温度曲线标准图(红胶)
SMT红胶工艺问题简析
P
体等破损
_:口-_口:.’ .1口’.:口j
氧化
PCB的铜铂表面已发生变色
一日豳。0固o
。j:!囤。阗?;
I
(变色)
178
SMT红胶工艺问题简析
作者: 作者单位:
李承华 昊瑞电子科技有限公司
引用本文格式:李承华 SMT红胶工艺问题简析[会议论文] 2012
2.2设备准备 1)红胶工艺采用点胶和印刷两种;点胶工艺需准备合适的点胶设备即可,采购使用匹
配的点胶包装管;而印刷工艺分为手动印刷和机械自动印刷两种,但都需要准备印刷钢网。
173
在此只重点讲解下钢网准备及丝印准备工作. 2)印刷钢网:一般模板分为化学蚀刻铜模板(价格低,适用于小批量、试验且芯片引
脚间距>0.635 mm);激光蚀刻不锈钢模板(精度高、价格高,适用于大批量、自动生产线 且芯片引脚间距<0.5 mm)。对于研发、小批量生产或间距>0.5 mm,推荐使用蚀刻不锈钢模 板:对于批量生产或间距<0.5 mm采用激光切割的不锈钢模板。外型尺寸为370X470(单位: mm),有效面积为300×400(单位:mm)。
发剥离引起掉件。可以说红胶在常温25度测试推力0K是没问题的,也不是SMT的问题;主 要元件有高温脱模剂。
3.2.3红胶耐高温不行。也是掉件的主要原因。 我们其他电容没脱模剂的,在255度波峰高温没问题。但到260—265度就是掉件。但
波峰温度在255度假焊很多,260—265焊接效果很好;红胶要耐二次双波峰高温才算较好。 一般红胶品质问题参考标准:
7)红胶的固化:固化温度越高以及固化时间越长,粘接强度也越强。但随着温度超过 设计的固化温度后,其耐温性和黏结剪切力,固体特性会发生变化。故贴片红胶的温度会
回流焊温度曲线测试操作指示
1.0目的用于指导回流焊温度曲线测试操作指示。
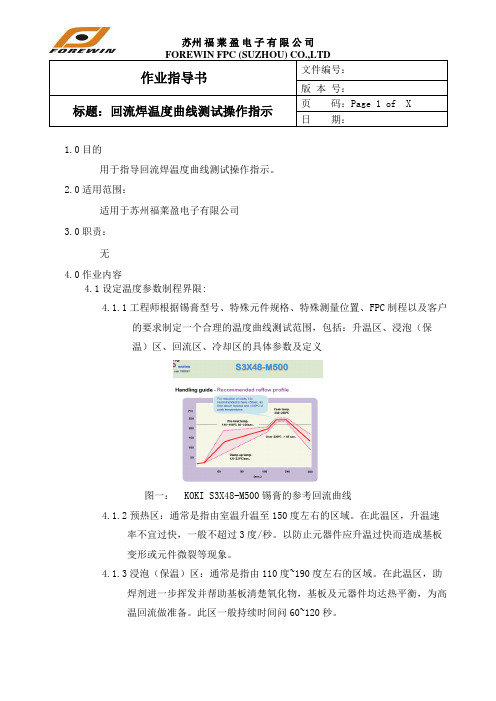
2.0适用范围:适用于苏州福莱盈电子有限公司3.0职责:无4.0作业内容4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义图一: KOKI S3X48-M500锡膏的参考回流曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:4.2.4一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
焊接温度标准
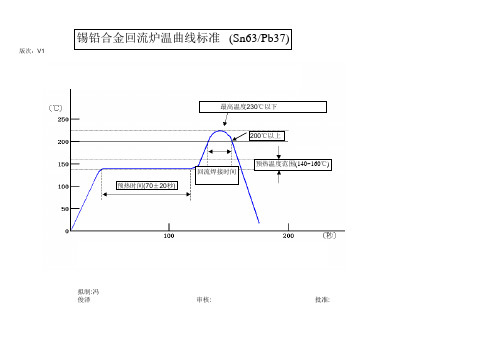
版次:V1拟制:冯俊泽审核:批准:锡铅合金回流炉温曲线标准(Sn63/Pb37)最高温度230℃以下预热时间(70±20秒)预热温度范围(140~160℃)回流焊接时间(20~40秒)200℃以上版次:V3胶水固化炉温曲线标准90-150秒适用红胶规格:1、LOCTITE 3482、SOMAR IR-130拟制: 王玉洁审核:批准:版次:V2拟制:王玉洁审核:批准:(高熔点)无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)①热容量小的部品(上限)②热容量大的部品(下限)回流预热冷却T =10℃之内0(秒)230℃245℃版次:V2拟制:王玉洁审核:批准:35±10Sec 是表示从进板到开始预热的时间90±30Sec 是表示预热从130°到达150°的时间25Sec 以下是表示从150°到达200°的时间30±10Sec 是表示保持200°的时间最高温度230℃以下35±10秒预热温度范围(130~150℃)200℃以上15013020023090±30秒25秒以下30±1010040秒以下无铅回流焊炉温曲线标准(Sn-8Zn-3Bi)特别要求:最大热容量部品与最小热容量部品最高温度的温差控制在10℃之内40Sec 以下是表示冷却从200°降至100°的时间版次:V1拟制:管群英审核:批准:①热容量小的部品(上限) ②热容量大的部品(下限)回流预热冷却T =10℃之内0(秒)250235MP4/I-REC 无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)。
回流焊温度曲线讲解
回流焊温度曲线讲解引言回流焊是电子产品制造中常用的一种焊接方法,它通过在高温环境下对焊接点进行加热,使焊膏熔化并与焊接点结合。
回流焊的温度曲线对焊接质量起着重要影响,本文将对回流焊温度曲线进行详细讲解。
回流焊温度曲线回流焊温度曲线通常是一个时间-温度图表,描述了在回流焊过程中焊接区域的温度变化情况。
回流焊温度曲线一般由以下几个阶段组成:预热阶段在回流焊过程开始之前的预热阶段,温度逐渐升高以使电路板和组件适应温度变化并消除一些潜在的热应力。
预热阶段温度通常从室温开始,逐渐升高至大约100°C。
热上升阶段热上升阶段是回流焊过程中温度升高最迅速的阶段,通常称为“热冲击”。
在这个阶段,温度快速上升至最高点,以确保焊接区域达到足够的温度以熔化焊膏。
焊接保持阶段焊接保持阶段是回流焊过程中温度维持在一定水平的阶段,通常在焊接温度的峰值处保持一段时间。
在这个阶段,焊膏完全熔化并与焊接点形成牢固的连接。
冷却阶段冷却阶段是回流焊过程中温度逐渐降低的阶段,焊接区域的温度逐渐接近室温。
冷却速率对焊接质量也有一定影响,过快的冷却可能导致焊接点的冷焊和应力积累。
回流焊温度曲线设计原则设计良好的回流焊温度曲线能够保证焊接质量,提高生产效率和产品可靠性。
以下是一些回流焊温度曲线设计的原则:温度控制回流焊温度曲线的设计应考虑到焊接区域的温度分布,确保所有焊接点达到所需的温度。
控制温度过高可能导致焊接点损坏或电路板变形,而温度过低则会导致焊接不良。
上升速率热上升阶段的速率应根据回流焊设备和焊接材料的规格来确定。
过快的上升速率可能导致焊接区域温度不均匀,增加焊接缺陷的风险。
焊接保持时间焊接保持阶段的时间应根据焊膏的特性和焊接点的要求来确定。
保持时间过短可能导致焊点不够牢固,而保持时间过长可能会造成过度熔化和焊接缺陷。
冷却速率冷却阶段的速率应适中,过快的冷却速率可能引起焊接点冷焊,过慢的冷却速率则可能导致应力积累和焊接不稳定。
车间环境要求与生产工艺要求
生产焊装车间要求一、电源电源电压和功率要符合设备要求:电压要稳定,一般单相AC220V(±10%,50/60HZ),三相AC 380V(±10%,50/60HZ)。
如果达不到要求,需配置稳压电源,电源的功率要大于功耗的一倍以上。
例如贴片机的功耗2KW,应配置5KW电源。
贴片机的电源要求独立接地,一般应采用三相五线制的接线方法。
因为贴片机的运动速度很高,与其他设备接在一起会产生电磁干扰,影响贴片机的正常运行和贴装精度。
二、气源要根据设备的要求配置气源的压力,可以利用工厂的气源,也可以单独配置无油压缩空气机。
一般要求压力大于7Kg/cm2 。
要求清洁、干燥的净化空气,因此需要对压缩空气进行去油,因为管道会生锈。
锈渣进入管道和阀门,严重时会使电磁阀堵塞、气路不畅,影响机器正常运行。
三、排风回流焊和波峰焊设备都有排风要求,应根据设备要求进行配置排风机。
对于全热风炉一般要求排风管道的最低流量值为500立方英尺/分钟。
四、照明厂房内应有良好的照明条件、理想照度为800LUX~1200LUX。
至少不能低于300LUX,低照明度时,在检验、返修,测量等工作区应安装局部照明。
五、工作环境SMT生产设备是高精度机电一体化设备,设备和工艺材料对环境的清洁度、温湿度都有一定的要求。
具体工作环境有:工作车间保持清洁卫生、无尘土、无腐蚀性气体。
空调环境下,要有一定的新风量,尽量将CO2含量控制在1000ppm以下,CO含量控制在10ppm以下,以保证人体健康。
环境温度:23±3℃为佳。
一般为17~28℃。
极限温度为15~35℃。
相对湿度:45~70%RH。
六、静电防护1、半成品裸露线路板需使用静电防护包装。
①静电屏蔽材料:防止静电穿透包装进入组件引起的损害。
②抗静电材料:使用中不产生静电电荷的材料。
③静电消散材料:具有足够的传导性,使电荷能通过其表面消散。
2、防止静电产生的办法.①控制车间静电生成环境。
SMT 炉温锡膏标准曲线图
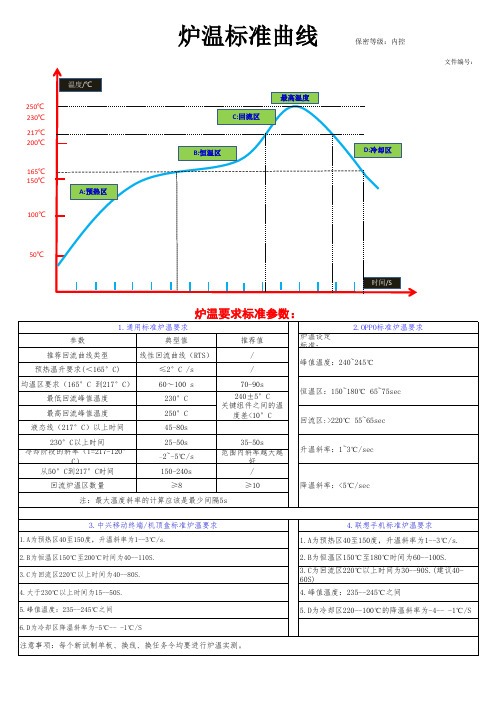
4.联想手机标准炉温要求 1.A为预热区40至150度,升温斜率为1--3℃/s.
2.B为恒温区150℃至180℃时间为60--100S. 3.C为回流区220℃以上时间为30--90S.(建议4060S) 4.峰值温度:235--245℃之间
5.D为冷却区220--100℃的降温斜率为-4-- -1℃/S
230°C以上时间 冷却阶段的斜率(T=217-120°
C) 从50°C到217°C时间
25-50s 一2~-5℃/s 150-240s
35-50s 范围内斜率越大越
好 /
升温斜率:1~3℃/sec
回流炉温区数量
≥8
≥10
降温斜率:<5℃/sec
注:最大温度斜率的计算应该是最少间隔5s
3.中兴移动终端/机顶盒标准炉温要求 1.A为预热区40至150度,升温斜率为1--3℃/s. 2.B为恒温区150℃至200℃时间为40--110S. 3.C为回流区220℃以上时间为40--80S. 4.大于230℃以上时间为15--50S. 5.峰值温度:235--245℃之间 6.D为冷却区降温斜率为-5℃-- -1℃/S 注意事项:每个新试制单板、换线、换任务令均要进行炉温实测。
炉温设定 标准:
2.OPPO标准炉温要求
峰值温度:240~245℃
均温区要求(165°C 到217°C) 最低回流峰值温度 最高回流峰值温度
液态线(217°C)以上时间
60~100 s 230°C 250°C 45-80s
70-90s
240±5°C 关键组件之间的温
度差<10°C
恒温区:150~180℃ 65~75sec 回流区:>220℃ 55~65sec
炉温设定标准(HELLER)

HELLER炉温设定标准
无铅中温炉温设定标准(通用标准)
温曲 温度
1
2
3
4
5
6
7
8
速度
上温曲 150 160 170 175 210 235 245 230 85cm/min 下温曲 150 160 170 175 200 225 230 220
1.根据实际情况:PCB1.0mm以内速度为95+5cm/min,PCB1.0mm以上速度为 说明: 82.5新+5产cm品/m首in次. 过炉时必须要先过2块交由组长以上人员确认无误后方可正
常过炉。 无铅高温(BGA产品)炉温设定标准(通用标准)
温度
温曲
1
2
3
4
5
6
7
8
速度
上温曲 150 160 170 175 210 270 285 270 75cm/min 下温曲 150 160 170 175 200 265 270 260
1.根据实际情况:PCB1.2mm以内速度为75cm/min,PCB1.3mm以上速度为 说明: 72.0新cm产/m品in首. 次过炉时必须要先过2块交由组长以上人员确认无误后方可正
常过炉。 无铅高温炉温设定标准(通用标准)
温度
温曲
1
2
3
4
5
6
Hale Waihona Puke 78速度上温曲 150 160 170 175 210 265 280 265 85cm/min 下温曲 150 160 170 175 200 250 265 250
1.根据实际情况:PCB1.2mm以内速度为85+5cm/min,PCB1.2mm以上速度为 说明: 72.5新+5产cm品/m首in次. 过炉时必须要先过2块交由组长以上人员确认无误后方可正
SMT炉温标准曲线

版次:V1拟制:审核:批准:锡铅合金回流炉温曲线标准(Sn63/Pb37)最高温度230℃以下预热时间(70±20秒)预热温度范围(140~160℃)回流焊接时间200℃以上版次:V3胶水固化炉温曲线标准90-150秒适用红胶规格:1、LOCTITE 3482、SOMAR IR-130拟制:审核:批准:版次:V2拟制:审核:批准:无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)①热容量小的部品(上限) ②热容量大的部品(下限)回流预热冷却T =10℃之内(秒)版次:V2拟制:审核:批准:35±10Sec 是表示从进板到开始预热的时最高温度230℃以下35±10秒预热温度范围(130~150℃)200℃以上15013020023090±30秒25秒以下30±1010040秒以下无铅回流焊炉温曲线标准(Sn-8Zn-3Bi)特别要求:最大热容量部品与最小热容量部品最高温度的温差控制在10℃之内90±30Sec是表示预热从130°到达150°的时间25Sec以下是表示从150°到达200°的时间30±10Sec是表示保持200°的时40Sec以下是表示冷却从200°降至100°的时间版次:V1T=10℃之内250235MP4/I-REC无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)拟制:审核:批准:①热容量小的部品(上限) ②热容量大的部品(下限)(秒)。