印刷模切刀的种类介绍
正确选择模切刀和压痕线避免印后故3

正确选择模切刀和压痕线避免印后故障(2005-07-18)UV固化油墨经紫外光固化附着在纸张上,固化时间需3—5秒钟。
按粒径大小,磨砂油墨分为粗砂、中砂、细砂3种。
需要根据印刷品精细程度及客户的要求进行选择。
首先要保证丝网目数与粒径相互适应。
一般粗砂用150-200目,中砂用200—250目,细砂用300—400目的丝网。
其次,在印刷过程中根据油墨粒径的大小正确选择油墨的黏度,粗砂一般控制在2000±100CPS,中砂控制在3000±100CPS,细砂控制在3500土100CPS,并尽可能少加油墨添加剂,保证印刷速度适当。
模切压痕质量是影响纸盒外观质量的主要因素。
模切刀、压痕钢线选择不合理,使用不当等都是引起墨层爆线的主要原因,如模切刀迟钝等。
(1) 正确选择模切刀模切刀要求锋利、硬度高。
金(银)卡纸表面的镀铝膜和磨砂油墨粗糙的颗粒增加了模切的难度,使模切刀磨损加快。
据统计,非金(银)卡纸磨砂印刷品的刀版耐印力为80万次,而金(银)卡纸磨砂印刷品的刀版耐印力则明显降低。
针对不同厚度的纸张应选择不同的模切刀。
奥地利宝拿(BOHLER)和青岛山特维克鱼牌G1 2模切刀片较好,G1 2模切刀片其刀尖的微观厚度控制在3 μ1m以内,锋利性、耐久性非常适合模切金(银)卡纸。
PET等难以切割的材料。
其高度为23.80mm,厚度有0,71mm.、等多种,一般选用即可。
(2) 正确选择压痕线与压痕钢线优质的压痕钢线应硬度适中,稳定性强,刀头圆滑,圆弧中轴对称,高度、厚度偏差小,规格齐全。
其选用原则是:压痕钢线的厚度不小于纸厚,高度等于模切刀片高度减去模切材料厚度,再减去修正值~,压痕线的选用原则是:压痕线的厚度也不小于纸厚,宽度等于纸厚的倍加上压痕钢线的厚度。
例如:模切厚的纸张,模切刀的高度为,压痕钢线的厚度选为,则:压痕钢线的高度= =(mm) 压痕线的厚度≥(mm) 压痕线的宽度二对于磨砂产品,压痕钢线的高度需要在以上基础上略减,即压痕要浅一些,因为压痕太深会造成折角线爆线问题。
模切行业介绍2022

特性
为移动设备提供可靠保护,防止设备受到液体、污物和灰尘的影响,使 设备内外压力平衡,保证声学器件正常工作,延长使用寿命。
应用
主要运用于电脑、音响、手机和各种喇叭的防护。优良的防水防尘性能 、良好的通气度、最小的传输损失、稳定的产品性能,最大限度满足客 户的需求。
手机
蓝牙耳机
6. 绝缘材料解决方案 Insulating Material
二 – 二. 光学材料解决方案
OCA
LCD、TP全贴合
偏光片
屏幕保护
3C产品、中控显示 可穿戴设备
内防爆膜
背光模组
遮光胶带、增光 扩散、反射
功能膜
AF、AR、AG AGAR、AGARAF
AB双面胶
高透、防窥 减蓝光、防UV
过程保护膜
亚克力胶、PU胶、 硅胶、静电膜
1. OCA解决方案
产品结构
产品特点
1. 手机及各种电子产品屏幕贴合 2. 粘贴金属、玻璃、塑胶、纤维、绝缘片、防尘网等素材 3. ETC、智能家居显示面板粘接
TP背胶
摄像头背胶
ETC背面背胶
听筒网背胶 绝缘片背胶
电池易拉胶
2. 泡棉类解决方案 Foam
常见形态:
特性
泡棉是带有许许多多小泡孔的高分子聚合物,固相是聚合 物基质,小泡孔中充满气体。
1.8g/cm³
断裂强度
58Mpa
50g/mil
115Mpa
/
42N/cm
/
表面电阻率
1015Ω
1015Ω
/
105Ω
5.0*107Ω
/
热膨胀系数 阻燃性
特点
0.6%
UL94V0/VTM-0
《刀模种类介绍》课件

铜材
铜材具有较好的韧性和延展性, 常用于制作一些需要弯曲或变形
的刀模。
铜材具有一定的防锈性能,但易 受环境影响,长时间使用可能会
氧化变色。
常见的铜材有黄铜、紫铜等,可 根据刀模的具体用途选择合适的
铜材。
铝材
铝材相对较轻,具有良好的导热性和延展性,适合用于制作轻巧的刀模 。
铝材的硬度相对较低,耐磨性较差,因此不适合用于需要频繁使用或高 强度切割的刀模。
3
随着各行业的不断发展,刀模的应用也越来越广 泛,未来有望成为各行业不可或缺的加工工具之 一。
04
刀模的制造工艺
切割工艺
激光切割
利用高能激光束照射在刀模材料上,通过光能转换为热能,使材料熔化、汽化 ,从而实现切割。激光切割精度高,适用于各种复杂形状的刀模切割。
机械切割
利用金刚石刀片等工具进行高速切割,适用于硬质材料。机械切割精度较高, 但加工效率相对较低。
在刀模表面电镀一层金属,以提高刀 模的硬度和耐腐蚀性。常用的电镀金 属有镍、铬等。
其他制造工艺
热处理
对刀模进行加热、保温和冷却处理,以改变其内部组织结构 ,提高刀模的硬度和耐磨性。
表面处理
对刀模表面进行喷涂、喷焊等处理,以提高其耐腐蚀性和耐 磨性。
05
刀模的选择与保养
如何选择合适的刀模
根据用途选择
常见的铝材有纯铝、铝合金等,可根据实际需求进行选择。
其他特殊材质
一些特殊的刀模材料如陶瓷、塑料等, 具有各自独特的特点和用途。
陶瓷刀模具有高硬度、高耐磨性和化学 稳定性好的优点,但易碎且价格较高。
塑料刀模则具有轻便、不易生锈和价格 实惠的优点,但强度和耐用性相对较低
。
03
刀模种类介绍

八 熱壓模(MT)
熱壓模:產品有凸位,長槽凸形,都需要熱壓模在
熱壓機上加工,熱壓模結构簡單,但是加工復雜,需在
數控機床加工產品凸位及產品形狀.
底板厚度: 6mm
角度范圍: R0.2↑ (含)
最小間隙: 0.5mm(材料0.1以下)
(1)鋼板經過熱處理之後經過CNC雕刻出來的.精確度高,
耐用車數達50萬車左右.
(2)最小圓孔直徑0.5mm.
六 鋼 刀(PH)
鋼模是由公母模組成.它主要又分為復合模和沖孔模. 1,復合模:復合模能在沖壓機一次行程中完成軋型,沖孔等數道
刀鋒深度: 5.6mm/3.6mm
刀片型號: DH80(日本硬刀)
(1)雷射切板+機器折刀/手工折刀、精準度普通、耐用車數
0.254↓約10萬車 0.254↑~0.375約5萬車
四 蝕刻刀(F)
常用刀材及制刀標準: 鋼板類型: 1.2mm 刀鋒高度: 0.8mm 底板厚度: 0.2mm 公差精準度:+-0.05mm(10條) 建議公差: +-0.1mm(20條) 角度范圍: R0.2↑ (含)
工序,在完成這些過程中,村料不需要再移動.
2,沖孔模:只開內孔,先把產品內部的孔沖掉,然後再軋外形.
鋼模的特點: 產品尺寸穩定精度高,變化小,模具耐磨損,不易損 壞,壽命長可達100万次以上.
七 折彎模(MT)
折彎模分為常溫彎曲和低溫彎曲兩種.
常溫彎曲:不需要增加溫度就能把產品角度彎曲達到圖面要求.
日本模切刀常用规格以及品种说明
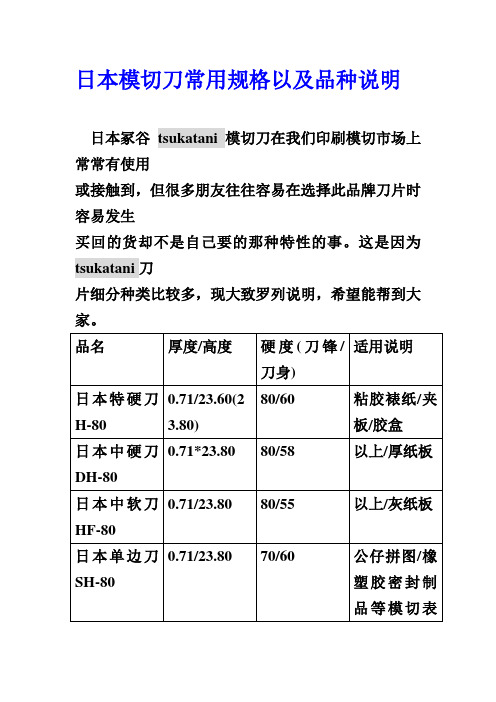
日本模切刀常用规格以及品种说明
日本冢谷tsukatani模切刀在我们印刷模切市场上常常有使用
或接触到,但很多朋友往往容易在选择此品牌刀片时容易发生
买回的货却不是自己要的那种特性的事。
这是因为tsukatani刀
片细分种类比较多,现大致罗列说明,希望能帮到大家。
品名厚度/高度硬度(刀锋/
刀身)
适用说明
日本特硬刀H-80 0.71/23.60(2
3.80)
80/60 粘胶裱纸/夹
板/胶盒
日本中硬刀
DH-80
0.71*23.80 80/58 以上/厚纸板
日本中软刀
HF-80
0.71/23.80 80/55 以上/灰纸板
日本单边刀SH-80 0.71/23.80 70/60 公仔拼图/橡
塑胶密封制
品等模切表
面保持平直日本软刀
DS-70
0.71/23.80 70/45 卡纸/瓦椤纸
DS-70不干胶刀0.45/8 68/40 胶纸/商标/粘
贴纸
DMH不干胶
刀
0.45*8/9.5 55/50 同上
SS-80CW日
本冢谷高刀
0.71/35 70/50 塑胶/膜
日本镜面刀MIR33 0.71/23.80(2
3.60)
60/40 普通胶纸.人
造革
S-80冢谷刀0.71/23.80 80/45 泡沫/人造革。
简述模切刀、啤刀和刀模刀片的区别
简述模切刀、啤刀和刀模刀片的区别
日益成熟的现代工业化,不仅是对于人的分工更加明细,更对于工具的区别使用有了更多专业性的见解。
简单说,现在只能一颗螺丝配上一颗最合适的螺帽。
在印刷的后道环节中,模切刀、啤刀和刀模刀片都是我们经常提到的三个名词。
实际上,对于产品来说,这三者没什么区别,都是同一系列的产品。
那为什么会有这么多代名词呢?
Flat D ie s也就是平板模切刀,国内称为啤刀,也可以叫刀模刀片。
最早从西方发达工业国家传到中国来,在国内出现的时候,因为主要使用在啤机也就是老虎机上,所以刚开始很多的包装模切行业的人把它叫做啤刀。
随着印刷模切行业高速不断的发展,它的使用领用转而在模切自动机械上有了更为重要的应用,除此之外,刀模生产人员为了方便记忆产品而给了它新的名字-刀模刀片。
模切刀、啤刀、刀模刀片都是高猛钢材混合制成,顶端有刃的为高钢材料。
因为其钢材质地均匀、刀身刀锋规格准确,所以在产品成型时能起到很好的作用。
其中优质的模切刀例如Bottcher 模切刀更因为其刀锋制作工艺高于一般普通材料,而具有了很长的使用效果和寿命。
裁切刀片的刃磨

切纸刀片的刃磨切纸刀是印刷企业主要加工工具之一,尤其是印后装订涉及的范围更广,如:单面刀、三面刀等,随着客户对印刷品质量的不断提高,毫无疑问印刷企业对于切纸刀的种类、等级、质量也提出了进一步的要求。
一.切纸刀片的种类1.标准刀:适应各种正常工作条件下使用,不须经常磨研。
2.碳钢刀:这个级别的刀,有抗磨损的特别锋利的刀口,只要在正确的场合使用,使用方法正确,那么它的表现相当一般的标准钢刀的20倍。
3.高速合金钢刀(hss):这是一种复合钢刀,刀口是用特殊合金制造。
已经证明,这种刀在用于裁切很难的又不平整的纸时,最安全,性能最好。
它的各项性能指标优于碳钢刀4倍。
4.硬质合金钢刀(tct):刀口上有硬质合金组全而成,最耐磨的刀片,能减少换刀次数,但加工困难、价格较贵。
它的各项性能指标优于高速合金钢3倍以上。
5.超细聚晶体钢刀(ufg):将金刚石聚晶复合到硬质合金体上的一种超硬材料,它集金刚石的高硬度与硬质合金的高强度于一体。
它的各项性能指标优于硬质合金钢刀3倍。
常用的各种合金刚刀是由刀刃和刀体两部分经过高温镶焊制成。
不同材质的切纸刀片可以得到不同的裁切效率,假设使用高速合金钢刀高速裁切时1.5小时换刀一次,那么硬质合金钢刀6小时换一次,而超细聚晶体钢刀18小时换一次。
我们在选择切纸刀片时应该根据刀体稳定性(刃磨后不变形)、刃磨后裁切量、磨刀次数、停机换刀时间等综合性价比来选择。
在国外高速合金钢切纸刀片应用相当广泛,硬质合金钢刀已成为高速合金钢刀升级换代产品,而超细聚晶体钢刀也已开始普及。
二.切纸刀片刃角的选择切纸刀的刃角选用非常重要,刀片α角越小,刀刃就越锋利,而抗切力就越小,反之刀片α角越大,而抗切刀也就越大。
通常切纸刀片刃角应根据以下三个方面来作出选用:1.根据裁切物抗切力切纸刀片角度的选择是根据裁切物的抗切能力而定,被裁切的纸张、装帧材料坚硬程度是不同的;被裁切的纸叠厚度也是不同的,我们应该根据实际情况来选择适当的切纸刀片角度。
宝拿模切刀以及不干胶刀备忘详解

奥地利宝拿刀规格特性详细说明
奥地利进口的宝拿模切刀,英文名称:BOHLER 。
是国内印刷模切行业知名品牌,也叫环宇刀,采用欧洲技术,工艺精湛,刀尖淬火技术一流,刀锋特别锐利,在同行业进口模切刀中间,属于中高档精品级。
其产品性能稳定,供应可靠,品种齐全,所以深得客户们青睐。
正因为它的良好的品牌信誉度,也让市场上出现了不少仿品,。
正品宝拿刀,包装精美,刀身韧性好弹度均匀有力,包装以及刀身字母清晰,只要选择正品宝拿刀,质量有保障,性价比高,模切效果十分理想。
详细说明:软钢刀身具备卓越的弯曲性能,
而特硬刀锋又提供了很强的模切功能,并增强了 使用作寿命。
所以被广泛采用。
淬火宝拿刀特点:
1.中、硬刀身都有,可以根据产品具体选择。
2.提供完美的磨口淬火刀锋.可以模切更坚硬的产品.
3.弯曲性能优秀.可以弯很复杂的形状.
奥地利宝拿刀BOHLER (环宇)产品特性说明及使用范围推荐 常用普通型
模切刀 0.71*23.80 45HS57HV 彩盒、细薄瓦楞纸盒
100支/包
光面不干胶刀 0.45*7/8/9.5
40HS57HV
硬质镭射膜、金银铝薄纸、PET 材料
120支/包 软刀 0.71*23.80 35HS57HV 卡纸、瓦楞纸、标签、贺卡\公仔等复杂形状
100支/包
淬火黑口不干胶刀 0.45*7/8/9.5 40HS57HV 纸质、塑料片、PTE 、PVC 120支/包 薄刀 0.53*23.80
45HS57HV
海绵,EV A 胶,泡棉,细纱
100支/包
4.稳定的产品质量,齐全的各种规格产品供应,可以满足客户不同的需求.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模切刀种类介绍及模切技术
瓦楞纸箱在现代产品包装中扮演着越来越重要的角色,因其独特的材料结构机理、特有的包装效果和经济实惠而备受实欢迎,无论在国内还是在国外,瓦楞纸箱都是包装领域的佼佼者,同时由于纸包装无污染、符合环保要求,成本低,也备受商家青睐。
模切刀应满足以下性能要求:钢材质地均匀、刀身与刀锋的硬度组合适当、规格准确、刀锋经淬火处理等。
优质的模切刀其刀锋硬度通常明显高于刀身硬度,这样既便于成型,又提供了较长的模切寿命。
模切刀的种类:
模切刀根据功能不同可分为平版模切刀、圆压圆模切刀(如尖齿刀、优力刀等)、特殊效果刀(如点线刀、波纹刀等)。
模切刀的厚度常用模切刀、压痕线的厚度规格见下表1
表1
模切刀片厚度/mm 0.53 0.71 1.05 1.42
压痕线常用厚度/mm 0.71 1.05 1.42 2.13 2.84
模切刀的高度:
专业的模切刀制造公司可以提供各种高度的模切刀,最常用模切刀片的高度为
13.80mm。
根据模切机和被模切材料的特点,以及模切效果要求,其它常用的高度还有23.60mm、30mm、35mm、40mm、50mm等。
常用厚度模切刀、压痕线的高度见表2:
表2
厚度/mm高度/mm
0.7122.8023.0023.0523.1023.1523.2023.2523.3023.35
23.4023.45 3.5023.55 3.6023.65 3.7023.80
1.052
2.4022.6022.8022.802
3.0023.1023.2023.30
1.4220.5021.0021.5021.6021.802
2.0022.4022.5022.60
22.8023.00
⏹低峰刀是应用最广泛的一种模切刀,虽然刀锋很小,看似不够锋利。
其实,在模切
450g/m2以下的卡纸或一些厚度小于0.5mm的材料时,低峰是最理想的形式,其稳定厚度的刀刃支撑为压力的传送起到了很好的作用。
常用低峰刀的角度为520,是非常稳定的基础角度。
刃角越小,其模切阻力越小,自然更加锋利、易于切穿。
但是,刃角越小,保证其锋利和刃口正确的拉削工艺越难。
磨制刃口的420刀片制造工艺相对简单,目前已经有多家公司可以生产,但其刀片性能比拉削方式制作的刀
片要逊色不少。
以拉削方式制造的420刀片具有在模切卡纸时寿命长、可减少纸粉的显著特性;
⏹高峰刀是为模切厚材料而设计的,其修长的刀锋可以极大地减少模切阻力,减小模
切压力,同时给厚材料提供一个良好的切边;
⏹单边刀用于闭合形材料的模切或者要求切边是直边的场合;
⏹单边高峰刀用于模切厚材料。
刀片类别
刀片的类别基本上是以刀身和刀刃的硬度以及刀片刀用材质的结构区分的,通常分为刀刃淬火和不淬火两大类刀片。
淬火的刀刃与柔韧的刀身相结合,实现了刀片弯曲性与耐用性的良好结合。
以上两大类刀片根据用途的不同分为表3所示的几种,在模切不同的产品时,它们有不同的表现。
表3
模切产品刀片类型使用说明
卡纸小于450g/m2低峰软刀模切稳定,易于成型
卡纸小于450g/m2,覆膜低峰磨制软刀磨制刀锋易于切穿表面粘性
材料
厚卡纸高峰加强软刀或厚软刀耐压力强
翻盖烟盒低峰超级涂层软刀极长的模切批次
薄纸、薄膜类材料G12软刀超级锋利,特高精度
灰卡纸山特维克500高峰刀超强耐压,0.71mm的厚度,
易于切入
模切版的制作
在制作模切版前,首先要考虑所要模切的对象的情况,如瓦楞纸板的厚度、精度要求、模切数量。
再确定采用何种成型方式,何种模切刀、压痕线各海绵胶等材料。
平压平模切刀的选择与制作
平压平模切适用面较广,从不干胶、卡纸、瓦楞纸板到塑胶片,木板类的材料都可。
由于包装材料的不断发展,很难将所有的材料和用刀方法一一列举。
根据模切机和模切材料的具体特性,专业的刀片公司可以为用户提供满意的方案。
圆压圆模切刀的选择与制作
瓦楞纸箱成型过去大多使用切角开槽机,随着市场对纸箱精度和包装速度的要求不断提高,模切成型已经成为纸箱生产的主流。
纸箱模切有平压平模切、圆压平模切和圆压圆模切3种方式,其中,平压平模切精度最高,圆压圆模切效率最高。
随着高档模切材料和技术的不断应用、普及,越来越多的纸箱厂选用了圆压圆模切机来生产瓦楞纸箱。
模切加工中对底胶垫、反弹胶的要求
底胶垫和反弹胶的性能对模切质量也有很大影响,因此对其也有较高要求。
要求:底胶垫要尽量平整,反弹胶要根据模切刀的高度和所模切产品而定,若配置不好,会出现清废不好、模切不均匀等问题。
圆压圆模切对底胶垫的要求更高,最关键的是其耐切性能,要求在模切刀的百万次切割下,其表面结构仍非常紧密。
如果底胶垫不耐切,模切一段时间后其表面结构变得松散,就会造成模切不彻底,线速度快速下降,模切精度较差。
因此,最好采用耐切的底胶垫,并且定期调整底胶垫的位置。
压痕钢线的选择
压痕刀具称为钢线、压痕线或啤线。
根据不同压痕需要,钢线的形状有单头线、双头线、圆头线,平头线和尖头线等,如下图:
模切压痕的整个工艺过程为:
设计打样刀具加工排刀装版垫版模切压痕整理成品
装版
装版是将模切压痕的印版固定在模切机版框中,并按规定位置定位。
⏹粘高弹海绵
模切压痕版排好后,在钢刀的刀缝和刀沿粘上高弹海绵,利用高弹海绵的弹性作用,将模切的印料从刀口间推出,避免钢刀被嵌牢而影响操作。
高弹海绵的形状与规格可以根据版面的具体情况选定。
高弹海绵应高出刀口3mm~5mm为宜,硬高弹海绵高出少一些,软高弹海绵可高出多一些。
高弹海绵的高低以能保证模切料从刀口顺利推出,又避免钢刀与钢线“抢纸”现象。
⏹垫版
垫版是将模切压痕印版下面垫上一层或数层纸或纸板,使版面钢刀、钢线压力均匀。
检查印版压力是否均匀可采用如下方法。
(1)试压
用大于模切印版版面的纸板(可选用400~500g/m2)和60g/m2的咭纸覆在模切版面上,进行试压。
压痕浅的地方压力轻,应进行垫版;压痕深的地方,压力大,不需要垫版或少垫版。
(2)涂墨
用墨辊在模切压痕版面上涂墨,墨迹深的地方为版面高点,也是压力大的点,不需垫版或少垫版;墨迹浅的地方为版面低点,也是小压力点,必须垫版。
(3)压复写纸
将模切压痕版面压在复写纸上,复写纸下面铺上白纸,观察白纸上的复写印迹。
复写印迹深的地方为大压力点,复写印迹浅的地方为小压力点。
检查出模切痕版面钢刀和钢线的压力情况后,用局部或全部逐渐增加或减少咭纸层数的方法,使版面压力均匀。
开机
模切压痕印版和压痕模装好后,可开机进行模切压痕。
根据印刷品的图文规格和成型要求,调整规矩位置,定位一定要准确。