AlN与Mo_Ni_Cu活性封接的微观结构和性能分析
粉末冶金法AlN颗粒增强镁铝基复合材料的阻尼性能

粉末冶金法AlN颗粒增强镁铝基复合材料的阻尼性能王勇;周吉学;夏金环;陈燕飞;马百常【摘要】镁合金具有低密度与高的阻尼性能,是一种理想的减震与噪音控制材料.文中选择AlN颗粒为增强体,研究了不同含量的AlN颗粒对Mg-Al基体合金微观组织的影响,并深入讨论了不同含量的AlN颗粒对复合材料的阻尼性能的影响规律.采用粉末冶金法制备AlNp/Mg-A l基复合材料,通过动态机械分析仪研究了基体合金与复合材料的阻尼性能随温度、频率与增强相含量的变化规律.实验结果表明:当颗粒添加相质量分数为3%时,复合材料的阻尼性能最好.室温下,复合材料的阻尼性能均优于基体合金,但是随着增强相含量与频率的增加,复合材料的阻尼性能逐渐降低.基体合金与复合材料的内耗-温度曲线在100~150℃的温度范围内呈现与位错有关的内耗峰,复合材料在200~250℃的温度范围内呈现与界面滑移有关的内耗峰.【期刊名称】《西安工业大学学报》【年(卷),期】2018(038)006【总页数】6页(P620-625)【关键词】粉末冶金法;镁-铝基复合材料;阻尼性能;内耗【作者】王勇;周吉学;夏金环;陈燕飞;马百常【作者单位】山东省科学院新材料研究所/山东省轻质高强金属材料重点实验室,济南 250014;山东省科学院新材料研究所/山东省汽车轻量化镁合金工程研究中心,济南 250014;山东省科学院新材料研究所/山东省轻质高强金属材料重点实验室,济南 250014;山东省科学院新材料研究所/山东省汽车轻量化镁合金工程研究中心,济南 250014;山东省科学院新材料研究所/山东省汽车轻量化镁合金工程研究中心,济南 250014;山东省科学院新材料研究所/山东省汽车轻量化镁合金工程研究中心,济南 250014;山东省科学院新材料研究所/山东省汽车轻量化镁合金工程研究中心,济南 250014【正文语种】中文【中图分类】TG332阻尼又称内耗,特指材料性能指标中取决于时间且与弹性紧密相关的物理性能,一般用tanφ或Q-1来表征[1-2].镁合金具有密度小和阻尼性能好等优点,但其力学性能差,使其应用范围受到限制,为了发挥镁的低密度和高阻尼性能优势,选用高阻尼的镁合金作为基体,添加合适的增强相,通过合合的结构设计,可使内耗值Q-1达到0.01以上,从而制备出低密度,高强度与高阻尼的减震材料[3-5].新型陶瓷颗粒氮化铝(AlN)与镁均为密排六方结构型,且两者之间晶胞结构常数相近[6],具有良好的抗热冲击性,热稳定性及抗氧化能力,在消除微孔与第二相的影响下,其实际弹性模量接近与理论值,并且其热膨胀系数比商业化的SiC还要低.目前,关于AlN颗粒增强复合材料的研究主要集中在其对力学性能与物理性能的影响,文献[7]研究表明,在适宜的烧结压力下,AlN颗粒能够改善AlNp/Cu复合材料的导电性与热膨胀系数.文献[8]研究表明,AlN颗粒的加入能够通过动态回复再结晶细化AlNp/Al复合材料的晶粒尺寸,且AlN颗粒与Al基体之间没有发生任何化学反应.文献[9]研究表明,当AlN颗粒尺寸更细且分布均匀时,可以消除AlN/Al-6061复合材料裂纹源的萌生,复合材料的拉伸强度与硬度相较传统的混合工艺增加了100%.文献[10]研究表明,经过850°C的重熔,AlN颗粒的尺寸明显降低,且AlN/ZL114A复合材料的强度与硬度都高于重熔之前.文献[11]研究表明,纳米尺寸的AlN颗粒的加入明显降低了纯镁基体的热膨胀系数.而针对AlN颗粒增强复合材料的阻尼性能研究报道相对较少.本文选择Mg-Al合金为基体,AlN陶瓷颗粒为增强相,借助粉末冶金方法制备出不同质量分数的AlN增强Mg-Al基复合材料,深入研究了AlN颗粒对复合材料的阻尼性能的影响规律,为镁基复合材料组织与性能的改善提供指导与借鉴意义.1 试验条件与方法1.1 试验原料镁粉(>99%)平均粒度75 μm,以片状为主;铝粉(>99%)平均粒度10 μm,圆颗粒状;氮化铝(AlN)(>99%)平均粒度1~3 μm,以多边形颗粒状为主,有少量团聚现象.1.2 试样制备将镁粉与铝粉按照一定质量分数比(91:9)称量,同时加入1%~2%的硬脂酸作为过程控制剂,然后在氩气保护下加入不同含量的AlN颗粒球磨(450 r·min-1,8 h),最后在氩气保护下真空烧结(620 ℃,1 h)分别制备出为3%,6%和12%(质量分数)的镁基复合材料,另外制备了合金试样作为对比.对烧结试样表面处理后线切割加工成尺寸为50 mm×5 mm×1 mm的阻尼试样.1.3 试验方法通过扫描电镜(Scanning Electron Microscopy,SEM)和X衍射分析仪(X-Ray Differaction)观察试样的微观组织.通过DMAQ800型动态机械分析仪测试阻尼性能,测试参数分为2组:① 频率1Hz,温度25~450 ℃,升温速率5 ℃·min-1,应变振幅4×10-5;② 频率为0.5 Hz、1 Hz、5 Hz和10 Hz,温度为25 ℃,应变振幅为4×10-5.2 试验结果与讨论2.1 微观组织与物相组成表1为不同AlN颗粒含量的复合材料烧结后的密度,致密度与晶粒尺寸.由表1可知,当AlN含量(质量分数w/%)从0增加到6%时,复合材料的密度逐渐增加.随着AlN 含量继续增加到12%,复合材料的密度逐渐降低.同时,复合材料的致密度也表现出相同的变化趋势.当AlN含量为6%时,复合材料的晶粒细化效果最为明显.文献[12]研究结果表明,AlN颗粒添加相对镁合金具有一定的晶粒细化作用,当AlN含量过高时,细化效果有所降低.图1为不同AlN含量的复合材料烧结后的SEM形貌图,从图1可以看出,当AlN含量较低时,增强颗粒均匀分布在Mg基体中,如图1(a)与1(b)所示;当AlN含量达到12%时,增强颗粒的团聚现象较为明显,在晶界及局部区域聚集了大量增强体颗粒,如图1(c)所示.表1 不同AlN含量的复合材料的致密度与晶粒尺寸Tab.1 Density and grain size of the AlNp/Mg-Al composites with different fraction of AlNAlN含量/%密度/g·cm-3致密度/%晶粒尺寸/μm01.6994.456.2±531.7695.653.4±661.8296.848.6±3121.8091.346.4±4图1 不同质量分数的复合材料SEM形貌Fig.1 The micrographs of composites with different mass fraction图2为烧结后AlNp/Mg-Al复合材料的XRD衍射图谱.图2 复合材料的X衍射图谱Fig.2 XRD pattern of composite从图2可知,反应后的产物为Mg,AlN,Mg17Al12与MgO.原料Al的衍射峰消失,而金属间化合物β-Mg17Al12衍射峰出现,说明在烧结过程中Mg粉与Al粉通过扩散发生化学反应生成了金属间化合物,这与文献[13]的实验结果相似.另外也有MgO的衍射峰出现,说明在烧结过程中有部分Mg发生了氧化.这可能是因为外加AlN颗粒表面含有微量氧元素,也可能是硬脂酸与金属粉末之间发生反应所致[13].2.2阻尼性能2.2.1 温度振幅对阻尼性能的影响图3为频率与应变相同时,合金和复合材料的温度-内耗曲线.由图3可知,合金与复合材料内耗值随温度的升高逐渐增大.同时复合材料的内耗值始终大于合金的内耗值,这是因为颗粒AlN的加入一方面使得基体中的位错密度变大,另一方面使得复合材料中的界面数量增多,随温度的升高,增强相与基体之间的界面结合力逐渐降低而发生相对微滑移[14-19],消耗部分能量,从而使得复合材料的内耗值高于合金.复合材料的阻尼机制主要由低温位错阻尼与高温界面阻尼机制阐释[9-10].高温下,AlN的加入主要起到分割基体或细化晶粒的作用,见表1,复合材料产生更多的晶界与相界,为阻尼的提升奠定了基础,也成为内耗值增加的主要来源.当温度从室温升高到一定值时,添加相与基体合金之间原本结合强度适中的界面就会降低,界面发生相对滑移[14,18],而且在温度较高的情况下,由于陶瓷添加相的热稳定性比较高,而合金的熔点较低,因此相对于添加相而言,基体合金会变软,这样在相同的外加载荷下,添加相与基体合金之间的界面更容易发生相对滑移而损耗更多能量.在温度为125~150 ℃范围内,不同添加相含量的复合材料均出现与位错有关的攀移割阶内耗峰(峰Ⅰ)[16].在温度为275~325 ℃范围内,只有质量分数为6%与12%的复合材料出现与界面滑移有关的内耗峰(峰Ⅱ),这与文献[14-15,17]的研究结果相似,也充分验证复合材料高温界面滑移机制的正确性.内耗峰Ⅰ的出现与颗粒增强相的加入有关,内耗峰Ⅱ只有在质量分数为6%与12%的复合材料中出现,说明颗粒增强相的含量会影响内耗峰Ⅱ的出现.这与文献[19-20]的实验结果相似.图3 合金与不同质量分数的复合材料的内耗值(Q-1)与温度(T)的关系Fig.3 The relationship of interface friction (Q-1) and temperature (T) of alloy and composites with different mass fraction2.2.2 频率振幅对阻尼性能的影响图4为基体合金与复合材料的频率-内耗曲线.由于频率与温度对阻尼性能的影响是共同作用的,因此,本文探究了升温过程中不同添加相含量的复合材料在不同频率下的内耗值变化规律.图4 合金与不同质量分数的复合材料在不同频率下的内耗值(Q-1)与温度(T)的关系Fig.4 The relationship of interface friction (Q-1) and temperature (T) of alloy and composites with different mass fraction at different frequency 由图4可知,合金随温度的增加和频率的降低,内耗值增加,主要是因为复合材料内耗值的变化取决于组织缺陷对外加驱动频率的不同反应特征,这个可类比为弹簧振子模型[20-21].只有当外加交变载荷产生的驱动频率和弹簧振子固有频率相同或者接近时,共振最明显.然而复合材料组织中位错或界面的固有频率远低于驱动频率,因此在有限测量范围内,外加交变载荷的驱动频率越低,位错或界面来回摆动的路程越大,消耗的能量越多.在复合材料中,12 AlNp/Mg-Al(w/%)复合材料在325 ℃左右出现内耗峰.随着频率的升高与添加量的增加,Mg-Al合金与AlNp/Mg-Al复合材料内耗值均降低.3 结论1) 当AlN含量(w)为6%时,对基体合金的晶粒细化效果最明显,AlN颗粒增强相均匀分布于基体中.随着AlN含量的继续增加,复合材料的致密度与晶粒尺寸又逐渐降低.2) 当AlN含量(w)为3%时,复合材料的阻尼性能最好,AlN颗粒增强相均匀分布于基体中.3) 室温下,复合材料的内耗值均高于合金的内耗值,且随着频率与增强相含量的增加,复合材料的内耗值逐渐减小.在125~250 ℃区间内,复合材料出现与位错有关的内耗峰;在275~325 ℃区间内,复合材料出现与界面滑移有关内耗峰.4) 室温下,Mg-Al合金与AlNp/Mg-Al复合材料主要以位错型机理为主;温度较高时,AlNp/Mg-Al基复合材料则以界面型机理为主.参考文献:【相关文献】[1] 胡耀波,邓娟,王敬丰,等.高阻尼镁基复合材料研究现状[J].材料工程,2010(1):89.HU Yaobo,DENG Juan,WANG Jingfeng,et al.Research Status of Magnesium Matrix Composites with High Damping Capacity[J].Material Engineering,2010(1):89.(in Chinese) [2] ZHANG X Q,WANG H W,LIAO L H,et al.In-situ Synthesis Method and Damping Characterization of Magnesium Matrix Composites[J].Composites Science and Technology,2007,67(3/4):720.[3] ZHANG X N.Effect of Reinforcement on Damping Capacity of PureMagnesium[J].Journal of Materials Science Letters,2003,22(7):503.[4] 张小农,张荻,吴人洁,等.纯镁基复合材料的阻尼性能[J].功能材料,1998,28(5):540.ZHANG Xiaonong,ZHANG Di,WU Renjie,et al.Damping Capacity of Pure Magnesium Matrix Composite[J].Journal of Functional Materials,1998,28(5):540.(in Chinese)[5] 张小农,张荻,吴人洁,等.增强物的加入对纯镁阻尼性能的影响[J].复合材料学报,1998,15(2):23.ZHANG Xiaonong,ZHANG Di,WU Renjie,et al.Effect of the Addition of Reinforcements on Damping Capacity of Pure Magnesium[J].Acta Materiae Compositae Sinica,1998,15(2):23.(in Chinese)[6] 张世军,黎文献,余锟,等.镁合金的晶粒细化工艺[J].铸造,2001,50(7):373.ZHANG Sijun,LI Wenxian,YU Kun,et al.The Grain Refining of MagnesiumAlloys[J].Foundry,2001,50(7):373.(in Chinese)[7] ZHANG Y,SONG M H,LI Y,et al.Preparation and Properties of AlN Particles Reinforced Cu-base Composites[J].Journal of Heilongjiang University of Science &Technology,2016(1):48.[8] FOGAGNOLO J B,ROBERT M H,TORRALBA J M.Mechanical Alloyed AlN Particle-reinforced Al-6061 Matrix Composites:Powder Processing,Consolidation and Mechanical Strength and Hardness of the As-extruded Materials[J].Materials Science and Engineering:A,2006,426(1/2):85.[9] YANG M,SONG C Q,LIU X Z,et al.Microstructure and Mechanical Properties of Al/AlN Surface Composite Fabricated Via Multi-Pass Friction Stir Processing[J].Applied Mechanics and Materials,2014,490-491:192.[10] LI P T,HAO Q T.Research on Preparation,Re-melting and Properties of AlN/ZL114 composite[J].Hot Working Technology,2013(12):127.[11] SEETHARAMAN S,HABIBI M K,JAYALAKSHMIAC S,et al.Nano-AlN Particle Reinforced Mg Composites:Microstructural and Mechanical Properties[J].Materials Science andTechnology,2015,31(9):1122.[12] FU H M,ZHANG M X,QIU D,et al.Grain Refinement by AlN Particles in Mg-Al Based Alloys[J].Journal of Alloys and Compounds,2009,478(1/2):809.[13] CHEN J,BAO C G,WANG Y,et al.Microstructure and Lattice Parameters of AlN Particle Reinforced Magne-sium Matrix Composites Fabricated by Powder Metallurgy[J].Acta Metallurgica Sinica,2015,28(11):1354.[14] 顾金海,张小农,何利舰,等.混杂增强镁基复合材料的力学性能与阻尼性能[J].稀有金属材料与工程,2005,34(9):1423.GU Jinhai,ZHANG Xiaonong,HE Lijian.Mechanical Properties and Damping Capacity of Magnesium Matrix Composite with Hybrid Reinforcement[J].Rare Metal Materials and Engineering,2005,34(9):1423.(in Chinese)[15] 阮爱杰,马立群,潘安霞,等.粉末冶金法SiCp/Mg基复合材料的力学性能和阻尼性能研究[J].轻合金加工技术,2012(2):50.RUANAijie,MA Liqua,PAN Anxia,et al.Study on Mechanical Property and Damping Capacity of SiC Particle Reinforced Magnesium Matrix Composite Produced by Powder Metallurgy[J].Light Alloy Fabrication Technology,2012(2):50.(in Chinese)[16] 胡强,揭小平,闫洪,等.SiCp/AZ61镁基复合材料的力学性能与阻尼性能[J].锻压技术,2008,33(2):106.HU Qiang,JIE Xiaoping,YAN Hong,et al.Mechanical Properties and Damping Capacity ofAZ61 Magnesium Alloy Matrix Composites with SiC Particulates[J].Forging & Stamping Technology,2008,33(2):106.(in Chinese)[17] 阮爱杰,马立群,卞亚娟,等.粉末冶金法SiC颗粒增强镁基复合材料的阻尼性能研究[J].轻合金加工技术,2010,38(3):52.RUANAijie,MA Liqua,BIAN Yajuan,et al.Research on the Damping Capacities of SiC Particle Reinforced Magnesium Matrix Composites by Powder Metallurgy[J].Light Alloy Fabrication Technology,2010,38(3):52.(in Chinese)[18] DENG K K,LI J C,NIE K B,et al.High Temperature Damping Behavior of As-deformedMg Matrix Influenced by Micron and Submicron SiCp[J].Materials Science and Engineering: A,2015,624:62.[19] WANG C J,DENG K K,LIANG W.High Temperature Damping Behavior Controlled by Submicron SiCp in Bimodal Size Particle Reinforced Magnesium MatrixComposite[J].Materials Science and Engineering: A,2016,668:55.[20] GRANATO A,LÜCKE K.Application of D islocation Theory to Internal Friction Phenomena at High Frequencies[J].Journal of Applied Physics,1956,27(7):789.[21] 张永锟.碳化硅晶须增强镁基复合材料的阻尼性能研究[D].哈尔滨:哈尔滨工业大学,2006.ZHANG Yongkun.Study of Damping Capacities in Silicon Carbon Whisker Reinforced Magnesium Matrix Composite[D].Harbin:Harbin Institute of Technology,2006.(in Chinese)。
Al2O3/Cu_Sn_Ti+B钎料/Ti-6Al-4V合金连接的微观结构及力学性能

w w w.jc c so c.c om孙艳荣等:模板剂对共沉淀法合成纳米羟基磷灰石粉体形貌的影响· 95 ·第40卷第1期Al2O3/Cu–Sn–Ti+B钎料/Ti-6Al-4V合金连接的微观结构及力学性能杨敏旋1,林铁松1,2,甄公博1,何鹏1(1. 哈尔滨工业大学现代焊接生产技术国家重点实验室;2. 哈尔滨工业大学材料科学与工程学院, 哈尔滨 150001 )摘要:在Cu–21Sn–12Ti钎料中添加不同质量分数的B粉制备Cu–Sn–Ti+B复合钎料,然后在钎焊温度910℃保温10min条件下钎焊Al2O3与Ti-6Al-4V合金。
研究了原位生成TiB对Al2O3/Ti-6Al-4V合金接头微观结构及力学性能的影响。
接头中原位生成的TiB呈晶须状均匀分布在Ti2Cu上,当采用TiB体积分数低于40%的钎料钎焊Al2O3与Ti-6Al-4V合金时,均可获得连接良好且界面致密的钎焊接头。
随接头中TiB的体积分数增加,Ⅱ区中的Ti2(Cu,Al)含量增加,并逐渐变得连续,TiB的分布区Ⅲ范围增宽,Ti-6Al-4V合金向钎料中的溶解量增加。
接头的室温抗剪强度随TiB的体积分数增加先上升后下降,当接头中TiB体积分数增至20%时,接头抗剪强度达最大,为70.1MPa。
关键词:氧化铝;钛合金;真空钎焊;界面结构;抗剪强度中图分类号:TG454 文献标志码:A 文章编号:0454–5648(2012)01–0095–06网络出版时间:2011–12–29 19:07:42 DOI:CNKI:11-2310/TQ.20111229.1907.015网络出版地址:/kcms/detail/11.2310.TQ.20111229.1907.015.htmlMicrostructure and Properties of Al2O3/CuSnTi+B/Ti-6Al-4V Alloy JointYANG Minxuan1,LIN Tiesong1,2,ZHEN Gongbo1,HE Peng1(1. State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology, Harbin 150001;2. Department of Electronics Packaging Technology, School of Materials Science and Engineering, HarbinInstitute of Technology, Harbin 150001: China)Abstract: Al2O3 and Ti-6Al-4V alloy was brazed at brazing temperature of 910℃and holding time of 10min using Cu–Sn–Ti+B composite brazing filler metal, which was fabricated by adding B powder to Cu–21Sn–12Ti at different mass fractions. The effect of TiB whiskers synthesized in situ on the microstructure and mechanical properties of Al2O3/Ti-6Al-4V alloy joint was investigated. The TiB whiskers synthesized in situ during brazing were distributed evenly in Ti2Cu. The fine and compact joints of Al2O3/Ti-6Al-4V alloy could be obtained when the volume fraction of TiB was <40% in joint, Ti2(Cu, Al) intermetallics in zoneⅡof joint accordingly increased, their distribution became continuous, the distribution area of TiB, i.e. zoneⅢbecame wider and the dis-solved Ti, Al elements from Ti-6Al-4V alloy into filler metal increased with increasing the amount of TiB. The shear strength of joints at room temperature increased and then decreased with the increase of TiB. The shear strength of joint reached the maximum value of 70.1MPa at the amount of TiB of 20%(in volume).Key words: alumina; titanium alloy; vacuum-brazing; shear strength陶瓷材料具有高的强度和耐高温、耐腐蚀等特点而广泛应用于航天、航空、汽车等领域,但其塑韧性差,冷加工困难等缺陷又限制了其应用范围[1]。
多孔Cu-Ni-Al合金的高温压缩性能及显微结构分析(改正以后的)

多孔Cu-Ni-Al合金的高温压缩性能及显微结构分析陈荐,梁慧,李微,杨嘉伟,李贤泽摘要:采用RDL05电子蠕变疲劳试验机在不同温度(600,650,700℃)以及不同应变率(10-4,10-3,10-2/s)条件下对粉末烧结工艺制备的多孔Cu-35Ni-10Al 进行高温压缩实验,获取多孔铜合金真应力-应变曲线。
利用SEM对多孔Cu合金实验前和实验后的显微组织结构及能谱分析图进行分析。
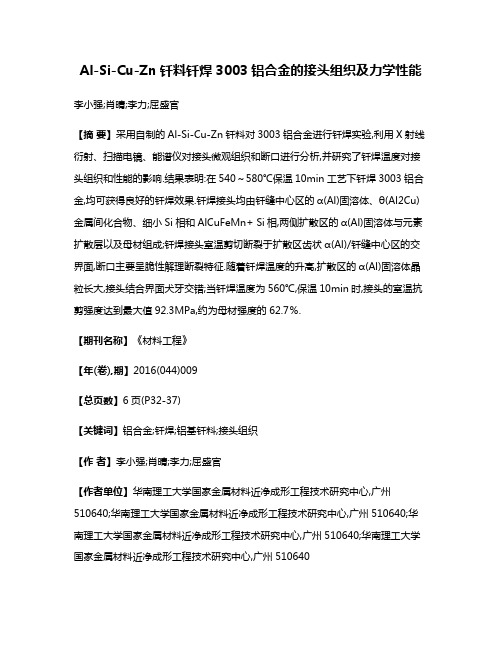
结果表明,多孔Cu合金的压缩强度、屈服强度随着工作温度的增加、应变加载速率的减小而减小;多孔Cu合金的压缩变形主要分为三个阶段:初始的线性变形;随着孔壁的塑性变形、弯曲或断裂达到一定程度,表现出屈服时应力增加较小应变持续增大的平台区,即屈服阶段;以及致密化阶段。
关键词:多孔Cu-35Ni-10Al合金,高温压缩,显微分析1.前言多孔铜基合金阳极材料具有良好的催化活性、较高的抗渗碳能力、较低成本及在熔融电解质Na2CO3-K2CO3中由更宽的稳定区,被认为是MCFC多孔镍基阳极的潜在替代材料[1]。
一般认为,商用的MCFC电堆的寿命至少应为40000h,其中8000h是以80%的负载连续运行,整个电站的可用寿命应达到25年。
阴极溶解、阳极蠕变、高温腐蚀和电解质损失是影响MCFC寿命的主要因素[2]。
在正常运行当中的MCFC往往是以联合的电池堆的形式工作的,单体电池间通过双极板等材料连接。
由于是多个电池堆叠而成,并且受到外部密封不见的包裹,阳极材料在工况下是要受到压载荷的,研究多孔阳极材料在高温下的压缩性能是非常重要的。
高温压缩试验是高温蠕变试验的基础,通过高温压缩试验可以确定不同温度下的材料的压缩屈服强度。
同时也可以通过高温压缩实验获得在不同温度和不同应变速率下压缩应力-应变曲线,从而分析材料的压缩力学性能[3,4]。
目前,国内外对Cu-Ni-Si合金的析出行为和热变形行为有一定的研究[5],而关于Cu-Ni-Al合金的高温压缩性能则尚未系统报道。
Al-Si-Cu-Zn钎料钎焊3003铝合金的接头组织及力学性能
Al-Si-Cu-Zn钎料钎焊3003铝合金的接头组织及力学性能李小强;肖晴;李力;屈盛官【摘要】采用自制的Al-Si-Cu-Zn钎料对3003铝合金进行钎焊实验,利用X射线衍射、扫描电镜、能谱仪对接头微观组织和断口进行分析,并研究了钎焊温度对接头组织和性能的影响.结果表明:在540~580℃保温10min工艺下钎焊3003铝合金,均可获得良好的钎焊效果.钎焊接头均由钎缝中心区的α(Al)固溶体、θ(Al2Cu)金属间化合物、细小Si相和AlCuFeMn+ Si相,两侧扩散区的α(Al)固溶体与元素扩散层以及母材组成;钎焊接头室温剪切断裂于扩散区齿状α(Al)/钎缝中心区的交界面,断口主要呈脆性解理断裂特征.随着钎焊温度的升高,扩散区的α(Al)固溶体晶粒长大,接头结合界面犬牙交错;当钎焊温度为560℃,保温10min时,接头的室温抗剪强度达到最大值92.3MPa,约为母材强度的62.7%.【期刊名称】《材料工程》【年(卷),期】2016(044)009【总页数】6页(P32-37)【关键词】铝合金;钎焊;铝基钎料;接头组织【作者】李小强;肖晴;李力;屈盛官【作者单位】华南理工大学国家金属材料近净成形工程技术研究中心,广州510640;华南理工大学国家金属材料近净成形工程技术研究中心,广州510640;华南理工大学国家金属材料近净成形工程技术研究中心,广州510640;华南理工大学国家金属材料近净成形工程技术研究中心,广州510640【正文语种】中文【中图分类】TG454铝合金由于密度小、力学性能良好、成形性能优异等优点,被广泛应用于航空航天、汽车、机械等行业[1,2]。
钎焊作为一种传统的连接技术,可以使被连接件的变形控制在极小的范围内,从而为结构复杂的铝合金制件的连接提供技术支撑。
铝合金目前常用的钎焊方法有火焰钎焊、气体保护钎焊和真空钎焊[3-5]。
火焰钎焊简便灵活,适用于小尺寸构件,但是加热过程中温度不易精确控制,难以保证接头质量,甚至可能烧坏被焊工件。
Al2O3Ti生物相容连接接头微观组织及力学性能

Al2O3Ti生物相容连接接头微观组织及力学性能0 序言Al2O3陶瓷具有高密度、高纯度、高强度及良好的耐蚀性、生物相容性、耐磨性等一系列优良的性质,这使其很早便成功应用于骨科和齿科的植入,成为最早实现广泛临床应用的生物陶瓷,但其不足之处在于加工困难[1]. 相比于Al2O3陶瓷,高纯度的Ti具有良好的塑性及韧性、较高的比强度及高温强度等优点,且Ti同样具有良好的生物相容性和耐腐蚀性,在生物材料领域占据重要地位,主要用于口腔修复以及负荷较小部位的骨替换[2]. 故找到合适的连接方法实现两者之间的连接,并使得连接器件满足生物兼容性的条件是当下所面对的最大挑战.目前,陶瓷和金属之间常用的连接方法有钎焊、扩散焊、瞬时液相反应连接、自蔓延反应连接、熔焊和搅拌摩擦焊等,其中以钎焊和扩散焊为主[3-5].但是,扩散连接过程中需施加较大压力,这会使得生物植入器件中的金属结构变形,不符合生物植入器件对尺寸精度的要求. 而陶瓷-金属钎焊连接则需解决以下两方面的问题. 首先,一般的金属钎料很难对陶瓷实现良好润湿. 其次,陶瓷和金属材料之间存在物性不匹配,连接接头因残余应力较大而呈现较低的可靠性[6]. 通过对陶瓷表面进行金属化处理或在钎料中加入活性元素可明显改善钎料对陶瓷母材的润湿性. 陶瓷表面金属化方法主要有经典钼锰法、金属粉末烧结法、TiH2处理法、机械金属化法、PVD溅射沉积法等[7-8]. 除了溅射沉积法之外,其它金属化处理方法的生物相容性均较差. 缓解接头残余应力的方法主要有中间层法、梯度过渡层法及软金属钎料法等. Xin等人[9]使用Ag-Cu共晶钎料实现了Al2O3陶瓷与Kovar合金的连接.赵文庆等人[10]采用Ag-Cu-Ti活性钎料在 825 ~875 ℃ 下保温 20 min 连接Al2O3陶瓷和金属Ti,连接件抗剪切强度均高于100 MPa.目前,对Al2O3/Ti连接件在生物医学领域的应用研究较少,对具有生物相容性的金属钎料的研究也并不充分. Pd基和Au基贵金属钎料是目前常用的生物相容性钎料. Correia等人[11]以Pt为中间层实现了氧化锆陶瓷与金属Ti的可靠连接. Agathopouloss等人[12]采用25 μm Au箔片连接氧化锆陶瓷和金属Ti. 研究表明,Au基钎料具有良好的延展性,作为中间层可显著降低接头中的残余应力.y=-143 575.138-227.053x1+1 389.963x2-238.091x3+1 123.636x4+893.114x5-1 047.609x6+1 730.197x7+567.478x8 文中选择具有生物相容性的金属Mo和Ti以磁控溅射方式对Al2O3陶瓷表面进行金属化改性,同时在金属Ti表面磁控溅射Mo层. 选择熔点低于Ti且具有生物相容性的Au作为金属钎料,以获得具有生物相容性的Al2O3/Ti连接接头,研究连接工艺及Ti金属化层厚度对连接接头微观组织和力学性能的影响.1 试验过程文中所用Al2O3陶瓷和金属Ti的纯度均为99%(质量分数),所用金属钎料Au箔片的纯度为99.9%,厚度为50 μm. 磁控溅射所使用Ti 和Mo金属靶材的尺寸为φ76.2 × H4 mm,纯度均高于99.99%.在采用磁控溅射进行金属化处理之前,分别采用内圆切割机和线切割机将Al2O3陶瓷和金属Ti切割成5 mm × 5 mm × 3 mm 和 10 mm × 8 mm ×3 mm的小块,然后将Al2O3陶瓷和金属Ti小块分别采用金刚石沙盘(600号~ 1500号)和SiC水砂纸(600号~ 3000号)进行打磨并抛光. 将抛光后的试样置于丙酮溶液中超声清洗3次,每次15 min.然后将超声清洗之后的试样置于磁控溅射设备中进行金属化处理. 磁控溅射设备的基本工作参数如下:压强 3 ~ 8 Pa、靶基距 3 ~12 cm、气体流量 0 ~3.60 m3/h、样品托盘转动速度0 ~ 60 r/min. 经金属化处理之后的Al2O3陶瓷和金属Ti及钎料Au箔片按照图1a 进行装配,然后放入真空钎焊炉中进行连接试验. 连接工艺曲线如图2所示,其中连接温度为1080或1100 ℃,保温时间为3或5 min.《哈利·波特与混血王子》哈利问:“去干掉伏地魔吗?”简单的一句问话,充分描绘了哈利复杂的内心活动,一是干掉伏地魔对我来说那不是件容易的是,首先质疑自己是否有能力,因为哈利·波特被伏地魔重视只是因为预言的力量。
A356铝合金显微结构及拉伸断口分析_范宋杰
性能严重恶化 。图 2 (c) 是富铁相与共晶硅颗粒的 放大图 ,可以看到基体与共晶硅界面之间有细小裂 纹及很小的缩孔 ,细长的富铁相是断裂的 ,而不是连 续的 ,然而试样没有经过拉伸变形 ,也就是不是外力 使其断裂 ,有可能是由于热处理和热等静压过程中 , 基体相与共晶硅及富铁相的热膨胀系数不同导致局 部应力集中而形成的 ,而小缩孔则可能是由于初生
Analysis of The Microstructure and Tensile Fractogra phs of A356 Alloy
FAN So ng2jie1 ,2 , H E Guo2qiu1 ,2 , L IU Xiao2shan1 ,2 , XU Po1
(1. School of Materials Science and Engineering , Tongji U niversity , Shanghai 200092 , China ; 2. Shanghai Key Lab for R &D and Application of Metallic Functio nal Material , Shanghai 200092 , China)
参考文献 :
〔1〕Ejiofor J U , Reddy R G. Effect s of porous carbon on sintered Al2Si2Mg mat rix co mposites[J ] . Journal of Materials Engineer2 ing and Performance , 1997 , 6 (6) , 785.
基金资助 :国家自然科学基金资助项目 (50371063) ;美国通用汽车公司资助项目 ( RP - 07 - 159) ;教育部“新世纪优秀人才支 持计划”(NCET - 05 - 0388) 。
AlN陶瓷与可伐合金的活性封接(1)
书山有路勤为径,学海无涯苦作舟AlN 陶瓷与可伐合金的活性封接(1)随着电子工业的高速发展,电子电力器件朝着模块化、智能化的方向发展。
由于集成度不断提高,元器件的体积也越来越小,因此人们希望有一种热导率高的陶瓷材料来代替氧化铍和氧化铝,以解决元器件的散热问题。
AlN 陶瓷具有很高的热导率,在陶瓷材料中仅次于BeO 和SiC,其力学强度高、抗腐蚀、热膨胀系数与硅相匹配、无毒,成为目前最具有发展前途的一种陶瓷基板材料。
但是,要使AlN 陶瓷作为一种散热基板材料来使用,必须要实现AlN 陶瓷与其他材料(金属、合金等) 的有效封接。
焊接是一种实现陶瓷与金属封接的常用方法,它是通过使用焊料,在陶瓷的表面形成液相合金润湿陶瓷来实现的。
由于陶瓷很难被传统的焊料润湿,需要预先在陶瓷表面上镀一层金属化层,目前最常用的是Mo-Mn 金属化法,但是这种方法工艺复杂,成本高。
另外,由于Mn 的抗腐蚀能力比较差,使这种连接方法在核反应工业领域的应用受到限制。
活性金属封接法是电真空器件常用的陶瓷金属封接方法,这种方法不仅可以实现金属与陶瓷或者陶瓷与陶瓷的封接,而且具有被焊接金属与陶瓷不需要加压,在较低的温度下一次加热即可焊接成功、陶瓷不需要金属化,工艺简单等优点。
本文针对AlN 陶瓷及可伐在真空器件中的应用,采用Ag-Ti 活性焊料对两者进行了封接,并讨论了活性封接机理。
1、试验方法试验采用掺杂5%Y2O3 做烧结助剂的AlN 陶瓷,采用北京有色金属研究院提供的厚度约为0.1mm 的Ag-Ti 活性焊料片。
试验前采用高精度切片机对陶瓷和可伐进行加工。
将AlN 陶瓷和可伐合金分别加工成3mm 乘以4mm 乘以18mm 的标准抗弯条,做焊接后试样的弯曲强。
Al2O3Cu的界面微观结构及封接性能
第41卷第1期2022年1月硅㊀酸㊀盐㊀通㊀报BULLETIN OF THE CHINESE CERAMIC SOCIETY Vol.41㊀No.1January,2022Al 2O 3/Cu 的界面微观结构及封接性能范彬彬1,2,赵㊀林1,谢志鹏2,康丁华3,刘溪海3(1.景德镇陶瓷大学材料科学与工程学院,景德镇㊀333403;2.清华大学材料学院新型陶瓷与精细工艺国家重点实验室,北京㊀100084;3.娄底市安地亚斯电子陶瓷有限公司,娄底㊀417000)摘要:采用活化Mo-Mn 法和活性金属钎焊(AMB)工艺对Al 2O 3陶瓷进行金属化处理,分别研究了两种金属化工艺的界面形貌㊁新相的形成及显微结构的演变,并测试了Al 2O 3/Cu 的力学性能和气密性㊂研究表明:采用活化Mo-Mn 法的封接界面处出现玻璃相的迁移,形成了立方相MnAl 2O 4,可以提高封接强度㊂AMB 工艺中活性元素Ti 与Al 2O 3反应依次形成厚度为0.64μm 的TiO 和1.03μm 的Cu 3Ti 3O㊂各层间热膨胀系数(CTE)的差异给钎焊接头提供了良好的热弹性相容性且降低了残余应力㊂活化Mo-Mn 法的封接强度((60.2ʃ7.7)MPa)比AMB 工艺((43.1ʃ6.9)MPa)高,但在气密性方面两者并无明显差别(均在2.3ˑ10-11Pa㊃m 3㊃s -1左右)㊂关键词:陶瓷-金属封接;Al 2O 3/Cu 界面;活化Mo-Mn 法;AMB 工艺;金属化;封接性能中图分类号:TG454㊀㊀文献标志码:A ㊀㊀文章编号:1001-1625(2022)01-0241-08Microstructure and Sealing Performance of Al 2O 3/Cu Brazed JointFAN Binbin 1,2,ZHAO Lin 1,XIE Zhipeng 2,KANG Dinghua 3,LIU Xihai 3(1.School of Materials Science and Engineering,Jingdezhen Ceramic University,Jingdezhen 333403,China;2.State Key Lab of New Ceramics and Fine Processing,Department of Materials Science and Engineering,Tsinghua University,Beijing 100084,China;3.Loudi City Andeans Electronic Ceramics Co.Ltd.,Loudi 417000,China)Abstract :Al 2O 3ceramics were metallized by the activated Mo-Mn method and the active metal brazing (AMB)process.The interfacial microstructure,formation mechanism of new phases and microstructure evolution of the brazed joints were investigated,and the mechanical properties and the He leakage rate of Al 2O 3/Cu specimen were tested.The results show that for activated Mo-Mn method,the formation of cubic phase MnAl 2O 4is due to the migration of the glass phase at the brazing interface,which can improve the strength of the joint.During the AMB process,the active element Ti and Al 2O 3form TiO and Cu 3Ti 3O layers,with a thickness of 0.64μm and 1.03μm,respectively.The difference of coefficient of thermal expansion (CTE)between layers provides good thermoelastic compatibility and reduces residual stress.The bonding strength of samples prepared by the activated Mo-Mn method ((60.2ʃ7.7)MPa)is higher than that of samples prepared by the AMB process ((43.1ʃ6.9)MPa)while the He leakage rates are similar (both around 2.3ˑ10-11Pa㊃m 3㊃s -1).㊀Key words :ceramic-metal sealing;Al 2O 3/Cu interface;activated Mo-Mn method;AMB process;metallization;sealing performance㊀收稿日期:2021-09-25;修订日期:2021-11-09基金项目:国家自然科学基金(52072201,51962011)作者简介:范彬彬(1996 ),男,硕士研究生㊂主要从事陶瓷与金属封接工艺及机理的研究㊂E-mail:1351217714@通信作者:赵㊀林,博士,副教授㊂E-mail:linzhaocn@谢志鹏,博士,教授㊂E-mail:xzp@0㊀引㊀言随着真空电子器件和新能源汽车产业的迅速发展,诸如真空开关管和陶瓷继电器外壳等陶瓷-金属封接部件的复杂性和用量都急剧增加,同时也对陶瓷-金属封接技术提出了越来越高的要求[1-2]㊂Al 2O 3陶瓷因较高的机械强度㊁优异的绝缘能力和抗热震性及低介电损耗等特点,被广泛用作电绝缘封242㊀陶㊀瓷硅酸盐通报㊀㊀㊀㊀㊀㊀第41卷接材料[3-4]㊂而在Al2O3陶瓷金属化中96Al2O3陶瓷因其合适的孔隙率㊁气孔尺寸㊁玻璃相含量以及本身所具有的较好机械性能和高的综合性价比等优点,广泛地应用在Al2O3陶瓷的金属化与封接产品中[5]㊂无氧铜因纯度和导电率高,加工性能㊁焊接性能㊁耐蚀性能和低温性能均好而广泛地与Al2O3陶瓷进行封接㊂然而陶瓷和金属属于不同的材料体系,且二者具有不同的热膨胀系数和弹性模量,在封接过程中会产生较大的残余应力,从而显著降低封接强度㊂因此,需首先对陶瓷表面进行金属化处理,从而赋予其表面金属特性[6]㊂常用的Al2O3陶瓷与金属封接的方法有活化Mo-Mn法㊁直接覆铜工艺(direct bonded copper,DBC)㊁活性金属钎焊工艺(active metal brazing,AMB)㊁离子溅射法等[7]㊂DBC工艺和离子溅射法因金属封接强度不高,其应用范围受到限制[8]㊂目前采用活化Mo-Mn法和AMB工艺进行Al2O3陶瓷的金属化被证明是简单易行的,且封接样品具有高结合强度和高可靠性,可满足实验和生产的基本需求㊂活化Mo-Mn法和AMB工艺本质上均属于陶瓷-金属的钎焊连接,但二者因其连接机理的不同而有较大差异㊂活化Mo-Mn法采用以Mo为主体的金属化膏剂预先在陶瓷表面进行金属化处理,膏剂内的活性剂组合物间形成的玻璃相在金属化温度下与陶瓷体内的玻璃相相互进行迁移[9-10],赋予陶瓷表面金属特性后再进行与金属钎焊连接,其属于陶瓷-金属的间接钎焊连接[11]㊂AMB工艺是利用元素周期表中某些过渡区间元素(如Ti㊁Zr㊁Hf等)具有化学活性,将其制成活性钎料后可与陶瓷表面的氧㊁碳㊁氮或硅等元素发生化学键合,从而在接合界面分别形成氧化物㊁碳化物㊁氮化物或硅化物等反应产物[12-14],其属于陶瓷-金属的直接钎焊连接㊂目前,活化Mo-Mn法和AMB工艺在氧化物陶瓷与金属的连接中均有一定的应用,但对于同一陶瓷基体分别采用两种封接工艺连接金属,对比两种工艺封接后的性能差异并阐明封接界面的微观结构的研究还较少㊂本文制备了用于金属化的陶瓷试样并测定了其基本性能参数,测试了Al2O3陶瓷采用两种封接工艺所制备的封接试样的结合强度和气密性,以评价两种封接工艺的效果,并分别研究了采用活化Mo-Mn法和AMB工艺进行Al2O3陶瓷的金属化的微观界面形貌及封接机理㊂1㊀实㊀验1.1㊀样品制备用于制备金属化及封接的陶瓷试样的原料均为商用粉体,来自湖南娄底安地亚斯电子陶瓷有限公司㊂用于陶瓷金属化及封接的样品尺寸为内径6mm㊁外径15mm和高3mm的圆环试样,便于其与铜柱在封接后进行封接性能测试㊂制备出的96Al2O3陶瓷试样的性能参数如表1所示㊂表1㊀96Al2O3陶瓷的性能参数Table1㊀Performance parameters of96Al2O3ceramicsDensity/ (g㊃cm-3)Bendingstrength/MPaFracture toughness/(MPa㊃m1/2)Vickershardness/GPaElasticmodulus/GPaThermal conductivity/(W/(m㊃K)-1)3.65348.54.512.0397.723.7㊀㊀注:本实验中96Al2O3陶瓷的理论密度为3.818g㊃cm-3㊂陶瓷金属化及封接的原料:Mo-Mn金属化膏剂,来自湖南娄底安地亚斯电子陶瓷有限公司;活性钎焊合金(简称ABA,Ag68.8-Cu26.7-Ti4.5)㊁钎焊合金(Ag72-Cu28),均来自长沙天久金属材料有限公司;TUO无氧铜柱(纯度ȡ99.97%,质量分数)来自东莞铭东金属材料有限公司㊂金属化及封接:将Mo-Mn金属化膏剂通过丝网印刷工艺均匀地涂抹在瓷件表面,将其置于氢气炉中进行金属化烧结,炉内以10ħ/min的升温速率升至1560ħ,保温2h后随炉冷却,得到均匀一致的金属化层㊂在金属化层表面进行电镀Ni工艺,随后采用Ag72-Cu28钎料将其与无氧铜柱在真空钎焊炉中经进行封接,钎焊在880ħ下保温10min;将瓷件㊁活性钎焊合金和无氧铜柱在模具中进行装配,并置于真空钎焊炉中进行金属化及封接,钎焊在880ħ下保温10min㊂两种封接工艺过程及相应封接样品如图1所示㊂第1期范彬彬等:Al2O3/Cu的界面微观结构及封接性能243㊀图1㊀(a)氧化铝陶瓷金属化及封接工艺流程;通过(b)活化Mo-Mn法和(c)AMB工艺制得的封接样品Fig.1㊀(a)Alumina ceramic metallization and sealing process;sealing samples prepared by(b)active Mo-Mn method and(c)AMB process1.2㊀样品表征利用Archimedes原理测量烧结样品的体积密度㊂根据‘陶瓷材料抗弯强度试验方法“(GB/T4741 1999),使用万能力学试验机测量陶瓷样品的抗弯强度,样品尺寸为3mmˑ4mmˑ36mm(跨距30mm),加载速率0.5mm/min㊂根据‘精细陶瓷断裂韧性试验方法单边预裂纹梁(SEPB)法“(GB/T23806 2009),使用单边切口梁法测量陶瓷样品的断裂韧性,样品尺寸为2mmˑ4mmˑ20mm(跨距16mm),切口宽度<0.2mm,加载速率0.05mm/min㊂使用激光导热系数测量仪(LFA467,NETSCH,Germany)测量样品的室温(25ħ)热扩散系数和比热容,样品尺寸为10mmˑ10mmˑ2mm㊂采用INSTRON万能试验机(INSTRON MODEL-CMT4300)测量Al2O3陶瓷与铜材封接的抗拉强度,压头的加载速度为0.2mm/min,结果取5个测试试样的平均拉力值㊂采用ZQJ-2000氦质谱检漏仪进行Al2O3陶瓷与铜材封接的气密性检测㊂采用X射线衍射仪(D8Focus,BRUKER,Germany)进行封接界面的物相分析㊂使用配有能谱仪(EDS,TN-4700)的场发射扫描电子显微镜(Zeiss,Merlin Compact,Germany)观察封接界面的微观形貌和元素分布等㊂2㊀结果与讨论2.1㊀Al2O3/Cu活化Mo-Mn法的界面微观结构图2(a)为采用活化Mo-Mn法进行陶瓷金属化层的界面结构图,图2(b)为局部金属化层的微观界面,图3为图2(b)区域的元素能谱图㊂从图2(a)中可看出经过金属化烧结后界面大致可分为三个明显区域陶瓷-金属化层-钎料层,相邻层间连接紧密且无明显缺陷,表明金属化层对Al2O3表面有良好的润湿性,且金属化层中也无明显缺陷存在㊂根据图2(b)显示,金属化层呈现海绵状的骨架结构(白色),其厚度大约为14.25μm,结合图3封接界面能谱图和表2标记点元素含量及晶相种类,可明显确认出呈贯穿式的白色海绵状的骨架结构为Mo相,且在Mo相中形成了间断的含锰玻璃相(灰色)㊂在低于金属化温度50~100ħ时,Mo颗粒开始自烧结,其骨架结构部分形成,当达到金属化温度后,Mo颗粒的海绵骨架结构完全形成[15]㊂该骨架结构在陶瓷基体和钎244㊀陶㊀瓷硅酸盐通报㊀㊀㊀㊀㊀㊀第41卷料层中间起到了支撑作用,便于陶瓷基体和金属化层中玻璃相的相互迁移渗透㊂在钎料层和金属化层之间的界面附近观察到了一定含量的Ni,其较均匀地分布在金属化层表面,但由于Ni层太薄而无法测量厚度,钎料合金对金属化层具有一定的氧化性,Ni层防止了金属化层被Cu合金氧化,并提高了Ag-Cu钎料对金属化层润湿的流动性㊂在钎料层中则为呈网状分布的Ag(白色)和富集的Cu相(浅灰色)㊂㊀表2为图2(b)中A~E每个点的化学组成以及可能形成的相,结合图4的XRD谱分析可得,金属化层中含有的相为单一玻璃相MnAl2O4和共熔玻璃相2CaO㊃Al2O3㊃SiO2(简称C2AS)以及少量的CaO㊃Al2O3㊃SiO2 (简称CAS),可推测出这些新相的形成过程如式(1)~(3)所示㊂图3(c)中Mn元素在金属化层中和陶瓷基体中均有着大量分布,表明金属化层中其他活化剂与Mn结合的玻璃相向陶瓷基体中进行迁移扩散㊂在Al2O3陶瓷-金属化层界面处形成了较多的尖晶石型结构的MnAl2O4相,该相为金属化层中含Mn相扩散迁移至Al2O3基体表面与其反应的产物,如式(1)所示,其Mn O键能为656.56kJ㊃mol高于六方相Al2O3的Al O键能,很好地提高了金属化强度㊂在图2(b)中,位于金属化层中的B和C的位置处检测出了一定量的Al2O3相和C2AS,表明在金属化层中玻璃相在向陶瓷基体迁移扩散的同时,陶瓷基体中的玻璃相也在向金属化层中迁移㊂图2㊀活化Mo-Mn封接界面Fig.2㊀Activated Mo-Mn sealing interface图3㊀活化Mo-Mn封接界面的能谱图Fig.3㊀Energy spectra of the activated Mo-Mn sealing interface第1期范彬彬等:Al 2O 3/Cu 的界面微观结构及封接性能245㊀MnO +Al 2O 3ңMnAl 2O 4(1)2CaO +Al 2O 3+SiO 2ңC 2AS (2)CaO +Al 2O 3+SiO 2ңCAS(3)表2㊀图2中标记点的元素含量及形成的晶相Table 2㊀Elemental content of each point of Figure 2and the formed crystal phasePoint Atom fraction /%O Al Si Ca Mo Mn Ni Ag Cu Possible phase A 61.4032.640.400.460.83 4.27000MnAl 2O 4,Al 2O 3,CAS ∗B 14.80 1.580083.620000Mo,Al 2O 3∗C65.9011.537.6710.54 3.890.47000C 2AS,Mo ∗,Al 2O 3∗D 00000021.75 1.1777.08Ni,Cu,Ag ∗E 000000087.3312.67Ag,Cu ㊀㊀注:∗代表少量㊂图4㊀活化Mo-Mn 法的XRD 谱Fig.4㊀XRD pattern of activated Mo-Mn method 2.2㊀Al 2O 3/Cu 活性金属封接工艺的界面微观结构图5(a)为采用AMB 工艺进行陶瓷金属化的微观结构图,从图中可观察到有三个明显的区域,相邻区域间连接紧密且无明显缺陷,表明各区域间连接状况较好,其中位于陶瓷与铜材间的钎焊层厚度约为17.67μm㊂图5(b)为图5(a)局部位置的微观结构图,从图中可明显观察到钎焊层中靠近陶瓷侧位置处形成了两层厚度不同的反应层,且层Ⅱ厚度大于层Ⅰ㊂如图5(c)所示,层Ⅰ厚度大约为0.64μm,层Ⅱ厚度为1.03μm㊂图6(a)~(c)为图5(b)中部分元素的EDS 面扫能谱图㊂从图6(b)中可观察到,在钎焊温度下位于Ag-Cu 晶格中的Ti 元素向界面进行扩散,在Al 2O 3陶瓷表面聚集了大量的Ti 元素,其含量峰值出现在层Ⅰ位置处并朝钎料方向逐渐递减,导致Al 2O 3陶瓷表面的元素发生分解以及形成新相,所得的反应产物可显著降低陶瓷/钎焊界面上的自由能和界面张力[16]㊂结合EDS 线扫和面扫能谱图可发现,层Ⅰ中聚集有较高含量的Ti 元素和O 元素,层Ⅱ中Ti 元素和O 元素含量均有下降,但Cu 元素含量有所升高㊂这种还原反应迅速地在Al 2O 3表面上发生,如式(4)所示,依次形成了连续的Ti-O 化合物(层Ⅰ)和Ti-Cu-O 化合物(层Ⅱ)㊂如图6(c)所示,随着Ti 元素向接头界面的完全扩散,钎焊夹缝中的Ag-Cu 共晶层发生了塑性变形,以适应热致残余应力和外加应力,且Ag(白色部分)给钎焊层提供了良好的流动性和耐腐蚀性㊂图5㊀AMB 工艺的封接界面Fig.5㊀Sealing interface of AMB process246㊀陶㊀瓷硅酸盐通报㊀㊀㊀㊀㊀㊀第41卷图6㊀AMB 工艺封接界面的能谱图Fig.6㊀Energy spectra of the AMB process sealinginterface 图7㊀AMB 工艺的XRD 谱Fig.7㊀XRD pattern of AMB process ㊀㊀为进一步确定AMB 工艺的封接机制,对封接界面进行点元素分析,表3为图5中标记点的元素含量及可能形成的新相㊂B 点的元素含量显示层Ⅰ中元素Ti和O 占据了主要部分,而C 点的元素含量则显示层Ⅱ中元素Cu 的含量仅次于元素Ti 和O㊂为避免小区域内测量的随机性给实验带来的误差,在层Ⅰ和层Ⅱ中分别另外选取点F 和点G,该两点分别相比于点B 和C 更靠近钎料层,如图5(c)所示,结果显示元素Ti 和Cu 的含量均有一定增加㊂在层Ⅰ和Ⅱ中同时检测出了一定含量的Al 元素,也进一步地论证了元素Ti 对Al 2O 3产生的分解,因为活性钎料中并未含有Al 元素㊂根据层Ⅰ的点元素分析发现该层中Ti 与O 的原子比接近1ʒ1,反应过程如式(5)所示,但该层太薄导致TiO 含量不足而无法在XRD 测试中被检测出来㊂层Ⅱ的元素分析显示Ti-Cu-O 化合物的原子比接近4ʒ2ʒ1或3ʒ3ʒ1,均为M 6O 型化合物,其相比TiO 具有更强的金属特性[17]㊂图7为AMB 工艺的XRD 谱,在钎焊接头中检测出少量的Cu 3Ti 3O 相,证实层Ⅱ中的原子比为3ʒ3ʒ1,在层Ⅱ的元素分析中显示其存在少量的层Ⅰ反应物TiO 相,推测反应过程如式(6)所示㊂而层Ⅰ(Ti-O)厚度较层Ⅱ(Ti-Cu-O)更薄,这是由于大多数的活性元素被用于参与Ti 3Cu 3O 相的形成[18]㊂3x Ti +y Al 2O 3ң3Ti x O y +2y Al (4)Ti +1/3Al 2O 3ңTiO +2/3Al (5)Ti +3/2Cu +1/2TiO ң1/2Ti 3Cu 3O(6)表3㊀图5中标记点的元素含量及形成的晶相Table 3㊀Elemental content of each point of Figure 5and the formed crystal phasePoint Mole fraction /%Al O Ag Cu Ti Possible phase A 34.3665.5400.090Al 2O 3B 12.1155.800.56 1.2830.25TiO,Al 2O 3∗C1.0338.48 1.1120.7638.62Cu 3Ti 3O,TiO ∗D 0092.047.960AgE 021.65 2.1175.50.74Cu,Ag ∗F 9.9352.080.63 1.2536.11TiO,Al 2O 3∗G 1.2220.18 1.6531.1145.84Cu 3Ti 3O,TiO ∗㊀㊀注:∗代表少量㊂陶瓷-金属钎焊接头的热膨胀系数(coefficient of thermal expansion,CTE)不匹配是造成接头失效的主要原因之一,当钎焊接头中相邻层间的CTE 以较小的差值进行递变时,可以为Al 2O 3-钎料层提供良好的热弹第1期范彬彬等:Al 2O 3/Cu 的界面微观结构及封接性能247㊀性相容性,从而提高钎焊接头质量㊂表4为钎焊接头处各物质的CTE 值,其中作为反应层的TiO 和Ti 3Cu 3O 的CTE 介于Al 2O 3陶瓷和钎料层之间,因此反应层在钎焊接头处中这样的排列顺序不仅使得各层之间的界面能有了逐渐过渡,同样也通过热膨胀系数的递变减小了钎焊接头内部产生的热致残余应力[19-20]㊂表4㊀各组分的热膨胀系数Table 4㊀CTE of each componentComponent Al 2O 3TiO Ti 3Cu 3O Ag CuCET /(10-6㊀ħ-1)8.1~8.59.215.219.222.02.3㊀96Al 2O 3/Cu 的活化Mo-Mn 法和AMB工艺封接性能图8㊀两种封接工艺性能参数对比Fig.8㊀Comparison of two sealing process performance parameters 陶瓷-金属封接后的抗拉强度和气密性往往是对封接性能的一个重要考核标准,为评价上述Al 2O 3/Cu的两种封接工艺的效果,测试并比较了两种封接方式制备样品的结合强度和气密性,测试结果如图8所示㊂从图8可看出,采用活化Mo-Mn 法的封接强度((60.2ʃ7.7)MPa)略高于AMB 工艺的封接强度((43.1ʃ6.9)MPa),这是因为活化Mo-Mn 法中金属化层的厚度(14.25μm)高于AMB 中的反应层厚度(1.67μm),其次以Mo 为主体的金属化层给封接面提供了较大的强度支撑[21],因此采用活化Mo-Mn 法进行氧化铝陶瓷的金属化及封接的结合效果较AMB 工艺有所提高㊂陶瓷金属化产品在应用过程中可接受的泄漏率范围应小于10-10Pa㊃m 3㊃s -1,图8同时示出两种封接工艺连接的96Al 2O 3/Cu 接头处测试的泄漏率,从两种金属化工艺的界面微观结构图可观察到金属化层在瓷件表面均呈现均匀致密的状态,层间连接紧密且无明显缺陷,因此产品的气密性并无较大差别,均在2.3ˑ10-11Pa㊃m 3㊃s -1左右,满足实际应用要求㊂3㊀结㊀论(1)在金属化温度下,Mo 颗粒在封接界面处形成了骨架结构,从而起到支撑作用,以便于玻璃相的相互迁移渗透;金属化层中含Mn 玻璃相在毛细管力的驱动下迁移扩散至Al 2O 3基体表面,且在某些Al 2O 3峰位处同时检测出了MnO 相,二者在封接界面处形成了具有尖晶石型的MnAl 2O 4相㊂(2)在AMB 工艺中,Ti 原子扩散至Al 2O 3陶瓷表面导致Al 和O 的分解,分别形成了0.64μm 厚的TiO 层和1.03μm 厚的Cu 3Ti 3O 层,钎焊区域内各层CTE 的递变给钎焊接头提供了良好的热弹性相容性,减小了内部产生的热致残余应力从而提高了钎焊接头质量㊂(3)活化Mo-Mn 法的金属化效果较AMB 工艺的金属化效果较好,采用活化Mo-Mn 法的封接强度((60.2ʃ7.7)MPa)高于AMB 的封接强度((43.1ʃ6.9)MPa),但气密性指标两种工艺无明显差别,均在2.3ˑ10-11Pa㊃m 3㊃s -1左右,满足实际应用要求㊂参考文献[1]㊀康丁华.新能源车用陶瓷材料特性及其金属封接介绍[C]//第二届上海国际先进陶瓷前沿与应用发展高峰论坛.上海,2020.KANG D H.New energy car ceramic material characteristics and metal sealing introduction[C]//2nd Shanghai International Advanced CeramicFrontier and Application Development Summit Forum.Shanghai,2020(in Chinese).[2]㊀李卓然,樊建新,冯吉才.氧化铝陶瓷与金属连接的研究现状[J].宇航材料工艺,2008,38(4):6-10.LI Z R,FAN J X,FENG J C.Progress in joining of alumina ceramics to metal[J].Aerospace Materials &Technology,2008,38(4):6-10(inChinese).[3]㊀高陇桥.陶瓷-金属材料实用封接技术[M].2版.北京:化学工业出版社,2011.248㊀陶㊀瓷硅酸盐通报㊀㊀㊀㊀㊀㊀第41卷GAO L Q.Ceramic-metal material practical sealing technology[M].2nd edition.Beijing:Chemical Industry Press,2011(in Chinese).[4]㊀谢志鹏.结构陶瓷[M].北京:清华大学出版社,2011.XIE Z P.Structural ceramics[M].Beijing:Tsinghua University Press,2011(in Chinese).[5]㊀高陇桥,刘㊀征.我国陶瓷-金属封接技术的进步[J].山东陶瓷,2019,42(2):7-12.GAO L Q,LIU Z.Progress of ceramic to metal seal technology in China[J].Shandong Ceramics,2019,42(2):7-12(in Chinese). [6]㊀王㊀玲,康文涛,高朋召,等.陶瓷金属化的方法㊁机理及影响因素的研究进展[J].陶瓷学报,2019,40(4):411-417.WANG L,KANG W T,GAO P Z,et al.Research progress of methods,mechanisms and influencing factors of ceramic metallization[J].Journal of Ceramics,2019,40(4):411-417(in Chinese).[7]㊀LIU G H,ZHONG X Q,XING Y,et al.Surface resistivity and bonding strength of atmosphere plasma sprayed copper-coated alumina substrate[J].Journal of the American Ceramic Society,2021,104(3):1193-1197.[8]㊀KABAAR A B,BUTTAY C,DEZELLUS O,et al.Characterization of materials and their interfaces in a direct bonded copper substrate for powerelectronics applications[J].Microelectronics Reliability,2017,79:288-296.[9]㊀刘桂武,乔冠军.活化钼-锰法陶瓷 金属封接研究的进展[J].硅酸盐学报,2006,34(12):1522-1527.LIU G W,QIAO G J.Research progress on ceramic-metal seals via the activated molybdenum-manganese process[J].Journal of the Chinese Ceramic Society,2006,34(12):1522-1527(in Chinese).[10]㊀高陇桥,高永泉.陶瓷金属化玻璃相迁移全过程[J].山东陶瓷,2010,33(4):3-5+16.GAO L Q,GAO Y Q.Total process of glass phase migration in ceramic metallization[J].Shandong Ceramics,2010,33(4):3-5+16(in Chinese).[11]㊀YANG S H,KANG S.Fracture behavior and reliability of brazed alumina joints via Mo-Mn process and active metal brazing[J].Journal ofMaterials Research,2000,15(10):2238-2243.[12]㊀顾钰熹,邹耀弟,白闻多.陶瓷与金属的连接[M].北京:化学工业出版社,2010.GU Y X,ZOU Y D,BAI W D.Ceramic and Metal Bonding[M].Beijing:Chemical Industry Press,2010(in Chinese).[13]㊀ZHANG J,HE Y M,SUN Y,et al.Microstructure evolution of Si3N4/Si3N4joint brazed with Ag-Cu-Ti+SiCp composite filler[J].CeramicsInternational,2010,36(4):1397-1404.[14]㊀范彬彬,赵㊀林,谢志鹏.陶瓷与金属连接的研究及应用进展[J].陶瓷学报,2020,41(1):9-21.FAN B B,ZHAO L,XIE Z P.Progress in research and application of joining of ceramics and metals[J].Journal of Ceramics,2020,41(1): 9-21(in Chinese).[15]㊀WANG L,KANG W T,GAO P Z,et al.Influence of ceramic substrate porosity and glass phase content on the microstructure and mechanicalproperties of metallized ceramics via an activated Mo-Mn method[J].Ceramics International,2020,46(6):8244-8254.[16]㊀ALI M,KNOWLES K M,MALLINSON P M,et al.Microstructural evolution and characterisation of interfacial phases in Al2O3/Ag-Cu-Ti/Al2O3braze joints[J].Acta Materialia,2015,96:143-158.[17]㊀LIN K L,SINGH M,ASTHANA R.Interfacial characterization of alumina-to-alumina joints fabricated using silver-copper-titanium interlayers[J].Materials Characterization,2014,90:40-51.[18]㊀ALI M,KNOWLES K M,MALLINSON P M,et al.Interfacial reactions between sapphire and Ag-Cu-Ti-based active braze alloys[J].ActaMaterialia,2016,103:859-869.[19]㊀QIU Q W,WANG Y,YANG Z W,et al.Microstructure and mechanical properties of Al2O3ceramic and Ti6Al4V alloy joint brazed with inactiveAg-Cu and Ag-Cu+B[J].Journal of the European Ceramic Society,2016,36(8):2067-2074.[20]㊀ANWAR S,ANWAR S,NAYAK P.Multilayer composite ceramic-metal thin film:structural and mechanical properties[J].Surfaces andInterfaces,2018,10:110-116.[21]㊀KUO D H,YEH K T,SHIUE R K,et al.Microstructural characterizations of the316stainless steel-alumina joining by a modified moly-manganese process and brazing[J].Advanced Materials Research,2011,189/190/191/192/193:3339-3344.。
AlNBN纳米结构多层膜微结构及力学性能
571 6
794 ) 900
271 0
790 ) 831
261 0
240
012504 013615 012553 013111
01 6660 )
01 4228 01 4979
对 AlN 和 BN 层 厚分 别 为 410 和 0132 nm 的 AlNPBN纳米结构多层膜的 HRTEM 分析表明, 多层 膜呈柱状晶, 图 2( a) 是经快速傅里叶变换( FFT ) 后 的形貌图. 从图 2( a) 可以看出, BN 以 AlN 为模板产 生了同结构 的共格外延 生长, 形成了纤 锌矿 w- BN 晶体结构, 此时的 BN 的晶 格常数与 AlN 的晶格常 数一样, 在其界面上没有形成位错. 薄膜的选区电子 衍射( SAED) 花样( 图 2( b) ) 是以电子束沿 Si[ 110] 晶 向拍摄的, 显示了一系列典型的纤锌矿结构, 具有很 强的( 0002) w-AlN M( 002) Si 结构的 AlN 布拉格反射. 多
图 2 AlN( 410 nm)PBN ( 01 32 nm) 多层膜显微形貌及电子衍 射花样 ( a) 截面 HRTEM 图像, ( b) SAED 花样
图 3 AlN 和 BN 的层厚分别为 51 45 和 01 55 nm 的 A lNPBN 多层膜的 HRTEM 图像
( 101) 和( 110) 环. 为了了解 AlN 层和 BN 层的界面情 况, 在高倍率下对该试样进行了观察( 图 5) , 表明部 分 BN 层转变为非晶, 部分 BN 层 尽管没有变成非 晶, 但在界面上晶格条纹发生了扭曲. 如在图 5 的区
到目前为止, 人们在多层膜的非平衡生长及性 能研究中, 主要研 究了调 制层 之间 的错配 度较 小 的纳米多 层膜的 情况, 本 文研 究了 错配度 较大 的 AlNPBN 纳米 多层 膜的 微结 构和 力学 性能 .
AlON陶瓷材料的结构_性质及应用
AlON陶瓷材料的结构、性质及应用云斯宁1)蒋明学1)李勇2)刘建龙3)唐仕英1)王黎1)1)西安建筑科技大学材料学院 西安7100552)洛阳耐火材料集团有限责任公司3)金川公司第一冶炼厂摘 要 综述了A lON(阿隆)陶瓷材料的结构、性质、合成及应用情况。
认为AlO N陶瓷自身优异的性能特点决定了它无论作为功能材料还是作为结构材料,都具有广泛的应用潜能;同时指出,虽然目前A lON陶瓷的研究已经取得了很大的进步,但还需对其形成热力学过程、烧结机理、制备工艺等方面进行更深一步的研究。
关键词 阿隆,陶瓷材料,晶体结构随着冶金工业的发展,对耐火材料综合性能的要求越来越高。
A lON(氧氮化铝,也称阿隆)陶瓷具有良好的耐高温性、热震稳定性和抗侵蚀性能,可成为一种理想的高温结构陶瓷或近代耐火材料。
尽管人们对A lON体系进行了许多研究,但由于实验检测、热力学数据、相关系图等[1]诸多因素的影响,使得AlON陶瓷材料的大规模工业应用存在一定的困难,因而对其研究还有待于进一步深化,故本文对其结构、性质、合成及应用作简要的概述。
1 AlON陶瓷的结构从M cCauley修正的Lejus于1964年绘制的AlN-Al2O3假二元系相图[2]中可以看出,该体系有多种氧氮化铝相存在(见表1)。
其中 氧氮化铝尖晶石( AlON)是惟一一种表1 AlN-Al2O3假二元系氧氮化铝相项目x(AlN)/%分子式M X1)结构2H100AlN11纤维锌矿2)32H93.3Al16O3N141617纤维锌矿20H88.9Al10O3N81011纤维锌矿2H -->910纤维锌矿27R87.5Al9O3N7910纤维锌矿16H85.7Al8O3N689纤维锌矿21R83.3Al7O3N578纤维锌矿12H80.0Al6O3N467纤维锌矿AlON35.7Al23O27N52332尖晶石! AlON~21.0Al19.7O29.5N2.519.732尖晶石! AlON16.7Al22O30N22232尖晶石AlON10Al19O27N1928尖晶石Al ON7.1Al27O39N2740单斜刚玉0Al2O323刚玉1)阳离子与阴离子之比;2)组成中仅存在Al、O、N元素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第24卷第3期2009年5月 无机材料学报Journal of I norganic MaterialsVol .24,No .3 May,2009文章编号:10002324X (2009)0320636205DO I :10.3724/SP .J.1077.2009.00636收稿日期: 2008208219,收到修改稿日期: 2008210230基金项目: 国家973项目(2006CB605207)作者简介: 张玲艳(19822),女,硕士研究生.E 2mail:zhangly20068@ 通讯联系人: 秦明礼,副教授.E 2mail:qinm l@mater .ustb .edu .cnAl N 与M o 2Ni 2Cu 活性封接的微观结构和性能分析张玲艳1,秦明礼1,曲选辉1,陆艳杰2,张小勇2(1.北京科技大学粉末冶金研究所,北京100083; 2.北京有色金属研究院,北京100088)摘要:A l N 陶瓷是一种性能优良的电子封装材料,但不容易与金属直接连接在一起.实验采用98(Ag28Cu )2Ti 活性焊料,在真空条件下实现了A l N 陶瓷与Mo 2N i 2Cu 合金的活性封接.利用E BS D 、E DS 、XRD 方法研究了焊接区域以及剪切试样断裂表面的微观结构和相组成,测定了焊区的力学性能和气密性.研究结果显示:在A l N 陶瓷界面上有Ti N 生成,说明陶瓷与焊料之间是一种化学键合,而在Mo 2N i 2Cu 合金的界面上有少量的N i 2Ti 金属间化合物存在.剪切后试样的断裂面上有Ti N 和A l N ,说明断裂发生在靠近陶瓷的焊层区域.焊接试样性能优良:气密性达到1.0×10-11Pa ・m 3/s,平均抗弯强度σb =78.55MPa,剪切强度στ=189.58M Pa .关 键 词:Ti 2Ag 2Cu 活性焊料;活性封接;微观分析;封接性能中图分类号:T B756 文献标识码:AM i crostructure and M echan i ca l Property Ana lysis of A l N Ceram i cw ith M o 2N i 2Cu A lloy Acti ve Brazed Jo i n tsZHANG L ing 2Yan 1,Q IN M ing 2L i 1,QU Xuan 2Hui 1,LU Yan 2J ie 2,ZHANG Xiao 2Yong2(1.I nstitute of PowderMetallurgy,University of Science and Technol ogy Beijing,Beijing 100083,China;2.General ResearchI nstitute for Nonferr ousMetals,Beijing 100088,China )Abstract :A l N cera m ic is a high 2perf or mance electr onic packaging material,but it is difficult t o j oint with metals directly .A l N cera m ic and Mo 2N i 2Cu all oy was brazed using 98(Ag28Cu )2Ti active filler all oy in vac 2uu m.E BS D,EDS and XRD were used t o study the m icr ostructure and phases of bonding area and the sur 2face of the sheared sa mp le .The mechanical p r operties and her meticity perfor mance were measured .It isf ound that Ti N exists in the interface of A l N cera m ic,which indicate that there is a che m ical bond bet w een cera m ic and filler metal,but there is a fe w of N i 2Ti inter metallics in the interface of Mo 2N i 2Cu all oy .Ti N and A l N are found on the sheared fracture surface,which indicate that fracture occurrs fr om the bonding area near the A l N cera m ic .The sa mp le has good perf or mance with gas leakage rate of 1.0×10-11Pa ・m 3/s,average bending strength of σb =78.55MPa and shear strength of στ=189.58MPa .Key words :Ti 2Ag 2Cu active filler all oy;active brazing;m icr ostructure analysis;mechanical p r operties 陶瓷具有高强度和抗腐蚀等性能,使其在电子、航空航天、自动推进系统和核反应等工业领域具有广阔的应用前景.但是陶瓷本身的脆性,在很多方面限制了其应用[1].实现陶瓷与金属等材料的封接,在很多情况下可以提高陶瓷的承受力,扩大其使用范围.焊接是实现陶瓷与金属封接的常用方法,它是通过使用焊料,在陶瓷表面形成液相合金润湿陶瓷来实现的[1,2].最常用的焊料是Ag 2Cu 共晶组织的合金,但Ag 2Cu 焊料不能直接润湿陶瓷,需要预先在陶瓷表面上镀一层金属化层.目前最常用的陶瓷表面金属化法是Mo 2Mn 金属化法,但是这种方法工艺复杂,成本高.由于Mn 的抗腐蚀能力比较差,使这种连接方法在核反应工业领域的应用受到限制[1].由于陶瓷很难被传统的焊料润湿,所以在焊料中加入活性元素,如Ti 、Zr 等,来改善合金焊料对陶瓷的润湿性.这种活性金属封接方法可以实现金属与陶瓷第3期张玲艳,等:A l N与Mo2N i2Cu活性封接的微观结构和性能分析或者陶瓷与陶瓷的封接,具有被焊金属与陶瓷不需加压,在较低的温度下一次加热即可焊接成功,工艺简单[3,4]等优点.A l N陶瓷具有一般陶瓷所具有的高强度、抗腐蚀等优异性能,并且热导率高、热膨胀系数与硅相匹配、无毒,成为目前最具有发展前途的一种陶瓷基板材料[3,5].Mo2Cu合金具有高的热导率,低膨胀系数,又具有高的机械强度和使用温度,也是一种优良的电子封装材料[6].为了充分利用两者的优异性能,本工作采用98(Ag28Cu)2Ti活性焊料对两者进行了活性封接,并对封接机理进行了讨论.1 试验1.1 试验原料试验采用掺杂5%Y2O3做烧结助剂的A l N陶瓷,采用北京有色金属研究院提供的厚度约为0.1mm的98(Ag28Cu)2Ti活性焊料片,Mo2N i2Cu合金的成分约为:Mo∶N i∶Cu=75∶5∶20.1.2 试验过程将A l N和Mo2N i2Cu分别加工成3mm×4mm×18mm的标准抗弯条,用于焊接后试样的弯曲强度测试,将A l N陶瓷和Mo2N i2Cu合金分别加工成4mm×12mm×12mm的陶瓷板和5mm×5mm×10mm的剪切条,用于焊接后试样的剪切强度测试.将A l N陶瓷加工成<25mm×1.5mm的陶瓷圆片,将Mo2N i2Cu合金加工成内径<10mm、外径<15mm、高h10mm的金属环,将二者焊接后用于气密性测试.98(Ag28Cu)2Ti 活性焊料也切为封接面积大小的活性焊料片.焊接前,先用砂纸研磨Al N陶瓷和Mo2Ni2Cu合金的待焊接表面,使被焊接表面平整,然后先用酒精清洗,再放入丙酮溶液中超声波清洗约20m in,以除去被焊接表面的油渍等污垢,98(Ag28Cu)2Ti活性焊料片在使用前先除去表面的氧化层,然后再放入丙酮溶液中超声清洗.最后在真空度优于1.0×1023Pa的CZ L2160程控真空炉中进行焊接试验.焊接温度为1220K,升温速率为10℃/m in,在1100和1220K分别保温10m in.焊接试验完成后,将试样焊层的纵切面先用砂纸研磨,然后进行抛光,分别采用扫描电镜、E BS D背散射电子、E DS能谱分析对焊层的纵切面进行组织形貌观察和能谱分析,然后采用机械剥离的方法对焊层逐层进行XRD物相分析.弯曲和剪切强度的测试均在CD W25型微机控制的精细陶瓷试验机上进行,其加载速率分别是0.1和0.2mm/s,最后分别对5个试样的强度值取平均.最后用氦气检漏仪检测样品的气密性.2 结果及讨论2.1 焊层显微结构分析Ti2Ag2Cu活性焊料被广泛应用于两种不同材料的封接中,由于焊料中Ti与Cu的亲和力大于Ag,因此在使用Ti2Ag2Cu活性焊料封接过程中,Ti有很大一部分存在于富Cu相中,但是富Cu相中的Ti在焊接过程中通常不会起到润湿陶瓷的作用,而是以Cu2Ti金属间化合物的形式存在,而焊料中的Ag则有使Ti从金属间化合物中释放出来的作用,使Ti成为活性Ti,从而增加焊料Ti2 Ag2Cu的活性,并润湿陶瓷[1,7].因此,活性焊料的组成对于封接试样的强度以及气密性具有重要影响.图1是焊层的扫描电镜形貌照片,其中图1(a)是焊层及焊接基体的形貌图,图1(b)是焊层与Mo2N i2Cu合金基体的局部焊接界面形貌照片.从图1(a)中可见焊层厚度大约为80μm,焊层与焊接基体之间的界面清晰,焊接良好,焊层中有明显的共晶组织出现.焊层的大部分是以白色Ag为基体的Ag2Cu共晶组织B(其形貌如图2中B所示),但在合金一侧的焊层中出现了灰色的A相,能谱分析发现A相中大部分为Cu,并含有少量的N i和A l.由此可见,在焊接过程中,当温度升高并达到焊料的熔点后,焊料开始熔化,焊料与焊接基体之间的某些元素发生了相互扩散,但是,最初焊料向基体中的扩散很慢,大多是合金基体向液相焊料中的扩散[8,9],由于所用的Mo2N i2Cu 合金中含有约20%的Cu,因此,活性焊料熔化后, Mo2N i2Cu合金中的Cu会向焊层扩散,并逐渐融入熔融的焊料层中,经过一段时间后,焊料中的液相逐渐消失,焊层逐渐收缩凝固,因此使扩散后的Cu在合金一侧的焊层中富集,出现了Cu含量较高的灰色A相.从图1(b)中还可以看到,在Mo2N i2Cu合金与焊层之间的界面上还有少量的深灰色D相,其中,合金中的浅灰色球形颗粒为Mo.由于Mo2N i2Cu合金不够致密,Mo颗粒之间的缝隙较大,部分D相还渗入到被焊接基体Mo2N i2Cu合金中,并包裹在Mo颗粒周围,能谱分析发现D相中的N i和Ti的含量非常高,其中还有A l和少量的Cu,可见合金中的N i也有向焊层中扩散的趋势.图1(a)中的C是焊料与A l N陶瓷之间的反应润湿层,从图2中可以看出,润湿层C连续分布,其厚度大约为2~3μm,能谱分析发现,此处主要是元素Ti,有少量的Ag、Cu和A l,从图3Ti元素在焊层中的线分布可以看出活性焊料中的Ti大部分富集在了陶瓷与焊料之间的润湿层C处,在Mo2N i2Cu合金与焊层之间的界面处也有少量富集,有些还扩散到被焊接合金基体中,但在中间的焊层中却几乎没有Ti分布,这与736无机材料学报第24卷C 、D 相以及焊层中的能谱分析结果相一致.图1 焊接区域的扫描电镜照片Fig .1 SE M i m ages of brazed j oint area(a )Bet w een A l N and Mo 2N i 2Cu;(b )The interface nearMo 2N i 2Cu图2 润湿层C 及共晶组织B 的扫描电镜照片Fig .2 SE M i m age of wetting layer C and eutectic m ixturesB图3 焊层中Ti 元素的线分布Fig .3 Ele ment line distributi on of Ti ele ment in the welding layer2.2 XRD 分析对焊接后的样品采用对焊接表面逐层剥离的方法,逐层进行XRD 物相分析.图4中的(a )、(b )分别是焊层在靠近A l N 陶瓷一侧以及靠近合金一侧的XRD物相分析结果,(1)、(2)、(3)、(4)分别表示距离陶瓷界面不同位置的焊层的XRD 物相分析曲线,它们与陶瓷界面之间的距离关系是:(1)<(2)<(3)<(4).从图4(a )中可以看到在靠近A l N 陶瓷的界面上有Ti N 存在.一般情况下,A l N 陶瓷与金属不能发生润湿,但在焊料中加入活性元素如Ti 后,由于Ti 能与陶瓷中的某些元素发生反应,生成具有金属键的化合物,并附着在陶瓷与焊料之间的界面上,使陶瓷与活性焊料之间的界面能降低,从而减小焊料与陶瓷之间的润湿角,使焊料对陶瓷的润湿性大大增加,从而实现陶瓷与金属的牢固封接[10,11].Ti N 相的存在说明图2中Ti 元素在陶瓷界面上的富集是由于Ti 与A l N 陶瓷中的N 发生化学反应造成的.虽然,在298~1200K 的范围内,A l N 与Ti 的主要化学反应产物有Ti N 、Ti 2N 和Ti 4N 3三种,但根据热力学计算,反应生成Ti N 的趋势要远远大于Ti 2N 和Ti 4N [3]3,这与试验的XRD 物相分析结果一致.图4 焊层中不同区域的XRD 分析结果Fig .4 XRD analysis of different area(a )NearA l N cera m ic;(b )NearMo 2N i 2Cu all oy;((1)-(4))Gradual 2ly far away fr om A l N cera m ic836第3期张玲艳,等:A l N与Mo2N i2Cu活性封接的微观结构和性能分析 另外,XRD的分析结果还表明焊层中还有Cu2Ti、AgTi3、AgTi、N i3Ti和A l N i相存在,但是通过(1)、(2)、(3)、(4)的对比发现,Cu2Ti金属间化合物存在于靠近陶瓷的界面附近,AgTi3和AgTi在焊层中都有分布,而N i3Ti和A l N i则存在于合金与焊层之间的界面上,说明,当焊料熔化后,焊料中的活性元素Ti 逐渐向陶瓷的界面上富集,使陶瓷界面上Ti的浓度逐渐升高,Ti的活性逐渐增大,经过一段时间后,当Ti 的活性超过生成Ti N的极限值时,Ti就与陶瓷中的N 结合,生成Ti N,促使活性焊料合金在陶瓷表面铺展并润湿陶瓷,此时Ti和A l溶入液相活性合金焊料中,由于Ti与Cu的亲和力要大于Ag,因此,在富Ti区域,也会生成Ti2Cu金属间化合物.活性焊料中的Ag含量很高,也会与少量的Ti结合生成Ag2Ti化合物.由于在合金基体中含有与Ti的亲和力较强、并能结合形成N i2Ti金属间化合物的N i,而Ti在N i中的熔解热焓为-187kJ/mol,在Cu中的熔解热焓为-10kJ/mol[8、12],因此,Ti更容易与N i结合,故在N i含量较高的合金界面处会形成N i3Ti,同时,由于Ti与A l N陶瓷中的N发生化学反应而从陶瓷中释放出来的A l,进入液相焊料并通过扩散后也在合金一侧与N i结合生成A l N i相,这与图1中D相的能谱分析结果一致.正是由于液相焊料与焊接基体之间的这一系列化学反应以及原子的相互扩散,使液相焊料逐渐收缩,焊层变窄并逐渐凝固,从而使A l N陶瓷与Mo2Ni2Cu合金通过活性焊料层而牢固气密地结合起来.根据以上XRD及能谱分析,可以看出A l N陶瓷与Mo2Ni2Cu合金通过98(Ag28Cu)2Ti活性焊料焊接后的焊层结构大致是:Al N陶瓷基体/Ti N+Cu2Ti/AgTi3+ AgTi+Ag+Cu/Cu+N i3Ti+A l N i/合金基体.由于焊层的XRD物相分析是通过对焊层的逐层机械剥离完成的,且焊层本身很薄,焊层中各物相的分布范围更小,剥离过程中难免会失去一些存在的物相,因此,生成的Cu2Ti金属间化合物可能不仅有Cu2Ti一种,也极可能有Cu4Ti3、CuTi等金属间化合物存在[13].2.3 封接强度及断面分析在精细陶瓷试验机上,对试验样品分别进行弯曲和剪切强度测试.具体测试结果如表1所示.图5是剪切试验完成后试样断面的低倍表面形貌照片,从图中可以看出,剪切试样一部分在白色A 部分焊层中断裂,也有一部分在黑色B部分的A l N陶表1 试样的弯曲及剪切强度测试结果Table1 The bend i n g and shear strength of the s am pleBonding area/mm2Bonding strength/MPaBending1278.55Shear50189.58瓷中断裂.能谱分析发现A部分的断面上有大量的Ag和Cu,还有少量的Ti和N,由于A处大部分是韧性强的Ag2Cu共晶组织,因此在此处的断面上有明显的撕裂痕迹,而在B处的A l N陶瓷断裂面上,在高倍电子显微镜下观察,A l N颗粒晶界清晰,是明显的沿晶脆性断裂.断面A、B两部分的高倍形貌照片如图6中的(a)、(b)所示.从焊层的显微结构和XRD分析可以看出,焊接过程取决于焊料中Ti2Ag2Cu向A l N陶瓷扩散以及陶瓷中的A l向焊层扩散并形成界面层,以及焊料与Mo2N i2Cu合金之间的扩散.由于活性焊料与陶瓷及Mo2N i2Cu合金之间热膨胀系数的不匹配(常温下A l N 的热膨胀系数为4.5×10-6/℃,Ti N的热膨胀系数为图5 断裂面的扫描电镜照片Fig.5 SE M i m age of the fracturesurface 图6 图5中断裂面A、B部分的扫描电镜照片 Fig.6 SE M i m ages of the fracture surface (a)Secti on A;(b)Secti on B in Fig.5936无机材料学报第24卷8.0×10-6/℃,Mo 2N i 2Cu 的热膨胀系数约为(6.5~8.0)×10-6/℃),在焊层中会形成应力集中;同时由于焊接过程中焊接基体也经受了一次加热、冷却的过程,在焊层与合金以及陶瓷之间的界面连接部位产生热影响区,由于陶瓷脆性大,热影响区的陶瓷塑性更差,另外,在焊层与陶瓷界面上生成的Ti N 层很薄,且A l N 与Ti N 之间的热膨胀系数不匹配,一般在此处的连接比较脆弱,因此,剪切实验时断裂通常发生在靠近陶瓷的反应层中[1].剪切试验完成后,对剪切试样的断面做了XRD 物相分析,分析结果如图7所示.从图7中可以看出断面上有大量的A l N 、Ti N 和Ag 相,此外还有一系列的Cu 2Ti 和Ag 2Ti 金属间化合物,以及A l N 陶瓷中的Y A l O 3相.由此可见,在剪切实验时,断裂发生在如上所说的陶瓷表面附近的热影响区和陶瓷相中,而不是中间大片的共晶组织焊接区域.封接强度不仅与温度及焊料的组成有关,也与焊层的显微结构有关,焊层中的Ti N 不仅影响热应力大小,也影响封接强度,而焊层中的一系列Cu 2Ti 金属间化合物相可以起到过渡作用,减小应力.虽然Ti 含量高时焊料活性更大,对陶瓷的润湿性更强,但是,如果Ti 的含量过高,会在残余的Ag 2Cu 合金中形成大量脆性强的Cu 2Ti 金属间化合物,使封接强度下降.此外,焊层中韧性强的Ag 2Cu 合金也会吸收一部分应力,因此,焊接温度不宜过高,因为温度过高时会造成流散性强的Ag 2Cu 合金从焊料焊接区域流散,使焊接界面相互靠近,韧性强的Ag 2Cu 共晶层变薄,从而导致界面上的热应力上升,焊接强度下降[1].因此焊层中Ti N 、Cu 2Ti 金属间化合物、Ag 2Cu 共晶组织各层的厚度都应适当才有利于应力的释放和吸收,从而提高封接强度.图7 断裂面的XRD 图谱Fig .7 XRD pattern of the fracture surface2.4 气密性测试将98(Ag28Cu )2Ti 活性焊料加工成内径小于10mm ,外径大于15mm 合适大小的环状,放在A l N 陶瓷片与Mo 2N i 2Cu 合金环之间进行气密性封接,二者焊接后,采用氦气检漏仪检测样品的气密性为1.0×10-11Pa ・m 3/s .3 结论1)1220K,真空度优于1.0×10-3Pa 的条件下,采用98(Ag28Cu )2Ti 活性焊料实现了A l N 陶瓷与Mo 2N i 2Cu 合金的活性封接.试样的平均剪切强度στ=189.58MPa,弯曲强度σb =78.55MPa,气密性达到1.0×10-11Pa ・m 3/s .2)在A l N 陶瓷界面上生成了一层厚2~3μm 的连续富Ti 层,XRD 分析表明陶瓷与焊料之间发生了化学反应并生成了Ti N .3)XRD 和E DS 等分析表明,焊区的结构大致是:A l N 瓷/Ti N +Cu 2Ti/AgTi 3+AgTi +Ag +Cu /Cu +N i 3Ti +A l N i/合金基体.4)通过SE M 、EDS 和XRD 等分析表明,试样受剪切时断裂发生在陶瓷与焊层之间的过渡区.参考文献:[1]Mandal S,Ray A K,Ray A K .M aterials Science and EngineeringA ,2004,383(2):2352244.[2]Slack G A,Tranzili R A.J.Phy .Che m.Solids ,1987,48(7):6412648.[3]刘鑫,张小勇,陆艳杰.真空电子技术,2007,(4):56258.[4]鲁燕萍,高陇桥.真空科学与技术,2000,20(3):1902193.[5]Zhu S,W ⁄osi ski W.Journal of M aterials Processing Technology ,2001,109(3):2772282.[6]李增峰,汤慧萍,刘海彦.粉末冶金材料科学与工程,2006,11(3):1852190.[7]曲仕尧,邹增大,王新洪.焊接学报,2003,24(4):13216.[8]A rr óyave R,Eagar T W.Acta M eterialia ,2003,51(16):487124880.[9]ZHANG Chun 2guang,Q I A O Guan 2jun,J I N Zhi 2hao .Journal of theEuropean Ceram ic Society ,2002,22(13):218122186.[10]TaranetsN Y,Jones H.M aterials Science and Engineering A ,2004,379(122):2512257.[11]G ómez 2Garc ía D,Guti érrez 2Mora F,Gallardo 2L ópez ,et al .Jour 2nal of the European Ceram ic Society ,2007,27(11):330723310.[12]Ki m T W ,Chang H,Park S W.Ceram ic Engineering and ScienceProceedings ,2002,23(4):8432848.[13]DezellusO,Andrieux J,Bosselet F,et al .M aterials Science and En 2gineering A ,2008,495(122):2542258.46。