,2,.2833MP,KXX,3,.5e-3MP,C,3,.2MP,DENS,3,.2833MPTEMP,1,0,2643,2750,2875,3000 MPDATA,ENTH,3,1,0,128.1,163.8,174.2,184.6 BLOCK,-0.17,0.17,0,0.34,0,1.2BLOCK,0.17,0.34,0,0.34,0,1.2BLOCK,0.34,1,0,0.34,0,1.2BLOCK,-0.17,0.17,0.34,0.51,0,1.2 BLOCK,-0.17,0.17,0.51,1.34,0,1.2WPA VE,0.17,0.34,0CYLIND,0.17,0,0,1.2,0,90WPA VE,0,0,0CSYS,0FLST,3,3,6,ORDE,3FITEM,3,2FITEM,3,-3FITEM,3,6VSYMM,X,P51X,,,,0,0VGLUE,ALLVPLOT,ALLV ATT,1,1,1VSEL,S,,,1VSEL,A,,,12,17,1V ATT,2,1,1VSEL,S,,,11V ATT,3,1,1ALLSEL,ALLESIZE,0.05VSWEEP,ALLESEL,S,MA T,,3 TOFFST,460EKILL,ALL ALLSEL,ALL/SOLUANTYPE,TRANS TIMINT,OFFESEL,S,MA T,,1NSLED,ALL,TEMP,3000 NSEL,INVED,ALL,TEMP,70 TIME,1KBC,0ALLSEL,ALLSOLVEDDELE,ALL,TEMP TIMINT,ON TINTP,,,,1TIME,100DELTIME,1,0.5,10 AUTOTS,ONKBC,1OUTRES,ERASE OUTRES,ALL,ALL ASEL,S,EXTASEL,S,EXTASEL,U,LOC,Y,0 SFA,ALL,,CONV,5E-5,70 ALLSEL,ALLSOLVETIME,1000 DELTIME,50,10,100 AUTOTS,ONSOLVEEALIVE,ALL ALLSEL,ALLESEL,S,MA T,,3NSLED,ALL,TEMP,3000 TIME,1001 DELTIME,1,1,1 ALLSEL,ALLSOLVEDDELE,ALL,TEMPTIME,1100DELTIME,1,0.5,10SOLVETIME,2000DELTIME,100,10,200 SOLVE/POST1 SET,,,,,,,1PLNSOL,TEMP,,0 SET,,,,,,,25PLNSOL,TEMP,,0 SET,,,,,,,35PLNSOL,TEMP,,0SET,NEXTPLNSOL,TEMP,,0 SET,,,,,,,58PLNSOL,TEMP,,0 SET,,,,,,,64PLNSOL,TEMP,,0/POST26NSOL,2,4727,TEMP,,TEMP_2 STORE,MERGENSOL,3,4752,TEMP,,TEMP_3 STORE,MERGENSOL,4,4808,TEMP,,TEMP_4 STORE,MERGENSOL,5,4833,TEMP,,TEMP_5 STORE,MERGENSOL,6,4883,TEMP,,TEMP_6 STORE,MERGENSOL,7,4908,TEMP,,TEMP_7 STORE,MERGENSOL,8,5088,TEMP,,TEMP_8 STORE,MERGENSOL,9,5308,TEMP,,TEMP_9 STORE,MERGE/AXLAB,X,TIME/AXLAB,Y,TEMPERATURE /XRANGE,0,2000PLV AR,2,3,4,5,6,7,8,9/EXIT,NOSA V。
基于ANSYS的焊接过程模拟分析方法研究_安超
(1)在 “File’ ’ 菜单中, 选择Export命令。 (2)在 “Export Data” 对话框中输入所要输出的PostScript文 件名。 (3)在FiIes of列表框框中选择Encapsulated PS(: }: . eps), 然 后单击Tools下拉按钮中的Options选项, 激活 “PostScript Out Options” 对话框, (4)在 “PostSc邱t Out Options’ ’ 对话框中, 确定所要绘制的 内容(What to plot区)、 是否包含预视图像(Preview区)、 使用的单 位(Size Units区)、 输出的大小比例(Scale区) (5)单击Save按钮, 退出对话框。
图 3 焊接 30s 时温度场模拟图
图 2 模型的网格划分 (3)热源的加载。 在此选用高斯热源, 并用分步加载的方法进行 加载 (热源是随着电弧的移动逐渐加载上去的) , 利用 “单元生死” 技 术来模拟焊道的焊接情形。 通过定义生热率来模拟电弧的移动过 程, 并随着时间和空间加载。
3.2 求解结果
图 1 V 形坡口的两块钢板
3.1 建模
焊接过程为对称分布, 故取焊缝的一半进行分析。 (1)定义单元类型。 本例分析整个焊接过程中的温度场和应力 场情况,因此采用能够进行瞬态非线性分析的单元类型。 在这里选 用A N S Y S 单元类型库中的平面热实体单元P L A N E 7 7 和空间热实
作者简介: 安超, 男 , 1 9 8 9 年 2 月生, 研究生学历 (研二) , 研究方向: 机械动态仿真与优化设计。
3 实例分析
如图1为V形开口的两块钢板, 钢板材料为20钢。 现把两者焊接 起来, 焊缝为三层单道焊缝。
流为正。 (3)第三类边界条件: 物体在某些边界上的对流条件为已知。 Qs = h(Te − Ts ) (4) 式中 h 是对流系数, Te 是流体参照温度。
基于ANSYS的直缝埋弧焊管焊接过程数值模拟
焊 管 . 1 第6 .08 1 月 第3 卷 期 20 年 1
mm× 1 2 mm直 缝埋 弧焊 管合 缝 、 接两 个 过程 进 焊
行 了顺 序模 拟 , 成 型和 焊 接 后 焊 管 的残 余 应 力 对 分 布进 行 了计 算 。
图 1 预 焊 合 缝 工 艺 过 程 示 意
1 有 限 元 建模
直缝 埋 弧焊 管 预 焊 时 , 口管 坯 经 过 合 缝 机 开
图 6 管体周 向应 力分布
图 3 预 焊 焊 缝 模 型
图 7为管材 合缝 后 钢 管 内外 表 面周 向应 力 曲 线 图 , 图 中看 出 , 开 口缝 两侧 管 坯被 压 向合 缝 从 在 位置 时 , 管坯外 表面 周 向产 生拉 伸应 力 , 在距 离 开
口9 。 10位置应力出现较大值 。其 中距开 口 0和 8 。
摘
要:直缝埋弧焊管焊后残余应力是导致焊管应力腐蚀裂纹产生的主要原 因。以有限元计
算理论 为基 础 , 用 A S S 件 给 出了直缝埋 弧 焊 管 包括 预 焊 、 使 NY 软 内外精 焊 在 内的整 个 焊接 过 程 的数 值模 拟 方法 , 并对 典型规 格 的直缝 埋弧 焊 管焊接 过程 进行 了模 拟计 算 , 出 了焊后 管体 给
0 前
言
部分 , 其 中一 部分 进 行有 限元建 模 。A S S模 对 NY
型如 图 2所 示 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ANSYS软件有两种计算热力耦合的方法:直 接耦合和间接耦合。在此采用间接法模拟焊接过程 的热一力耦合。即只考虑温度场对应力场的作用,而 忽略应力场对温度场的作用。首先进行热分析,热分 析结束后,重新进入前处理,将热单元转换为相应 的结构单元,此时热单元Solid70转换为结构单元 Solid45。然后设置结构分析中的材料属性,将弹性模 量、泊松比、热膨胀系数、密度和屈服极限的值输入翻。
···‘-…_·●·‘...·●··.’.·Itoao,,iQ·吼··●··¨.·‘··..¨●·...·..¨.‘.·。·…·●··…·●··Ⅲ·●···.··●-·.¨·●·…¨k…·●·...··●·…-’●··.-.·●·1.._·●-Ⅲ··●··..··●··.¨·●·_¨.-●·....····...·●·..1.·●·....·●·..._·●·….·●·..,.·●·….·●·.._..●..¨.·●·-l¨·●·¨_..●......●.
ggmm--嘉i歹q。。
(lo6J)
式中q=,7IU(叼为电弧热效率,,为焊接电流,U为 焊接电压);秽是焊接电弧移动速度;戈、Y分别是该点 与以焊接起始点为坐标原点的X、y向距离;t是焊 接电弧移动时间。利用ANYS参数化程序语言APDL 比较容易实现移动热源的加载求解。
采用ANYS的APDL加载求解移动的焊接电 弧时,先定义三维表格数组参数用来存储不同时刻 和不同位置热流密度值。加载求解之前,先根据式5 将不同时刻和不同位置的热流密度值存储在表格 参数中。热源的移动以步进方式处理,在求解计算过 程中,当电弧热源从一个时间步移动到下一个时间 步时,求解器将自动从该表格参数读取下一载荷步
第37卷第7期 200r7年7月
重晖娥
Electric Welding Machine
V01.37 No.7 Jul.2007
基乎渡瓣8V誊曲焊接道褪宥稂菰模拟
刘兴龙1,曲仕尧2,邹增大2。王新洪2
(1.南车四方机车车辆股份有限公司,山东青岛266031;2.山东大学材料科学与工程学 院,山东济南250061)
温度场计算时,将模型的对称面定义为绝热边
’堡二孽绝丝霪疑臻堡照塾… 万方数据
界条件,即
罢-0。 。
(、 27)
dn
其他周围表面定义为换热边界条件,即
A{L=0【(7Ta_功。
(3)
式中 珐是边界表面外法线方向;口是表面换热系 数;乃是周围介质温度;疋是物体表面温度。
换热系数理包括对流表面换热系数和辐射表 面换热系数,随温度变化而改变,通过命令sf,all, cony,一1在模型表面实现加载。
U 刖昌 目前,数值模拟技术已遍及焊接学科的各个领
域。有限元法是伴随着计算机技术和数值分析方法 发展起来的结构分析方法。它已广泛地应用于焊接 热传导、热弹塑性应力和变形分析、焊接结构的断 裂力学分析等【l】。ANSYS软件是以有限元分析为基础 的大型通用CAE软件,其强大的热结构耦合及瞬态、 非线性分析能力使其在焊接模拟技术中具有广阔 的应用前景[21。本研究利用ANSYS软件的参数化程 序语言APDL编制了焊接过程三维瞬态温度场、应 力应变场模拟分析程序,并以中厚板表面堆焊为例 给出了具体分析过程,计算结果与实测结果比较吻
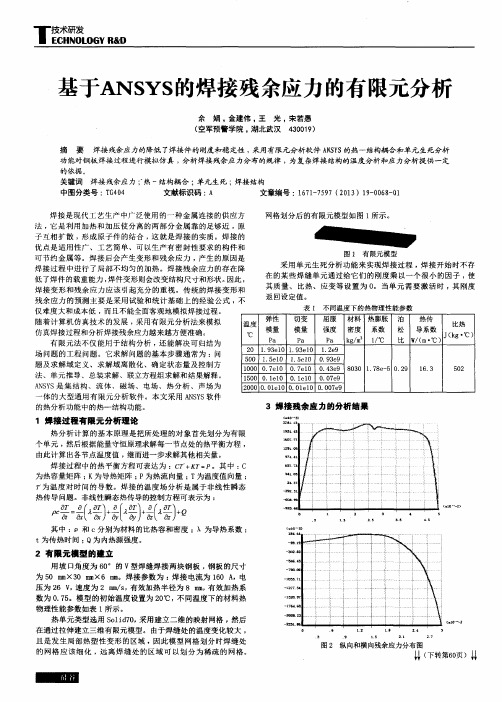
本研究将横向路径定义为从平板上表面焊缝中 心线的中间位置处,沿垂直焊缝中心线方向至平板 边缘。残余应力在横向路径上的分布如图5所示。
焊缝附近区域表现拉应力,并且拉应力值在距 焊缝中心约20nlln处达到最大值,然后拉应力值逐 渐下降,最后在板的边缘处趋于零。横向残余应力的 变化与纵向残余应力的变化相似,但横向应力比纵 向应力要小得多。
焊接过程中伴随着相变,含有相变问题的热分 析是一个非线性瞬态问题,相变过程需要考虑熔化 潜热。ANSYS软件在处理潜热问题时是通过定义不 同温度下的热焓考虑潜热。热焓是指单位质量或体 积的物质所含的全部热能,它是关于温度的连续函 数,其数学定义为[4】
日=f P c(T)dV,
(4)
式中日为热焓;P、c、T分别为密度、比热和绝对 温度。
为例对焊接过程三维瞬态温度场、应力应变场进行
芷
≤
了有限元模拟分析。详细论述了基于ANSYS的焊接
穴
恻
过程数值模拟分析的实现方法,并且采取了有效措
《
鼷
施保证求解的准确性和收敛性。
(2)利用ANSYS的APDL编制了完全参数化的
模拟分析程序,在此基础上可以比较容易地实现不 同条件下焊接过程的模拟分析,这对ANSYS软件应
Simulation of welding processes by FEA based on ANSYS
LIU Xing—lon91,QV Shi-ya02,ZOU Zeng-daz,WANG Xin—hongz
(1.CSR Sifang Locomotive&Rolling Stock Co.,Ltd,Qingdao 26603 1,China;2.School of Mater.Sci.&Eng.,Shandong
摘要:以中辱板表面堆焊为例,利用ANSYS软件对焊接过程三维瞬态温度场、应力应变场进行了有
限元模拟。分析时采取了有效措施保证求解的准确性和收敛性,计算结果与实测结果比较吻合,并编制 了参数化的模拟分析程序。
关键溺:焊接;有限元:ANSYS;温度场;应力应变场
中图分类号:TG409
文献标识码:A
文章编号:1001-2303(2007)07-0041一04
4计算结果分析
图3为距离焊接起始点86mm处,距焊缝中心 线分别为6 mm、8 mm、9 mm、10 mm处各点热循环 曲线。从图3可以看出,焊接电弧在焊件表面移动 时,焊件表面各点温度由低到高迅速上升,达到最 高值之后,由于热源继续向前移动,各点温度迅速
万方数据
图3距焊缝中心不同位置处的热循环曲线
图6显示了焊接结束冷却到室温的焊件残余 变形情况,因模拟时对模型施加的约束条件仅限制 整个焊件不发生整体刚性位移,所以在图6中可以 看见焊件变形很明显,特别是角变形很大。由于焊接 起始端受热膨胀时间较焊接结束端更短,所以两端
g翟施≥鳜兹舀垆。缎Ⅻ纭如 ·43·
研究与设计
重珲梭
第37卷
5 结论
(1)本研究基于ANSYS软件以中厚板表面堆焊
收稿日期:2006—03-06;修回日期:2007—05—21 作者简介:刘兴龙(1976--),男,河北定州人,博士,主要从事
结构的数值模拟分析研究工作。
1有限元模型的建立
在此以中厚板表面堆焊为例进行模拟分析,焊 件材质为低碳钢Q235,焊件几何尺寸为180 nllnx 180 mm×10 mm,焊缝位于焊件的石吆平面中心线。 焊接电流260 A,电压25 V,焊接速度3 mm/s,焊接 热效率r/---0.65,电弧有效半径r=7.5 thin。几何形状和 载荷分布关于焊缝中心线对称,取其中一半进行分 析,如图1所示。在进行温度场、应力应变场分析时: a.忽略平板表面堆焊焊缝的填充金属;b.假设工件 的所有外边界仅与空气发生对流换热,将辐射换热 的影响考虑到对流换热中;c.忽略熔池内部的化学 反应和搅拌、对流等现象;d.焊接热源能量分布遵 循高斯分布模式。
p 赵 赠
图4计算与测试热循环曲线 下降。升温速度明显地比冷却速度快,当冷却到一定 的时候,各点温度很快趋于相同。
图4为距离焊接起始点57 lnln、焊缝中心7.5 nlln 处平板上表面位置(平板前端焊缝熔合xE)实测的热 循环曲线和计算所得的热循环曲线。计算结果与实 测结果非常吻合,计算所得的最高温度1 550 oC,实 测最高温度1 395 oC,误差约为11%。
万方数据
研究与设计
雹珲撒
第37卷
图1工件几何形状示薏图 在建立有限元模型时,首先创建平面几何模型, 然后再利用二维平面单元MESH200以映射网格划 分方式对平面几何模型进行划分。再将平面单元在 厚度方向上拖拉,形成三维几何模型及8节点的三 维实体热单元Solid70网格。划分网格时,焊缝处网 格划分极为细密(最小单元尺寸1.5 mm),以提高计 算精度。而远离焊缝区域网格划分的比较稀疏,以 减少整个模型的节点数量。单元网格在y、Z方向 由密到疏逐渐变化时,采用了规则的单元网格过渡 从而提高计算的准确性和稳定性。模型的节点总 数为5 090个,单元总数5 856个,如图2所示。
当某一节点的温度超过熔点或相变点时,会有 一定的焓变。通过定义这个焓变值就可以把潜热考 虑进去。在此采用热焓的方法通过输入随温度变化 的比热容考虑潜热。
电弧热源呈高斯分布的二维热流作用于工件 表面,设焊接电弧沿石轴移动,移动过程中工件表
面任意一点@q,(xy,)的Y热,流t)分=布qm为exp(一3堡掣),(5)
University,Ji’nan 250061,China)
Abstract:Middle—thickness plate surfing transient temperature and stress strain fields were simulated with ANSYS code.In analysis some effective measures were taken to ensure solutiori convergence and accurate result,the calculated result is accordance with the test result,and the parametric simulation program was designed. Key words:welding;finite element;ANSYS;temperature field;stress strain field
结构分析时,需要对模型施加位移约束边界条 件,以保证模型不发生整体刚性移动,对构件的焊 接应力和变形影响也较小。在此采用对模型底部沿 焊缝中心线的节点施加Z向约束,同时对与焊接起 始位置对应的2个节点施加全约束。最后将已求得 的节点温度作为体载荷施加到结构分析的模型 中。