Cr12MoV热处理工艺
cr12mov热处理后加工变形
cr12mov热处理后加工变形
摘要:
1.cr12mov 材料特性
2.cr12mov 热处理过程
3.cr12mov 加工变形原因
4.减少cr12mov 加工变形的措施
正文:
CR12MOV 是一种高强度、高硬度、高韧性的冷作模具钢材料,由于其优异的性能,被广泛应用于各种冷作模具的制造。
然而,在经过热处理后,
CR12MOV 材料在加工过程中容易产生变形,这给模具的制造和使用带来了不少困扰。
下面我们来分析一下CR12MOV 热处理后加工变形的原因及应对措施。
首先,CR12MOV 材料的特性决定了它在热处理过程中容易产生变形。
CR12MOV 钢属于高碳合金钢,碳含量较高,使得钢的硬度和强度得到提高,但塑性和韧性降低。
在热处理过程中,碳原子和合金元素会发生扩散,从而导致晶粒长大和碳化物析出,使钢的硬度和强度进一步提高。
但同时,塑性和韧性会继续降低,这使得CR12MOV 在热处理后加工过程中更容易产生变形。
其次,CR12MOV 热处理过程中,由于温度、保温时间、冷却速度等因素的控制不当,可能导致热处理组织不均匀,从而使钢的性能发生不均匀变化,进一步加大加工变形的可能性。
针对CR12MOV 热处理后加工变形的问题,可以采取以下措施来减少变
形:
1.合理控制热处理工艺参数,如加热速度、保温时间、冷却速度等,以保证热处理组织均匀;
2.在加工过程中,采用适当的切削参数和刀具材料,以降低切削力和热量,减少加工过程中的变形;
3.对模具结构进行优化,尽量避免应力集中,以降低加工变形的风险;
4.在加工过程中,对模具进行适当的时效处理,以消除内应力,降低变形。
浅析Cr12MoV模具钢热处理工艺

李 志新
佳木斯电机股份有限公 司, 黑龙江佳木斯(50 2 140 )
中图分类号 T 3 5 1 文献标识码 B 文章编号 10 7 8 (06)5 0 6— 2 M 0 . 0 8— 2 1 2 0 0 —04 0
Sm p eAn lsso a r a m e tPr c s o 1 M O Di te i l ay i fHe tT e t n o e sf rCr 2 V e S e l
【模具在冲制一段时间后 , E t 冲头较松 , 刺增 毛 大, 随之寿命也降低 , 并且凸凹模用红套 圈红套 ,
1模柄 . 8 螺钉套 . 1. 2 上夹板 2 凸凹模 . 3 脱料橡胶 . 4 下 夹板 . 5 下模 .
维普资讯 防 爆 电机( X L SO E P O I N— R O L C R C MA H N P O FE E T I C I E)
20 06
1 第4 卷 (
蒜i期 塑)
浅析 C1M V模 具钢热 处理工艺 r2 o
黄金成
关键词 淬透性 淬火温度 回火
Hu n ic e g a d L hxn a g Jn h n n i ii Z Ke o d Q ec igdge , u n hn m ea r ,t p r g y w r s un hn e e q ec igt p rt e e e n . e u m i
U 引 置
宜的组织结构 。 ( 下转 5 0页)
物、 过共析碳化物和 共析碳化物 ( 在退火组织 中 约占 1% ~1% , 5 7 在淬火组织中约 占 1%) 2 。在
冶金过程中, 由于共晶碳化物沿奥 氏体晶界呈 网
收稿 日 : 0 4 . . 期 2 63 1 0 46 黄金成
cr12mov淬火最佳温度

cr12mov淬火最佳温度
(最新版)
目录
1.介绍 CR12MOV 材料
2.阐述淬火的概念和目的
3.详述 CR12MOV 淬火的最佳温度
4.说明达到最佳温度的方法和注意事项
5.总结 CR12MOV 淬火最佳温度的重要性
正文
CR12MOV 是一种高性能合金工具钢,广泛应用于制造切削工具、模具和耐磨零件等领域。
为了提高其硬度、耐磨性和韧性,通常需要进行淬火处理。
淬火是将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质(冷却剂)中快速冷却的金属热处理工艺。
通过淬火,可以提高CR12MOV 的性能,使其在实际应用中发挥更好的效果。
那么,CR12MOV 淬火的最佳温度是多少呢?一般来说,CR12MOV 淬火的最佳温度在 1000-1100 摄氏度之间。
在这个温度范围内,CR12MOV 的
组织结构发生变化,使其具有较高的硬度和耐磨性,同时保持良好的韧性。
要达到 CR12MOV 淬火最佳温度,需要采用正确的加热方法。
首先,
将 CR12MOV 工件放入加热炉中,然后缓慢加热至 1000-1100 摄氏度。
在此过程中,要注意控制加热速度,避免温度过高或过低。
当达到预定温度后,需要保温一段时间,以确保工件内外温度均匀。
随后,将工件迅速浸入淬冷介质中,使其迅速冷却。
常用的淬冷介质包括水、油和盐浴等。
在淬冷过程中,同样需要注意控制冷却速度,避免过度冷却导致工件开裂或性能下降。
总之,CR12MOV 淬火最佳温度的选取和控制对于提高其性能至关重要。
cr12mov热处理后加工变形

cr12mov热处理后加工变形(原创实用版)目录1.介绍 CR12MOV 材料2.热处理对 CR12MOV 材料的影响3.CR12MOV 热处理后的加工变形问题4.解决 CR12MOV 热处理后加工变形的方法正文一、介绍 CR12MOV 材料CR12MOV 是一种高性能合金工具钢,广泛应用于制造各种冷作模具和工具。
它具有高硬度、高韧性、耐磨性和耐热性等优点,能够在高温和高压的环境下保持良好的性能。
二、热处理对 CR12MOV 材料的影响热处理是金属材料加工中常用的一种工艺,通过对材料进行加热和冷却,可以改变其组织结构和性能。
对于 CR12MOV 材料来说,热处理可以提高其硬度和韧性,增强其耐磨性和耐热性。
然而,热处理也会对 CR12MOV 材料产生一定的变形。
这是因为在热处理过程中,材料会因温度变化而产生内应力,这些应力在冷却过程中无法完全消除,从而导致材料的变形。
三、CR12MOV 热处理后的加工变形问题CR12MOV 热处理后的加工变形主要表现为弯曲、扭曲和胀大等。
这些变形不仅影响模具和工具的使用寿命,还会影响其加工精度和表面质量。
四、解决 CR12MOV 热处理后加工变形的方法为了解决 CR12MOV 热处理后的加工变形问题,可以采取以下几种方法:1.采用适当的热处理工艺:通过合理控制热处理的温度、时间和冷却速度等参数,可以减少材料的内应力,从而降低其变形。
2.进行加工余量设计:在模具和工具的设计中,可以增加一定的加工余量,以补偿热处理后的变形。
3.采用合理的加工顺序:在加工过程中,可以先加工变形较大的部分,然后再加工变形较小的部分,以减少变形对加工精度的影响。
4.采用适当的冷却方式:在热处理过程中,可以采用适当的冷却方式,如喷雾冷却、油冷等,以降低材料的内应力,减少变形。
5.进行后续加工:对于热处理后的模具和工具,可以进行后续加工,如磨削、抛光等,以消除变形,提高加工精度和表面质量。
Cr12MoV钢热处理推荐规范
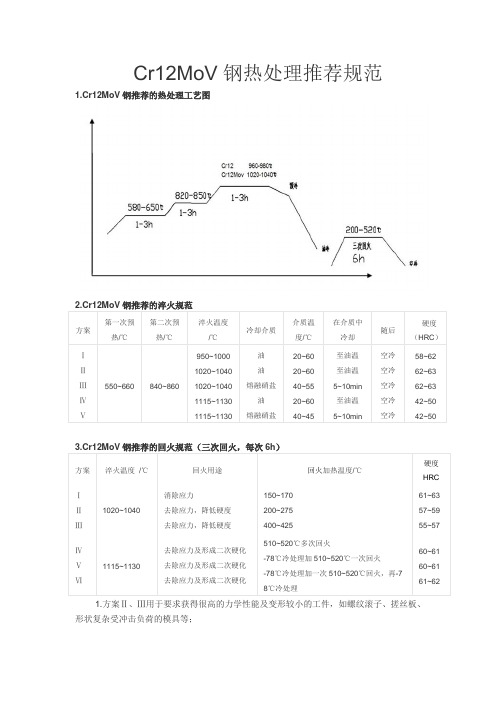
1.Cr12MoV钢推荐的热处理工艺图
2.Cr12MoV钢推荐的淬火规范
方案
第一次预热/℃
第二次预热/℃
淬火温度/℃
冷却介质
介质温度/℃
在介质中冷却
随后
硬度
(HRC)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
550~660
840~860
950~1000
1020~1040
1020~1040
1115~1130
-78℃冷处理加一次510~520℃回火,再-78℃冷处理
60~61
60~61
61~62
1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;
2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;
1115~1130
油
油
熔融硝盐
油
熔融硝盐
20~60
20~60
40~55
20~60
40~45
至油温
至油温
5~10min
至油温
5~10min
空冷
空冷
空冷Biblioteka 空冷空冷58~62
62~63
62~63
42~50
42~50
3.Cr12MoV钢推荐的回火规范(三次回火,每次6h)
方案
淬火温度/℃
回火用途
回火加热温度/℃
3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
Cr12MoV热处理工艺
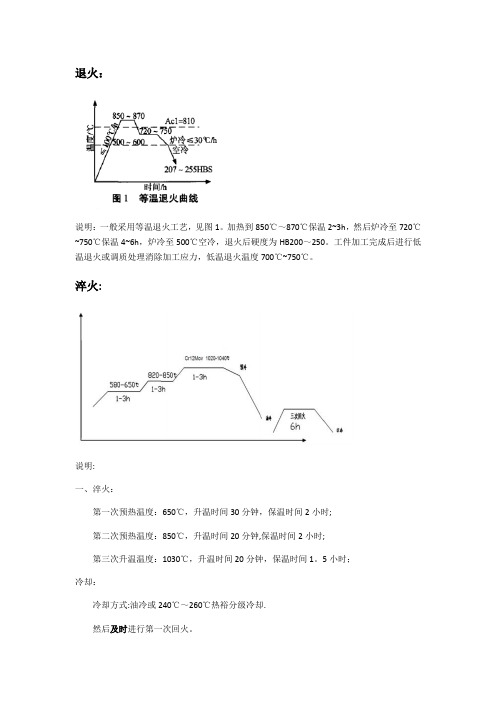
退火:
说明:一般采用等温退火工艺,见图1。
加热到850℃~870℃保温2~3h,然后炉冷至720℃~750℃保温4~6h,炉冷至500℃空冷,退火后硬度为HB200~250。
工件加工完成后进行低温退火或调质处理消除加工应力,低温退火温度700℃~750℃。
淬火:
说明:
一、淬火:
第一次预热温度:650℃,升温时间30分钟,保温时间2小时;
第二次预热温度:850℃,升温时间20分钟,保温时间2小时;
第三次升温温度:1030℃,升温时间20分钟,保温时间1。
5小时;
冷却:
冷却方式:油冷或240℃~260℃热裕分级冷却.
然后及时进行第一次回火。
二、回火:
160℃~180℃回火,硬度62HRC~64HRC.回火后空冷至室温.
说明:
回火一次后,出炉冷却,然后继续回火.重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经过适量微调回火温度及回火次数。
保温时间一般为每次回火保温6小时.
注意事项:
1、热处理过程均在真空热处理炉内进行。
2、装炉前清洁工件各部位。
3、装炉前工件上的螺孔要拧入螺栓。
渗碳低温淬火:
说明:850℃入炉,随炉升到960℃,用红外仪控制碳势在0.9%~1.0%,保温2min,共24min,柴油冷却,160℃~180℃回火两次,每次1h。
cr12mov钢不同热处理条件下的硬度和金相组织分析

Cr12MoV钢不同热处理条件下的硬度和金相组织分析王丽君1,苗彬2,孟先新1(1.华北水利水电学院,郑州450011;2.河南省机械设计研究院,郑州450002)摘要:研究了Cr12MoV钢在不同温度淬火和回火后的硬度变化,并对不同热处理条件下的金相组织进展了分析。
关键词:Cr12MoV钢;热处理;硬度;金相组织Cr12MoV钢是广泛用于模具行业的冷作模具钢,具有高淬透性,截面为300~400mm2以下者可以完全淬透。
在300~400℃时仍可保持良好硬度和耐磨性,因此可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
由于该钢中存在大量碳化物,且偏析严重,因此不同的热处理工艺对钢的性能有很大的影响[1]。
本文对Cr12MoV钢在不同热处理条件下的硬度和金相组织进展了分析,为业内人士提供参考。
1 实验条件(1)试样材料:Cr12MoV钢,碳化物偏析较严重。
(2)试样规格:试棒为<100mm×200mm,在试棒的R/2处截取金相试样15mm×15mm×20mm。
(3)淬火前进展等温退火,850±10℃保温100~120min,740℃等温4h。
(4)淬火加热用盐浴炉,冷却介质为20号机油。
(5)金相组织用XJB-200型在线金相仪。
2 试验结果与分析2.1 硬度Cr12MoV钢经不同温度淬火和不同温度回火后的硬度实验数据见表1所示。
根据实验数据绘制其关系曲线如图1所示。
从表1和图1可以看出:(1)Cr12MoV钢淬火后的硬度与淬火温度有极大关系,980~1040℃淬火获得的最高硬度为63~65HRC。
(2)Cr12MoV钢的回火稳定性高,980~1040℃淬火,200℃回火2次,每次2h,硬度为~60.5HRC,250℃回火1h,硬度为~。
(3)1100℃淬火,520℃回火2~3次,“二次硬化〞硬度最高为~61HRC。
(4)1130℃淬火,520℃回火3次,硬度仅进步到50HRC,在550℃回火1~2次,硬度进步到58HRC。
Cr12MoV冷模具钢热处理工艺的探讨

煤 炭技术 g鳖!!g£b22}29
vd.2。.N西
尘::罂:
综采下分层工作面顶板控制探讨
李苏龙, 张青合, 张红军
(晋城煤业集团风凰山矿.山西晋城0480∞)
摘 要:通过对凤凰山矿综采下分层工作面在回采过程中冒硬原因的分析研究,探讨了下分层工作面的顶板控制
措施。
关键词:综采;下分层;冒顶;控制
(1)顶板:下分层直接顶由金属网和灰黑色泥
下分层工作面的主要事故为顶板事故,尤以机道上 岩锈结而成,联网质量和水文情况影响假顶状况,不
的端面冒顶最为突出。因冒顶造成的死架、倒架事故 锈结或锈蚀严重均会导致端面的随采随落。
也屡见不鲜.因此在假顶下回采,顶板管理是影响生
(2)初次来压和周期来压:下分层初次来压步
Crl2M“are approached.
Key words:Crl2MoV steel;die;heattreatHlen‘p70cess
收稿日期:200l一03一15;修订日期:200l一06—0I
作者简万介:方李数苏龙据(1964一).男,工程师,现在晋城煤业集团凤匣山矿从事技术工作
vtd.20.N06
■:::翌:
crl2MoV冷模具钢热处理工艺的探讨
郭晓红
(阳煤集团机电总厂,山西阳泉045008)
摘 要:分析了模具质量的特点,探讨了crl2M“钢的热处理工艺特性。 关键词:crl2M“钢;模具:热处理工艺
中图分类号:TBl62.4
文献标识码:A
文章编号:1008—8725 C2001)06—0嘶5—01
(FI倒an Prov.coal Mne Maclimry P1anI.Fujjan kI埘aTl 364000.china)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cr12MoV冷作模热处理工艺及注意事项
热处理工艺图如下图:
说明:
一、淬火
在实际热处理中,
第一次预热温度:650℃,升温时间30分钟,保温时间 2 小时
第二次预热温度:850℃,升温时间20分钟,保温时间 2 小时
第三次升温温度:1030℃,升温时间20分钟,保温时间小时
冷却:
冷却方式:油冷。
冷却至油温。
然后及时进行第一次回火
二、回火
根据所要求的硬度,来确定回火温度。
50-55HRC 回火温度 530℃
55-60HRC 回火温度 520℃
>60HRC 回火温度<180℃
回火后空冷(加风扇)至室温即可。
说明:
回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:
1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。