压力管道探伤口数量计算说明
钢管x光射线探伤张数计算

钢管x光射线探伤张数计算
钢管x光探伤的张数计算与管子的直径、壁厚、探伤速度有关。
通常,管子直径越大、壁厚越薄、探伤速度越快,所需的张数就越少。
假设有一根直径为10cm,壁厚为1cm的钢管需要进行x光探伤,探伤速度为10m/min,则每张探伤片的长度为10m。
根据管子周长计算,每张探伤片可覆盖的管长为:
管长= π × 直径 = 3.14 × 10cm = 31.4cm
将管长转换为米,得到:
管长 = 0.314m
因此,每张探伤片的覆盖面积为:
覆盖面积 = 长度 ×宽度 = 10m × 0.314m = 3.14平方米
假设需要覆盖的钢管长为100m,则需要的张数为:
张数 = 总管长 ÷单张覆盖管长 = 100m ÷ 0.314m = 318.5张
因此,我们需要约319张探伤片完成对这根钢管的x光探伤。
需要注意的是,实际的探伤情况可能因为管子表面情况、探伤机器性能等因素而有所不同,因此以上计算结果仅供参考。
管道焊口无损探伤

管道焊口无损探伤一、管道焊缝应按照设计要求的检验方法和数量进行无损探险伤二、管口焊接含量取定可参考下表:序号项目10米直管焊口含量(个)10米管件焊口含量(个)单根管取定长度(m)碳钢、不锈钢、铬钼钢、有缝低温钢管、≤DN2501.27 20.6 6碳钢、不锈钢、铬钼钢、有缝低温钢管、≥DN3001 20.6 8碳钢板卷管、DN200~600 1.56 20.6 6.4碳钢板卷管、DN700~900 1.96 20.6 6.4碳钢板卷管、DN1000~1400 2.48 20.6 4.8碳钢板卷管、DN1600~3000 2.38 20.6 4.8螺旋卷管0.67 20.6 12三、无损探伤的拍片张数按设计规定计算的探伤焊缝总长度除以定额取定的胶片有效长度计算。
定额取定的胶片有效长度为250mm,设若计无明确规定,可参照下表计算,结算时按现场实际拍片张数计算。
管道焊口透视拍片张数表序号管外径底片规格张数序号管外径底片规格张数1 ≤89 1502 12 ≤1020 300 132 ≤133 1504 13 ≤1220 300 153 ≤159 2404 14 ≤1420 300 184 ≤273 300 4 15 ≤1620 300 205 ≤377 300 5 16 ≤1820 300 236 ≤478 300 6 17 ≤2020 300 257 ≤529 300 7 18 ≤2220 300 288 ≤630 300 8 19 ≤2420 300 309 ≤720 300 9 20 ≤2620 300 3310 ≤820 300 10 21 ≤2820 300 3511 ≤920 300 12 22 ≤3020 300 38四:管道探伤计算方法:每10米管道含有1.27个焊缝,X射线张数=1.27×延长米数×一圈管道所需的张数×0.2。
管道焊接拍片数量确定
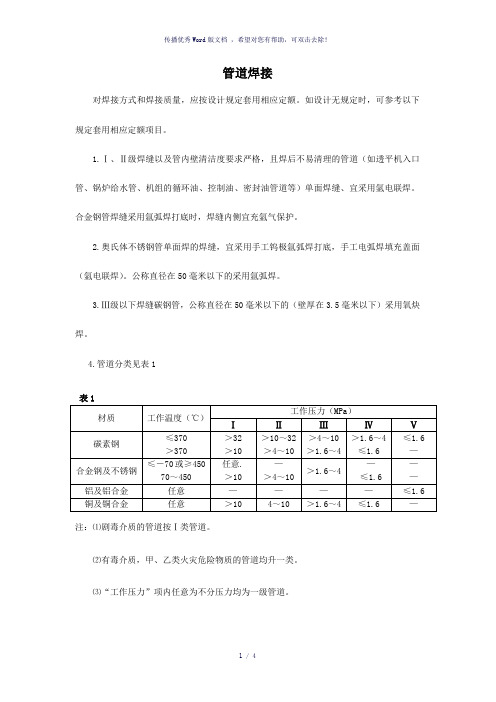
管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4.管道分类见表1注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
表2注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理。
6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费不变,材料费乘0.5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
表5注:每条管线上最低探伤不得少于一个焊口。
-----精心整理,希望对您有所帮助!。
压力管道需要探伤的标准
压力管道需要探伤的标准
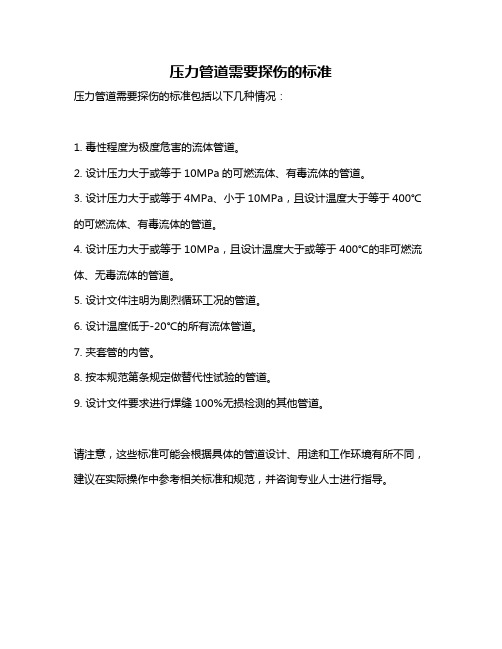
压力管道需要探伤的标准包括以下几种情况:
1. 毒性程度为极度危害的流体管道。
2. 设计压力大于或等于10MPa的可燃流体、有毒流体的管道。
3. 设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道。
4. 设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道。
5. 设计文件注明为剧烈循环工况的管道。
6. 设计温度低于-20℃的所有流体管道。
7. 夹套管的内管。
8. 按本规范第条规定做替代性试验的管道。
9. 设计文件要求进行焊缝100%无损检测的其他管道。
请注意,这些标准可能会根据具体的管道设计、用途和工作环境有所不同,建议在实际操作中参考相关标准和规范,并咨询专业人士进行指导。
管道焊缝射线探伤数量和合格年级别
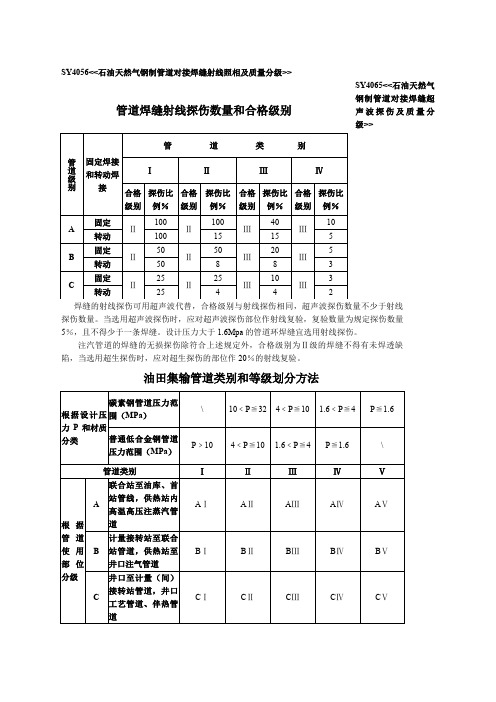
SY4056<<石油天然气钢制管道对接焊缝射线照相及质量分级>>
SY4065<<石油天然气钢制管道对接焊缝超
声波探伤及质量分级>>
焊缝的射线探伤可用超声波代替,合格级别与射线探伤相同,超声波探伤数量不少于射线探伤数量。
当选用超声波探伤时,应对超声波探伤部位作射线复验,复验数量为规定探伤数量5%,且不得少于一条焊缝。
设计压力大于1.6Mpa 的管道环焊缝宜选用射线探伤。
注汽管道的焊缝的无损探伤除符合上述规定外,合格级别为Ⅱ级的焊缝不得有未焊透缺陷,当选用超生探伤时,应对超生探伤的部位作20%的射线复验。
油田集输管道类别和等级划分方法
管道焊缝射线探伤数量和合格级别
焊接层数及焊条直径
焊道焊接应采用多层焊,焊道熔渣应清除干净,并进行外观检查,合格后可进行下道焊接。
低氢焊条在常温下4h应重新烘干,重复烘干次数不得超过两次。
压力管道探伤口数量计算说明
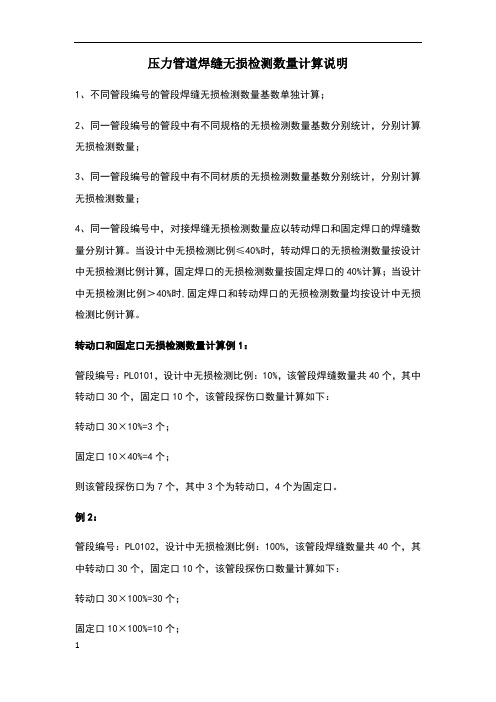
压力管道焊缝无损检测数量计算说明
1、不同管段编号的管段焊缝无损检测数量基数单独计算;
2、同一管段编号的管段中有不同规格的无损检测数量基数分别统计,分别计算无损检测数量;
3、同一管段编号的管段中有不同材质的无损检测数量基数分别统计,分别计算无损检测数量;
4、同一管段编号中,对接焊缝无损检测数量应以转动焊口和固定焊口的焊缝数量分别计算。
当设计中无损检测比例≤40%时,转动焊口的无损检测数量按设计中无损检测比例计算,固定焊口的无损检测数量按固定焊口的40%计算;当设计中无损检测比例>40%时,固定焊口和转动焊口的无损检测数量均按设计中无损检测比例计算。
转动口和固定口无损检测数量计算例1:
管段编号:PL0101,设计中无损检测比例:10%,该管段焊缝数量共40个,其中转动口30个,固定口10个,该管段探伤口数量计算如下:
转动口30×10%=3个;
固定口10×40%=4个;
则该管段探伤口为7个,其中3个为转动口,4个为固定口。
例2:
管段编号:PL0102,设计中无损检测比例:100%,该管段焊缝数量共40个,其中转动口30个,固定口10个,该管段探伤口数量计算如下:
转动口30×100%=30个;
固定口10×100%=10个;
则该管段探伤口为40个,其中30个为转动口,10个为固定口。
管道焊接拍片数量确定
管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额.如设计无规定时,可参考以下规定套用相应定额项目。
1。
Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护.2。
奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4。
管道分类见表1表1注:⑴剧毒介质的管道按Ⅰ类管道.⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2.表2注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感.规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理.6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
表4注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费不变,材料费乘0。
5系数.⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
表5注:每条管线上最低探伤不得少于一个焊口。
压力管道探伤口数量计算说明完整版
压力管道探伤口数量计
算说明
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
压力管道焊缝无损检测数量计算说明
1、不同管段编号的管段焊缝无损检测数量基数单独计算;
2、同一管段编号的管段中有不同规格的无损检测数量基数分别统计,分别计算无损检测数量;
3、同一管段编号的管段中有不同材质的无损检测数量基数分别统计,分别计算无损检测数量;
4、同一管段编号中,对接焊缝无损检测数量应以转动焊口和固定焊口的焊缝数量分别计算。
当设计中无损检测比例≤40%时,转动焊口的无损检测数量按设计中无损检测比例计算,固定焊口的无损检测数量按固定焊口的40%计算;当设计中无损检测比例>40%时,固定焊口和转动焊口的无损检测数量均按设计中无损检测比例计算。
转动口和固定口无损检测数量计算例1:
管段编号:PL0101,设计中无损检测比例:10%,该管段焊缝数量共40个,其中转动口30个,固定口10个,该管段探伤口数量计算如下:
转动口30×10%=3个;
固定口10×40%=4个;
则该管段探伤口为7个,其中3个为转动口,4个为固定口。
例2:
管段编号:PL0102,设计中无损检测比例:100%,该管段焊缝数量共40个,其中转动口30个,固定口10个,该管段探伤口数量计算如下:
转动口30×100%=30个;
固定口10×100%=10个;
则该管段探伤口为40个,其中30个为转动口,10个为固定口。
管道探伤工程量计算程序
级别类别/管径压力MPa固定转动每口张数1410<P≤321001521010<P≤3210015414P >32 10010041310<P≤32508321P >32 50504144<P≤102083101.6<P≤432491.6<P≤4327211.6<P≤432222 1.6<P≤4326——P >10Ⅰ管 道 类 别碳素钢管道压力范围(Mpa)普通低合金钢管道压力范围(Mpa) 碳素钢管道工程焊口X光探伤工程量计算C 合 计探伤数量(张)=【管线(m )×0.127+管件(个)×2.06】× 每口张数 × 探伤比例参件-1 SY 0422-98 油田集输管道类别和等级划分方法根据设计压力P 和材质分类A B 探伤比例%Ⅱ/DN15~80Ⅱ/DN100~150Ⅳ/DN200~300Ⅱ/DN200~300Ⅰ/DN200~300Ⅰ/DN200~300Ⅲ/DN100~150Ⅳ/DN500Ⅳ/DN15~80Ⅳ/DN450参件-2SY0422-98 管道焊缝射线探伤数量和合格级别以上资料摘自油田集输管道施工及验收规范(SY 0422-98)量计算工程参数录入探伤数量(张)管线(m)管件(个)固定转动口张数 ×探伤比例类别和等级划分方法10<P≤324<P≤10 1.6<P≤4P≤1.64<P≤10 1.6<P≤4P≤1.6——ⅡⅢⅣⅤA ⅡA ⅢA ⅣA ⅤB ⅡB ⅢB ⅣB ⅤC ⅡC ⅢC ⅣC Ⅴ合格级别探伤比例%合格级别探伤比例%40101552058310342ⅢⅢⅢⅢⅢⅢ管 道 类 别ⅢⅣ伤数量和合格级别。
管道的焊接与探伤的相关要求规范要求
管道的焊接与探伤的相关要求规范要求管道的焊接与探伤的相关规范要求《压力管道规范工业管道》GB/T20801-2006是基础性标准。
规定了工业金属压力管道设计、制作、安装、检验和安全防护的基本要求。
GB/T 20801《压力管道规范工业管道》由六个部分组成:——第1部分:总则;——第2部分:材料;——第3部分:设计和计算;——第4部分:制作与安装;——第5部分:检验与试验;——第6部分:安全防护。
适用于《特种设备安全监察条例》规定的“压力管道”中金属工业管道的设计和建造。
基础标准只是最低标准。
所以应在满足基础标准的前提下,通过其他“标准规范”或“工程规定”纳入其他需要采纳的材料、管道元件、设计、施工、检验试验和验收及其附加要求。
GB/T20801.4-2006 压力管道规范—工业管道第4部分:制作与安装对焊接作了基础性规定7 焊接7.1 焊接工艺评定和焊工技能评定7.2 焊接材料7.3 焊接环境7.4 焊前准备7.5 焊接的基本要求7.6 焊缝设置等作了详细可操作的规定。
TSG D0001-2009《压力管道安全技术监察规程-工业管道》第六十七条对应当采用氩弧焊焊接的金属管道作了规定,GC1 级管道的单面对接焊接接头,设计温度低于或者等于-200C 的管道,淬硬倾向较大的合金钢管道,不锈钢以及有色金属管道应当采用氩弧焊进行根部焊接,且表面不得有电弧擦伤。
GB/T20801.5-2006 压力管道规范—工业管道第5 部分检验与试验对检验与试验作了基础性规定6.1.1一般规定 a)压力管道的检查等级分为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ五个等级,其中Ⅰ级最高,Ⅴ级最低;6.1.2按管道级别和剧烈循环工况确定管道检查等级:a) GC3 级管道的检查等级应不低于Ⅴ级;b) GC2 级管道的检查等级应不低于Ⅳ级;c) GC1 级管道的检查等级应不低于Ⅱ级;d) 剧烈循环工况管道的检查等级应不低于Ⅰ级。
6.1.3 按材料类别和公称压力确定管道检查等级:a)除GC3 级管道外,公称压力不大于PN50 的碳钢管道(本规范无冲击试验要求)的检查等级应不低于Ⅳ级;b) 除GC3 级管道外,下列管道的检查等级应不低于Ⅲ级:1)公称压力不大于PN50 的碳钢(本规范要求冲击试验)管道;2) 公称压力不大于PN110 的奥氏体不锈钢管道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道焊缝无损检测数量计算说明
1、不同管段编号的管段焊缝无损检测数量基数单独计算;
2、同一管段编号的管段中有不同规格的无损检测数量基数分别统计,分别计算无损检测数量;
3、同一管段编号的管段中有不同材质的无损检测数量基数分别统计,分别计算无损检测数量;
4、同一管段编号中,对接焊缝无损检测数量应以转动焊口和固定焊口的焊缝数量分别计算。
当设计中无损检测比例≤40%时,转动焊口的无损检测数量按设计中无损检测比例计算,固定焊口的无损检测数量按固定焊口的40%计算;当设计中无损检测比例>40%时,固定焊口和转动焊口的无损检测数量均按设计中无损检测比例计算。
转动口和固定口无损检测数量计算例1:
管段编号:PL0101,设计中无损检测比例:10%,该管段焊缝数量共40个,其中转动口30个,固定口10个,该管段探伤口数量计算如下:
转动口30×10%=3个;
固定口10×40%=4个;
则该管段探伤口为7个,其中3个为转动口,4个为固定口。
例2:
管段编号:PL0102,设计中无损检测比例:100%,该管段焊缝数量共40个,其中转动口30个,固定口10个,该管段探伤口数量计算如下:
转动口30×100%=30个;
固定口10×100%=10个;
则该管段探伤口为40个,其中30个为转动口,10个为固定口。