压铸模具进厂验收记录单
压铸模具验收单
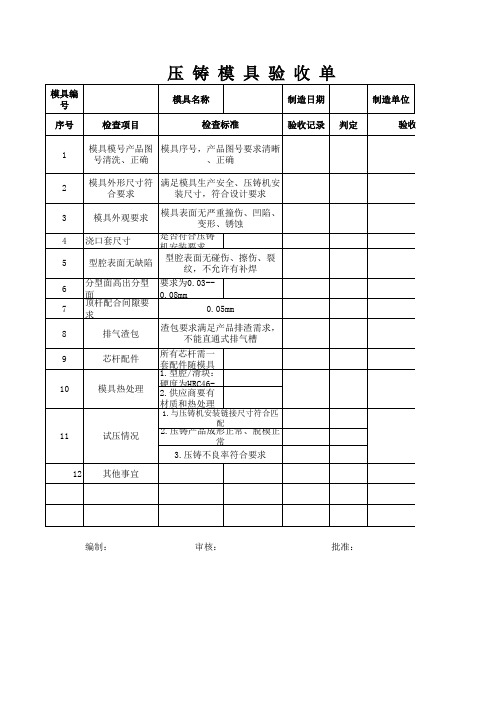
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
压铸模具验收表
理报告;
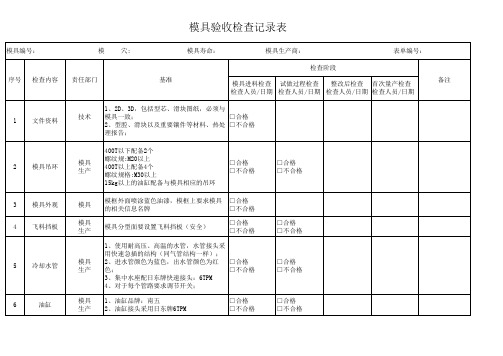
2 模具吊环
模具 生产
400T以下配备2个 螺纹规:M20以上 400T以上配备4个 螺纹规格:M30以上 15kg以上的油缸配备与模具相应的吊环
□合格 □不合格
□合格 □不合格
3 模具外观 4 飞料挡板
5 冷却水管
6
油缸
模具 模具 生产
模具 生产
模具 生产
模框外面喷涂蓝色油漆,模框上要求模具 □合格
□不合格
斜销和导柱不能干涉自动喷雾、取件
料头斜度的距离要求L: ¢60以下:L=15mm ¢70~¢80:L=25mm ¢90:L=35mm ¢90~¢110:L=35mm
□合格 □不合格
□合格 □不合格 □合格 □不合格
□合格 □不合格
18
全尺寸
技术 质量
样品全尺寸检验合格
□合格 □不合格
□合格 □不合格
生产
1、根据要求,重要部位的型芯、顶杆需采
用指定的品牌材料,如盘起等;
2、浇道、分流嘴上的顶杆必要要有镶套, 镶套壁不低于2mm; 3、异形顶杆、型芯必须有防呆结构;
□合格 □不合格
4、根据要求,重要的型芯表面做涂层;
5、型芯、顶杆备件各2套。
各型腔表面包括浇道、滑块表面的粗糙度 □合格
要达到Ra1.6以上
模具验收检查记录表
模具编号:
模 穴:
模具寿命:
模具生产商:
表单编号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
备注
1 文件资料
技术
1、2D、3D,包括型芯、滑块图纸,必须与
压铸模具成型点检记录表
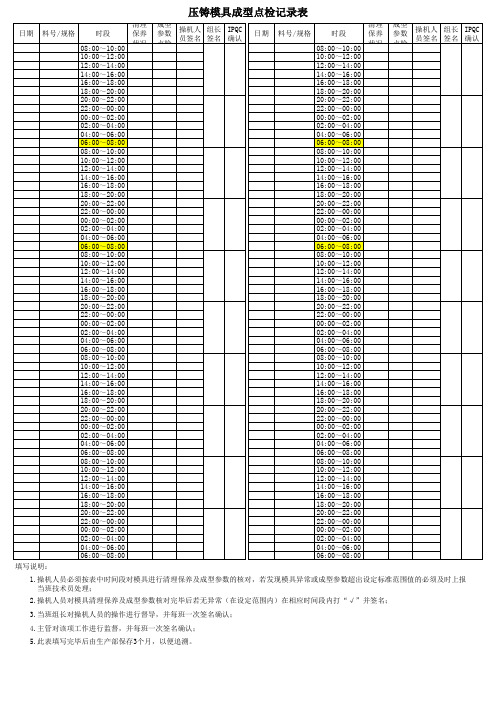
日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:005.此表填写完毕后由生产部保存3个月,以便追溯。
模具验收记录单

日期
第3页 共页
制造商
实际情况
可接受√ 不接受×
LOGO
模具验收记录单
模具编号
检查项目 序号
热
12
流道
系统
13
1
2
3
4 5 6
7
成
型
8
部
分
9
、
10
分
11
型
面
12
、 排
13
气
14
槽
15
16
17
18 19 20 21 22 1
油
2
路
3
系
4
统
5
6
其
1
他
2
签字
产品图号
标准
产品名称
热流道安装板上是否开设溢水槽(从天侧贯穿到地侧)
油路、气道是否顺畅,并且液压顶出复位到位。
复位弹簧是否选用标准件,两端不打磨、割断。复位弹簧安 装孔底面是否为平底,安装孔直径比弹簧大5mm
直径超过¢20mm的弹簧内部是否有导向杆,导向杆比弹簧长 10—15mm
弹簧是否有预压缩量,预压缩量为弹簧总长的10%—15%
外置弹簧是否加装保护套。
复位弹簧的数量是否符合合同要求。
产品名称
标准
滑动部件是否涂黄油
浇口套进料口是否用黄油堵死
模具(3D\2D)产品图纸、模具结构图纸、水路图纸、装箱单 、电子文档等其他要求的资料是否提供齐全,是否刻录光 盘,是否与模具实物加工一致
备品、备件易损件是否齐全并附明细,有无供应商名称。
是否按要求提供备件;
模具是否用薄膜包装。
模具装箱单物品是否齐全,摆放安全可靠.
型腔抛光到位(按合同要求)
压铸模具检验记录表

15MM
导柱
光洁度Ra0.8配合自由
硬度
HRC44-50
型腔主要孔、型芯尺
2
模寸 芯 表面粗糙度
Ra0.4um
装配尺寸
凸出动、定模板0.1MM以上 合模后前后模间隙小于1MM
顶
3
出 顶针 部
位
复位杆
加工面顶针凹入01~0.30MM 非加工面凸出0.1~0.2MM
轴向间隙小理01MM
拉钩是否定位
与定模套板配制碰穿,碰穿间隙小于 0.1MM
产品名 称
设计者
序号
项目
产品名称、图号
压铸模检验记录表
产品图号
模具号
制造者
完工日 期
检 查内容技术要求检测Fra bibliotek录自查结论
质量中心检验员复核结 论
用CNC刻在模架上
吊装孔
位置合理、大小合理
1
模 架
压板槽
上下方向开通
125T/160T/180T/280T机φ110深
浇口套和机床联接 10MM,500T/630T/800T机φ165深
浇 浇口套内径,光洁度 设计直径Ra0.8
4
注 系
进料口,位置、载面 积
进料口厚度1.0~2.0MM
统 排气槽
要求开通
配 合模间隙
5
合
活 动
各活动部位
小于0.5MM,红彤配到位
位置准确,动作可靠,不得歪 斜,相 对固定零件不允许窜动
6
滑 块
配合部位
异滑灵活,运动平稳
合模后与锲块压紧,接触面积不 上
水路是否畅通 分流锥浇口套
是否有与水管连接的螺纹
冷
7
却 系 前后模芯
外开压铸、注塑模具验收单

外开压铸、注塑模具检验单
一、开模单位;责任人;
二、制件名称及图号;
三、模具名称及编号;
四、模具材料:
1.镶块:国产□进口□,生产商,材料牌号及尺寸。
热处理硬度:HRC ;
2.动、定套板:牌号及尺寸;热处理硬度:HRC 。
3.推板、推杆固定板:牌号及尺寸;热处理硬度:HRC 。
4.其他。
五、结构:
1.动、定模套板是否为整体式结构:是□否□
2. 模具零件非工作部位棱边是否倒角或倒圆:是□否□
3.是否有水道:是□否□;如有,是否合理:是□否□
六、装配
1.导柱导套装配是否符合要求:是□否□
2.镶块装配是否符合要求:是□否□
3.推杆、复位杆装配是否符合要求:是□否□
4.排气槽是否符合要求:是□否□
5.其他活动部位装配是否符合要求:是□否□
6.型腔及表面粗糙度是否符合要求:是□否□
七、其他。
八、结论。
九、验模人员;复检人员。
Xxx科技有限公司
年月日。
压铸产品检查记录表
3 浇口、渣包位是否缺料
4 合模线处披锋是否过厚,是否有错位
5 销子孔壁是否拉模成槽,孔壁是否拉裂
6 销子孔是否偏斜
7 模具上销子是否不到位(造成销子孔浅)
8 销子孔壁是否烧凹 9 顶杆印凸出/凹入是否符合检查要求 10 是否有引孔,引孔位置是否正确
5模/2小 时
11 产品表面是否有起皮、鼓泡(起泡)
目视
12 产品表面是否有发黑、冷隔
13 产品表面是否有麻点、热裂纹
14 产品是否有变形
15 筋位、柱子是否有严重冷隔、缺料
16 产品表面是否有划伤、撞伤、凹痕
17 试加工件外观是否符合检查要求
1,开模时间 ( )秒; 2,射料时间 (
压铸 工艺 3,高速开度:
4,增压开度:
参数 5,高速起点: 监控
压铸产品检查记录表
日 期:
序号
产品名 称:
检查内容
压铸
模腔
压铸
机编
数
领
检查方式 检查频率 8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 0:00 2:00 4:00 6:00
备注
1 产品字符印(包括日期字符)是否正确、清晰可辨
2 浇口、渣包位是否疏松、夹层、气孔
6,射料压力:
铝液温度 ( )度
)秒
1次/4小 时
1,“√” 表示OK, “×”表
说 示NG/不符 明: 合要求,
“N/A”表 示不适用 该检查内 2,当实际 与要求不 符合时, 需开出《 不合格评 审报告 》,并在 不良样板 3,不良样 板存放在 检查工作 台上。
压铸模具进厂检验记录单
YES NO NO NO YES YES YES YES NO YES YES YES
NO 数量: 数量: 数量: NO NO NO NO NO NO NO mm NO NO NO 数量: YES NO 规格: 规格: YES NO 日期: NO 数量: 是否漏水: 是否漏水: 数量: 数量: 数量:
Mould Incoming Verification Record 模具进厂检验记录
模具编号: 产品编号: 检 1、模具设计吨位: 2、模具需料管规格: □标准料管 模具供应商: 模具验收人: 验 内 容 标准料管规格: NO NO 压板槽厚度: 压板槽厚度: 排气槽深度: 排气槽深度: 客户名称: 进厂日期:
安装部位深度尺寸: 规格: 规格: 规格: 补充说明: 补充说明:
定模芯工件成形部位边界到定模芯边界的尺寸: 定模冷却水安装是否有松动: 定模冷却水管是否安装齐全: 定模框导柱处是否有撬开槽: 第
Doc.No.:CX-CP23-05 B0
集中冷却水管接头是否安装: 14、动模框是否有吊环孔: 动模是否有冷却水管: 动模源自否有点冷却水: YES YES YES
审核:
日期:
生产部: 其他说明:
日期:
质量部:
日期:
机具部:
日期:
第
2
页
共
2
页
螺钉等级: YES YES YES NO
规格: 补充说明: 补充说明: 补充说明:
复位杆高出分模面:
顶针固定板的厚度: YES YES YES NO NO NO YES 数量: 数量:
17、模具设计中顶针是否有异形顶针:
18:浇口套平面与模框平面是否平整: 20、导向套后是否有清渣槽: 项目工程师确认: 增补意见:
模具验收记录表
品质部
(1)零件与图纸的符合性:是□ 否 □
(2)装配外观符合性:是□ 否 □
(3)零件性能适用性:是□ 否 □
(4)零件需改进项:
结论:合格 否 □
(2)资料手续是否齐全:是□ 否 □
(3)外观状况是否良好:是□否□
模具验收记录表
模具名称
模具编号
制造方
验收日期
验收过程
验收标准
(1)模具外观完好,材质与要求相符。模号特征清晰。
(2)模具成型部位打磨抛光良好,顶杆,滑块运动灵活无卡死现象.
(3)经试模,模具运行正常,合模紧密。成品无披锋,毛刺,缺料,外观不良等缺陷。
(4)试生产之后,零件各参数符合公司技术要求,产品经检验合格。
(4)生产条件是否符合要求:是□否□
(5)定位环以及其他配件齐备程度:
结论:合格()不合格()签字:日期:
采购部
(1)模具是否按约定时间内交付:是□否□
(2)其他合同另行要求:是□ 否 □
结论:合格()不合格()签字:日期:
模具验收确认单
4、模具和每个重量超过10kg部件是否有吊装孔位 5、外接油缸或其他装置是否干涉 6、外接油缸或其他装置是否有转运保护措施 7、多腔模具是否有型腔号,或左右号 8、模具型腔内是否有没清理杂物 9、模具型腔是否完整,是否有缺陷 10、型腔前模抛光,或表面处理是否均匀一致 11、模具使用是否正常,顶出是否顺畅、有无杂音 12、滑块、斜顶顶出、限位、复位是否正常 13、导柱是否有offset偏置(防止合模错误) 14、热流道模具布局是否合理 15、模具是否有制作过程中的修补 16、热流道是否完好 17、模具型腔是否喷有防锈剂 18、滑动部件是否涂黄油
19、产品图,模具结构图,使用说明,电子文档是否齐 全
20、模具上是否有模号(模具牌号)
验收结论:
日期: 合格 可接受
不接受
模具厂签字 确认
模具存放处 确认
签字: 签字: 签字:
日期: 日期: 日期:
备注:
模具验收确认单
模号
产品名
合同编号
要求工期
模具寿命
设计腔数
产品材料
设计 验收项目
制造
内容 1、产品是否满足设计技术要求结构尺寸 2、产品是否满足装配使用 3、产品是否需要其他整改 补充项说明:
完成日期
合格
模具重量 可接受 不接受
产品试样 研发部或生产部签字确认: 验收结论:
模具
签字:
内容 1、模具试制制品是否确认合格 2、模架和具材料要求是否符合合同签订要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6、模具外面以及模芯、镶块、滑块是否刻字标识: 7、模具设计是否带有滑块: a)滑块配合是否完好: b)斜导柱配合是否完好: c)滑块是否有碰伤: 8、定模框是否有吊环孔: 9、定模是否有冷却水管: 10、动模是否有点冷却水: □有 □是 □是 □有 □有 □有 □有 □无 □否 □否 □无 □无 □无 □无
第 2 页,共 2 页
尺寸: f)毛坯高度: i)壁厚: l)烘烤起泡率: mm mm % g)口部直径: j)低部厚度: mm mm
验 车间主任验收意见:
收
意
见
签名: 技术部经理验收意见:
日期:
签名: 副总经理批准意见:
日期:
签名:
日期:
模具冷却水安装是否有松动、漏水情况: 定模冷却水管是否安装齐全: 模框导柱处是否有撬开槽: 11、模具配件是否齐全: 12、是否配有复底镶块:
浙江国阳机电制造有限公司 模具进厂验收记录单
13、铸件毛坯检验: a)铸件外观是否符合设计要求: b)铸件外观是否光滑、是否有明显缺陷: c)铸件乱花、刻字是否完整、整洁: d)中央Logo镶块尺寸: e)毛坯重量: h)口部厚度: K)试做报废率: m)其他补充说明: kg mm % □是 □是 □是 □否 □否 □否 补充说明: 补充说明: 补充说明:
浙江国阳机电制造有限公司 模具进厂验收记录单
模具编号: 产品编号: 检 1、模具重量: 设计重量: 模具供应商: 模具验收人: 验 kg 内 容 实际重量:
第 1 页,共 2 页
进厂日期:
kg
2、模具关键尺寸(具体要求参照《压铸模具设计要求》): a)渣包边缘至模芯边缘距离(不小于30mm) b)浇口直浇道长度(不小于30mm) c)动模嵌入木框的深度(不小于70mm) d)定模模芯的产品底部到模芯底面的距离(不小于55mm) e)模芯两侧边缘到模框两侧边缘的距离(不小于100mm) f)分流锥单边宽度距离(单边不小于40mm) 3、模具排气槽深度: 5、排气槽类型: mm □集中排气 □分散排气 □有 补充说明: 补充说明: 补充说明: 补充说明: 规格: 规格: 规格: □有 □有 □有 □是 □是 □无 □无 □无 □否 □否 补充说明: 补充说明: 补充说明: 补充说明: 数量: 块 复底片直径: mm 数量: 数量: 数量: □无 数量: 实际距离: 实际距离: 实际距离: 实际距离: 实际距离: 实际距离: 4、模具料筒形式: mm mm mm mm mm mm □整体料筒 是否符合: 是否符合: 是否符合: 是否符合: 是否符合: 是否符合: □分体料筒 □是 □是 □是 □是 □是 □是 □否 □否 □否 □否 □否 □否