TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层工艺研究
超音速火焰喷涂钴基陶瓷涂层的组织与性能研究
mi c r o — h rd a n e s s i s l o we r ha t n o he t r s t WO k i n d o f f u e l f l o w r a t e , t h e mi c r o — h a r d n e s s o f t h e c o a t i n g s p r e p a r e d wi t h t h e h i g h f u e l l f o w r a t e i s t h e h i g h e s t .
关键词 :超 音速 火焰喷涂 WC - C O 涂层 组织性 能
中图分类 号 :T G1 7 4 . 4 文献标识码 :A 文章编号 :1 0 . 1 3 7 2 6 0 . c n k i . 1 1 — 2 7 0 6 R q . 2 0 1 4 . 0 4 . 0 6 3 . 0 3
S t u d y o n Mi c r o s t r uc t u r e a n d Pr o p e r t i e s o f HVoF S pr a y e d Co - b a s e d Co a t i ng
MA o n Y g — q i n g, CHENG Gu o- d on g , ZHANG Yo u — h ui , W ANG Yi n — z h e n , Qi n Qi n g - b i n , QUAN
a n d p r o p e r t i e s wh e n t h e f l o w r a t e o f b o t h 02 a n d s p r a y i n g d i s t a n c e a r e c o n s t a n t . he t r e s u l t s t h e mi c r o —
谈钛合金火焰喷涂外圆磨削加工工艺

关键词]钛合金;火焰喷涂;磨削火焰喷涂(HVOF)钴基碳化钨(WC-17Co)涂层以其优越的耐磨性、耐腐蚀性近年来被广泛应用于航空产品零件表面,是一种新型的表面防护和表面强化工艺,该工艺利用燃气作为热源,将喷涂材料以一定传输方式进入火焰,加热熔融,依靠火焰加速喷射到基体上,堆积形成涂层。
然而受火焰喷涂工艺特点影响,火焰喷涂后零件的表面粗糙度和涂层均匀性均不能满足工程的使用要求,喷涂后需对涂层表面进行磨削,但是由于火焰喷涂层与基体结合强度较低,对交变载荷和冲击载荷比较敏感,磨削过程控制不当,会造成涂层表面出现严重网状裂纹[1-2]。
目前,国内外对WC系涂层的磨削加工研究十分有限,多集中在材料去除机理以及磨削后涂层组织性能的提升方面。
Hamed等[3]研究了在中低磨削速度下,HVOF喷涂的WC-Co-Cr涂层的材料去除机制,表明涂层的去除机制有两种,脆性断裂以及塑性去除,在不同磨削参数下,两种方式的程度也不尽相同。
Maiti等人[4]的研究表明磨削对于涂层的耐磨性有显著的提升作用,涂层的显微硬度在磨削过后有所提升。
Shang等人[5]发现在高速磨削条件下涂层材料亚表面质量较普通磨削有明显提高。
徐成[6]等人发现高速磨削碳化钨HVOF涂层中,砂轮粒度对于磨削过程影响最为显著,粒度越大,表面粗糙度越小。
Maedeh 等[7]研究了HVOF喷涂WC–10Co–4Cr涂层不同磨削参数对涂层残余压应力的影响,结果表明,磨削过后涂层残余压应力有所提高。
可以看出目前国内外对火焰喷涂的WC系涂层磨削过程中裂纹的产生与控制研究较少,但实际工程中裂纹是极易产生的,特别是以钛合金为基体材料,表层为钴基碳化钨(WC-17Co)涂层结构,由于钛合金与涂层表面硬度差别大,火焰喷涂后形成芯部软表面硬的“鸡蛋型”结构,致使钛合金火焰喷涂涂层磨削难度加大,工艺参数设置不合理,工艺方法不当,很容易形成表面网状裂纹。
因此本文详细介绍了火焰喷涂磨削工艺工艺参数和工艺方法对涂层裂纹影响的研究过程,并对研究所取得的成果进行总结,供同行业技术人员借鉴和参考。
超音速火焰喷涂WC-Co涂层耐磨性研究

超音速火焰喷涂WC-Co涂层耐磨性研究简中华;马壮;王富耻;曹素红;王全胜【期刊名称】《润滑与密封》【年(卷),期】2007(032)001【摘要】利用超音速火焰喷涂(HVOF)工艺制备了WC-Co涂层,测定了涂层孔隙率、显微硬度及干摩擦磨损过程中涂层材料失重,得出涂层干摩擦因数随时问的变化关系,分析了涂层摩擦磨损机制.结果表明,WC-Co涂层致密,平均孔隙率为1.29%,显微硬度达1 140HV(测试载荷2.94 N),干摩擦条件下材料失重低于电镀Cr镀层2个数量级;摩擦初期,干摩擦因数迅速增加,主要磨损特征是粘结相富Co区的犁沟切削,摩擦中后期,摩擦副问实际接触面积增大,摩擦因数变化较小,磨损趋于稳定.WC-Co涂层的主要磨损机制是疲劳磨损和犁沟切削.【总页数】4页(P90-92,98)【作者】简中华;马壮;王富耻;曹素红;王全胜【作者单位】北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081【正文语种】中文【中图分类】TH117.1【相关文献】1.超音速火焰喷涂(HVAF)WC-Co合金涂层微观组织与耐磨性分析 [J], 黄恒钧;刘东旭;牛超楠;王慧文;王佳杰2.超音速火焰喷涂WC-Co(Cr)涂层在NaCl溶液中抗空蚀性能研究 [J], 丁彰雄;石琎;丁翔;胡一鸣;廖星文;邓帮华3.超音速火焰喷涂WC-Co涂层超高速磨削试验研究 [J], 郭力;易军;盛晓敏4.超音速火焰喷涂纳米结构WC-Co涂层研究进展 [J], 刘晓丽;李明5.超音速火焰喷涂Cr_3C_2-NiCr与WC-Co涂层高温结合性能研究 [J], 门向东;陶凤和;甘霖;赵金辉因版权原因,仅展示原文概要,查看原文内容请购买。
超音速火焰喷涂WC_Co涂层的组织性能研究_张天明

图 1 WC/12Co 粉末的 SEM 形貌
48
《热加工工艺》2007 年第 36 卷第 11 期
焊 接·切 割 (3) W e l d i n g
2.2 涂层的 X 射线衍射相结构分析 图 2 为涂层的 X 射线衍射图谱。可见,
[3] Wang Y, Kettunen P. The optimization of Spraying parameters for WC/Co Coatings by Plasma and Detonation Spraying [A]. Proceeding of the international Thermal Spray Conference & Exposition [C]. 1992.
WC/12Co 涂 层 的 衍 射 谱 中 出 现 了 W2C 相 及 CoxWyC(!)相。超音速火焰喷涂层的 X 射线射结果 与原始粉末接近, 只有少量的 W2C 和含钴亚稳定 碳化物, 这说明在超音速火焰喷涂过程中, 材料成 分损失较少, WC 几乎不发生脱碳现象, 证明射流 速度的提高对抑制 WC 的分解和氧化的效果明显。
2 试验结果与讨论
2.1 WC/12Co 粉末 SEM 形貌 图 1 为 WC/12Co 粉末的 SEM 形貌。可见, 采
用喷雾干燥法制备的粉末呈球状, 表面粗糙多孔。 XRD 分析表明, 该粉末只含有 WC/Co 二种相。
试验用粒度范围为 0.044 ̄0.038 mm 呈球状的
收稿日期: 2007-03-09 作者简介: 张天明( 1972-) , 男, 辽宁人, 工程师 , 工 学 硕 士 , 从 事 金
摩擦条件对超音速火焰喷涂WC-17Co涂层摩擦磨损性能的影响
摩擦条件对超音速火焰喷涂WC-17Co涂层摩擦磨损性能的影响耿哲;段德莉;刘阳;李曙【摘要】采用球/盘试验机研究不同摩擦条件下超音速火焰喷涂WC-17Co涂层的摩擦磨损性能,结合氧化膜截面和磨痕表面的SEM观测,磨痕表面物相的XRD分析,探索摩擦条件对WC-Co涂层摩擦学行为和磨损机制的影响.结果表明:在本文试验条件下,温度和载荷是影响WC-17Co涂层摩擦学行为的主要因素.室温~550℃范围,温度升高促进磨痕表面氧化物的形成,使WC-Co涂层的摩擦系数明显降低并且磨损率增加缓慢;650℃时剧烈氧化导致涂层磨损失效.室温~450℃范围,载荷增加促进摩擦过程中氧化物的形成,有利于改善WC-Co涂层的摩擦磨损性能;550℃和650℃时,载荷增加会加速去除氧化物且造成涂层表面机械损伤,从而加剧WC-Co 涂层的磨损.【期刊名称】《热喷涂技术》【年(卷),期】2014(006)002【总页数】8页(P45-51,40)【关键词】热喷涂WC-Co涂层;摩擦磨损;温度;载荷【作者】耿哲;段德莉;刘阳;李曙【作者单位】中国科学院金属研究所,沈阳110016;清华大学摩擦学国家重点实验室,北京100084;中国科学院金属研究所,沈阳110016;中国科学院金属研究所,沈阳110016;中国科学院金属研究所,沈阳110016【正文语种】中文【中图分类】TG174.4热喷涂WC-Co涂层广泛应用于工业领域的耐磨部件,在延长使用寿命和降低制造成本方面发挥重要作用[1-2]。
超音速火焰喷涂(HVOF)工艺具有粉末粒子飞行速度高、喷涂过程氧化烧损少的优势,可以制备硬度、孔隙率和耐磨性更优的WC-Co 涂层 [3-4]。
针对WC-Co涂层的摩擦磨损性能,研究者们大多关注粉末类型[5-6]、喷涂工艺[7-8]、涂层微观结构[9-10]、涂层机械性能[11]等因素对其产生的影响,而忽略了或者不作为重点讨论摩擦条件的影响。
WC-Co涂层的氧化行为与温度关系密切[12],涂层的损伤机制受到载荷的影响[13],磨痕表面的摩擦氧化反应和氧化膜的去除量与速度和时间紧密相关[14]。
超音速火焰喷涂WC-Co涂层耐磨性研究
超音速火焰喷涂WC-17Co涂层微观结构与性能研究

[ 3 龙 剑平 , 灵 , 1] 汪 张湘 辉 , . 刚 石 镀 膜 YG 类 硬 质 合 金 酸 蚀 特 性 等 金 及 去钴 深度 的定 量 测 试 E3 材 料 一 程 ,0 8 ( ) 4 4. J. 亡 2 0 ,2 :0 5 [ 4 1]
新 型热 喷涂 技术 。HVOF的焰流 温度 可达 2 0 。 焰 7 0C, 流 速度 可达 2 0 m/ 。相对 于 等离 子 喷 涂 工 艺 来 说 , 00 s HVoF较低 的焰 流 温 度 和 较 高 的 焰 流 速 度 可 以减 少
在 喷涂过 程 中 WC粉 末颗 粒 的脱碳 、 氧化 等 反 应 。因 而, HVOF工艺 制备 的 WC C — o涂 层 具有 高 硬 度 , 孔 低 隙率 , 基体 结合 强度 高 ( 7 MP ) 与 > 0 a 等优 点 ; 电镀硬 与
pa tc e,s ril howe d mor d a t ge n ha d s e a v n a s i r ne s,p o iy, n r c u e t ghn s , or st a d f a t r ou e s whie H oa i t l c tng wih bi ge C ri l d e e l ntp r o ma e i dh sve s r n h a d c r s o e i t nc . Obv o — g rW pa tc e ha xc le e f r nc n a e i t e gt n or o i n r ss a e i us l y,t C r il ie s w e r a nfu nc o t e c a i g pr pe te . he W pa tc e s z ho d g e ti l e e t h o tn o r i s
超音速火焰喷涂WC–Co涂层的磨粒磨损性能研究

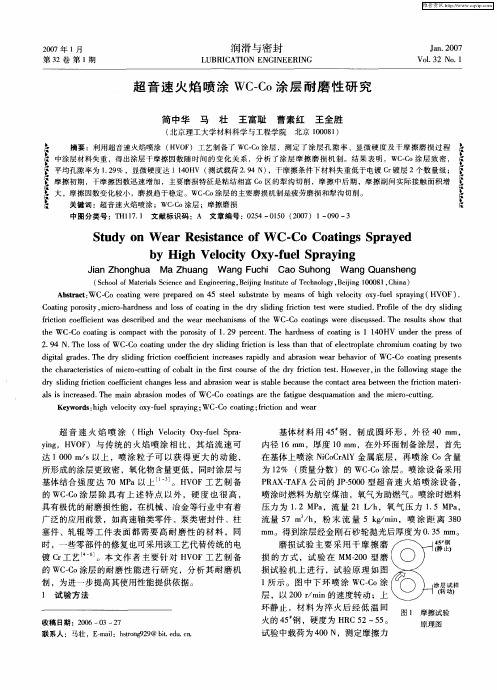
JIUJIANG UNIVERSITY毕业设计题目超音速火焰喷涂WC – Co涂层的磨粒磨损性能研究英文题目Seattle Flame Spray WC - Co Coating Of Particle Attrition Performance Study院系机械与材料工程学院专业焊接技术及自动化姓名XX年级2008级(B0861班)指导教师王洪涛二零一零年十二月利用超音速火焰喷涂工艺制备了WC-Co涂层,测定了涂层孔隙率、显微硬度及干摩擦磨损过程爱中涂层材料失重,得出涂层干摩擦因数随时间的变化系,分析了涂层摩擦磨损机制。
结果表明,WC-Co涂层致密,平均孔隙率为1.29%,显微硬度达1140HV(测试载荷2.94N),干摩擦条件下材料失重低于电镀Cr镀层2个数量级;摩擦初期,干摩擦因数迅速增加,主要磨损特征是粘结相富Co区的犁沟切削,摩擦中后期,摩擦副间实际接触面积增E大,摩擦因数变化较小,磨损趋于稳定WC-Co涂层的主要磨损机制是疲劳磨损和犁沟切削。
【关键词】超音速火焰喷涂;WC-Co涂层;磨粒磨损前言 (1)第一章绪论 (2)1.1 引言 (2)1.2超音速喷涂技术原理 (2)1.3超音速火焰喷涂涂层性能及特点 (3)1.3.1超音速火焰喷涂涂层性能 (4)1.3.2超音速火焰喷涂特点 (5)1.4超音速喷涂的工艺控制 (5)1.4.1超音速火焰喷涂(HVOF)工艺控制 (5)1.4.2超音速空气喷涂(HVAF)工艺控制 (6)1.4.3超音速等离子弧喷涂工艺控制 (6)1.5 超音速火焰喷涂技术的发展和最新研究及应用 (7)1.5.1超音速火焰喷涂技术的发展历史 (7)1.5.2超音速火焰喷涂技术的最新研究 (8)1.5.3超音速火焰喷涂技术的最新应用 (9)1.6 关于HVOF喷涂涂层结构涂层研究 (10)1.6.1关于喷涂过程的粒子束行为 (10)1.6.2关于纳米结构涂层的形成过程与机理 (11)1.6.3关于影响HVOF喷涂层的因素及机理研究 (12)1.7 本文研究的主要内容及意义 (15)第二章超音速火焰喷涂WC-Co涂层的磨粒磨损试验内容和方法 (17)2.1试验材料和仪器 (17)2.1.1试验材料 (17)2.1.2试验仪器 (17)2.2试验内容和方法 (17)2.2.1涂层的制备 (17)2.2.2磨粒磨损试验过程及方法 (19)第三章超音速火焰喷涂WC-Co涂层的磨粒磨损实验结果及分析 (22)3.1 WC-Co表面形态观察及分析 (22)3.1.1粉末原始形态 (22)3.1.2磨粒原始形态 (22)3.1.3扫描电子显微镜组织观察 (22)3.2磨粒磨损结结果分析 (23)3.2.1载荷对涂层磨损失重量的影响 (23)3.2.2燃气流量对涂层磨损失重量的影响 (24)结论 (25)参考文献 (26)谢辞 (27)前言自从超音速火焰喷涂技术诞生以来,其应用范围就在不断的扩展之中,超音速喷涂已经成为热喷涂技术的主流发展方向,目前在国外已经渗透到各种领域,如石油化工、机械、印刷、航空航天、冶金、电力、塑料,等工业部门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层工艺研究
本文将从工艺研究的角度出发,探讨TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层的制备工艺、性能和应用前景,以期对该材料的研究和应用提供一定的参考和借鉴。
一、工艺研究背景
传统的涂层材料往往存在着高温下易氧化、耐磨性差、热膨胀系数大等缺点,不适用
于高温、高速和复杂工况下的应用。
研发一种在高温、高速环境下具有良好耐磨性和高温
稳定性的涂层材料显得尤为重要。
TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层是一种新型的涂层材料,其主要成分为碳化钨和钴。
碳化钨是一种硬度极高的材料,具有优异的耐磨性能和高温性能,而钴具有
良好的粘接性和韧性,能够有效地固定碳化钨颗粒,使得整个涂层具有较好的性能。
由于
其优异的性能,TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层在航空领域得到了广泛应用。
1. 材料选择:所选用的TC27钛合金为目前应用较广泛的一种航空材料,其具有优良
的高温性能和耐腐蚀性能。
2. 喷涂工艺:采用超音速火焰喷涂技术进行WC-17Co涂层的喷涂,确保涂层成分均匀、结合牢固。
3. 表面处理:在喷涂前,需对TC27钛合金进行表面处理,以提高涂层的附着力和密
实性。
4. 热处理工艺:对喷涂后的涂层进行适当的热处理,以提高其结合力和耐磨性。
5. 性能测试:对制备的TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层进行性能测试,包括耐磨性、高温稳定性等性能指标的测试。
三、工艺研究结果与分析
1. 耐磨性能:经过磨损测试,涂层的磨损量明显减小,表现出优异的耐磨性能。
2. 高温稳定性:在高温环境下,涂层不易氧化、不易脱落,保持较好的性能。
3. 界面结合强度:涂层与基体的结合强度较高,具有良好的界面结合性能。
4. 经济性:采用超音速火焰喷涂技术,制备工艺简单,成本较低。
制备的TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层具有优异的性能,可以满足在高温、高速工作环境中的使用要求。
四、应用前景
TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层具有良好的耐磨性能和高温稳定性,适用于航空发动机、涡轮机等零部件的涂层应用。
其应用前景广阔,可以在提高航空发动机、涡轮机等零部件的使用寿命和性能方面发挥重要作用。
五、结论
本文通过对TC27钛合金超音速火焰喷涂WC-17Co耐磨涂层的制备工艺、性能和应用前景进行研究,得出了该涂层具有优异的耐磨性能和高温稳定性的结论。
该涂层具有很好的
应用前景,可以在航空领域得到广泛应用,为航空航天技术的发展提供重要支持。
希望本
文的研究成果能够为该涂层的研究和应用提供一定的参考和借鉴,推动该领域的发展和进步。