Cr12MoV热处理工艺
cr12mov热处理后加工变形
cr12mov热处理后加工变形
摘要:
1.cr12mov 材料特性
2.cr12mov 热处理过程
3.cr12mov 加工变形原因
4.减少cr12mov 加工变形的措施
正文:
CR12MOV 是一种高强度、高硬度、高韧性的冷作模具钢材料,由于其优异的性能,被广泛应用于各种冷作模具的制造。
然而,在经过热处理后,
CR12MOV 材料在加工过程中容易产生变形,这给模具的制造和使用带来了不少困扰。
下面我们来分析一下CR12MOV 热处理后加工变形的原因及应对措施。
首先,CR12MOV 材料的特性决定了它在热处理过程中容易产生变形。
CR12MOV 钢属于高碳合金钢,碳含量较高,使得钢的硬度和强度得到提高,但塑性和韧性降低。
在热处理过程中,碳原子和合金元素会发生扩散,从而导致晶粒长大和碳化物析出,使钢的硬度和强度进一步提高。
但同时,塑性和韧性会继续降低,这使得CR12MOV 在热处理后加工过程中更容易产生变形。
其次,CR12MOV 热处理过程中,由于温度、保温时间、冷却速度等因素的控制不当,可能导致热处理组织不均匀,从而使钢的性能发生不均匀变化,进一步加大加工变形的可能性。
针对CR12MOV 热处理后加工变形的问题,可以采取以下措施来减少变
形:
1.合理控制热处理工艺参数,如加热速度、保温时间、冷却速度等,以保证热处理组织均匀;
2.在加工过程中,采用适当的切削参数和刀具材料,以降低切削力和热量,减少加工过程中的变形;
3.对模具结构进行优化,尽量避免应力集中,以降低加工变形的风险;
4.在加工过程中,对模具进行适当的时效处理,以消除内应力,降低变形。
Cr12MoV热处理知识
Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
3)工件截面尺寸相差太大,或孔洞很多,或有应力集中的地方。
cr12mov淬火最佳温度

cr12mov淬火最佳温度
(最新版)
目录
1.介绍 CR12MOV 材料
2.阐述淬火的概念和目的
3.详述 CR12MOV 淬火的最佳温度
4.说明达到最佳温度的方法和注意事项
5.总结 CR12MOV 淬火最佳温度的重要性
正文
CR12MOV 是一种高性能合金工具钢,广泛应用于制造切削工具、模具和耐磨零件等领域。
为了提高其硬度、耐磨性和韧性,通常需要进行淬火处理。
淬火是将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质(冷却剂)中快速冷却的金属热处理工艺。
通过淬火,可以提高CR12MOV 的性能,使其在实际应用中发挥更好的效果。
那么,CR12MOV 淬火的最佳温度是多少呢?一般来说,CR12MOV 淬火的最佳温度在 1000-1100 摄氏度之间。
在这个温度范围内,CR12MOV 的
组织结构发生变化,使其具有较高的硬度和耐磨性,同时保持良好的韧性。
要达到 CR12MOV 淬火最佳温度,需要采用正确的加热方法。
首先,
将 CR12MOV 工件放入加热炉中,然后缓慢加热至 1000-1100 摄氏度。
在此过程中,要注意控制加热速度,避免温度过高或过低。
当达到预定温度后,需要保温一段时间,以确保工件内外温度均匀。
随后,将工件迅速浸入淬冷介质中,使其迅速冷却。
常用的淬冷介质包括水、油和盐浴等。
在淬冷过程中,同样需要注意控制冷却速度,避免过度冷却导致工件开裂或性能下降。
总之,CR12MOV 淬火最佳温度的选取和控制对于提高其性能至关重要。
cr12mov热处理后硬度极限

cr12mov热处理后硬度极限
CR12MOV是一种优质的不锈钢材料,其在热处理后硬度极限
非常高。
这种钢材广泛应用于制造高精度模具、切削工具、针头、轴承等高要求的机械零部件。
CR12MOV钢材的硬度极限主要取决于热处理工艺。
热处理过
程中,首先需要进行退火处理,将钢材加热至800℃左右,保
温1-2小时,然后缓慢冷却至室温。
这样可以消除钢材内部的
应力,提高其塑性和韧性。
接下来进行淬火处理,将钢材加热至980℃左右,保温时间根
据钢材厚度而定,一般为30分钟左右。
然后迅速将钢材浸入
水中或油中进行淬火,使钢材迅速冷却,从而使其表面形成一层硬度很高的马氏体。
这样可以提高钢材的硬度和耐磨性。
最后进行回火处理,将钢材加热至250-350℃,保温1-2小时,然后冷却至室温。
这样可以消除淬火过程中产生的内部应力,提高钢材的韧性和抗拉强度。
经过以上三个步骤的处理,CR12MOV钢材的硬度极限可以达
到60-62HRC。
这个硬度值非常高,可以满足各种高要求的机
械零部件的制造需求。
同时,CR12MOV钢材还具有较好的耐
腐蚀性、耐磨性和韧性,是一种非常优秀的不锈钢材料。
总之,CR12MOV热处理后的硬度极限非常高,可以满足各种
高要求的机械零部件的制造需求。
如果您需要制造高精度模具、切削工具、针头、轴承等机械零部件,CR12MOV钢材是一个
非常优秀的选择。
Cr12MoV钢热处理推荐规范
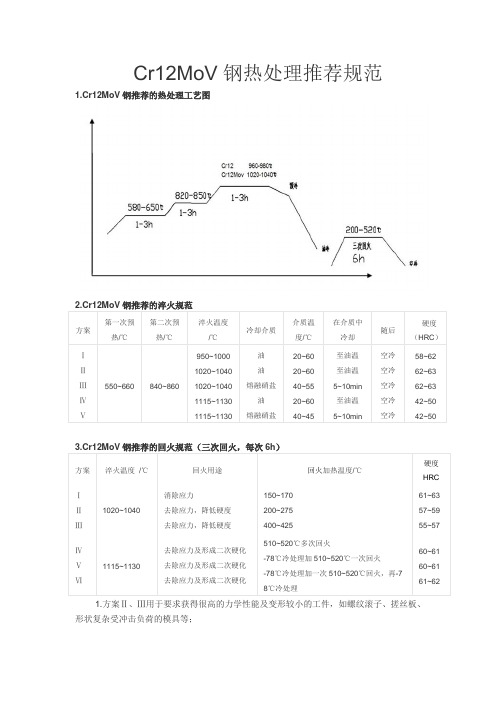
1.Cr12MoV钢推荐的热处理工艺图
2.Cr12MoV钢推荐的淬火规范
方案
第一次预热/℃
第二次预热/℃
淬火温度/℃
冷却介质
介质温度/℃
在介质中冷却
随后
硬度
(HRC)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
550~660
840~860
950~1000
1020~1040
1020~1040
1115~1130
-78℃冷处理加一次510~520℃回火,再-78℃冷处理
60~61
60~61
61~62
1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;
2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;
1115~1130
油
油
熔融硝盐
油
熔融硝盐
20~60
20~60
40~55
20~60
40~45
至油温
至油温
5~10min
至油温
5~10min
空冷
空冷
空冷Biblioteka 空冷空冷58~62
62~63
62~63
42~50
42~50
3.Cr12MoV钢推荐的回火规范(三次回火,每次6h)
方案
淬火温度/℃
回火用途
回火加热温度/℃
3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
Cr12MoV热处理工艺
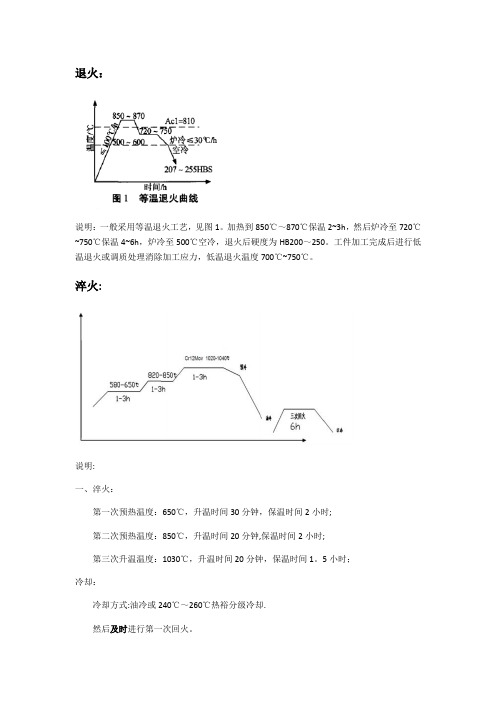
退火:
说明:一般采用等温退火工艺,见图1。
加热到850℃~870℃保温2~3h,然后炉冷至720℃~750℃保温4~6h,炉冷至500℃空冷,退火后硬度为HB200~250。
工件加工完成后进行低温退火或调质处理消除加工应力,低温退火温度700℃~750℃。
淬火:
说明:
一、淬火:
第一次预热温度:650℃,升温时间30分钟,保温时间2小时;
第二次预热温度:850℃,升温时间20分钟,保温时间2小时;
第三次升温温度:1030℃,升温时间20分钟,保温时间1。
5小时;
冷却:
冷却方式:油冷或240℃~260℃热裕分级冷却.
然后及时进行第一次回火。
二、回火:
160℃~180℃回火,硬度62HRC~64HRC.回火后空冷至室温.
说明:
回火一次后,出炉冷却,然后继续回火.重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经过适量微调回火温度及回火次数。
保温时间一般为每次回火保温6小时.
注意事项:
1、热处理过程均在真空热处理炉内进行。
2、装炉前清洁工件各部位。
3、装炉前工件上的螺孔要拧入螺栓。
渗碳低温淬火:
说明:850℃入炉,随炉升到960℃,用红外仪控制碳势在0.9%~1.0%,保温2min,共24min,柴油冷却,160℃~180℃回火两次,每次1h。
cr12mov钢不同热处理条件下的硬度和金相组织分析

Cr12MoV钢不同热处理条件下的硬度和金相组织分析王丽君1,苗彬2,孟先新1(1.华北水利水电学院,郑州450011;2.河南省机械设计研究院,郑州450002)摘要:研究了Cr12MoV钢在不同温度淬火和回火后的硬度变化,并对不同热处理条件下的金相组织进展了分析。
关键词:Cr12MoV钢;热处理;硬度;金相组织Cr12MoV钢是广泛用于模具行业的冷作模具钢,具有高淬透性,截面为300~400mm2以下者可以完全淬透。
在300~400℃时仍可保持良好硬度和耐磨性,因此可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
由于该钢中存在大量碳化物,且偏析严重,因此不同的热处理工艺对钢的性能有很大的影响[1]。
本文对Cr12MoV钢在不同热处理条件下的硬度和金相组织进展了分析,为业内人士提供参考。
1 实验条件(1)试样材料:Cr12MoV钢,碳化物偏析较严重。
(2)试样规格:试棒为<100mm×200mm,在试棒的R/2处截取金相试样15mm×15mm×20mm。
(3)淬火前进展等温退火,850±10℃保温100~120min,740℃等温4h。
(4)淬火加热用盐浴炉,冷却介质为20号机油。
(5)金相组织用XJB-200型在线金相仪。
2 试验结果与分析2.1 硬度Cr12MoV钢经不同温度淬火和不同温度回火后的硬度实验数据见表1所示。
根据实验数据绘制其关系曲线如图1所示。
从表1和图1可以看出:(1)Cr12MoV钢淬火后的硬度与淬火温度有极大关系,980~1040℃淬火获得的最高硬度为63~65HRC。
(2)Cr12MoV钢的回火稳定性高,980~1040℃淬火,200℃回火2次,每次2h,硬度为~60.5HRC,250℃回火1h,硬度为~。
(3)1100℃淬火,520℃回火2~3次,“二次硬化〞硬度最高为~61HRC。
(4)1130℃淬火,520℃回火3次,硬度仅进步到50HRC,在550℃回火1~2次,硬度进步到58HRC。
cr12mov钢的淬火回火工艺

Cr12MoV钢的淬火回火工艺如下:
1. 加热:将Cr12MoV钢加热至760℃~800℃的温度范围内,保持1小时。
加热过程应缓慢进行,避免出现温度梯度过大的情况。
2. 淬火:将加热后的Cr12MoV迅速放入油中进行淬火。
淬火过程中应保持油温在60℃左右,以确保淬火效果。
3. 回火:将淬火后的Cr12MoV加热至230℃~250℃的温度范围内,保持2小时。
回火的目的是为了提高钢材的韧性和强度,同时减少其脆性。
4. 冷却:回火后应将钢材迅速冷却至室温。
冷却的过程中应注意避免钢材表面损伤。
5. 检测:经过热处理后的Cr12MoV应进行硬度测试和金相检查,以确保其性能符合要求。
请注意,以上工艺仅供参考,具体工艺应根据实际操作和产品要求进行调整。
在操作过程中,应注意安全,遵循相关操作规程和安全规范。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
退火:
说明:一般采用等温退火工艺,见图1。
加热到850℃~870℃保温2~3h,然后炉冷至720℃~750℃保温4~6h,炉冷至500℃空冷,退火后硬度为HB200~250。
工件加工完成后进行低温退火或调质处理消除加工应力,低温退火温度700℃~750℃。
淬火:
说明:
一、淬火:
第一次预热温度:650℃,升温时间30分钟,保温时间2小时;
第二次预热温度:850℃,升温时间20分钟,保温时间2小时;
第三次升温温度:1030℃,升温时间20分钟,保温时间1.5小时;
冷却:
冷却方式:油冷或240℃~260℃热裕分级冷却。
然后及时进行第一次回火。
二、回火:
160℃~180℃回火,硬度62HRC~64HRC。
回火后空冷至室温。
说明:
回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经过适量微调回火温度及回火次数。
保温时间一般为每次回火保温6小时。
注意事项:
1、热处理过程均在真空热处理炉内进行。
2、装炉前清洁工件各部位。
3、装炉前工件上的螺孔要拧入螺栓。
渗碳低温淬火:
说明:850℃入炉,随炉升到960℃,用红外仪控制碳势在0.9%~1.0%,保温2min,共24min,柴油冷却,160℃~180℃回火两次,每次1h。