元件成型通用作业指导书
成型机生产作业指导书

2. 作前准备工作
2.1 作业前清洁工作台面、模具由绿色变成红色时便可开始作业.
3. 操作规程
3.1 首先启动马达,再把自动按钮按成手动按钮,开模、关模.检查机台的稳定性,然后按洗料按钮,把料嘴里面的残渣废料情况清洗干净,并且按螺旋按钮将料加到最高计量.
3.2 用左手把放置好线材的模具推至预定位置,把手动按钮变成自动按钮,双手按绿色自动关模, 射料,能自动开模,作业完成,继续以上过程,即一个循环过程.
3.3 当在操作过程中,发现模具没推到位,紧急情况时,应立即启动红色按钮装置,机台上升后,才能 进行处理(红色按钮为安全装置),严禁将手或其他物品伸入正在合模的模具中.
4. 注意事项:
4.1 在合模状态下,按顺序关马达、电热开关、电源开关,待机台冷却时,清理不良品,并及时交给 班长或技术员处理.
4.2 清扫成型机,工作台面及周围卫生,摆放好工具、模具、夹具等物品.
4.3 与另班作业员交接当班品质状况,机台模具有无异常等所需注意事项,交接清楚后方可离开工作岗位.
工艺作业指导书
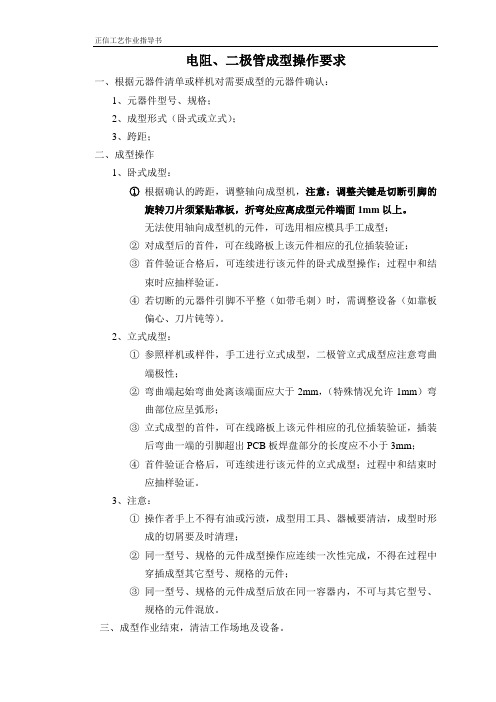
电阻、二极管成型操作要求一、根据元器件清单或样机对需要成型的元器件确认:1、元器件型号、规格;2、成型形式(卧式或立式);3、跨距;二、成型操作1、卧式成型:①根据确认的跨距,调整轴向成型机,注意:调整关键是切断引脚的旋转刀片须紧贴靠板,折弯处应离成型元件端面1mm以上。
无法使用轴向成型机的元件,可选用相应模具手工成型;②对成型后的首件,可在线路板上该元件相应的孔位插装验证;③首件验证合格后,可连续进行该元件的卧式成型操作;过程中和结束时应抽样验证。
④若切断的元器件引脚不平整(如带毛刺)时,需调整设备(如靠板偏心、刀片钝等)。
2、立式成型:①参照样机或样件,手工进行立式成型,二极管立式成型应注意弯曲端极性;②弯曲端起始弯曲处离该端面应大于2mm,(特殊情况允许1mm)弯曲部位应呈弧形;③立式成型的首件,可在线路板上该元件相应的孔位插装验证,插装后弯曲一端的引脚超出PCB板焊盘部分的长度应不小于3mm;④首件验证合格后,可连续进行该元件的立式成型;过程中和结束时应抽样验证。
3、注意:①操作者手上不得有油或污渍,成型用工具、器械要清洁,成型时形成的切屑要及时清理;②同一型号、规格的元件成型操作应连续一次性完成,不得在过程中穿插成型其它型号、规格的元件;③同一型号、规格的元件成型后放在同一容器内,不可与其它型号、规格的元件混放。
三、成型作业结束,清洁工作场地及设备。
线材生产操作要求一、裁线、剥线1、根据生产单,设计文件或样件要求,确认:a)线材型号、规格、颜色b)裁线长度(无特殊要求时,实际裁线长度的误差为±5mm)c)形式(全剥或半剥)d)剥头长度(无特殊要求时,剥头长度为3—4mm)2、依据以上确认的内容,调试剥线机参数,并进行试裁、试剥。
3、对试裁的首件长度、剥头形式、剥头长度进行确认。
4、首件经确认无误后,可进行连续操作,无特殊要求时,每年100根为一捆扎单元,将线材理顺齐后,用不掉色的橡皮筋捆扎,整齐摆放转入下道工序。
电容成型机作业指导书

1.打 开电着 打2.开将 震动开 关,
1.将 所要动 盘开元 件2.能插 入3.气调 整轨中 间内轨 道4.顺调 整5.切调 整刀开 切脚即 可量
1.待 轨道内 的2.废擦 拭轨
年月日
作顺序
HEDA-804A A0
作成
作业注意
1. 不切 2. 刀 送
3. 加 4. 每所
有 震 动 5. 如与 气
东 莞
作业名
压条高度调整 切脚高度调整
标尺指针 送料调速旋钮 送料开关
品
名
部
品
名
料号
作业指导书
散装插件元件切脚机
作业图解
输送物料轨道
送料入口盘
操作 说
一: 开机
二: 切脚
电源开关
震动盘调速旋钮
切脚开关
震动盘开关
三: 关机
数量 使 品
名
规
用 防静电带
辅
镊子
料
及
工
具
格 数量 变 1 1更
内
容
MODEL名 管理 NO.
重新改正简历
检讨 承认
作业注意事项
确认者
成型试模作业指导书

成型试模作业指导书英力集团SV Group英力电子科技(昆山)有限公司SHINY VACUUM TECHNOLOGY(KUNSHAN)CO.,LTD.真准电子(昆山)有限公司CHUPOND ELECTRONICS TECHNOLOGY(KUNSHAN)CO.,LTD文件名称:成型试模作业指导书文件编号: YL-W-2003版本 : A发行日期:2014/8/28修订履历1目的: 规范试模作业程序,提升试模效率,提升试模检讨能力,减少试模次数。
2范围:成型车间3职责:试模技术员4准备工作:4.1手套,白布,清洗剂,水桶,风枪,机械手治具(测试),切料头治具(测试),试模条件(试模册),卡尺等。
4.2参加人员:注塑技术员,厂内工程,模具厂技术员,客户RD。
5试模步骤:5.1 上模前,点检模具定位环,锁模块,限位开关,强制回位螺丝大小,水嘴内孔型号是否统一,水嘴外孔避空是否够大,水嘴孔与压块是否有干涉,吊环孔检查,灌嘴是否固定、是否与定位圈同心,顶针板孔是否合理,模具○顶○基是否标示,各水路是否标示,模脚处锁压块位置是否避空过小等等。
5.2 模具电路配套定位是否合理,气阀定位是否合理实用等。
5.3 上模参照《成型课上模作业指导书》。
5.4 接水路,在接水时确认是否通畅,或有无一通二现象,检查模仁是否渗水。
5.5 开模,即检查模具滑动部件有无弹簧,有无定位或限位,滑块有无耐磨块,耐磨块、行位有无油槽等等。
5.6 检查PL面有无排气槽,排气块等。
5.7 顶出是否顺畅,异声,斜销有无油槽,较大的顶针上须开油槽和排气。
5.8 确认模具中心大面积靠破的空当处有无开排气井等。
5.9 除四支模具导柱外,公母模模坯四边有无凸凹定位装置。
5.10 合模时模具有无异常响声。
5.11 调机,输入之前的试模条件,参照《成型课开机作业指导书》调机。
5.12 新模调机,以“慢--快--慢”模式设定成型条件,分段先射出到料头,进胶点,再射到产品大小的95%,再将产品射满、但不饱模的状况下,确认保压转换位置,再以从小到大递增的次序设定保压压力,禁止因压力过大撑涨模。
元件整形作业指导书
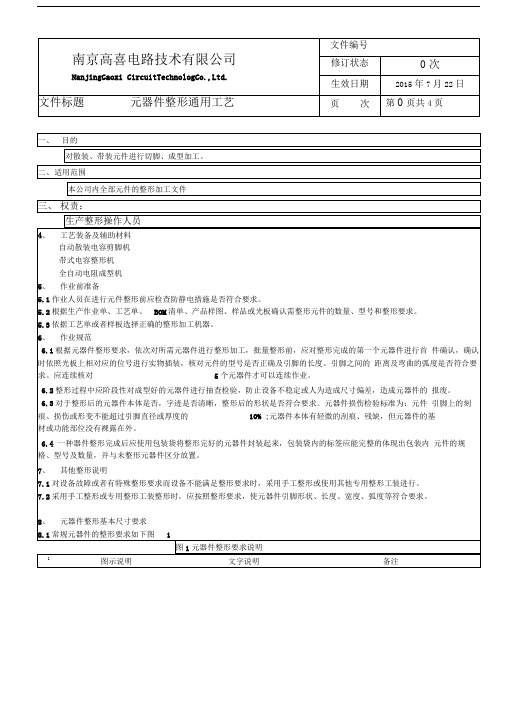
NanjingGaoxi CircuitTechnologCo.,Ltd.生效日期2015年7月22日文件标题元器件整形通用工艺页次第1页共4页、当~PCB 焊孔间距二~L1+3.5MM~时^,采用该整~~ 形方式2、元件引脚本体到引脚折弯处距离不小于引脚的直径或厚度的0.8mm3、引脚弯曲半径R要求见表24、元器件抬高高度参考工艺卡上工艺要求5、元器件引脚伸出长度控制在 i.2mm-i.5mm6、元件引脚限位卡口半径 R1以表2要求为最小值,同时使元器件能稳固定位并满足抬高要求L1:元器件本体长度L2:元器件引脚间距L:元件引脚本体到引脚折弯处距离H:元件引脚伸出长度R:引脚的弯曲半径D:元件的抬高高度R1:元件引脚限位卡口半L:元器件上端引脚长度—L1:元件引脚间距离R:引脚的弯曲半径H:元件引脚伸出长度D:元件的抬高高度R1:元件引脚限位卡口半径H:兀件引脚伸出长度1、上端引脚长度应控制在—1.5-3mm之内2、元件引脚间距离与PCB板上的焊接孔距离一致,误差控制在土 0.5mm3、引脚弯曲半径 R要求见表24、对本体直径较小易倾斜如二极管IN4007等元器件引脚伸岀长度3-4mm,焊接后需将其控制在1.2-1.5mm5、元器件引脚伸出长度控制在 1.2mm-1.5mm6、元器件抬高高度参考工艺卡上工艺要求7、元件引脚限位卡口半径R1以表2要求为最小值,同时使元器件能稳固定位并满足抬高要求8、元器件有极性标记时,标记需位于上方[、当PCB焊孔间距与器件引脚间距相等或相差—不大时,采用该整形方式2、元器件引脚伸出长度控制在 1.2mm-1.5mmH:元件引脚伸出长度L :元器件总高度1、当PCB焊孔间距与器件引脚间距相差较大时,器件不能插装到底时采用该整形方式2、L为当元器件插入PCB焊孔时不使元件本体裂损且符合装配要求3、元器件引脚伸出长度控制在 1.2mm-1.5mm■1、从兀器件本体封装部分到弓丨脚弯曲处的长度-D1>元器件引脚直径。
成型工艺文件

Lytran深圳市锐钜科技有限公司 成型作业工艺文件 文件编号:LTZ-R0117-01成型作业指导书操作方法:一、JF-110无废料跳线成型机:1、在导线槽中装入镀锡铜线,按照所需加工跳线的规格,用千分尺先调节好下模刀具的宽度,再调节好上模刀具的宽度,注意上模与下模之间的间隙,一般情况下,上模与下模的间隙约0.4-0.5mm。
2、调节好刀模后,再调节机器后面的螺杆螺丝,调节它可以调节送线的长度,顺时针转送线加长,逆时针转送线缩短。
3 、将机器顶部电源开关拨到“ON”位置,按绿色键进行试行,用千分尺测量其加工的跳线长度,并根据该机型的BOM,将其插入对应的定位符上,如符合要求,则继续运行,如不符要求,则按红色键停止,继续重复以上两步直到OK为止,将计数器清零,机器则从零开始自动计数。
4、所有机器加工成型的跳线本体长度必须符合使用要求,两脚长度必须在3.6-4.0mm之内,两脚必须等长,无毛刺等不良现象。
5、机器每加工一种不同规格的跳线,前五个必须用千分尺测量跳线的本体和脚长,每加工一个小时必须测量一次,并做测量记录。
6、机器使用完毕,必须清洁刀模和跳线槽以及外壳的脏物。
二、JF-100手摇带式电阻成型机:1、松开成型齿轮左右两颗螺丝,调到所需成型的尺寸后,再锁紧(两个成型齿轮距离加上零件线径即为成型尺寸)。
2、松开切断齿轮左右两颗螺丝,调整成型齿轮与切断齿轮中间的空隙即调整成型后的脚长,注意两脚的长度必须单独调整,完成后将螺丝锁紧。
3、松开成型刀座螺丝,调整两组成型刀座的距离,即可调节所需成型元件的本体长度,完成后将螺丝锁紧,注意成型刀座与成型齿轮的间隙为成型线径刚能通过的间隙最为适当。
4、调整塑胶轨道的宽度到带式零件的宽度,使带式零件能顺利入料,将带式零件由塑胶轨道进入延伸到成型齿轮上本体平放于两齿轮之间,转动手摇柄,即可将带式零件切断,使零件成型。
5、成型时,必须先取单个零件成型,用千分尺测量零件引脚高度,并根据该机型的BOM,将其插入对应的定位符上,确认尺寸是否正确,成型好的零件应落入成品盒中,纸带装入垃圾箱。
成型试模作业指导书
成型试模作业指导书英力集团SV Group英力电子科技(昆山)有限公司SHINY VACUUM TECHNOLOGY(KUNSHAN)CO.,LTD.真准电子(昆山)有限公司CHUPOND ELECTRONICS TECHNOLOGY(KUNSHAN)CO.,LTD文件名称:成型试模作业指导书文件编号: YL-W-2003版本 : A发行日期:2014/8/28修订履历1目的: 规范试模作业程序,提升试模效率,提升试模检讨能力,减少试模次数。
2范围:成型车间3职责:试模技术员4准备工作:4.1手套,白布,清洗剂,水桶,风枪,机械手治具(测试),切料头治具(测试),试模条件(试模册),卡尺等。
4.2参加人员:注塑技术员,厂内工程,模具厂技术员,客户RD。
5试模步骤:5.1 上模前,点检模具定位环,锁模块,限位开关,强制回位螺丝大小,水嘴内孔型号是否统一,水嘴外孔避空是否够大,水嘴孔与压块是否有干涉,吊环孔检查,灌嘴是否固定、是否与定位圈同心,顶针板孔是否合理,模具○顶○基是否标示,各水路是否标示,模脚处锁压块位置是否避空过小等等。
5.2 模具电路配套定位是否合理,气阀定位是否合理实用等。
5.3 上模参照《成型课上模作业指导书》。
5.4 接水路,在接水时确认是否通畅,或有无一通二现象,检查模仁是否渗水。
5.5 开模,即检查模具滑动部件有无弹簧,有无定位或限位,滑块有无耐磨块,耐磨块、行位有无油槽等等。
5.6 检查PL面有无排气槽,排气块等。
5.7 顶出是否顺畅,异声,斜销有无油槽,较大的顶针上须开油槽和排气。
5.8 确认模具中心大面积靠破的空当处有无开排气井等。
5.9 除四支模具导柱外,公母模模坯四边有无凸凹定位装置。
5.10 合模时模具有无异常响声。
5.11 调机,输入之前的试模条件,参照《成型课开机作业指导书》调机。
5.12 新模调机,以“慢--快--慢”模式设定成型条件,分段先射出到料头,进胶点,再射到产品大小的95%,再将产品射满、但不饱模的状况下,确认保压转换位置,再以从小到大递增的次序设定保压压力,禁止因压力过大撑涨模。
作业指导书--成型作业指导书.doc

一、作业前准备1、穿戴整齐劳动保护2、认真检查核对原始记录,并向上班了解生产、工艺、设备运行情况是否符合要求。
3、开好班前会,检查当班人员到岗情况,传达贯彻上级指示精神,布置当班工作。
二、工艺指标(一)锡槽工艺指标1、拉引量:标准±5t/do2、流道温度:根据玻璃品种及成份变化情况决定。
温度范围:°C,允许波动范围:标准±1°C3、槽底温度:小于120°C o4、顶罩温度(罩内):最高不能超过260°Co5、出口闸板开度:挡帘距玻璃板面W30mm或托于玻璃板表面。
6、锡耗:<0. 50吨/月(事故加锡除外)。
7、保护气总量:>m3/h,氢气含率4〜6%。
8、槽压:前区五20Pa 后区N15Pa9、锡槽出口温度:600〜620C ,标准±2°C1 0、锡液深度:标准±2mm(以锡槽出口南侧测量值为准)1 1、锡槽的边封观察窗操作孔等打开操作后要及时封好封严(二)退火工艺指标1、根据不同厚度、板宽制定相应退火温度制度,具体参数见“退火工艺参数控制表”。
2、风阀开度:A、B、C区薄膜阀开度要保持适中,避免全开或全关,横向5 个阀位应尽可能找均。
REFI、REF2、Fl、F2、F3风阀开度曲线应根据玻璃板边部的松紧情况进行调节,保持板面温度均匀。
3、A、B区边部电加热开度A区板上、板下,B区板上电加热开度应根据玻璃板厚度及板的宽度适当开启, 保持应力均匀。
三、操作程序1、设备巡检路线控制室一流道调节闸板一锡槽水包一拉边机一挡边器一锡槽出口直线电机一二氧化硫管路一保护气管路一过渡辐台一液化气库一退火仪表室一退火辐道传动系统一传动电机一观察窗一清楂门一RET1、RET2风机风阀一A、B、C、F区风机一槽底风机2、工艺检查检查所有工艺参数一玻璃运行状况一退火切割质量一玻璃板面质量。
3、现场定置管理各工具架上的工具是否与定置数量品种相符,摆放要整齐。