Cr12热处理工艺
cr12热处理工艺及硬度
cr12热处理工艺及硬度CR12热处理工艺及硬度CR12是一种具有优异耐磨性能和高硬度的冷作模具钢,常用于制造模具、刀具等耐磨零件。
而热处理是一种通过加热和冷却过程来改变材料的结构和性能的工艺方法。
本文将介绍CR12的热处理工艺流程以及不同工艺对其硬度的影响。
CR12热处理工艺一般分为四个步骤:预热、加热、淬火和回火。
具体工艺参数如下:1. 预热:将CR12加热至500℃左右,保持一定时间,主要是为了减少热应力和均匀加热。
2. 加热:将预热后的CR12继续加热至淬火温度,通常在980℃-1040℃之间。
加热时间与截面厚度有关,一般为30分钟至1小时。
3. 淬火:将加热至淬火温度的CR12迅速冷却至室温,一般采用油淬或空气淬火。
淬火速度快可以增加材料的硬度和强度。
4. 回火:在淬火后的CR12上进行回火处理,目的是降低材料的脆性并提高延展性。
回火温度通常在150℃-600℃之间,持续时间为1小时至数小时。
不同热处理工艺对CR12的硬度有不同的影响。
一般而言,淬火温度越高,冷却速度越快,CR12的硬度就越高。
然而,过高的淬火温度和过快的冷却速度会引起内部应力和裂纹,降低材料的韧性和抗冲击性。
在实际应用中,CR12的硬度要根据具体需求进行选择。
过高的硬度可能导致材料易于产生裂纹,而过低的硬度则会影响其使用寿命和耐磨性能。
一般来说,CR12的硬度范围在58-64HRC之间,可以根据不同的工艺要求进行调整。
除了热处理工艺外,CR12的硬度还受其他因素的影响,如冷加工变形、化学成分、元素分布等。
因此,在进行CR12的热处理过程中,需要综合考虑工艺参数、材料性能和应用要求等因素,以获得最佳的硬度和性能组合。
总而言之,CR12的热处理工艺是一项关键的工艺,可以通过合理的预热、加热、淬火和回火过程来获得所需的硬度和性能。
通过不同的工艺参数和工艺控制,可以满足不同应用对CR12硬度的需求,提高材料的耐磨性能和使用寿命。
cr12的热处理工艺

Cr12的热处理工艺
Cr12的热处理工艺
Cr12是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。
主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
目录
一、冲头的工作环境与失效分析•2
二、冲头的性能要求•4
三、冲头材料化学成份与临界•4
四、冲头化学成份作用•4
五、冲头的加热设备及冷却剂概述•5
六.冲头的热处理•8
【1】预先热处理
(1)球化退火
退火温度选择
退火时间选择
2016-全新公文范文-全程指导写作–独家原创
(2)去应力退火
【2】最终热处理
(1)淬火
不同淬火温度选择对材料力学性能影响
淬火时间的选择
不同淬火冷却介质对力学性能影响
(2)回火
回火温度确定
回火时间确定
七、回火时应注意的问题•17
八、淬火过程中常出现的缺陷防止方法•17
九、结论•18
2016。
Cr12MoV的热处理

Cr12MoV的热处理淬火——Cr12MoV冷作模具钢属于高碳高铬钢,它的组织和性能,其中包括硬度、塑性、强度、回火稳定性、淬火回火的体积变形等与淬火有极大的关系。
一般在加热温度810℃以上时,原始组织中索氏体和碳化物转变为奥氏体中和碳化物,随着温度的升高合金碳化物会继续向奥氏体中溶解,增加了奥氏体中C和Cr的浓度,因而得到较高的淬火硬度。
淬火温度达到1050℃时,硬度会达到最高值。
若淬火温度1100℃时,残余奥氏体就会很高,可能会达到80%以上,硬度会急剧下降。
因此,根据使用要求的不同,需要选择不同的淬火温度。
可以980-1030℃淬火、油冷,也可以1050-1080℃的淬火、油冷。
回火——根据模具的硬度要求,选择不同的淬火温度范围,如上述的两种温度。
一般采用高温回火和低温回火两种热处理方法。
以获得不同的强度、韧性和硬度。
980-1030℃淬火、油冷,采用一次硬化处理的回火,回火温度选择180-200℃,一般硬度为54-58HRC,这样可以得到较高的硬度和耐磨性,而且热处理变形较小。
1050-1080℃的淬火、油冷,采用二次硬化处理的回火,回火温度选择490-520,一般硬度为60-62HRC,一般采用多次的高温回火,一般为3-4次,每次2小时,模具经过二次硬化处理后,这样可以得到较高的红硬性和耐磨性。
以上这些工艺是我们的常用热处理工艺,对模具的热处理应用是很有帮助的,对模具的寿命的延长是很有好处的,这里面也会产生很大的经济效益。
至于45#钢,最好还是以低碳马氏体钢来代替,如20#钢和20Cr进行代替。
硬度一般在38-42HRC,再高也可以达到40-45HRC。
这些材料的热处理操作简单,工件的变形小,寿命也比45#钢长许多。
cr12和skd11热处理硬度 -回复

cr12和skd11热处理硬度-回复热处理钢材的硬度是指通过对钢材进行加热、保温和冷却等一系列工艺处理,以改变钢材的组织结构和力学性能,从而使其具有更高的硬度和强度。
在热处理过程中,选用合适的热处理工艺和材料十分关键。
cr12和skd11是常见的工具钢材料,在热处理后可以获得非常理想的硬度和韧性,下面将详细介绍它们的热处理过程及所达到的硬度。
首先,我们来介绍一下cr12钢材。
cr12是一种高碳铬工具钢,其化学成分主要包含碳(C)1.45-1.70%,硅(Si)≤0.40%,锰(Mn)≤0.40%,磷(P)≤0.030%,硫(S)≤0.030%,铬(Cr)11.50-12.50%,钼(Mo)≤0.60%。
这种钢材具有高硬度、良好的切削稳定性和机械性能等特点,在冷热模具、矩形刀具和冲压模具等领域得到广泛应用。
针对cr12钢材进行热处理,首先需要对其进行加热处理。
加热温度一般选择在900-950摄氏度,并严格控制上下温度偏差,使得钢材均匀加热到所需温度。
接下来,进行保温工艺。
保温时间的长短会对cr12的硬度产生明显影响,通常保温时间为1-2小时。
在保温过程中,钢材的内部组织结构会逐渐发生变化,晶粒长大,同时产生相应的质量变化和力学性能。
完成保温后,即可进入冷却工艺。
冷却工艺的选择和控制对最终硬度的影响非常重要。
常用的冷却方法包括水淬(quenching)、油淬(oil quenching)和气淬(air quenching)等。
由于cr12属于高碳钢,具有较高的淬透性,一般采用油淬工艺较为适用。
经过油淬后,钢材会快速冷却,从而形成较高的硬度。
经过上述步骤,cr12钢材的硬度可以达到HRC58-62。
具体硬度值的确定和控制需要通过硬度试验和相关测量设备进行。
此硬度范围的cr12钢材适用于高强度的切削模具和冲压模具等应用环境,具备良好的耐磨性和塑性。
接下来,我们来介绍一下skd11钢材。
skd11是一种高碳高铬工具钢,其化学成分主要包含碳(C)1.40-1.60%,硅(Si)≤0.60%,锰(Mn)≤0.60%,磷(P)≤0.030%,硫(S)≤0.030%,铬(Cr)11.0-13.0%,钼(Mo)0.5-1.0%。
Cr12钢材料的成分和热处理

Cr12钢材料的成分和热处理
Cr12钢是高碳高铬型冷作模具钢的代表性钢号之一。
含有极高量(质量分数)的C2.00%~2.30%和Cr11.00%~13.00%,是属于莱氏体钢,所以有很高的淬透性、淬硬性和耐磨性,淬火变形小,但当碳化物不均匀时,变形量多向性且不规则,它的组织不良是其主要缺点。
不均匀的碳化物很难用热处理方法改善,除非改用粉末冶金法制造。
Cr12钢冲击韧度差,导热性和高温塑性也差,热加工时要注意加热和锻造工艺。
该钢也是国际通用的冷作模具钢之一,但近来逐渐被更优秀的钢种如Cr12MoV、Cr12Mo1V1或基体钢所取代。
主要用于要求高耐磨受冲击负荷较小的冷冲模工作零件(凸模凹模)、冷挤压模的凹模等,由于具有明显的有点和缺点,使用手收到一定限制。
一化学成分
化学成分(质量分数,%)
二物理性质
临界温度
三热加工
热加工
四热处理
(1)预先热处理
(2)淬火
淬火规范
(3)回火
回火规范。
简述cr12型模具钢的热处理特点
简述cr12型模具钢的热处理特点CR12型模具钢是一种冷作模具钢,主要用于制作各种工作在低温下的模具,如冷冲模、冷剪模、冷切模等。
它具有较高的硬度和耐磨性,能够在低温下保持较好的切削性能和耐磨性能。
CR12型模具钢的热处理特点主要体现在以下几个方面:1. 热处理温度范围窄:CR12型模具钢的热处理温度范围比较窄,通常在950℃~1050℃之间。
在这个温度范围内,CR12型模具钢可以获得较好的组织结构和性能。
如果温度过高或过低,都会对材料的性能产生不良影响。
2. 热处理过程复杂:CR12型模具钢的热处理过程相对复杂,通常包括退火、淬火和回火等工艺。
退火工艺是为了消除内部应力,改善材料的可加工性;淬火工艺是为了使材料获得高硬度和良好的耐磨性;回火工艺是为了提高材料的韧性和强度。
3. 热处理要求严格:由于CR12型模具钢的使用要求较高,所以对其热处理的要求也比较严格。
热处理过程中需要控制好温度和时间,以确保材料获得理想的组织结构和性能。
此外,还需要注意淬火介质的选择,以及回火温度和时间的控制等。
4. 热处理效果稳定:经过适当的热处理,CR12型模具钢可以获得稳定的组织结构和性能。
其硬度通常在60~62HRC之间,耐磨性能良好,能够满足模具在低温下的使用要求。
总结起来,CR12型模具钢的热处理特点主要包括热处理温度范围窄、热处理过程复杂、热处理要求严格和热处理效果稳定。
这些特点使得CR12型模具钢能够在低温下保持较好的切削性能和耐磨性能,适用于制作各种工作在低温下的模具。
在实际应用中,我们需要根据具体的要求和工艺条件,选择合适的热处理工艺,以使CR12型模具钢获得最佳的组织结构和性能。
只有在正确的热处理条件下,CR12型模具钢才能发挥其最大的作用,提高模具的使用寿命和工作效率。
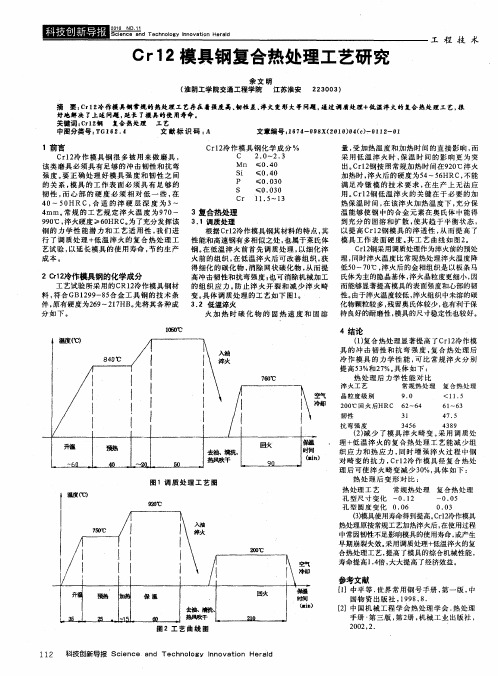
Cr12模具钢复合热处理工艺研究
Sci ce nd en a Tec hno ogy nn l I ovaton i He al r d
工 程 技 术
Cr 2模具 钢复 合热处 理 工艺研 究 1
余 文 明 ( 阴工学院 交通 工程学 院 江苏淮安 2 3 0 ) 淮 2 0 3
ห้องสมุดไป่ตู้
C 1冷 作 模 具 钢 化 学 成 分 % r2
C Si 2. O~ 2. 3 ≤ 0. 40
M n ≤ 0. 40
量 , 加 热 温 度 和加 热时 间的 直 接 影 响 , 受 而 采 用 低 温 淬 火 时 , 温 时 间 的影 响 更 为 突 保
出 。 r 2 按 照 常规 加 热 时 间在 9 0 C l钢 2 ℃淬 火 加 热 时 , 火后 的 硬 度为 5 ~5 HR 不 能 淬 4 6 C, P ≤ O. O3O 满 足 冷 镦 模 的技 术 要 求 , 生 产 上 无 法 应 在 S ≤ 0. O3O 用 。 r 2 低 温 淬 火 的 关键 在于 必要 的加 C 1钢 Cr l 5~ l 1. 3 热 保 温 时 间 , 该 淬 火 加 热 温 度下 , 分保 在 充 温 能 够 使 钢 中 的 合 金元 素 在 奥 氏体 中 能得 3复合热处理 到 充 分 的 固 溶 和扩 散 , 其趋 于 平 衡 状 态 , 使 3 1调质处 理 . 根据 C l冷作 模具 钢 其材 料 的特 点 , r2 其 以 提 高 C l 钢 模具 的 淬 透 性 , 而 提 高 了 r2 从 其 。 性 能 和高 速 钢有 多 相似 之 处 , 属 于莱 氏体 模 具 工 作 表 面 硬 度 。 工 艺 曲线 如 图2 也 钢。 在低 温 淬 火 前 首 先 调 质处 理 , 细 化淬 以 C l钢采 用调 质处理 作为淬 火前 的预处 r2 同 火 前 的 组 织 , 低 温 淬 火后 可 改 善 组 织 , 在 获 理 , 时淬 火 温度 比 常规 热处 理 淬火 温 度降 得 细 化 的 碳化 物 , 除 网状 碳 化 物 , 而提 低5 ~7 " 淬火 后 的金 相组 织 是 以板 条马 消 从 0 0 C, 淬火 晶粒 度更细小 , 因 2Cl冷 作模具钢的化学成分 r 2 高 冲 击韧 性和 抗 弯 强度 ; 可消 除机 械 加 工 氏体 为主 的隐 晶基体 , 也 工 艺试 验 所采 用 的 C 2 作 模具 钢 材 的 组 织 应 力 。 止 淬 火 开 裂 和 减 少 淬 火 畸 而能 够显 著提高 模具 的表面 强度 和心部 的韧 R1冷 防 料 , 合GB 2 9 5 金 工 具 钢 的 技 术 条 变 。 体调 质处 理 的 工艺 如 下 图 l 符 I 9 -8 合 具 。 性。 由于淬 火温 度较低 , 淬火 组织 中未溶 的碳 件 , 有硬 度 为2 9 1HB。 将 其各 种成 3 2 低 温淬火 原 6 ~2 7 先 . 化物颗 粒较 多 , 留奥 氏体较 少 , 有利于保 残 也 分 如下。 模具 的尺寸稳 定性 也较好 。 火 加 热 时 碳 化 物 的 固 热 速 度 和 固 溶 持 良好 的耐 磨性 ,
Cr12钢真空热处理工艺研究

温度 /℃
850 ̄1100
650 ̄850 15 30
油淬
100 ̄500
60
空冷
时间 /min 图 1 Cr12 真空热处理工艺 Fig.1 The vacuum heat treatment process for Cr12 steel
2 实验结果与分析
收 稿 日 期: 2007-09-14 作者简介:陈勇(1975-),男, 江苏盐城人,工程师,硕士研究生;
and annealing temperature on microstructure and mechanical properties of Cr12 steel were studied. The deformation degree between ordinary heat treatment and vacuum heat treatment was compared. The results show that the optimal vacuum heat treatment process is selected at 1 000℃ and 50 kPa vacuity, quenching in oil.
Key wor ds: Cr12 steel; vacuum heat treatment; hardness; deformation
Crl2 钢是目前国内广泛使用的冷作模具钢之 一。该钢具有淬透性好、硬度高且耐磨、热处理变 形小等优点, 常用于制作承受重负荷、生产批量 大、形状复杂的冷作模具, 如冷冲、压印、冷镦、冷 挤压模等。但该钢的显著缺点是脆性大, 常常导 致模具的早期失效。模具失效分析表明, 热处理 因素影响最大, 约占 50%[1]。真空热处理具有防止 加热氧化和不脱碳的特点, 同时由于真空热处理 可以有效地控制加热和冷却速率, 与普通热处理 相比, 零件或工件变形较小[2]。真空热处理在使材 料具有相同强度和硬度的前提下, 能显著提高材 料的韧性, 大幅度提高模具的寿命。鉴于此, 本文 对 Cr12 钢真空热处理工艺进行了初步探索。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cr12MoV钢是高碳高铬莱氏体钢,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm 以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为钢棒与锻件960度空冷+700~720度回火,空冷。
最终热处理工艺,由于较多,可以给你提供一组典型的工艺:
淬火:
第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
回火:
经过以上淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:
加热温度400~425℃,得到HRC=57~59。
CR12的硬度达到58~~62度的热处理工艺
加热950-980,小零件保温2小时,大零件4小时。
油冷或空冷。
记住:这样很容易开裂。
所以,最好是做一下回火处理。
加热200度,保温2小时,空气冷却。
再放在露天,2天。
时效处理。