量规仪器内部校验作业指导书
内校作业指导书
1、目的:对于现有证实产品符合规定要求的监视和测量装置仪器设备进行内校,以达到测量的精度。
2、范围:适用于所有监视和测量装置仪器的内校管理。
3、校正环境:以现场操作之温度、湿度为准。
4、校正周期:内校为3个月,外校为1年。
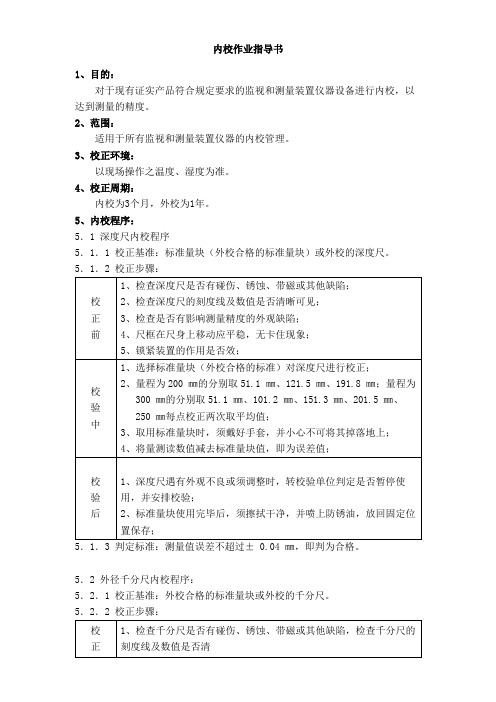
5、内校程序:5.1 深度尺内校程序5.1.1 校正基准:标准量块(外校合格的标准量块)或外校的深度尺。
5.1.2 校正步骤:5.1.3 判定标准:测量值误差不超过± 0.04 ㎜,即判为合格。
5.2 外径千分尺内校程序:5.2.1 校正基准:外校合格的标准量块或外校的千分尺。
5.2.2 校正步骤:5.2.3 判定标准;示值误差不超过± 0.02 ㎜,即为合格。
5.3 游标卡尺内校程序5.3.1 校正基准:外校合格的标准量块或外校的游标卡尺。
5.3.2 校正步骤:5.3.3 判定标准:示值误差不超过± 0.02 ㎜,即为合格。
5.4 称重仪器内校程序5.4.1 校正基准:选用外校校正合格的砝码。
5.4.2 校正步骤:5.4.3 判定标准:显示值与砝码实际重量误差不超过下表所列数据时,判为合格。
量程≤300g ≤5kg ≤50kg 允许误差±0.02g ±2g ±40g5.5 电导值测定仪内校程序5.5.1 校正基准:选用外校合格电导值测定仪进行校验。
5.5.2 校下步骤5.5.3 判定标准:显示值和测量值误关不超过0.1MAn ,判为合格。
5.6 百分表内校程序5.6.1 校正基准:选用外校合格的百分表或合格的标准块。
5.6.2 校验步骤5.6.3 判定标准:示值误差不超过± 0.01 ㎜,即为合格。
5.7 钢卷尺内校程序5.7.1 校正基准:选用外校合格的量块。
5.7.2 校正步骤:5.7.3 判定基准如果钢卷尺的每段误差未超过± 1 ㎜,全长累计误差未超过± 3 ㎜,即为合格。
5.8 温度计内校程序5.8.1 校正基准:选用外校合格的温度计进行对比校正。
仪器内校作业指导书

编制编写日期2008-7-3 内校作业指导书审核审核日期
批准批准日期
作业名称:电子秤作业工具:法码
作业步骤及判定:
1.校正范围:电子秤1KG
2.校验环境:温度20℃±5℃,相对湿度:60%±20%
3.使用标准件:标准法码一套
4.校正步骤:
4.1校正前:
①以目测检验,外部不得有弯曲变形。
②检验显示屏是否正确。
③归零后,以目视观察测量面是否正确。
④做好清洁、上油保养工作。
4.2校验中:
①选择适当的标准法码,需作三处校正,每点校正两次,取其平均值。
②取用标准法码时,小心不可掉落地上。
③将测量读数值,减去量块值,即为误差值。
4.3校正后:
①游标尺遇有外观不良或须调整时,转校验单位判定是否暂停使用,并安排送校,依《量规仪器校正与管理程序》执行。
②如以补正值还不能得到正确尺寸读数值时,应予以暂停使用,依《量规仪器校正与管理程序》执行。
③校验完毕,应贴好校验标签,并将结果登记于《内校记录》上。
④标准法码使用完毕,须用专用纸擦拭干净,放回固定位置。
辅助图:
5.判定标准:误差值±0.1克
注意事项:无
编制编写日期2008-7-3 内校作业指导书审核审核日期
批准批准日期。
量具内校作业指导书
7、相关文件:7.1、《仪器、量具校正管制程序》7.2、《仪器、量具维护保养指引》
8、相关表单:8.1、《仪校检验报告》
9、附件:无
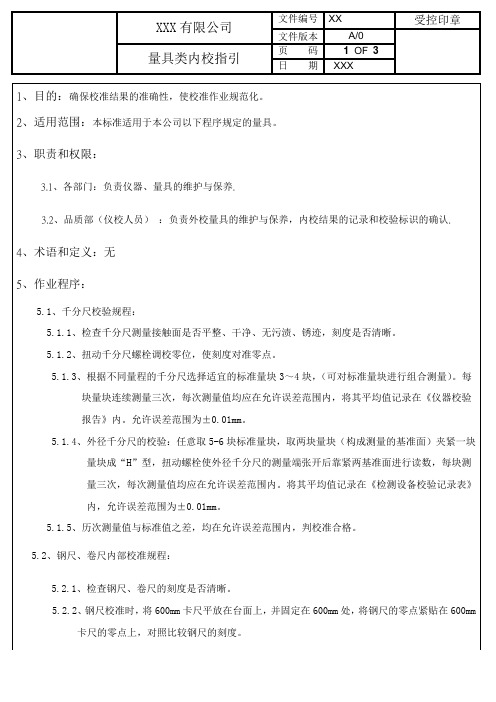
5.1.4、外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。将其平均值记录在《检测设备校验记录表》内,允许误差范围为±0.01mm。
5.1.5、历次测量值与标准值之差,均在允许误差范围内,判校准合格。
5.4、百分表、百分表仔内部校准规程:
5.4.1、清洁CNC加工中心平台,将百分表/百分表仔贴紧主轴底部,其探头朝下。操作机器使主轴表探头接触平台,将控制面板数显表归零。
5.4.2、升起主轴将量块接触面放置CNC加工中心平台,操作机器将主轴上表探头接触平台,当表上刻度显示15时停止,再将控制面板数量表归零。升起主轴将表上探头移至待测量块的表面,降下主轴使表上探头接触量块的接触面,当表上刻度显示15时停止,记录控制面板显示的数据。再重复以上动作二次,将三次测量的平均值记录在《仪器校验报告》内。
5.5.5、刀口角尺、宽座角尺校验:
5.5.5.1、取外校合格的80mm、100mm标准量块各一块将两块量块平放在台面,2个测量接触面垂直形成90°内、外角。再把待测角尺的内角贴紧量块的外角,观察角尺的测量面不能出现缝隙,角尺的内角呈90°判定为合格。
5.5.5.2、用同样的方法测量待测角尺的外角,外角呈90°判定为合格。
5.1.1、检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5.1.2、扭动千分尺螺栓调校零位,使刻度对准零点。
5.1.3、根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《仪器校验报告》内。允许误差范围为±0.01mm。
仪器内较作业指导书(A 0)
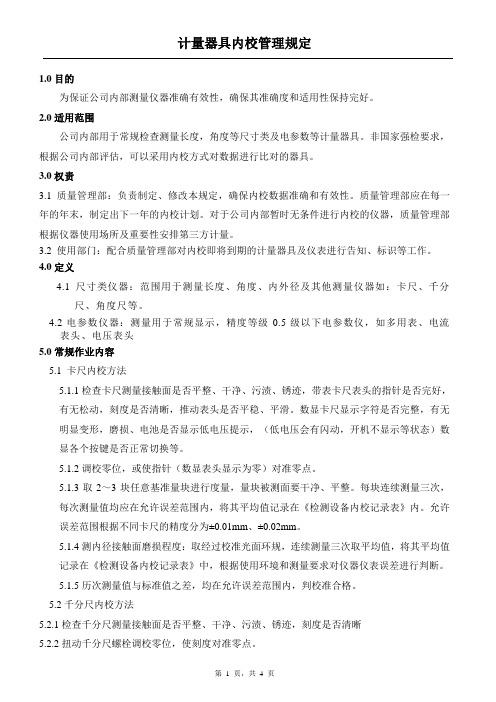
计量器具内校管理规定1.0目的为保证公司内部测量仪器准确有效性,确保其准确度和适用性保持完好。
2.0适用范围公司内部用于常规检查测量长度,角度等尺寸类及电参数等计量器具。
非国家强检要求,根据公司内部评估,可以采用内校方式对数据进行比对的器具。
3.0权责3.1 质量管理部:负责制定、修改本规定,确保内校数据准确和有效性。
质量管理部应在每一年的年末,制定出下一年的内校计划。
对于公司内部暂时无条件进行内校的仪器,质量管理部根据仪器使用场所及重要性安排第三方计量。
3.2 使用部门:配合质量管理部对内校即将到期的计量器具及仪表进行告知、标识等工作。
4.0定义4.1尺寸类仪器:范围用于测量长度、角度、内外径及其他测量仪器如:卡尺、千分尺、角度尺等。
4.2电参数仪器:测量用于常规显示,精度等级0.5级以下电参数仪,如多用表、电流表头、电压表头5.0常规作业内容5.1 卡尺内校方法5.1.1检查卡尺测量接触面是否平整、干净、污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
数显卡尺显示字符是否完整,有无明显变形,磨损、电池是否显示低电压提示,(低电压会有闪动,开机不显示等状态)数显各个按键是否正常切换等。
5.1.2调校零位,或使指针(数显表头显示为零)对准零点。
5.1.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备内校记录表》内。
允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm。
5.1.4测内径接触面磨损程度:取经过校准光面环规,连续测量三次取平均值,将其平均值记录在《检测设备内校记录表》中,根据使用环境和测量要求对仪器仪表误差进行判断。
5.1.5历次测量值与标准值之差,均在允许误差范围内,判校准合格。
5.2千分尺内校方法5.2.1检查千分尺测量接触面是否平整、干净、污渍、锈迹,刻度是否清晰5.2.2扭动千分尺螺栓调校零位,使刻度对准零点。
内校作业指导书
4.5.1尺寸测试点
项 目
测 试 点
150mm
卡尺
外径卡
10
50
150
内径卡
10
深度卡
20
200mm
卡尺
外径卡
10
70
200
内径卡
10
深度卡
20
300mm
卡尺
外径卡
20
100
300
内径卡
10
深度卡
20
0-25千分尺
1
2
5
15
25
25-50千分尺
25+1
25+2
25+5
25+15
25+25
OTH,PIN系列
4.2校验环境
4.2.1校验测量监控设备所要求的温度为常温。
4.2.2校验测量监控设备所要求的湿度为常湿。
4.3校验周期
4.3.1内校仪器(如卡尺等)视仪器使用频率至少半年校验一次,针规、自制检具至少一个月校验一次,具体的校正频率见《年度检测设备校正计划》。
4.3.2外校仪器校验周期为一年。
4.3.3与产品质量无直接关系的量具如胶尺、卷尺、三角板等(文具类)免校验。.
东莞捷众实业有限公司
内校作业指导书
文件类型
文件编号
版本状态
制订日期
页次
三级文件
WI-003
A/0
2016-5-25
1/3
1、目的
合理有效的校验测量和监控设备,使与产品质量直接相关的测量和监控设备处于受控状态。
2、适用范围
适用于本公司所有内校的测量和监控设备。
3、权限
无
4、内容
内校作业指导书

测量范围(mm)
允许误差
0~100
±0.05
>100~500
±0.1
>500~1000
±0.2
>1000~2000
±0.5
>2000~3000
±1
>3000
4、校正结果标识
量测仪器经校正合格的应贴上“内校合格”标签,不合格的要贴上不合格标签,降级使用或更换。
七、校正周期
量测仪器每半年校正一次,最长不超一年。对于特殊环境下的仪器可三个月校正一次。
1.1归零校正
1.1.1将游标卡尺外侧量爪合拢后朝向光源,两爪间不得有光线透过;
1.1.2检视示值是否归零,如未归零应调整归零,并再重复检视是否有误差;
1.2示值校正
1.2.1拿块规以被校卡尺直接测量,读取量测值并记录;
1.2.2外侧校正点为6点:50mm、100mm、150mm、200mm、250mm、350mm;
丰玻璃有限公司
文件编号
SF-Q-014
文件名称
测量仪器内校作业指导书
页次
1/2
版次
A/0
一、目的
确保本公司生产与检验所使用的量测工具在使用范围内维持其精确度。
二、范围
适用于本公司所使用的游标卡尺、钢板尺、钢卷尺。
三、定义
标准件:经外校合格的块规。
四、职责及权限
内校员:本公司所有内校仪器由经外训合格的内校员进行内校。
五、工作环境
温度:20%±5%;湿度:55%±10%;工作台:干净平整。
六、作业内容:
1、准备工作:
1.1内校前先清洗工作台使之无灰尘;
1.2以棉花棒沾无水酒精清洁被校仪器表面及标准件表面,再以无尘纸擦拭干净;
仪器校验作业指导书

篇一:测量仪器校准作业指导书1. 适用范围用于校准玻璃量器、容量筒、坍落度测定仪、试模、碎(卵)石标准筛、砂浆分层度测定仪、混凝土贯入阻力仪、砂浆稠度测定仪、养护室等试验用仪器设备得校准以及工程施工现场使用得混凝土搅拌机自设加水装置、测深水铊、测深仪等设备得校准。
2. 职责2.1. 子公司计量管理部门负责对校准计划得实施情况进行检查、监督。
2.2. 使用单位计量员负责组织试验人员或测量人员实施校准工作;试验站负责人或测量班班长对校准结果进行审核。
3. 校准用测量仪器与用具校准玻璃量器:架盘天平(称量1000g,精度1g)。
校准容量筒:台称(称量50kg或100kg,感量50g)、钢直尺(长500mm,分度值1mm)、玻璃板(尺寸以能盖住容量筒口为宜)。
校准坍落度测定仪:钢直尺,长300〜500mm,分度值0、5〜1mm。
校准试模:游标卡尺(长200mm或以上,分度值0、02mm)、钢直尺(长300mm,分度值0、5mm)钢角尺。
校准碎(卵)石标准筛:游标卡尺(200mm,分度值不小于0、02mm)。
校准砂浆分层度测定仪:游标卡尺(300mm,分度值不低于0、02mm)。
校准混凝土贯入阻力仪:游标卡尺(150mm,分度值不低于0、02mm)、200 x 200mn平板玻璃一块。
校准砂浆稠度仪:架盘天平(500g,精度1g)、钢直尺(300mm,精度1mm)。
校准混凝土搅拌机加水装置:台称、秒表(或带秒针得手表)、铁桶(或容器)。
校准养护室温度、相对湿度:干、湿温度计与时钟。
校准测深水铊、测深仪:钢卷尺(30m) 1 把。
校准用测量仪器需经确认合格。
4. 玻璃量器校准实施步骤4.1. 外观检查:目测检查玻璃量器有无损坏,就是否干净,刻度线就是否清淅。
4.2. 玻璃量器容积得校准:⑴记录校准环境温度(最好控制在20 士/范围内)。
准备校准用得蒸馏水或食用自来水。
⑵量器称重;⑶将校准用水装入量器内至标称容积得刻线处,称重。
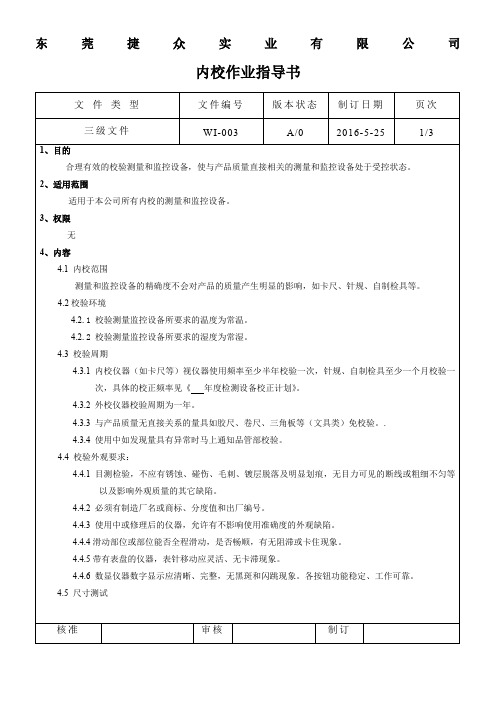
量具内校校验作业指导书 5.9,A0
d1厚度校验示值 d1厚度校验
d2厚度校验
d2厚度校验示 值
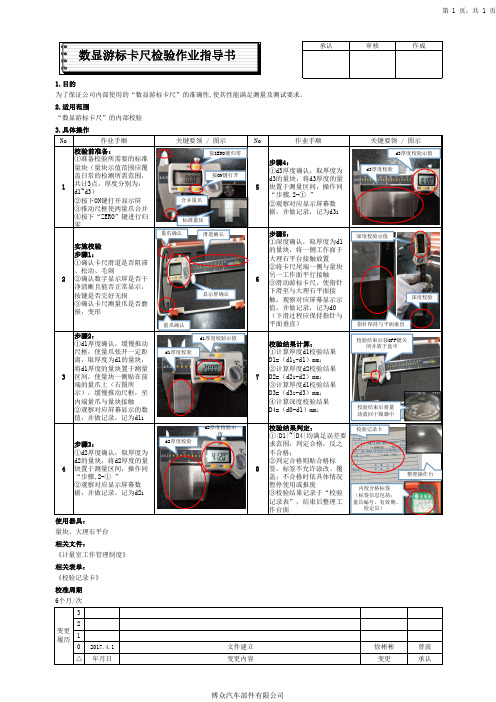
校验结果计算: ①计算厚度d1校验结果 D1=(d11-d1)mm; ②计算厚度d2校验结果 7 D2=(d21-d2)mm; ③计算厚度d1校验结果 D3=(d31-d3)mm; ④计算深度校验结果 D4=(d0-d1)mm;
校验结束后按OFF键关 闭并放于盒中
步骤5: ①深度确认,取厚度为d1 的量块,将一侧工作面于 大理石平台接触放置 ②将卡尺尾端一侧与量块 另一工作面平行接触 6 ③滑动游标卡尺,使指针 下滑至与大理石平面接 触,观察对应屏幕显示示 值,并做记录,记为d0 (下滑过程应保持指针与 平面垂直)
关键要领 / 图示
d3厚度校验示值 d3厚度校验
步骤3: ①d2厚度确认,取厚度为 d2的量块,将d1厚度量块 4 工作面与平台面接触放 置,操作同“步骤2-① ” ②观察对应显示屏幕数 据,并做记录,记为d21
d1厚度校验示值
d1厚度校验 d2厚度校验示值
d2厚度校验
内校合格标签 (标签信息包括: 量具编号、有效期、
检定员)
校验结果判定及整理:
3.具体操作
No
作业手顺
关键要领 / 图示
No
作业手顺
校验前准备: ①准备校验所需要的标准 量块(量块示值范围,应 覆盖日常的检测所需范 围,共计3点,厚度分别 1 为:d1~d3) ②按下ON键打开显示屏 ③推动尺框使两量爪合并 ④按下“ZERO”键进行归 零
标准量块
按ON键打开
按ZERO键归零
合并量爪
校验结束后将量 块放回干燥器中 内校合格标签 (标签信息包括: 量具编号、有效期、
检定员)
校验结果判定及整理:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
登录
确认
5.1.2 目视观察:在量程范围内尺框沿尺身移动应平衡,不应有阻滞现象;紧固螺
钉的作用应可靠;深度尺不允许有窜动;尺身和尺框的配合应无明显窜动。 5
.
受检点不少于均
匀 mm分、布84的.530点mm。、
1布061点.8。0m受m。检对点于
的分布根据实际 受检点应在量爪的里端和外端两位置校准。校准应在螺钉紧固和松开两种状
±0.10
5 .5
.
>500-1000
刻度线及数值是 否清晰可见;检
±0.07
±0.10
±0.15
文件编 号 版次
制定日 期
核准
审核
制定
转
动 效
5
;
.
正
两 测量范围(mm)
受检尺寸(mm)
0-25
5.120 10.240 15.360 21.500 25.000
25-50
32.120 35.240 40.360 46.500 50.000
态下进行。各点示值误差以该点读数数值与三次元测量数值之差确定。卡尺 的校准包括内爪
5
、外爪与深度尺
. 分度值(mm)
尺寸范围(mm)
0.01、0.02
0.05
0.1
示值误差(mm)
0-150 >150-200 >200-300 >300-500
±0.02 ±0.03 ±0.04 ±0.05
±0.05 ±0.08
*******有限公司
量规仪器内部校验作业指导书
1.目的:保证计量仪器的有效使用,确保产品实现过程的质量。 2
.3
.3
.3
4.
.环
5境
.5
.5
外观要求:卡尺
.
的表面上不应有
晰、均匀,不应有脱色现象;卡尺上应标有分度值、制造厂名、工厂标志和
出厂编号;使用中和修理后的卡尺不应有影响使用准确度的外观缺陷。
50-75
55.120 60.240 65.360 71.500 75.00075-1005来自.示5值
.5
.
响
计 等
; 3
0刻
5
度
.
湿
度 合
5
格
5.
.差
5以
.点
进
5
.
5
.
程
5
要
. 修订日期
80.120 85.240 90.360 96.500 100.000
0 .0 .0 .0 .
修订内容
± 0± 0± 0± 0