焊丝选型大全
焊丝对照表
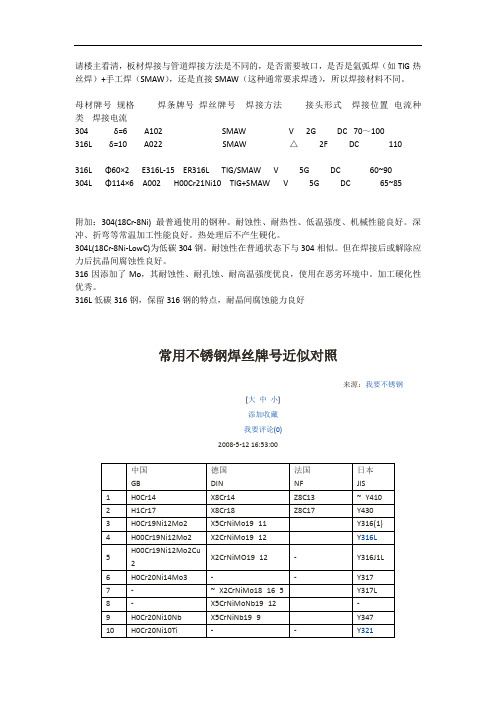
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊丝品种——精选推荐

不锈钢焊丝简介如下:
大中小焊接工艺问答之常用金属材料的焊接2
19
2)焊后冷却焊件焊后不应从焊接温度直接升温进行回火处理,因为焊接过程中奥氏体可能未完全转变,如焊后立即升温回火,会出现碳化物沿奥氏体晶界沉淀和奥氏体向珠光体转变,产生晶粒粗大的组织,严重降低韧性。
因此回火前应使焊件冷却,让焊缝和热影响区的奥氏体基本分解完了。
对于刚性小的焊件,可以冷至室温再回火;对于大厚度的焊件,需采用较复杂的工艺;焊后冷至100~150℃,保温0.5~1h,然后加热至回火温度。
3)焊后热处理目的是降低焊缝和热影响区的硬度,改善塑性和韧性,同时减少焊接残余应力。
焊后热处理分回火和完全退火两种。
回火温度为650~750℃,保温1h,空冷;若焊件焊后需机加工的,为了得到最低硬度,可采用完全退火,退火温度为830~880℃,保温2h炉冷至595℃,然后空冷。
4)焊条的选用焊接马氏体不锈钢用焊条分为铬不锈钢焊条和铬镍奥氏体不锈钢焊条两大类。
常用铬不锈钢焊条有E1-13-16(G202)、E1-13-15(G207);常用铬镍奥氏体不锈钢焊条有E0-19-10-16(A102)、E0-19-10-15(A107)、E0-18-12Mo2-16(A202)、E0-18-12Mo2-15(A207)等。
焊接工艺问答之常用金属材料的焊接1。
焊接用焊丝的选用原则方法及选用表(详细资料)..
焊接用焊丝的选用详细资料及选用表1 焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下.①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝.对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等.对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
表1 实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比2 实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类.①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
焊丝选型大全

焊材选型大全1.埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
(1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
A、低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
B、中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
C、高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接(2)高强钢用丝这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
此外,根据高强钢的成分及使用性能要求,还可在焊丝中加入NI、CR、V及Re等元素,提高焊缝性能。
抗拉强度590Mpa级的焊缝金属多采用MN-MO系焊丝,如H08MNMOA等。
(3)不锈钢用焊丝采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-镍不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。
目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
2.气体保护焊用焊丝气体保护焊分为惰性气体保护焊(TIG焊和MIG焊)、活性气体保护焊(MAG焊)以及自保护焊接。
TIG焊接时采用纯Ar,MIG焊接时一般采用Ar+2%O2或Ar+5%CO2。
MAG焊接时主要采用CO2气体。
为了改善CO2焊接的工艺性能,也可采用CO2+Ar或CO2+Ar+O2混合气体或是采用药芯焊丝。
(1)TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝,由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。
碳钢焊丝种类
碳钢焊丝种类碳钢焊丝是一种用于焊接碳钢材料的焊接材料。
根据不同的用途和焊接要求,碳钢焊丝可以分为多个不同的种类。
下面将介绍几种常见的碳钢焊丝种类及其特点和应用领域。
1. ER70S-6焊丝ER70S-6焊丝是一种通用型的碳钢焊丝,也是最常用的一种。
它的化学成分符合AWS A5.18标准,主要由碳、锰、硅等元素组成。
该焊丝具有良好的焊接性能和机械性能,焊接接头强度高、抗冲击性好。
它适用于焊接各种低碳钢和低合金钢结构,广泛应用于汽车制造、船舶建造、钢结构制造等领域。
2. ER70S-3焊丝ER70S-3焊丝也是一种通用型的碳钢焊丝,与ER70S-6焊丝相比,其含碳量略低,适用于焊接低碳钢结构。
该焊丝具有良好的可塑性和韧性,焊接接头强度高、抗冲击性好。
它常用于焊接汽车、摩托车、自行车和家具等产品。
3. ER70S-2焊丝ER70S-2焊丝是一种高强度的碳钢焊丝,适用于焊接高强度的低合金钢结构。
它的焊接接头强度高、抗冲击性好,能够满足高强度结构的要求。
该焊丝常用于焊接桥梁、压力容器、石化设备等重要结构。
4. ER80S-D2焊丝ER80S-D2焊丝是一种低合金高强度焊丝,主要用于焊接高强度低合金钢结构。
它的焊接接头强度高、抗冲击性好,能够满足高强度低合金钢结构的要求。
该焊丝常用于焊接石化设备、船舶、桥梁等重要结构。
5. ER90S-G焊丝ER90S-G焊丝是一种高强度焊丝,适用于焊接高强度的低合金钢结构。
它的焊接接头强度高、抗冲击性好,能够满足高强度结构的要求。
该焊丝常用于焊接石化设备、船舶、桥梁等重要结构。
6. ER100S-G焊丝ER100S-G焊丝是一种超高强度焊丝,适用于焊接超高强度的低合金钢结构。
它的焊接接头强度非常高,能够满足超高强度结构的要求。
该焊丝常用于焊接船舶、桥梁、石化设备等重要结构。
总结:碳钢焊丝种类繁多,根据焊接要求及材料特性的不同,可以选择合适的焊丝来实现理想的焊接效果。
在选择碳钢焊丝时,需要考虑焊接材料的成分、强度要求、抗冲击性等因素。
焊丝型号表

堆焊耐磨焊丝一览表耐磨堆焊材料(1)—耐金属间磨损及腐蚀类
主要化学成份、性能及用途
注:以上合金焊丝具有明弧及埋弧两种焊接方式耐磨堆焊材料(2)—耐高温磨损及热疲劳类
主要化学成份、性能及用途
耐磨堆焊材料(3)—抗强冲击及强磨损类主要化学成份、性能及用途
耐磨堆焊材料(4)—高铬铸铁类焊丝主要化学成份、性能及用途
注:以上合金焊丝具有明弧及埋弧两种焊接方式耐磨堆焊材料(5)—高锰钢类
主要化学成份、性能及用途
电弧喷涂药芯焊丝
主要化学成份、性能及用途
精选文库
镍基合金粉末耐磨喷涂|堆焊焊丝|耐磨焊丝|药芯焊丝|碳化钨焊丝|钴基焊丝|药芯堆焊焊丝|耐磨合金粉块|耐磨板堆焊焊丝|连铸棍堆焊药芯焊丝|硬面堆焊焊丝|热喷涂丝材|粉末合金耐磨喷
涂|金属粉末喷焊炬|粉末火焰喷焊炬|
地址:河北省邢台市桥东工业区
邮箱:fynmht@ 备案号:冀ICP备08010051号
- 11。
焊接焊丝的选择
409L不锈钢板:
11.3Cr,0.17Ti,低C、N,因为添加了Ti元 素,故其高温耐蚀性及高温强度较好。
409Ti焊丝:
• 特点:409Ti是一种适用于平焊和平角焊金属型药芯焊丝. 该焊丝是用于焊接自动排气系统的专用配方的药芯焊丝. 当用Ar和Ar+O2混合气体保护时优点是飞溅少和很少形成 熔渣.焊接成形好,在薄板焊接时焊接效率高,且不容易 烧穿,熔敷效率很高. • 用途: 用于AISI409铁素体不锈钢及相似成分的合金钢,尤 其适用自动排气系统和汽车消音器焊接. • 保护气体: Ar或者Ar+2-5%O2
308焊丝:
• 特点:SW—308Lcored 是一种以CO2或CO2混合气体作为保 护气体的全位置焊接钛型药芯焊丝。该焊丝电弧稳定,飞 溅少,且熔渣凝固快,全位置焊接工艺性能好。在电弧高 温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气 体,将电弧区和熔池周围空气排除,防止空气中的氧、氮 有害气体对熔池产生的不良影响,减少焊缝金属中氧和氮 的含量。与308焊丝类似的还有308L,308LS。 • 用途:18%Cr—8%Ni不锈钢焊接。 • 保护气体:100%CO2或Ar+20~25%CO2
309、309L焊丝
• 特点SW—309L是一种以Ar+CO2混合气体作为保护气体的全 位置焊接的钛型药芯焊丝,含Cr0.25,Ni0.13,由于在奥 氏体组中含有较多的铁素体,因此,具有良好的耐热和耐 腐蚀性,且电弧稳定,飞溅少,脱渣容易。由于添加较多 的合金元素使铁素体钢得到稀释适用于异种钢的焊接。 • 用途:异种钢焊接。 • 保护气体98%Ar+2%O2或97%Ar+3%CO2
焊接焊丝的选择
北京金佩环保科技有限责任公司 2012.02.17
各种焊接用焊丝的选用表.
各种焊接用焊丝的选用表1焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表 1。
平焊操作难易横角焊立焊焊缝外观其他表 1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比实芯焊丝CO 焊接,药芯焊丝焊接工艺性能2熔渣型金属粉型22CO 焊接Ar+CO焊接超薄板(δ≤ 2mm)稍差优稍差稍差薄板(δ<6mm)一般优优优中板(δ>6mm)良好良好良好良好厚板(δ> 25mm)良好良好良好良好单层一般良好优良好多层一般良好优良好向下良好优优稍差向下良好良好优稍差平焊一般优优良好横角焊稍差优优良好立焊一般优优一般仰焊稍差良好优稍差电弧稳定性一般优优优熔深优优优优飞溅稍差优优优脱渣性——优稍差咬边优优优优2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
焊接用焊丝的选用原则方法及选用表(详细资料)..
焊接用焊丝的选用详细资料及选用表1 焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
表1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
①低锰焊丝(如H08A 常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
常用各种焊丝型号
堆焊焊剂常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于和耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊材选型大全1.埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
(1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
A、低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
B、中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
C、高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接(2)高强钢用丝这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
此外,根据高强钢的成分及使用性能要求,还可在焊丝中加入NI、CR、V及Re等元素,提高焊缝性能。
抗拉强度590Mpa级的焊缝金属多采用MN-MO系焊丝,如H08MNMOA等。
(3)不锈钢用焊丝采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-镍不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。
目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
2.气体保护焊用焊丝气体保护焊分为惰性气体保护焊(TIG焊和MIG焊)、活性气体保护焊(MAG焊)以及自保护焊接。
TIG焊接时采用纯Ar,MIG焊接时一般采用Ar+2%O2或Ar+5%CO2。
MAG焊接时主要采用CO2气体。
为了改善CO2焊接的工艺性能,也可采用CO2+Ar或CO2+Ar+O2混合气体或是采用药芯焊丝。
(1)TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝,由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。
也有的采用母材成分作为焊丝成分,使焊缝成分与母材一致。
TIG焊时焊接能量小,焊缝强度和塑、韧性良好,容易满足使用性能要求。
(2)MIG和MAG焊丝MIG方法主要用于焊接不锈钢等高合金钢。
为了改善电弧特性,在Ar气体中加入适量O2或CO2气体,即成为MAG方法。
焊接合金钢时,采用Ar+5%CO2可提高焊缝的抗气孔能力。
但焊接超低碳不锈钢时不能采用Ar+5%CO2混合气体,只可采用Ar+2%O2混合气体,以防止焊缝增碳。
目前低合金钢的MIG焊接正在逐步被Ar+20%CO2的MAG焊接所取代。
MAG焊接时由于保护气体有一定的氧化性,应适当提高焊丝中Si、Mn等脱氧元素的含量,其他成分可以与母材一致,也可以有所差别。
焊接高强钢时,焊缝中C的含量通常低于母材,Mn含量则应高于母材,这不权为了脱氧,也是焊缝合金成分的要求。
为了改善低温韧度,焊缝中的Si的含量不宜过高。
(3)CO2焊焊丝CO2是活性气体,具有较强的氧化性,因此CO2焊所用焊丝必须含有较高的Mn 、Si等脱氧元素。
CO2焊通常采用C-Mn-Si系焊丝,如H08MnSiA、H08Mn2SiA、H04Mn2SiA等。
CO2焊焊丝直径一般是0.89 1.0 1.2 1.6 2.0mm等。
焊丝直径≤1.2mm属于细丝CO2焊,焊丝直径≥1.6mm属于粗丝CO2焊。
H08Mn2SiA焊丝是一种广泛应用的CO2焊焊丝,它有较好的工艺性能,适合于焊接500Mpa级以下的低合金钢。
对于强度级别要求更高的钢种,应采用焊丝成分中含有Mo元素的H10MnSiMo等牌号的焊丝。
3.电渣焊焊丝电渣焊适用于中板和厚板焊接。
电渣焊焊丝主要起填充金属和合金化的作用。
4.有色金属及铸铁焊丝牌号前两个字母“HS”表示有色金属及铸铁焊丝;牌号中第一位数字表示焊丝的经学组成类型,牌号中第二、三位数字表示同一类型焊丝的不同牌号。
(1)堆焊焊丝目前生产的堆焊用硬质合金焊丝主要有两类:即高铬合金铸铁(索尔玛依特)和钴基(司太立)合金。
高铬合金铸铁具有良好的抗氧化性和耐气蚀性能,硬度高、耐磨性好。
而钴基合金则在650度的高温下,亦能保持高的硬度和良好的耐蚀性能。
其中低碳、低钨的韧性好;高碳、高钨的硬度高,但抗冲击能力差。
硬质合金堆焊焊丝可采用氧-乙炔、气电焊等方法堆焊,其中氧-乙炔堆焊虽然生产效率低,但设备简单,堆焊时熔深浅,母材熔化量少,堆焊质量高,因为应用较广泛。
(2)铜及铜合金焊丝铜及铜合金焊丝常用于焊接铜及铜合金,其中黄铜焊丝也广泛用于钎焊碳钢、铸铁及硬质合金刀具等。
铜及铜合金的焊接,可以采用多种焊接方法,正确地选择填充金属是获得优质焊缝的必要条件。
用氧-乙炔气焊时应配合气焊熔剂共同使用。
(3)铝及铝合金焊丝铝及铝合金焊丝用于铝合金氩弧焊及氧-乙炔气焊时作填充材料。
焊丝的选择主要根据母材的种类、对接接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。
一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊线,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化铝合金时,选择焊丝则主要从解决抗裂性入手,这时焊丝的成分与母材差别很大。
(4)铸铁焊丝主要用于气焊焊补铸铁。
由于氧-乙炔火焰温度(小于3400℃)比电弧温度(6000℃)低很多,而且热点不集中,较适于灰口铸铁薄壁铸件的焊补。
此外,气焊火焰温度低于可减少球化剂的蒸发,有利于保证焊缝获得球墨铸铁组织。
目前气焊用球铁焊丝主要有加稀土镁合金和钇基重稀土的两种,由于钇的沸点高,抗球化衰退能力比镁强,更有利于保证焊缝球化,故近年来应用较多。
药芯焊丝的选用1.药芯焊丝的种类与特性根据焊丝的结构,药芯焊丝可分为有缝焊丝和无缝焊丝两种。
无缝焊丝可以镀铜,性能好、成本低、已成为今后发展的方向。
根据是否有保护气体,药芯焊丝可分为气体保护焊丝和自保护焊丝;药芯焊丝芯部粉剂的成分与焊条药皮相似,含有稳弧剂、脱氧剂、造渣剂及合金剂等,根据药芯焊丝内层填料粉剂中有无造渣剂,可分为“药粉型”焊丝和“金属粉型”焊丝;按照渣的碱度,可分为钛型、钛钙型和钙型焊丝。
钛型渣系药芯焊丝的焊道成形美观,全位置焊接进工艺性能好、电弧稳定、飞溅小、但焊缝金属的韧性和抗裂性能较差。
与此相反,钙型渣系药芯焊丝的焊缝韧性和抗裂性能优良,但焊道成形和焊接工艺性能稍差。
钛钙型渣系介于上述二者之间。
“金属粉型”药芯焊丝的焊接工艺性能类似于实芯焊丝,其熔敷效率和抗裂性能优于“药粉型”焊丝。
粉芯中大部分是金属粉(铁粉、脱氧剂等),还加入特殊的稳弧剂,可保证焊接时造渣少、效率高、飞溅小、电弧稳定,而且焊缝扩散氢含量低,抗裂性能得到改善。
药芯焊丝的截面形状对焊接工艺性能与冶金性能有很大影响。
根据药芯焊丝的截面形状可分为简单的O形和复杂断面的折叠形两类,折叠形又可分为梅花形、T形、E形和中间填丝形等。
药芯焊丝的截面形状越复杂、越对称,电弧越稳定,药芯的冶金反应和保护作用越充分。
但是随着焊丝直径的减小,这种差别逐渐缩小,当焊丝直径小于2mm时,截成形状的影响已不明显了。
药芯焊丝的焊接工艺性能好、焊缝质量好、对钢材的适应性强,可用于焊接各种类型的钢结构,包括低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨堆焊等。
所采用的保护气体有CO2和Ar+CO2两种,前者用于普通结构,后者有于重要结构。
药芯焊丝适于自动或地半自动焊接,直流或交流电弧均要。
2.低碳钢及高强钢用药芯焊丝这类焊丝大多数为钛型渣系,焊接工艺性好、焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等。
低碳钢及高强钢用药芯焊丝品种较多,从焊缝强度级别上看抗拉强度490MPa级和590Mpa级的药芯焊丝已普遍使用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和抗裂性能,有的适用于包括向下立焊在内的全位置焊,也有的专用于角焊缝。
3.不锈钢用药芯焊丝不锈钢药芯焊丝的口种已有20余种,除铬镍系不锈钢药芯焊丝外,还有铬系不锈钢药芯焊丝。
焊丝直径有0.8、1.2、1.6mm等,可满足不锈钢薄板、中板及厚板的焊接需要。
所采用的保护气体多数为CO2,也可采用Ar+(20%~50%)CO2的混合气体。
4.耐磨堆焊用药芯焊丝为了增加耐磨性或使金属表面获得某些特殊性能,需要从焊丝中过渡一定量的合金元素,但是焊丝因含碳量和合金元素较多,难于加工制造。
随着药芯焊丝的问世,这些合金元素可加入药芯中,且加工制造方便,故采用药芯焊丝进行埋弧堆焊耐磨表面是种常用的方法,并已得到广泛应用。
此外,在烧结焊剂中加入合金元素,堆焊后也能得到相应成分的堆焊层,它与实芯或药芯焊丝相配合,可满足不同的堆焊要求。
常用药芯焊丝CO2堆焊和药芯焊丝埋弧堆焊方法如下。
细丝CO2药芯焊丝堆焊该方法焊接效率高,生产效率为手弧焊的3~4倍;焊接工艺性能优良,电弧稳定、飞溅小、脱渣容易、堆焊成形美观。
这种方法只能通常药芯焊丝过渡合金元素,多用于合金成分不太高的堆焊层。
药芯焊丝埋弧堆焊采用大直径(3.2 、4.0mm)的药芯焊丝,焊接电流大,焊接生产率明显提高。
当采用烧焊剂时,还可通过焊剂过渡合金元素,使堆焊层得到更高的合金成分,其合金含量可在14%~20%之间变化,以满足不同的使用要求。
该法主要用于堆焊轧制辊、送进辊、连铸辊等耐磨耐蚀部件。
5.自保护药芯焊丝自保护焊丝是指不需要保护气体或焊剂,就可进行电弧焊,从而获得合格焊缝的焊丝,自保护药芯焊丝是把作为造渣、造气、脱氧作用的粉剂和金属粉置于钢皮之内或涂在焊丝表面,焊接时粉剂在电弧作用下变成熔渣和气体,起到造渣和造气保护作用,不用另加气体保护。
自保护药芯焊丝的熔敷效率明显比焊条高,野外施焊的灵活性和抗风能力优于气体保护焊,通常可在四级风力下施焊。
因为不需要保护气体,适于野外或高空作业,故多用于安装现场和建筑工地。
自保护焊丝的焊缝金属塑、韧性一般低于采用保护气体的药芯焊丝。
自保护焊丝目前主要用于低碳钢焊接结构,不宜用于焊接高强度钢等重要结构,此外,自保护焊丝施焊时烟尘较大,在狭窄空间作业时要注意加强通风换气。