平面磨床M7130的PLC控制
M7130型平面磨床电气控制系统分析
《机床电气控制系统运行与维护》
《机床电气控制系统运行与维护》
1. 主电路分析
砂轮电动机 M1 冷却泵电动机 M2 液压泵电动机 M3
《机床电气控制系统运行与维护》
2. 电动机控制电路分析
(1)按钮SB1、SB2和接触器 KM1 线圈组成砂轮电动机 Ml 和冷却泵电动机 M2 的单向运 行的启动、停止控制电路。
2. 热继电器的整定电流 (1)砂轮电动机M1热继电器的整定电流:6.16A (2)冷却泵电动机M2热继电器的整定电流:0.47A (3)液压泵电动机M3热继电器的整定电流:2.17A
3. 电气设备及元件的参数
M7130型平面磨床控制系统采用的电气元件明细见表10-3
《机床电气控制系统运行与维护》 • M7130 型磨床电气控制线路分析
24)电磁吸盘充磁;
② SA1左投电磁吸盘去磁;
SA1
③ X3 电磁吸盘插头接入控制。
《机床电气控制系统运行与维护》 电磁吸盘保护环节
① 欠电流保护:当励磁电流低 于要求时KID将释放,其动断 触点断开,电动机不起动;
② 电磁吸盘线圈的过电压保护; ③ 电磁吸盘的短路保护; ④ 整流装置的过电压保护。
《机床电气控制系统运行与维护》
(2) 电磁吸盘控制电路
由整流装置、控制装置及 保护装置等组成。
电磁吸盘整流电路
• 整流部分由整流变压器T2和 桥式整流器UR组成,输出 110V直流电压。
《机床电气控制系统运行与维护》
电磁吸盘控制电路
① SA1 图示位置电磁吸盘 失电;
② SA1 右投(25 27;26
(1)电源及主回路电压:三相交流AC 380V 50Hz (2)控制回路电压:单相交流AC 110V 50Hz (3)整流电源电压:交流侧 AC 124V 50Hz 直流侧DC 110V (4)照明回路电压:单相交流AC 24V 50Hz (5)指示信号回路电压:单向交流 AC 6V 50 Hz
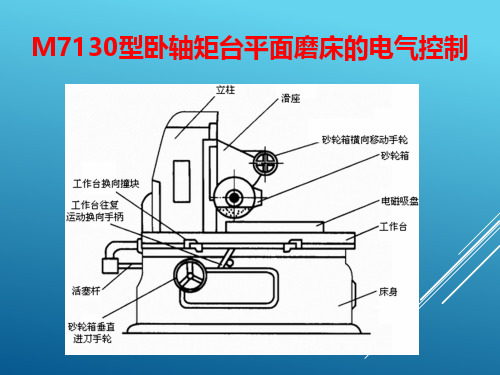
M7130型卧轴矩台平面磨床的电气控制
3. 电磁吸盘控制电路 电磁吸盘控制电路由整流装置、控制装置及保护装
置等部分组成。
(1)整流装置 电磁吸盘的整流装置由整流变压器Tr2与桥式全波
整流器VC组成,输出110 V直流电压对电磁吸盘供电。 (2)控制装置
电磁吸盘由转换开关SA1控制。SA1有3个位置: 充磁、断电与去磁。当开关处于“充电”位置时,触 头SA1(14-16)与SA1(15-17)接通;当开关置于 “去磁”位置时,触头SA1(14-18)、SA1(16-15) 及SA1(4-3)接通;当开关置于“断电”位置时, SA1所有触头都断开。对应SA1各位置,其电路工作情 况如下:
(3)保护环节 电磁吸盘具有欠电流保护、过电压保护及短路保
护等。 欠电流保护:为了防止平面磨床在磨削过程中出
现断电事故或吸盘电流减小,致使电磁吸盘失去吸力 或吸力减小,造成工件飞出,引起工件损坏或人身事 故,故在电磁吸盘线圈中串入欠电流继电器KA,吸盘 具有足够吸力时,KA才吸合,触点KA(3-4)闭合, 为起动M1、M2进行磨削加工作准备。否则不能开动 磨床进行加工;若已在磨削加工中,则KA因电流过小 而释放,M1、M2立即停止旋转,避免事故发生。
二、M7130型平面磨床的电气控制
上图所示为M7130型平面磨床的电气控制电路图, 其电气设备均安装在床身后部的壁龛盒内,按钮安装 在车身前部的电气操纵盒上。电气电路图可分为主电 路、控制电路、电磁吸盘控制电路及机床照明电路等。
1. 主电路 主电路由砂轮电动机M1、冷却泵电动机M2与液 压电动机M3组成,它们皆为单向旋转。其中M1、M2 由接触器KM1控制,再经接插器X1供电给M2,电动 机M3由接触器KM2控制。 三台电动机共用熔断器FU1做短路保护,M1、M2 由热继电器FR1,M3由热继电器FR2做长期过载保护。
M7130平面磨床电气控制原理电路图解
M7130平面磨床电气控制原理电路图解磨床是利用砂轮的周边或端面进行加工的精密机床。
砂轮的旋转是主运动,工件或砂轮的往复运动为进给运动,而砂轮架的快速移动及工作台的移动为辅助运动,磨床的种类很多,按其工作性质可分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床等,其中尤以平面磨床应用最广。
如下图所示的是M7130平面磨床电气控制电路,下面的表格是与之对应的主要电气元件表。
其机械结构由床身、工作台、电磁吸盘、砂轮箱、滑座等部分组成,工作台上装有电磁吸盘,用以吸附工件。
工作台在液压传动机构作用下,沿着床身的导轨作往返运行,砂轮箱在电动机M4的驱动下可在主导轨上作垂直运行。
其电气设备主要安装在床身后部的壁龛盒中,控制按钮安装在床身前部的电气操纵盒上。
电气控制电路可分为主电路、控制电路、电磁吸盘控制电路和机床照明电路等部分。
M7130平面磨床电气控制电路图(点击图片看大图)M7130平面磨床主要电气元件表:主电路分析装有三台电动机,其中M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。
电动机都采用直接起动,单方向旋转控制。
其中M1、M2由接触器KM1控制,M2再经接插器X1供电,M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2由热继电器FR1作长期过载保护,M3由热继电器FR2作长期过载保护。
电动机控制电路分析由按钮SB1、SB2与接触器KM1组成砂轮M1单向旋转起动一停止控制电路;按钮SB3、SB4与接触器KM2构成液压泵M3单向旋转起动——停止控制电路。
但电动机的起动必须在下列条件之一成立时方可进行:1.电磁吸盘YH工作,并且欠电流继电器KA线圈得电吸合后;2.若电磁吸盘YH不工作,但转换开关SA1置于“去磁”位置,其触点SA1 (3-4)闭合。
电磁吸盘控制电路M7130平面磨床的电磁吸盘装在工作台上,用于固定加工工件。
当电磁铁线圈通电时,电磁铁心就产生磁场,吸住铁磁材料工件,便于磨削加工。
M7130型平面磨床电气控制线路分析
M7130型平面磨床电气控制线路分析注:教案首页,教案用纸由学校另行准备 湖南省劳动厅编制湖 南 省 技 工 学 校理 论 教 学 教 案教师姓名:学 科 电力 拖动执行记录日期 -星期 检查 签字 班级节次课题 M7130型平面磨床电气控制线路分析 课 的 类 型新授教 学 目 的 1、了解M7130摇臂钻床的结构及运动形式; 2、能够分析M7130电气控制线路;教 学 重 点 M7130电气控制线路的构成和工作原理教 学 难 点 M7130电气控制线路的构成和工作原理主要 教学 方法 讲授 教 具 挂 图 无教学 环节 时间 分配 1、组织教学时间 2 3、讲授新课时间 70 2、复习导入时间 8 4、归纳小结时间 55、作业布置时间5教 学 后 记益阳高级技工学校[新课导入]磨床是用砂轮对工件的表面进行磨削加工的一种精密机床。
磨床的种类很多,有平面磨床、外圆磨床、内圆磨床、螺纹磨床等。
其中平面磨床应用最为普遍。
平面磨床是磨削平面的机床。
[讲授新课]课题四 M7130磨床电气控制线路一、磨床的主要结构及运动形式立柱床身工作台电磁吸盘砂轮箱砂轮箱横向移动手柄滑座工作台换向撞块工作台往复运动换向手柄活塞杆砂轮箱垂直进刀手轮1.M7130卧轴矩台平面磨床的主要结构卧轴矩台平面磨床的外形图如图所示。
在床身中装有液压传动装置,工作台通过活塞杆由液压驱动作往复运动,床身导轨有自动润滑装置进行润滑。
工作台表面有T 型槽,用以固定电磁吸盘,再用电磁吸盘来吸持加工工件。
工作台往复运动的行程长度可通过调节装在工作台正面槽中的换向撞块的位置来改变。
换向撞块是通过碰撞工作台往复运动换向手柄来改变油路方向,以实现工作台往复运动。
在床身上固定有立柱,沿立柱的导轨上装有滑座,砂轮箱能沿滑座的水平导轨作横向移动。
砂轮轴由装入式砂轮电动机直接拖动。
在滑座内部也装有液压传动机构。
滑座可在立柱导轨上作上下垂直移动,并可由垂直进刀手轮操作。
M7130型平面磨床电气控制ppt课件

求 • 3、M7130型平面磨床的电气控制电路 • 4、M7130型平面磨床常见故障分析
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
一、M7130型平面磨床主要结构和 运动形式
1. M7130型平面磨床主要结构
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
一、M7130型平面磨床主要结构和运动 形式
2. M7130型平面磨床的运动形式
名称
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
规格或型号
1. 主电路 开关
开关
HZ10-25/3 HZ10-10P/3
熔断器
PL1-60/10
熔断器
PL1-15/5
熔断器
小型玻璃管式1A
3. 电磁吸盘控制电路
(1)当转换开关QS2置于“充磁”位置 时 (2)加工结束后 (3)去磁结束后 (4)电磁吸盘保护环节
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
四、M7130型平面磨床常见电气 故障分析
(1)主运动 砂轮的旋转运动。 (2)进给运动 有垂直进给、横向进给、纵向进
给三种形式 。 (3)辅助运动 包括砂轮箱在滑座水平导轨上
毕业设计论文—M7130平面磨床电气控制设计

目录第1章M7130平面磨床的原理结构 (1)1.1M7130平面磨床的主要结构 (1)1.2M7130平面磨床的原理 (2)1.3电力拖动特点及控制要求 (3)1.3.1电力拖动特点 (3)1.3.2控制要求 (4)1.4电源形式 (4)第2章电气设计 (5)2.1电气控制设计 (5)2.2主电路分析 (5)2.3控制电路分析 (5)2.3.1电动机的控制 (5)2.3.2电磁吸盘的控制 (6)2.3.3照明及指示灯的控制 (6)第3章电气元件的选择 (7)3.1电动机的选择 (7)3.1.1电动机容量的选择 (7)3.1.2电动机的转速和结构形式的选择 (8)3.2热继电器 (9)3.3交流接触器 (9)3.4熔断器 (10)3.5按钮 (11)3.6变压器 (11)3.7电气柜的设计 (13)3.8平面磨床一般故障处理方法 (14)3.9磨床的电气保养 (15)结束语 (17)参考文献 (18)第1章 M7130平面磨床的原理结构1.1 M7130平面磨床的主要结构M7130 是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。
主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高。
适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。
中国传统的卧轴矩台平面磨床是从原联引进并消化改进的M71系列,特点是磨床主轴侧挂,主轴采用轴瓦支承,适合粗加工重切削。
近年来欧美国家更流行是十字鞍座结构的卧轴矩台平面磨床,主轴采用精密精珠轴承支承,更适合于精密磨削。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
磨床plc控制系统设计
(3)从功能上看,50%以上的平面磨床不仅仅用于水平平面的加工,而且转向台阶、成形、切入、快速抖动、三维空间曲线等表面磨削加工,在国际上如BLM、ELB公司以平面磨床为基础变化而成的五轴联动磨削中心,可以实现复杂曲面的磨削;Trutech、Unison公司研发的柔性磨削系统,可以实现成形、外圆、无心、工具、轮廓等磨削工艺;还有Parker、裕福公司等的快速抖动平面磨床等,都反映出平面磨床是磨床类机床中最具演变潜力的一种机型。
Key words: surface grinding machine,PLC,control system
第1章 绪论
1.1 课题的背景及其意义
在十八世纪初,为了适应自行车、钟表、枪械和缝纫机等零件淬硬后的加工,美国、英国和德国分别研制出了使用天然磨料作为砂轮的磨床。这些磨床是在当时已有的机床如刨床、车床等上面加装磨头改制而成的,这些磨床结构简单,刚度较低,磨削时容易产生振动,操作时要求工人要有很高的技艺才能磨出较为精密的工件。
PLC is the computer technology and traditional relay contact control technology combined with the product, it has overcome the relay contact control system in mechanical contact of the complex wiring, low reliability, high power consumption, universality and flexibility of the shortcomings of the poor, make full use of the advantages of a e of PLC control grinding machine running, so the circuit is simplified, improved reliability, response speed to be accelerated apparently, the accuracy is more accurate; the grinder start, stop, failure to stop, emergency stop function, be under the operational requirements of the control switch grinder flexible; with light load, overload, open phase and voltage unbalance protection; field display running state, intelligent monitoringand save a lot of relay components. The machine has higher working efficiency. Based on the M7120plane grinding machine as an example, introduces the grinding machine control system 's PLC transformation.
M7120型平面磨床的电气控制电路及工作原理【范本模板】
M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工.根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多.平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路.M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7-4所示.磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动.(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求.(3)同车床一样,也需要一台冷却泵电动机提供冷却液,冷却泵电动机与砂轮电动机也具有联锁关系,即要求砂轮电动机起动后才能开动冷却泵电动机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计目录第1章绪论 (1)1.1本课题的研究意义及必要性 (1)1.2相关领域国内外应用的现状及发展趋势 (2)第2章M7130平面磨床的原理结构 (3)2.1M7130平面磨床的主要结构 (3)2.2M7130平面磨床的原理 (4)第3章平面磨床的主要运动形式与控制要求 (6)3.1主运动 (6)3.2进给运动 (6)3.3辅助运动 (7)第4章M7130平面磨床电气分析 (8)4.1电气控制设计 (8)4.2主电路分析 (8)4.3控制电路分析 (8)4.3.1电动机的控制 (9)4.3.2电磁吸盘的控制 (9)4.3.3照明及指示灯的控制 (10)第5章PLC介绍 (11)5.1PLC简介 (11)5.2PLC基本结构 (11)第6章M7130平面磨床电气控制线路的PLC改造 (12)6.1输入输出的设计 (12)6.2PLC的外部接线 (12)6.3PLC改造M7130平面磨床软件设计 (13)参考文献 (14)第1章绪论1.1本课题的研究意义及必要性磨床是用砂轮周边或端面进行机械加工的精密机床。
它不但能加工一般金属材料,而且能加工一般金属刀具难以加工的硬材(如淬火钢,硬质合金等)。
利用磨削可获得较高加工精度和光洁度,而且加工余量较其他加工方法小的多。
所以磨床广泛用于零件加工。
由于精密铸造和精密锻造工艺的进步,使得零件不经其他切削加工而直接磨削成成品。
随着高速磨削和强力磨削工艺的发展,进一步提高了磨削的效率。
因此磨床的使用范围日益扩大,在金属切削机床中所占比重不断上升,在工业发达国家占金属切削机床的13%-27%。
磨床种类很多,按其工艺分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床,如螺纹磨床、齿轮磨床、球面磨床、花键磨床、导轨磨床与无心磨床等。
其中以平面磨床最为普通。
图1.1M7130磨床1.2相关领域国内外应用的现状及发展趋势磨床是金属切削机床中的一个大类,以精度高、品种多着称,是能源、交通、冶金、航天、军工等行业精密加工必备的设备之一。
随市场经济体制的建立和不断完善,以及企业制度改革的深化,磨床制造企业和其它企业一样,不断加强适应市场的能力。
在“以中国的装备装备中国”政策的激励下,磨床生产与市场的需求情况发生很大的变化。
近几年来,市场对磨床的需求量不断增长,磨床的产量与销售量也在逐年增长。
中国加入WTO后,中国磨床市场将进一步对国外开放,国外产品进入中国市场的步伐在加快,国外企业家会纷纷来中国投资、办企业,在中国生产磨床以降低成本,国内磨床市场的竞争将会更激烈。
机遇与挑战是并存的,由於中国进入WTO,国外磨床市场也对中国开放,中国磨床也有出口竞争的机遇中国产品有更多机会进入国际市场,国外产品也会以更大的增长幅度进入中国磨床市场,中国磨床的高新技术含量和数控化率会在市场竞争得到提高和发展。
相信中国磨床市场的发展空间会更大,磨床市场的竞争也会更激烈。
磨削技术经过近几年的快速发展,已进入了一个成熟化、精细化、实用化的平稳发展阶段。
在展会上,虽未发现全新的概念性的机型,但几年前一些国际顶级磨床制造商引领的磨削新理念已得到了世界磨床制造领域的广泛认同。
首先能够实现多种磨削工艺的数控复合磨床(包括卧式和立式)受到了大多数国际知名磨床制造商的认同和追捧。
例如:STUDER公司的S31、S33、S120,勇克(JUNKER)公司的QUICKPOINT3000,达诺巴特(DANOBAT)公司的HG-71和克林贝格(KELLENBERGER)公司的RS125/430。
此类机床普遍采用数控转塔式砂轮架。
我国在磨床技术水平与世界前沿水平还存在很大差距,总之,许多在几年前的前沿性的、概念性的磨削技术当今已得到了广泛的应用。
我国的磨床企业既不能不加选择的盲目照搬和跟随,也决的观望和抵触。
只有立足于充分的市场调研和认真分析用户零件工艺的基础上,虚心学习并吸收先进的技术,扎扎实实的发展自己的产品,才能跟上世界机床技术的发展潮流。
同时,应大力鼓励前沿性、原创性的研究。
第2章M7130平面磨床的原理结构2.1M7130平面磨床的主要结构M7230是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。
主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高。
适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。
中国传统的卧轴矩台平面磨床是从原苏联引进并消化改进的M71系列,特点是磨床主轴侧挂,主轴采用轴瓦支承,适合粗加工重切削。
近年来欧美国家更流行是十字鞍座结构的卧轴矩台平面磨床,主轴采用精密精珠轴承支承,更适合于精密磨削。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
(4)工作台纵向运动由叶片泵驱动,运动平稳,噪声小。
油池配有冷却装置,温升低,热变形小。
(5)磨头垂直运动有快速升降装置,操作方便,横向运动由变频电机驱动,可无级调速。
(6)机床的垂直、横向进给部分留有伺服电机安装位置,根据需要可配置数控系统成为数控机床。
图2.1卧轴平面磨床外形结构图1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身2.2M7130平面磨床的原理工作台上装有电磁吸盘,用以吸持工件。
工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上的立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电动机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图2.2所示),工件被磨削。
然后工作台带动工件快速左移,砂轮向前作进给运动,工作台再次右移,工件上新的部位被磨削。
这样不断重复,直至整个待加工平面都被磨削。
图2.2矩形工作台平面磨床工作图1—砂轮;2—主运动;3—纵向进给运动;4—工作台;5—横向进给运动;6—垂直进给运动第3章平面磨床的主要运动形式与控制要求3.1主运动主运动指的是砂轮的高速旋转,其控制的要求有三点:(1)为保证磨削加工质量,要求砂轮有较高的转速,通常采用两级笼型异步电动机。
(2)为提高主轴的刚度,简化机械结构,采用装入式电动机,将砂轮直接装到电动机轴上。
(3)砂轮电动机只要求单向旋转,可直接启动,无调速和制动要求。
3.2进给运动进给运动有三种形式:工作台的往复运动(纵向进给)、砂轮架的横向(前后)进给、砂轮架的升降运动(垂直进给)。
工作台的往复运动(纵向进给):(1)液压传动,因液压传动换向平稳,易于实现无极调速。
液压泵电动机M3拖动液压泵,工作台在液压作用下纵向运动。
(2)由装在工作台前侧的换相当铁碰撞床身上的液压换向开关控制工作台进给方向。
砂轮架的横向(前后)进给:(1)在磨削的过程中,工作台换向时,砂轮架就横向进给一次。
(2)在修正砂轮或调整砂轮的前后位置时,可连续横向移动。
(3)砂轮架的横向进给运动可由液压传动,也可用手轮来操作。
砂轮架的升降运动(垂直进给):(1)滑座沿立柱的导轨垂直上下移动,以调整砂轮架的上下位置,或使砂轮磨入工件,以控制磨削平面时工件的尺寸。
(2)垂直进给运动是通过操作手轮由机械传动装置实现的。
3.3辅助运动辅助运动主要有工件的夹紧、工件的冷却。
各自的控制与要求:工件的夹紧:(1)工件可以用螺钉和压板直接固定在工作台上。
(2)在工作台上也可以安装电磁吸盘,将工件吸附在电磁吸盘上。
因此,要有充磁和退磁控制环节。
为保证安全,电磁吸盘与三台电动机M1、M2、M3之间有电气联锁装置,即电磁吸盘吸合后,电动机才能启动。
电磁吸盘不工作或发生故障时,三台电动机均不能启动。
工件的冷却:(1)冷却泵电动机M2拖动冷却泵旋转供给冷却液。
(2)要求砂轮电动机M1和冷却泵电动机要实现顺序控制。
第4章M7130平面磨床电气分析4.1电气控制设计M7130型平面磨床电气控制线路图图4.1M7130型平面磨床电气控制电路图4.2主电路分析主电路有三台电动机,M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。
M1由接触器KM1控制。
插上插销X1后,M2将与M1同时启动和停止;不用冷却液时,可将插销X1拔掉。
M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1和M2用热继电器FR1作长期过载保护,M3用热继电器FR2作长期过载保护。
4.3控制电路分析控制电路可分为电动机控制电路和电磁吸盘控制电路以及照明和指示灯控制。
4.3.1电动机的控制由控制按钮SB1、SB2与接触器KM1构成砂轮电动机M1的单向旋转直接启动控制电路;由控制按钮SB3、SB4与KM2构成液压泵电动机单向旋转直接启动控制电路。
这两台电动机的启动和停止都可独立进行。
但想要启动电动机,只要在转换开关SA2的触点SA2闭合,或欠电流继电器KA的常闭触点KA闭合的条件下方可实现。
4.3.2电磁吸盘的控制电磁吸盘控制电路可分为整流装置、控制装置和保护装置三部分。
电磁吸盘整流装置由整流变压器T1与桥式全波整流器VC组成,输出110V 直流电压对电磁吸盘供电。
电磁吸盘由转换开关SA1控制。
SA1有三个位置:充磁、断电和去磁。
当SA1置于“充磁”位置时,触点SA1(301—303)与触点SA1(302—304)接通,整流器的输出经302—304—KA—306—YH—303—301使电磁吸盘YH通电。
当SA1置于“去磁”位置时,触点SA1(301—305)、SA1(303—302)及SA1(8—6)—305—301使电磁接通,此时整流器输出经302—303—YH—306—KA—304—R2吸盘通电。
在“充磁”状态时,电磁吸盘获得整流器输出的110V直流电压,极性为上负下正,并串入了欠电流继电器KA。
电流足够大时,KA的常开触点闭合,为电动机控制电路的操作做好准备。
在加工过程中,若吸盘电流大大降低或消失,KA的常开触点断开使电动机控制线路断电,电动机停转,以避免磨削时因吸力不足而使工件飞出。
但是,在要单独对砂轮或工作台进行调整时,不需要电磁吸盘工作。
这时,为使电动机控制电路也能操作,将SA1的一对触点SA1(8—6)与KA(8—6)并联。
这样,在需要单独调整砂轮或工作台时,可将SA1扳在“去磁”位置,SA1(8—6)便闭合,使得电动机控制电路被接通。