锡膏_红胶印刷品质检验标准
锡膏_红胶印刷品质检验标准

一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 41.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图 8 1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。
锡膏印刷外观检验标准

批准
允收: 1、锡膏量足。 2、锡膏覆盖焊盘有85%以上。 3、锡膏成形佳。
***集团有限公司 分发部门
二极管、电容类 锡膏印刷
锡膏印刷 外观检验标准
偏移超20%
文件编号
WI-
生效日期 2013/3/5
版本/次
00
页码
3/3
拒收: 1、15%以上锡膏未完全覆盖焊盘。 2、锡膏偏移超过20%焊盘。
插座、IC类焊盘 锡膏印刷
***集团有限公司 分发部门
锡膏印刷
文件编号
WI-
生效日期 2013/3/5
外观检验标准
版本/次
00
页码
1/3
检验方法:在400~1000勒克斯(LUX)约60W的光照度下,距离30cm、角度45度、目视检查10~15秒。
检验工具:目视
参考标准:IPC-A-610E
检验内容如下表:
项 目
图示
作业要求
允收: 1、锡膏量均匀且成形佳; 2、锡膏厚度合符规格要求; 3、有85%以上锡膏覆盖焊盘; 4、印刷偏移量少于15%。
拒收: 1、锡膏85%以上未覆盖焊盘; 2、有严重缺锡。
二极管、电容类 锡膏印刷
标准: 1、锡膏印刷成形佳。 2、锡膏印刷无偏移。 3、锡膏厚度测试符合要求。 4、如此开孔可以使热气排除,以 免造成气流使元 件偏移。
拿板
标准: 1、检查时,应戴干静的手套; 2、取板时,如图示拿板边,不能 触摸到板面。
标准: 1、锡膏无偏移; 2、锡膏量、厚度符合要求; 3、锡膏成型佳,无崩塌断裂; 4、锡膏覆盖焊盘90%以上。
Chip元锡膏仍 有85%覆盖焊盘; 2、锡膏量均匀; 3、锡膏厚度在要求规格内。
SMT印刷检验标准

文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
pcb板印刷锡膏检测标准

pcb板印刷锡膏检测标准
PCB板印刷锡膏检测的标准通常包括以下几个方面:
1. 焊点质量:焊点应该均匀、光滑,无虚焊、漏焊、短路等缺陷。
焊点的尺寸、形状和位置应符合设计要求。
2. 锡膏量:锡膏的涂布量应均匀一致,无明显的缺锡或多锡现象。
锡膏的厚度和宽度应符合工艺要求。
3. 锡膏覆盖:锡膏应完全覆盖焊点和引脚,无裸露的金属部分。
锡膏的覆盖面积应达到设计要求。
4. 锡膏高度:焊点的锡膏高度应在规定的范围内,以保证焊点的可靠性和可焊性。
5. 外观检查:PCB 板表面应无锡珠、锡渣、残留的锡膏等污染物。
板面应干净整洁,无明显的划伤、氧化等缺陷。
6. 焊点强度:焊点应具有足够的强度,能够承受一定的机械应力和温度变化。
7. 可焊性:焊点应具有良好的可焊性,能够被可靠地焊接到其他元件或电路板上。
这些标准是一般情况下PCB 板印刷锡膏检测的基本要求,具体的标准可能会因不同的行业、应用和客户要求而有所差异。
在实际生产中,还应根据具体情况制定详细的检测规范和操作流程,以确保PCB 板的质量和可靠性。
锡膏印刷性测试规范

把控房源心得(优秀5篇)把控房源心得(优秀5篇)把控房源心得要怎么写,才更标准规范?根据多年的文秘写作经验,参考优秀的把控房源心得样本能让你事半功倍,下面分享相关方法经验,供你参考借鉴。
把控房源心得篇1把控房源是一项非常重要的房地产中介工作,它涉及到房屋的质量、价格、位置等多个方面。
以下是一些心得,希望对您有所帮助:1.仔细核实信息:在与客户沟通的过程中,一定要仔细核实房源信息,包括房屋的位置、面积、装修、价格等。
确保提供给客户的房源信息准确无误,避免因为信息不准确导致客户流失。
2.认真检查房屋:在带客户看房之前,一定要认真检查房屋的质量和装修情况。
这包括检查房屋的结构、门窗、水电设施等,以及房屋的装修情况,如地板、墙面、天花板等。
这些细节问题可能会影响房屋的价格和交易风险。
3.关注市场动态:房地产市场是不断变化的,因此要时刻关注市场动态,了解当地的房价走势和政策变化。
这有助于您更好地把握市场规律,为客户提供更准确的房源信息。
4.维护好客户关系:维护好客户关系是把控房源的重要环节。
在与客户沟通的过程中,要时刻关注客户的需求和反馈,及时回复客户的问题和咨询,增强客户的信任感和满意度。
5.不断学习和提升:房地产市场变化快,政策法规也不断更新。
因此,作为房地产中介,需要不断学习和提升自己的专业知识和技能,以更好地为客户提供服务。
总之,把控房源需要认真细致的工作态度和不断学习和提升的专业素养。
只有这样才能在竞争激烈的房地产市场中脱颖而出,赢得客户的信任和信赖。
把控房源心得篇2当涉及到把控房源时,以下是一些重要的心得和技巧:1.房源信息必须准确无误:这是把控房源的核心要素之一。
无论是房屋的具体位置、面积、装修、价格、房型布局,还是周边配套设施,都需要准确无误地描述。
如果有任何错误或模糊不清的信息,都可能对潜在买家产生误导。
2.房源信息需要定期更新:房屋的情况是会随着时间的推移而发生变化的,因此,定期更新房源信息非常重要。
SMT 锡膏&红胶 装贴检验标准看板

1.锡已超越到组 部的上方 2.锡延伸出焊垫 3.看不到组件顶 的轮廓。
何谓三面及五面晶片状零件? 三面及五面晶片状零件?
三面 晶片零件
五面 晶片零件
三面及五面指为锡面 三面及五面指为锡面数,例如: 为锡 例如:
(磁 FERRITE BEAD (磁珠
esentation
SMT(锡膏装贴 锡膏装贴) SMT(锡膏装贴) 检验标准
1.焊锡带延伸 端的 50%以 注:锡表面缺点﹝如退锡、不 2.焊锡带从组件端向 吃锡、金属外露、坑...等﹞ 到焊垫端的距离小 不超过总焊接面积的5% 高度的50%。
H
≧1/4 H ≧1/3 H
1. 焊锡帶延伸到组件端的 件端的25%以上。 2. 焊锡帶从组件端向外延伸到焊 件端向外延伸到焊垫的距离为 组件高度的1/3 以上 以上。
SMT(红胶装贴 红胶装贴) SMT(红胶装贴) 检验标准
红胶点胶标准:胶点位置及形状 胶点位置及形状
允收状况 允收状况 (ACCEPTABLE CONDITION) 拒收状况 拒收状况 (NONCONFORMING DEFECT)
一点接触 <50%
理想状况 理想状况 TARGET CONDITION)
零件组裝标准三:J型脚零件浮起和QFP J QFP零件浮起、晶片状零件浮起允收状况 QFP
理想状况( 理想状况(TARGET 状况 CONDITION) 允收状况( 允收状况(ACCEPTABLE CONDITION) 状况
拒收状况( 拒收状况(NONCONFORMING DEFEC 状况
1.各接脚都能座落在 焊垫的中央,未发 生浮起现象。
h≧1/2T ≧ h T
1.脚跟的焊锡带延伸到引线 1. 下弯曲处的顶部(h≧1/2T)。
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
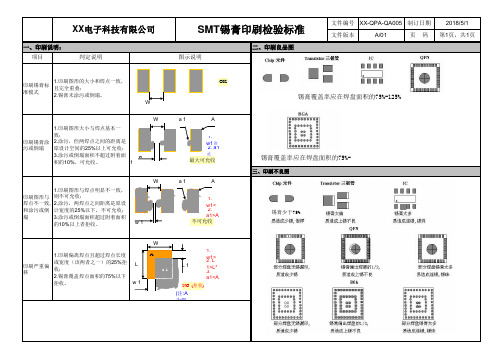
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 4标准:1.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 71.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
图 8 合格:1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在。
3.锡膏成形佳,无缺锡、崩塌。
4.依此应为标准的要求。
热气宣泄道锡膏印刷偏移超过20%焊盘WW=焊盘宽图 11 1.锡膏之成形佳。
2.虽有偏移,但未超过15%焊盘。
3.锡膏厚度符合规格要求8~12MILS之间。
4.依此应为合格。
图12不合格:1.锡膏偏移量超过15%焊盘。
2.当零件置放时造成短路。
3.依此应为不合格参考。
3.1.5 LEAD PITCH=~1.0MM锡膏印刷标准图 13标准:1.锡膏无偏移。
2.锡膏100%覆盖于焊盘上。
3.各个锡块之成形良好,无崩塌现象。
4.各点锡膏均匀,厚度7MILS。
5.依此判定为标准要求。
图 14 合格:1.锡膏虽成形不佳但仍足将零件脚包满锡。
2.各锡膏偏移未超过15%焊盘。
3.依此应为合格。
偏移量<20%WW=焊盘宽偏移大于15%焊盘偏移量小于15%焊盘图 15 1.锡膏印刷不良。
2.锡膏未充分覆盖焊盘,使焊盘裸露超过15%以上。
3.依此应为不合格。
3.1.6 LEAD PITCH=0.7MM锡膏印刷标准图 16标准:1.锡膏量均匀且成形佳。
2.焊盘被锡膏全部覆盖。
3.锡膏印刷无偏移。
4.锡膏厚度。
5.依此应为标准的要求。
图 17 合格:1.锡膏偏移量未超过焊盘15%。
2.锡膏成行佳,无崩塌断裂。
3.厚度于规格要求范围内。
4.依此应为合格。
图 18 不合格:1.焊盘超过15%未覆盖锡膏。
2.易造成锡桥。
3.依此应为不合格。
偏移大于15%焊盘A>15%W偏移小于15%焊盘偏移大于15%焊盘3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准图 19标准:1.各锡块印刷均匀且100%覆盖于焊盘之上。
2.锡膏成形佳,无崩塌现象。
3.锡膏厚度在。
4.依此应为标准的要求。
图 20 合格:1.锡膏成形佳。
2.厚度合乎规格,。
3.偏移量小于10%焊盘。
4.依此应为合格的参考。
图 21 不合格:1.锡膏印刷之偏移量大于10%焊盘宽。
2.经回流炉后易造成短路3.依此判定为不合格。
3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准图 22标准:1.各锡块印刷成形佳,无崩塌及缺锡。
2.锡膏100%覆盖于焊盘之上。
3.锡膏厚度。
4.依此应为标准的要求。
偏移少于10%焊盘偏移量大于10%W图 23 合格:1.锡膏成形虽略微不佳,但厚度于规格,7MILS。
2.锡膏无偏移。
3.Reflow之后无焊接不良现象。
4.依此应为合格。
图 24 不合格:1.锡膏成形不良且断裂。
2.依此应为不合格。
3.1.9 Termination Chip & SOT锡膏厚度的标准图 25CHIP 1608,2125,3216:1.锡膏完全覆盖焊盘。
2.锡量均勻,厚度8~12MILS。
3.成形佳。
图 26 SOT,MINI MOLD零件锡膏厚度:1.一般厚度規定为8~12MILS。
2.建议使用10MILS。
锡膏崩塌且断裂不足图 27 MELF,DIODE,MELM锡膏的外观:1.一般厚度:8~12 MILS。
2.建议至少10mils以上有较好的fillet。
3.1.10 IC-零件的锡膏厚度标准图 28PITCH=1.25MM:1.一般厚度:8~12Mils。
2.建议使用10Mmils。
3.若有小于P=之零件,可加大10%锡面积。
4.适用零件有: Pitch=的IC: 有SOIC, PLCC, SOCKET,SOJ。
图 29 PITCH=~1.0MM的锡膏外观:1.一般厚度=6~10Mils。
2.建议厚度8Mils。
图 30 PITCH=0.7MM零件的锡膏外观:1.一般厚度=6~10 Mils。
2.建议使用厚度7 Mils最佳。
图 31 PITCH=0.65MM:1.一般厚度:6~10 Mils。
2.建议使用~ Mils最佳。
图 32 PITCH=0.5MM锡膏的规格:1.厚度:一般为6~10 Mils之间。
2.建议使用~ Mils最佳。
点胶标准3.2.1 Chip 1608,2125,3216点胶标准图 33标准:1.胶并无偏移。
2.胶量均匀。
3.胶量足,推力足,在仍然未掉件。
4.依此为标准要求。
标准规格PA BC<1/4P图 34 合格:1.A为胶的中心。
2.B为焊盘的中心。
3.C为偏移量。
4.P为焊盘宽。
5.C<1/4P,且因推力足、胶均匀。
6.依此判定为合格。
图 35 不合格:1.胶量不足。
2.两点胶量不均。
3.推力不足,低于即掉件。
4.依此判定为不合格。
3.2.2 CHIP 1608,2125,3216点胶零件标准图 36标准:1.零件在胶上无偏移。
2.依此判定为标准要求。
图 37合格:1.偏移量C<1/4W或1/4P2.依此判定为合格。
胶量不均,且不足C<1/4W or 1/4P图 38 不合格:1. P 为焊盘宽。
2. W 为零件宽。
3. C 为偏移量。
4. C>1/4W 或1/4P 。
5. 依此判定为不合格。
3.2.3 SOT 零件点胶标准图 39标准:1. 胶量适中。
2. 零件我偏移。
3. 推力正常,于不掉件。
4. 依此应为标准要求。
图 40合格:1. 胶稍多但未沾染焊盘于元件引脚。
2. 推力足。
3. 依此应为合格。
图 41 不合格: 1. 溢胶,造成焊锡不良。
2. 依此判定为不合格。
PW C>1/4W or P 溢胶影响焊锡性3.2.4 MELM圆柱形零件点胶标准图 42标准:1.胶量正常,直径~之间。
2.胶高度在~之间。
3.两胶之间恰有约10%零件外径的间隙。
4.如此推力在仍未掉件。
5.依此应为标准之要求。
图 43合格:1.胶之成形不甚佳。
2.胶稍多,但不會造成溢胶等有害品质问题。
3.依此应为合格。
图 44 不合格:1.胶偏移量>1/4W。
2.溢胶,致沾染焊盘,影响焊锡性。
3.依此不不合格。
3.2.5 方形零件点胶标准溢胶图 45 1. 零件我偏移。
2. 胶量足,推力够。
3. 依此应为标准的要求。
图 46 合格:1. 偏移量C<1/4W 或1/4P 。
2. 交量足,推力够。
3. 依此应为合格。
图 47 不合格:1. 胶偏移量1/4W 以上,有一点偏离零件之外。
2. 推力不足,。
3. 依此应为不合格。
. MELF ,RECT.柱状零件点胶标准C<1/4W偏移图 481.两点胶均匀且清楚。
2.胶点直径在~之间。
3.推力足够,。
4.依此应为标准的要求。
图 49合格:1.依此应为合格。
图 50 不合格:1.溢胶,沾染焊盘。
2.胶点模糊(成型不佳),胶量偏多。
3.依此应为不合格。
3.2.7 MELM柱状零件点胶标准图 51标准:1.零件我偏移。
2.推力。
3.依此应为标准的要求。
溢胶图 521.偏移量C<1/4P。
2.胶量足,无溢胶。
3.依此应为合格。
图 53 不合格:1.T:零件直径。
2.P:焊盘宽。
3.C=偏移量>1/4P或1/4T。
4.依此应为不合格。
3.2.8 SOIC点胶标准图 54标准:1.胶量均匀。
2.胶之成形良好。
直径~,高度。
3.胶无偏移。
4.依此应为标准的要求。
图 55合格:1.胶量偏多,但溢胶未污染焊盘。
2.依此应为合格。
C>1/4T或1/4PT胶稍多不影响焊接图 56 不合格:1.溢胶沾染焊盘。
2.溢胶沾染测试孔。
3.依此应为不合格。
3.2.9 SOIC点胶零件标准图 57标准:1.零件无偏移。
2.胶量标准。
3.推力正常,。
4.依此应为标准的要求。
图 58合格:1.偏移量C<1/4W。
2.推力足。
3.依此应为合格。
图 59 不合格:1.P:焊盘宽。
2.W:零件脚宽。
3.C:偏移量。
4.C>1/4W。
5.依此应为不合格。
溢胶沾染焊盘及测试孔推力足C>1/4W3.2.10 Chip 1608,2125,3216,MELF胶点尺寸外观图 60规格:1.直径:~2.高度:~。
3.承受推力:。
4.胶种类:IR-100等已认可之胶。
图 61规格:CHIP,SOT一般规格1.相同于,SOT零件外观规格。
图 62 MELF,MELM,陶瓷电容:1.直径:~。
2.高度:~。
3.承受推力:~。
4.胶的种类:一般已认可之胶。
3.2.11 SOIC胶点尺寸外观图 63SOIC,一般Melf零件通用:1.直径:~。
2.高度:~。
3.可承受推力:。
4.胶的种类:一般已认可之胶。
图 64MELF胶的外观:1.相同于IC之规格。
2.两点间有10~20%零件外径之间隔。
4.附录无。
5.参考文献制定本标准参考的一些文献,但没有直接引用里面的条文:序号编号或出处名称。