模具检验规程
工装模具检验规程

工装模具检验规程
1、新制或修复后的工装模具应按下列规定检查验收
(1)按工装模具设计图检查工装模具各主要部位尺寸及要求。
(2)检查由工装模具试产的产品,应满足产品或工序要求。
以上检查应由检验员填写《工艺装备验证单》
2、在用工装模具应按下列规定检查和处置
(1)未设置检验点但通过工装模具完成的工序,由质检员通过首检产品和下道工序操作者对其互检产品来验证工装模具。
经鉴定产品的不合格确因工装模具引起,应由质检员通知所在车间,由所在车间工艺人员填写“模具损坏报告单”报生产部。
(2)设置检验点的并通过工装模具完成的工序,由质检员通过产品的检验来验证工装模具,加工出合格产品的工装模具即认为合格,加工出不合格产品并确认产品不合格确因工装模具引起,应由质检员和所在车间工艺人员分别填写“模具损坏报告单”报质管部和生产部,同时通知此工装模具立即停用,由生产部、质管部、技术部及时拿出解决方案。
瓶盖公司注塑车间首件检验规程
注塑车间首件检验规程1、检测范围1.1检验员必须对新模具试模及修模后上模的产品进行首件确认、停机后生产的产品须进行首件确认。
2、样本2.1检验员在上模正常生产半小时后抽取一模进行首件确认。
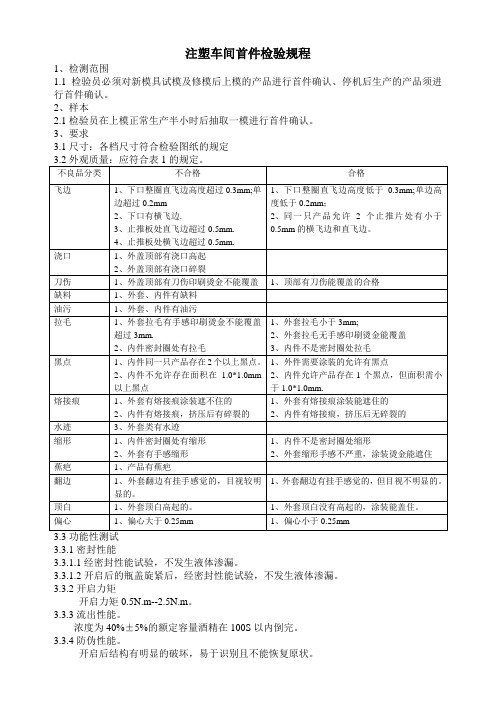
3、要求3.1尺寸:各档尺寸符合检验图纸的规定3.2外观质量:应符合表1的规定。
不良品分类不合格合格飞边1、下口整圈直飞边高度超过0.3mm;单边超过0.2mm2、下口有横飞边.3、止推板处直飞边超过0.5mm.4、止推板处横飞边超过0.5mm. 1、下口整圈直飞边高度低于0.3mm;单边高度低于0.2mm;2、同一只产品允许2个止推片处有小于0.5mm的横飞边和直飞边。
浇口1、外盖顶部有浇口高起2、外盖顶部有浇口碎裂刀伤1、外盖顶部有刀伤印刷烫金不能覆盖1、顶部有刀伤能覆盖的合格缺料1、外套、内件有缺料油污1、外套、内件有油污拉毛1、外套拉毛有手感印刷烫金不能覆盖超过3mm.2、内件密封圈处有拉毛1、外套拉毛小于3mm;2、外套拉毛无手感印刷烫金能覆盖3、内件不是密封圈处拉毛黑点1、内件同一只产品存在2个以上黑点。
2、内件不允许存在面积在1.0*1.0mm以上黑点1、外件需要涂装的允许有黑点2、内件允许产品存在1个黑点,但面积需小于1.0*1.0mm.熔接痕1、外套有熔接痕涂装遮不住的2、内件有熔接痕,挤压后有碎裂的1、外套有熔接痕涂装能遮住的2、内件有熔接痕,挤压后无碎裂的水迹3、外套类有水迹缩形1、内件密封圈处有缩形2、外套有手感缩形1、内件不是密封圈处缩形2、外套缩形手感不严重,涂装烫金能遮住蕉疤1、产品有蕉疤翻边1、外套翻边有挂手感觉的,目视较明显的。
1、外套翻边有挂手感觉的,但目视不明显的。
顶白1、外套顶白高起的。
1、外套顶白没有高起的,涂装能盖住。
偏心1、偏心大于0.25mm 1、偏心小于0.25mm3.3功能性测试3.3.1密封性能3.3.1.1经密封性能试验,不发生液体渗漏。
3.3.1.2开启后的瓶盖旋紧后,经密封性能试验,不发生液体渗漏。
08-01砼试模自校规程
混凝土试模自校检验规程本规程适用于新购入或使用中的混凝土、砂浆抗压强度试模的自校检验。
1.总则1.1混凝土、砂浆立方体试模应符合JG3019—1994《混凝土试模》标准要求,用于制作混凝土试件的模具,自校周期为半年。
1.2用于混凝土、砂浆试模自校检验专用计量器具,应由计量管理人员保管,且周期检定必须合格。
2.技术要求2.1外观要求2.1.1混凝土试模的所有外表面应光洁、无毛刺、无粘砂、无伤痕。
2.1.2混凝土试模组装后,内表面应作防锈处理。
2.2混凝土试模内表面(工作面)应光滑平整,不得有砂眼、裂纹及划伤。
2.3混凝土组装后尺寸误差2.3.1混凝土试模组装后内部尺寸误差不应大于公称尺寸的±0.2%,且不应大于±1㎜。
2.3.2混凝土试模组装后其相邻面之间的夹角为直角,直角误差不应大于±0.3°。
2.3.3混凝土试模侧板、端板、隔板内表面的平面度误差,每100㎜不应大于0.04㎜,底板上表面的平面度误差每100㎜不应大于0.06㎜。
2.3.4混凝土试模组装后,其连接面的缝隙不得大于0.2㎜,隔板与侧板的缝隙不得大于0.4㎜。
3.检验用标准器具3.1刀口平尺,精度为0级, 应大于试模内表面对角线的长度。
3.2刀口直角尺, 精度为0级。
3.3、电子数显游标卡尺,0~300㎜,分度值0.04㎜;3.4电子数显深度游标卡尺, 0~300㎜,分度值0.04㎜。
3.5塞规,0.02~0.5㎜,长度150㎜。
3.6用于混凝土试模自校检验的专用计量器具由计量管理人员保管,且周期检定必须合格。
4.检验方法4.1尺寸测量:试模两相对面侧板内表面的距离,用游标卡尺对称测量,高度用深度游标卡尺对称测量。
每个边长上取三个测点。
4.2垂直度测量:垂直度用刀口直角尺和塞规测量。
侧板各相邻面的垂直度在其高度1/2测量,侧板与底板上表面的垂直度,应在侧板长度方向1/2处测量。
4.3平面度测量:试模侧板的平面度用刀口平尺和塞规测量,刀口平尺的长度,应大于立方体试模内表面对角线的长度。
模具检验报告1页 -回复

模具检验报告1页-回复【模具检验报告1页】是一份关于模具检验的报告,需要详细描述检验过程、结果和结论,并解答相关问题。
下面将一步一步回答问题。
一、简介模具检验是指对制造好的模具进行检测、测试,确保模具的质量符合要求。
该报告记录了我们对某一模具进行的检验过程和结果。
二、检验过程1. 准备工作在进行模具检验前,我们首先进行了准备工作。
包括清洁模具表面、检查模具零件是否完整以及熟悉模具使用说明书等。
2. 检验项目我们对模具进行了以下几个方面的检验:(1)外观检验:检查模具表面是否有刮痕、裂纹等缺陷。
(2)尺寸检验:使用测量工具对模具零件进行尺寸测量,确保其尺寸是否满足设计要求。
(3)耐磨性检验:通过模具的耐磨性测试,评估模具在长期使用过程中的耐久性能。
(4)功能性检验:制作样品,并测试模具是否能够正常运行,并获得满意的成品。
(5)工艺性检验:通过模具的工艺性测试,评估模具的加工性能和生产效率。
3. 检验结果根据以上检验项目,我们的检验结果如下:(1)外观检验:模具表面无刮痕和裂纹,外观质量良好。
(2)尺寸检验:模具零件的尺寸与设计要求相符,尺寸精度满足要求。
(3)耐磨性检验:经过耐磨性测试,模具的耐久性良好。
(4)功能性检验:样品制作成功,模具能够正常运行,成品质量良好。
(5)工艺性检验:模具的加工性能和生产效率良好。
三、结论根据以上的检验结果,我们认为该模具质量符合要求,可以投入正常使用。
模具表面无明显缺陷,尺寸精度满足设计要求,耐磨性和功能均良好。
此外,模具的加工性能和生产效率也非常理想。
四、相关问题解答1. 该模具的外观质量如何?答:该模具的外观质量良好,无刮痕和裂纹。
2. 模具零件的尺寸精度是否满足要求?答:是的,模具零件的尺寸与设计要求相符,尺寸精度满足要求。
3. 模具经耐磨性测试后的耐久性如何?答:经过耐磨性测试,模具的耐久性良好,能够经受长期使用。
4. 该模具是否能够正常运行并获得满意的成品?答:是的,我们通过样品制作和功能性检验得知,该模具能够正常运行,并能够获得满意的成品。
模具验收作业指导书
上海XXXX有限公司热加工事业部
上海XXXXXX有限公司热加工事业部
上海XXX实业有限公司热加工事业部
上海XXX热加工部模具验收单
注:合格√可接受○不可接受×无关项目/
上海XXXXXXX有限公司
模具试模申请/验收单
模具类型:□浇注模具□砂芯模具□压铸模具 200 年月日
申请人:审核:计划:生产:质保:
R-TS-2144C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
R-TS-2141C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
说明:合格 : “OK ” 不合格:“NG ” 对象外:“~”
编
号:R-TS-2148C
模具开发建议书
建议人:审核:批准人:。
冲压模具制造检验技术要求
冲压模具制造检验技术要求
一、模具制造检验要求
1、模具制造检验应按现行《模具技术标准》、《模具检验规程》及有关设计图纸要求的规定进行。
2、模具制造须按有关行业标准要求进行原材料、零部件、夹具和模具本体的检验。
3、机加工工艺检验:定位精度、形体尺寸精度、表面质量及技术指标等,应按现行行业技术标准和相关技术文件要求进行检验。
4、焊接检验:焊接质量(焊接结构、焊接强度、焊接间隙及焊接良好状态的检验)应按现行行业技术标准要求进行检验。
5、表面处理检验:表面处理应按现行行业技术标准和有关文件要求进行检验,检验内容包括热处理、表面硬度、表面粗糙度、表面质量及技术要求等。
6、组合检验:应根据模具的复杂性、规格尺寸、结构、加工工艺及使用要求等进行检验。
检验内容包括互换检验、整体性检验、模具性能检验等。
7、其他检验:应按行业标准规定检验,其中包括模具包装检验、夹具和木模安全检验等。
二、模具制造检验结论
1、模具检验结论应按照《模具技术标准》和《模具检验规程》的要求确定,可以分为“合格”、“不合格”或“改进后合格”等级。
模具的检验与验收规程
1范围本标准规定了模具首试前需要检验的项目和所需达到的标准,本标准适用于本公司承制的和外协厂家承制的所有板片、胶垫及胶套模具。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
GB/T 14662-2006《冲模技术条件》GB/T 5831-1991《橡胶模具技术条件》GB/T 1184-1966《形状和位置公差未注公差值》GB/T 1800.4-1999《极限与配合标准公差等级和孔、轴的极限偏差表》GB/T 1804-2000《一般公差未注公差的线性尺寸和角度尺寸的公差》GB/T 1801-2009《产品几何技术规范(GPS)极限与配合公差带和配合的选择》JB/T 8050-2008《冲模模架技术条件》JB/T 8071-2008《冲模模架精度检查》3模具检验与验收3.1 板片模具3.1.1模具外观检查○检验方法:用目测○检验数量:全检○参照标准:图纸、GB/T 14662-2006《冲模技术条件》3.1.1.1模具上下模工作部分必须制作完成,无缺漏项。
对照图纸检查形状是否一致。
3.1.1.2模具及其零件不允许有裂纹,工作表面光顺平整不允许有划痕、机械损伤、锈蚀等缺陷。
3.1.1.3模具零件除刃口外所有棱边均应倒角或圆角。
3.1.1.4模具在加工过程中经磁性吸力磨削后的模具零件应退磁。
3.1.2模具尺寸检查○检验方法:用目测、千分尺、百分表、卷尺、卡尺测○检验数量:全检○参照标准:图纸、GB/T 14662-2006《冲模技术条件》3.1.2.1根据模具图纸测量模具及模具零件的尺寸。
3.1.2.2图纸中未注公差尺寸的极限偏差应符合GB/T 1804-2000中m 级的规定。
3.1.2.3图纸中未注的形状和位置公差应符合GB/T 1184-1996中的k级规定。
3.1.3装配检验○检验方法:用目测、千分尺、百分表、卷尺、卡尺测○检验数量:全检○参照标准:图纸、GB/T 14662-2006《冲模技术条件》3.1.3.1装配时应保证凹、凸模之间的间隙均匀一致。
模具验收作业指导书
上海XXXX有限公司热加工事业部
上海XXXXXX有限公司热加工事业部
上海XXX实业有限公司热加工事业部
上海XXX热加工部模具验收单
注:合格√可接受○不可接受×无关项目/
上海XXXXXXX有限公司
模具试模申请/验收单
模具类型:□浇注模具□砂芯模具□压铸模具 200 年月日
申请人:审核:计划:生产:质保:
R-TS-2144C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
R-TS-2141C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
说明:合格 : “OK ” 不合格:“NG ” 对象外:“~”
编
号:R-TS-2148C
模具开发建议书
建议人:审核:批准人:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 目的:
对来自外部的物料,内部加工的产品以及总成后的模具按要求进行检验,以确保客户投入使用的产品和模具能满足预期的要求。
2. 定义:
过程检验:内部加工的模具、零部件半成品和成品检验。
最终检验:模具总成后的检验,包括模具外观、可成形性、成形产品等的检验。
3职责:
3.1技质部负责相关检验数据的提供。
负责对模具产品实施来料检验、过程检验和最终检验。
3.2生产部协助做好过程检验,并确保未经检验或检验不合格的产品流入下一道工序。
3.3经营部成品库确保未经检验或检验不合格的模具入库。
4.检验程序:
4.1 过程检验
4.1.1作业流程图
4.1.2作业流程
4.1.2.1各工序作业者完工后进行自检;若自检不合格则重新返工,本工序无法返工的按不合格
处理。
4.1.2.2技质部接到报检信息后进行全数检查,并将检验结果填入《模具检验记录》。
4.1.2.3检验合格的工序以“合格”进行标识,移交下一道工序。
第 1 页共3 页
4.1.2.4检验不合格的工序,技质部会同生产部及相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用按不合格予以隔离。
4.1.2.5对不合格技质部开《不合格项整改报告》,相关部门对问题进行分析、纠正和预防,同时对预防措施进行确认。
4.1.2.6特别采用的模具工序对其它工序有影响的责任者需及时通知相关方;要修整的模具部位修整后需检验合格方能投入下一道工序。
4.2最终检验
4.2.1作业流程
4.2.1.1模具零部件制作完工后,打磨钳工担当对各部件进行组装、复合,实配不合格的部位要求及时修整。
4.2.1.2总装实配后,技质部按《模具检验记录》相关内容进行检验登记。
4.2.1.3总装实配检验合格后的模具,由模具车间移交成品库并办理相关入库手续。
5.1缺陷等级
5.1.1重要:性能达不到预期的目的,会导致模具不能成形或最终成形达不到要求,以及客户
不能接受或存在重大投诉的。
5.1.2一般:不满足规定的要求但不影响性能或与客户沟通能接受的。
5.2特别采用
属下述情况,不满足规定要求但不影响性能的,可特别采用。
a、部件尺寸超差,但实配后符合要求的可特采;
b、经重新加工或修补后,能达到要求的可特采;
c、有缺陷但与客户沟通后能接受的可特采。
5.3紧急放行
生产急需来不及进行检验,且本工序的不合格品不影响下道工序加工,才能紧急放行。
6.记录和表格
第 2 页共3 页
7.编制信息
第 3 页共3 页。