塑粉喷涂检验规程
喷塑-喷漆规范
赣州盛科遮阳系统有限公司Ganzhou SNK SunShading System Co., Ltd喷塑喷漆检验标准1、目的规范检验操作,发现、控制不良品,防止批不良品输入下道工序。
同时给检验工作提供引导及接收标准。
2、范围适用于进料、外协制品回厂、成品的检验接收及顾客退货的挑选检验。
3、定义喷塑、喷漆件检验过程的参照标准(电泳漆件检验参照喷漆件检验标准)。
4、职责4.1 品质部负责不合格的发现、记录、标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 采购部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序外观(目测)5.1 喷涂种类(如:塑粉或漆)、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
5.2 一般情况下,产品喷涂表面外观在使用时要求100%进行检验(员工自检),检验方式依据本标准。
进料、外协回厂或过程验收则采用抽检,抽检操作方式依据《抽检规范》。
特殊产品根据产品的具体要求检验。
5.3 外观缺陷:有缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、桔皮、花斑、凹坑等。
5.4 外观和颜色检验的环境:5.4.1 色板采用客户样件或经客户认可的签样。
5.4.2 应在标准光源对色灯箱CAC-600箱内(无设备条件时则要求在天然散射光线或光照度不低于2×40w光源环境下),以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
5.4.3 检查距离:被测品与眼睛的距离为500mm,检验时在±15°范围内旋转。
涂膜附着力(划格实验)5.5涂膜附着力检验(基体金属为铁、钢、铝及铝合金):5.5.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。
不合格时可用加严检验。
5.5.2 检验方法:使用锋利刃口的刀片(刃口宽要求0.05mm,刃口达到0.1mm时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,均速划线。
喷漆、喷塑检验规程
执行标准:低涂QC检验后对产品做好相应标识,并做好检验记录。
喷漆、喷塑检验规程
文件编号 页次
序号 版本 发行日期
修改内容
编制
审核
1
A/0 2021/8/30
初版发行
2.0 2023/3/7
换版
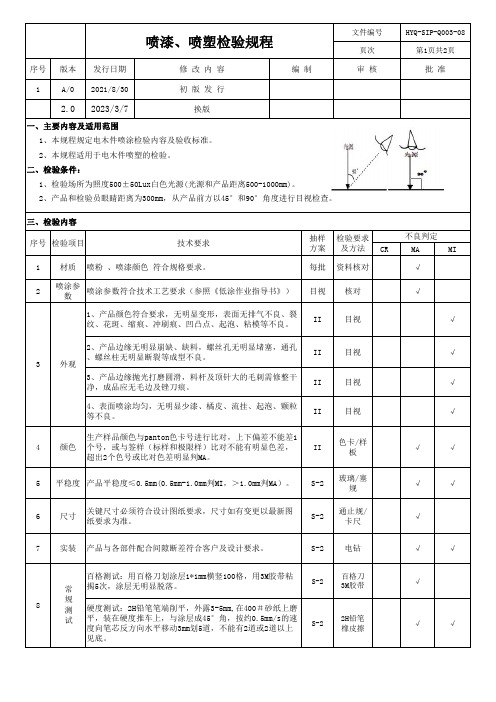
一、主要内容及适用范围 1、本规程规定电木件喷涂检验内容及验收标准。 2、本规程适用于电木件喷塑的检验。
二、检验条件: 1、检验场所为照度500±50Lux白色光源(光源和产品距离500-1000mm)。 2、产品和检验员眼睛距离为300mm,从产品前方以45°和90°角度进行目视检查。
√
√
√
√
6
尺寸
关键尺寸必须符合设计图纸要求,尺寸如有变更以最新图 纸要求为准。
S-2
通止规/ 卡尺
√
7 实装 产品与各部件配合间隙断差符合客户及设计要求。
S-2 电钻
√
√
百格测试:用百格刀划涂层1*1mm横竖100格,用3M胶带粘
百格刀
S-2
常 揭5次,涂层无明显脱落。
3M胶带
规
8
测 硬度测试:2H铅笔笔端削平,外露3-5mm,在400#砂纸上磨
试
平,装在硬度推车上,与涂层成45°角,按约0.5mm/s的速 度向笔芯反方向水平移动3mm划5道,不能有2道或2道以上
S-2
2H铅笔 橡皮擦
见底。
√
√
√
喷漆、喷塑检验规程
文件编号 页次
序号 检验项目
技术要求
抽样 检验要求 方案 及方法 CR
干烧测试:产品装成整机通电连续烧2H后,检查产品有无 N-2 非 烧焦、熔胶、起泡、发黄等不良。
产品表面喷塑、喷涂喷漆检验标准及操作规程作业指导书
表面喷塑、喷涂喷漆检验标准及操作规程作业指导书一、表面喷塑检验标准1、检验条件照明光线要求在天然散射光线或光的照度不应低于2×40w光源环境下。
检查距离被测品与眼睛的距离为500mm,a面检验时在±15°范围内旋转。
2、表面等级的分类、区域划分表面等级根据产品可视区域以及使用要求的不同,划分为不同的表面等级:“a”、“b”、“c”、“d”。
区域划分“a”:正常使用时可直接看到的主要表面,一般指终端产品的正面。
“b”:正常使用时观察不到的表面,一般指终端产品的测面、后面。
“c”:正常使用时观察不到的表面,一般指终端产品的底面。
“d”:正常使用时观察不到的次要面,一般是指终端产品内部面。
3、代码对照表名称:数目、长度、直径、深度、宽度、面积、距离代号:n、l、d、h、w、s、d单位:个说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。
4、验收要求验收总则喷涂件表面应清洁、无污。
喷涂层均匀、完整,同批产品的光泽、纹理一致,颜色符合图号要求,且与双方封样色样比较无明显差异。
外观要求面外观检验要求:序号不良项目验收要求1点缺陷(含颗粒)当d≤(或s≤且不连续时(ds≥5mm),不视为缺陷。
当(或s≤二、喷涂喷漆检验标准1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
制造部参与不合格品的处理。
供应部负责进料中不合格品与供应商的联络。
管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
表面喷涂检验规范
表面喷涂检验规范1、目的规范检验操作,发现、控制不良品,防止批不良品输入下道工序。
同时给检验工作提供引导及接收标准。
2、范围适用于进料、外协制品回厂、成品的检验接收及顾客退货的挑选检验。
3、定义喷塑、喷漆件检验过程的参照标准(电泳漆件检验参照喷漆件检验标准)。
4、职责4.1 品质部负责不合格的发现、记录、标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 采购部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序外观(目测)5.1 喷涂种类(如:塑粉或漆)、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
5.2 一般情况下,产品喷涂表面外观在使用时要求100%进行检验(员工自检),检验方式依据本标准。
进料、外协回厂或过程验收则采用抽检,抽检操作方式依据《抽检规范》。
特殊产品根据产品的具体要求检验。
5.3 外观缺陷:有缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、桔皮、花斑、凹坑等。
5.4 外观和颜色检验的环境:5.4.1 色板采用客户样件或经客户认可的签样。
5.4.2 应在标准光源对色灯箱CAC-600箱内(无设备条件时则要求在天然散射光线或光照度不低于2×40w光源环境下),以目视方法进行。
光照度通常在D65(特殊情况下用5.4.3 检查距离:被测品与眼睛的距离为500mm,检验时在±15°范围内旋转。
涂膜附着力(划格实验)5.5涂膜附着力检验(基体金属为铁、钢、铝及铝合金):5.5.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。
不合格时可用加严检验。
5.5.2 检验方法:使用锋利刃口的刀片(刃口宽要求0.05mm,刃口达到0.1mm 时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,均速划线。
划线位置距产品边缘最近距离不应小于2mm,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1mm间隔隔开,长度约20mm。
喷塑产品检验标准
喷塑产品检验规范1、涂膜外观:a)需要做表面处理的产品,在喷塑、烤漆前要清洗干净,表面凸出要磨平,凹进要抹灰平整,表面着色均匀,符合色板要求,不可有色差、掉漆,无遗漏点及露底,无划伤、无颗粒、无气泡、无凹凸不平、无滑溜、无变形现象,要求光滑平整。
45°拼缝处无明显的缝隙和高低不平现象。
b)、色调检查:对照标准样板或色板,测量色差,要求:△E≤1.0;对照前次供货样板,测量色差,批次色差要求:△E≤0.62、性能要求:a)、附着力要求:在一定破坏力条件下表面不能被揭下来。
b)、抗磨损、抗溶剂要求:在经受一定力度和次数的摩擦后(非硬物摩擦),表面喷涂颜色应无明显变化,表面上的图案不能消失,而且无明显的划伤。
用酒精擦拭表面应无褪色、腐蚀或变质等缺陷,用稀释的天那水或低浓度的稀释剂轻轻擦拭时也不允许褪色、腐蚀或变质。
c)、柔韧性要求: 正向冲击测试后,油漆表面无裂纹、皱纹、脱落现象。
d)、硬度要求:用规定硬度的铅笔在一定力度下划过表面,产品喷漆表面不应有剥落痕迹。
3、塑粉厚度是0.1-0.2mm之间。
包装时要求表面塑粉或油漆完全干后用珍珠棉或气泡膜包装。
涂膜厚度需满足以下规定(双面):单位μm砂纹粉涂层应为 60~100μm项 目户外粉室内粉喷漆检测方法产品表面厚度50~10040~8020~70涂层测厚仪产品内侧厚度40~8040~6020~50涂层测厚仪4、喷塑百叶风口类产品叶片必须全部打直再喷塑,不能卡死或倾斜,喷塑后叶片需能活动6 包装防护与搬运标准a)、涂装后的成品应用软质气泡纸遮盖或缠绕包裹,以保证产品的表面清洁无尘。
必要时要求全部采用软质气泡膜包装。
b)、 堆放产品底部必须加软质材料衬垫,超重或超大产品要求由2-4人或叉车平稳移动。
c)、 同类产品要求堆放在一起,分开喷涂的产品要求是配套的同批次验收和码放。
d)、 搬运应使用手动叉车,集中搬运的零件或产品每次堆放的高度不高于1.5米,并要求每层产品之间加防滑纸皮。
产品表面喷塑、喷涂喷漆检验标准及操作规程作业指导书
表面喷塑、喷涂喷漆检验标准及操作规程作业指导书一、表面喷塑检验标准1、检验条件照明光线要求在天然散射光线或光的照度不应低于2×40w光源环境下。
检查距离被测品与眼睛的距离为500mm,a面检验时在±15°范围内旋转。
2、表面等级的分类、区域划分表面等级根据产品可视区域以及使用要求的不同,划分为不同的表面等级:“a”、“b”、“c”、“d”。
区域划分“a”:正常使用时可直接看到的主要表面,一般指终端产品的正面。
“b”:正常使用时观察不到的表面,一般指终端产品的测面、后面。
“c”:正常使用时观察不到的表面,一般指终端产品的底面。
“d”:正常使用时观察不到的次要面,一般是指终端产品内部面。
3、代码对照表名称:数目、长度、直径、深度、宽度、面积、距离代号:n、l、d、h、w、s、d单位:个说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。
4、验收要求验收总则喷涂件表面应清洁、无污。
喷涂层均匀、完整,同批产品的光泽、纹理一致,颜色符合图号要求,且与双方封样色样比较无明显差异。
外观要求面外观检验要求:序号不良项目验收要求1点缺陷(含颗粒)当d≤(或s≤且不连续时(ds≥5mm),不视为缺陷。
当(或s≤二、喷涂喷漆检验标准1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
制造部参与不合格品的处理。
供应部负责进料中不合格品与供应商的联络。
管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
产品表面喷塑、喷涂喷漆检验标准及操作规程作业指导书(最新整理)

表面喷塑、喷涂喷漆检验标准及操作规程作业指导书1一、表面喷塑检验标准1、检验条件1.1照明光线要求在天然散射光线或光的照度不应低于2×40w光源环境下。
1.2检查距离被测品与眼睛的距离为500mm,a面检验时在±15°范围内旋转。
2、表面等级的分类、区域划分2.1表面等级根据产品可视区域以及使用要求的不同,划分为不同的表面等级:“a”、“b”、“c”、“d”。
2.2区域划分“a”:正常使用时可直接看到的主要表面,一般指终端产品的正面。
“b”:正常使用时观察不到的表面,一般指终端产品的测面、后面。
“c”:正常使用时观察不到的表面,一般指终端产品的底面。
“d”:正常使用时观察不到的次要面,一般是指终端产品内部面。
3、代码对照表名称:数目、长度、直径、深度、宽度、面积、距离代号:n、l、d、h、w、s、d单位:个说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。
4、验收要求4.1验收总则4.1.1喷涂件表面应清洁、无污。
4.1.2喷涂层均匀、完整,同批产品的光泽、纹理一致,颜色符合图号要求,且与双方2封样色样比较无明显差异。
4.2外观要求4.2.1“a”面外观检验要求:序号不良项目验收要求1点缺陷(含颗粒)当d≤0.5mm(或s≤0.2mm2)且不连续时(ds≥5mm),不视为缺陷。
当0.5mm(或s≤0.2mm2)二、喷涂喷漆检验标准1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
表面喷塑检验标准及操作规程

一、表面喷塑检验标准(试行稿)1、检验条件1.1照明光线要求在天然散射光线或光的照度不应低于2×40w光源环境下。
1.2检查距离被测品和眼睛的距离为500mm,a面检验时在±15°范围内旋转。
2、表面等级的分类、区域划分2.1表面等级根据产品可视区域以及使用要求的不同,划分为不同的表面等级:“a”、“b”、“c”、“d”。
2.2区域划分“a”:正常使用时可直接看到的主要表面,一般指终端产品的正面。
“b”:正常使用时观察不到的表面,一般指终端产品的测面、后面。
“c”:正常使用时观察不到的表面,一般指终端产品的底面。
“d”:正常使用时观察不到的次要面,一般是指终端产品内部面。
3、代码对照表称数目长度直径深度宽度面积距离代号nldhwsds单位个cmmmmmmmmm2mm说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。
4、验收要求4.1验收总则4.1.1喷涂件表面应清洁、无污。
4.1.2喷涂层均匀、完整,同批产品的光泽、纹理一致,颜色符合图号要求,且和双方封样色样比较无明显差异。
4.2外观要求4.2.1“a”面外观检验要求:序号不良项目验收要求1点缺陷(含颗粒)当d≤0.5mm(或s≤0.2mm2)且不连续时(ds≥5mm),不视为缺陷。
当0.5mm(或s≤0.2mm2)二、喷涂喷漆检验标准(范本)1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参和不合格品的处理。
4.3 供应部负责进料中不合格品和供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色和图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑粉喷涂检验规程
一、适用范围:适用于本公司阀门塑粉粉末喷涂工序的检验。
二、检验目的:确保阀门的喷涂表面质量,杜绝喷涂不合格工件进入下道工
序或出厂。
三、检验内容:颜色、流平性、喷涂厚度、固化情况、特殊表面保护等。
四、检验方法:全检。
目测、敲击、测量。
五、检验依据:《生产指导书》、色样、色卡、仪器。
六、检验步骤:
1、颜色:工件出炉后,根据《生产指导书》目测、对比色样、色卡,确认喷
涂颜色是否与《生产指导书》要求的颜色一致。
否则,填写反
2、馈单,转交给生产部。
3、色差:目测工件表面、工件之间的涂层是否有明显的色差。
4、表面流平性:目测工件表面平整、光滑、无凹凸不平。
无多肉、毛
刺,无裂痕。
5、喷涂厚度:用覆层测厚仪测量喷涂厚度。
涂层覆盖严密、无死角; 涂
层厚度均匀无积粉;粉层无杂质。
符合《生产指导书》厚度要求(无明确要求的按标准180-250微米测量)。
粉层无杂质。
6、固化质量:塑粉完全熟透,不夹生、不过烧;粉层流平均匀;不挂、不
流;涂层无针孔、气泡;粉层附着力好,敲击试验不脱层,不爆裂。
(附着力敲击检查按3%由检,原则上用前项不合格品作为代检对象)。
7、表面保护:工艺要求不喷涂的工件表面,去除保护措施后检验无塑粉存
在,或不需再经去除粉层处理即可使用,则视为合格。
粉末喷涂检验记录表
编号:QR-ZJ-29 订单号:。