模具规格书
模具仕样书
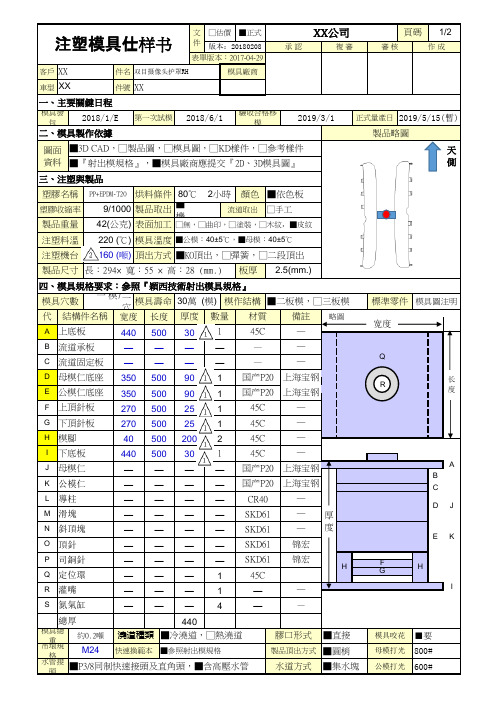
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
模具规格和压接手册说明书

文件和资源模具规格应用模具规格 T8301BX-001.pdf 压接手册 TM-638000029DE-001.pdf 压接手册 TM-638000029-001.pdf 压接手册 TM-638000029SP-001.pdf 压接手册 TM-638000029FR-001.pdf 压接手册 TM-638000029IT-001.pdf 压接手册 TM-638000029JP-001.pdf 压接手册 TM-638000029KR-001.pdf 压接手册 TM-638000029MY-001.pdf 压接手册 TM-638000029PL-001.pdf 压接手册 TM-638000029RU-001.pdf 压接手册 TM-638000029SK-001.pdf 压接手册 TM-638000029TH-001.pdf 压接手册 TM-638000029VN-001.pdf 压接手册 TM-638000029CN-001.pdf 压接手册 TM-638000029TW-001.pdf 模具手册 TM-638500090-001.pdf 模具手册 TM-638500090SP-001.pdf产物环境合规合规产品编号 :11402097Product Description : Terminator Die 系列号 : 207122状态 : ActiveProduct Category : Applicators and Crimp Modules工程编号 :T8301BX--------多部分产品合规性声明Eu RoHSREACH SVHC Low-Halogen多部分行业合规性文件IPC 1752A Class C IPC 1752A Class DMolex Product Compliance Declaration IEC-62474chemSHERPA (xml)欧盟 RoHS 合格证书产品详情常规物理可连接使用部件This document was generated on Dec 17, 2023。
模具规格书
_______模具规格书版次:一、规格书正文二、模具基本资料三、进浇分析各单位与会代表:制模厂:___________代表1签:_____代表2签: _____注塑厂:___________代表1签:_____代表2签:_____产工单位:___________代表1签:_____代表2签:_____模具规格书开模用A:产品资料产品机种:_____________________________产品名称:_______________________ 产品发图次数:_____日期: _____________投影面积:_____ mm2产品重量:_____ g 生产数:_____k平均肉厚:_____mm开模目的:□试做□更新□量产成型样品:□有□无验证:□否□是B:成型材料塑料:_____厂商名:_____等级规格:_____防火等级:_____收缩率 L_____‰,w _____‰比重:_____ g/mm3颜色:_____目标成型周期:_______sec模温:_____°CC:成型机资料品牌:_________型号: ____________吨数:_____T可塑化能力:______ kg/hr 射出容量_____g定位环:θ_____mm喷嘴:孔径θ_____mm球半径SR:θ_____mm哥林柱间隔:_______*_______mm容模范围:最小_____ mm 最大_____ mm开模行程:___________ mm击出形式:□公制□英制□非标准_____其它:______________________________D:制模时间(制模期:_________天)开模日期:__________第一次试模日期:__________ 生产日期:__________E:模具资料1) 模具编号:__________2) 模具材料a 模胚供应商:__________b 母模仁材质:_________HRC洛氏硬度:__________ 表面处理: __________c公模仁材质:__________HRC洛氏硬度:__________ 表面处理: __________d行位材质:__________ HRC洛氏硬度:__________ 表面处理: __________特别入子(BeCu铍铜/Al Alloy合金等等):__________位置:____________________ HRC洛氏硬度:__________f模具尺寸__________L*__________W*__________ H(mm)模具重量:__________kg3) 模具类型□两板模□三板模□两板模(热流道)4) 吊环:□M12 □M16 □M20 □M24 其它:_________5) 穴数:_________*_________6) 每模重量:_________g7) 流道系统:进浇口数目:_________cav*_________pt□冷流道□热流道供应商:________形式:________□其它:__________________浇口8)特别功能A 行位:□有□无□母模:________pcs □公模:________pcsB 斜销:□有□无C 锁模扣:□有□无D 其它:__________________9)冷却/加热温控媒体:□冷水□温水□油□加热棒水管直径:□θ6mm □θ8mm □θ10mm □θ12mm □其它_________________ 水塔:□无□喷泉式□隔板式水路接头:□1/8PT □1/4PT □3/8PT □PS □其它_________________ 其它:__________________________________10)顶出系统:顶出方式:□单顶□二次顶出□母模顶出□其它顶出块:□有□无极限开关:□有□无11)模具寿命: □300K □500K □1000K□其它:________12)备品□无□有________________13)工程提点A 穴数□是□否B日期指示章□是□否C 产品版次□是□否D 塑料名称□是□否E 环保回收章□是□否F 其它__________________________________14)所有外观面加工:□是□否□咬花□亮面□镜面□其它________________15)产品需后加工:□是□否□烤漆□丝印□移印□电镀□其它________________。
模具式样书
注塑模具式样书
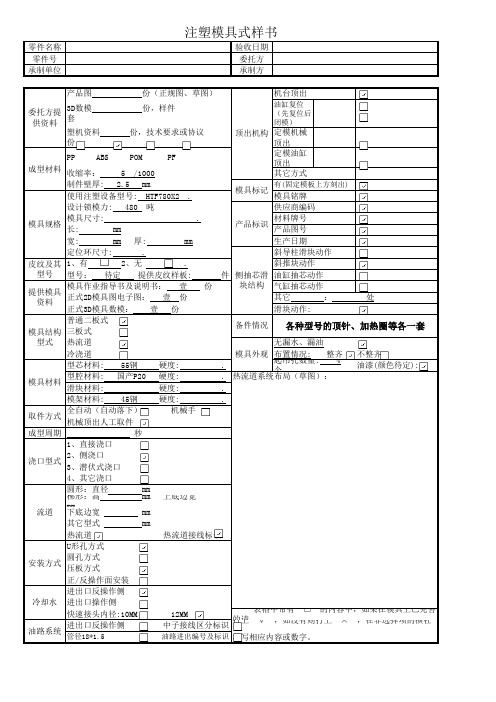
零件名称 图 份(正规图、草图) 机台顶出 委托方提 3D数模 份,样件 套 油缸复位(先复位后闭模) 供资料 塑机资料 份,技术要求或协议 份 顶出机构 定模机械顶出 PP ABS POM PF 定模油缸顶出 成型材料 收缩率: 5 /1000 其它方式 有(固定模板上方刻出) 制件壁厚: 2.5 mm 模具标记 使用注塑设备型号: HTF780X2 . 模具铭牌 设计锁模力: 480 吨 供应商编码 模具尺寸: . 材料牌号 模具规格 产品标识 长: mm 产品图号 宽: mm 厚: mm 生产日期 定位环尺寸: . 斜导柱滑块动作 2、无 . 斜推块动作 皮纹及其 1、有 型号 型号: 待定 提供皮纹样板: 件 侧抽芯滑 油缸抽芯动作 块结构 气缸抽芯动作 模具作业指导书及说明书: 壹 份 提供模具 正式2D模具图电子图: 壹 份 其它 : 处 资料 正式3D模具数模: 壹 份 滑块动作: 普通二板式 备件情况 各种型号的顶针、加热圈等各一套 模具结构 三板式 型式 热流道 无漏水、漏油 冷浇道 模具外观 布置情况: 不整齐 整齐 型芯材料: 55钢 硬度: . 起吊孔数量: 4 个油漆(颜色待定): 型腔材料: 国产P20 硬度: . 热流道系统布局(草图): 模具材料 滑块材料: 硬度: . 模架材料: 45钢 硬度: . 全自动(自动落下) 机械手 取件方式 机械顶出人工取件 秒 成型周期 1、直接浇口 2、侧浇口 浇口型式 3、潜伏式浇口 4、其它浇口 圆形:直径 mm 梯形:高 mm 上底边宽 mm 流道 下底边宽 mm 其它型式 mm 热流道 热流道接线标识 U形孔方式 圆孔方式 安装方式 压板方式 正/反操作面安装 进出口反操作侧 冷却水 进出口操作侧 快速接头内径:10MM 12MM 表格中带有“□”的内容中,如果在模具上已完善的请 进出口反操作侧 中子接线区分标识 打上“√”,如没有则打上“×”,在非选择项的横杠上 油路系统 管径18*1.5 油路进出编号及标识 填写相应内容或数字。
模具规格书Logitech模具规格书
模具规格书
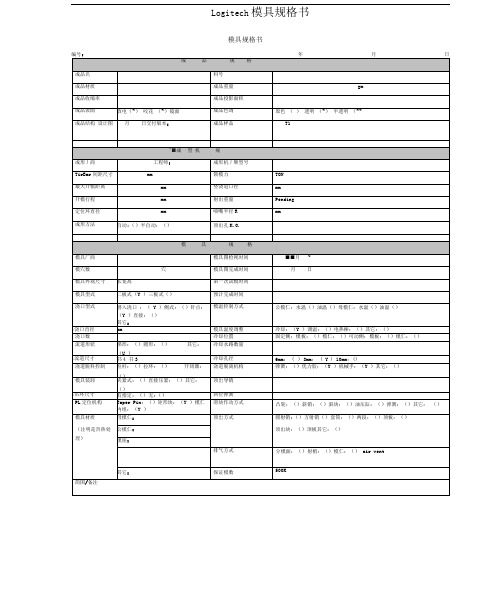
编号:年 月 日
成品规格
成品名
料号
成品材质
成品重量
gm
成品收缩率
成品投影面积
成品表面
放电(~)咬花(~)镜面
成品色调
原色( )透明(~)半透明(~~
成品结构 设计图
月日交付版本:
成品样品
T1
"■成型机规
成形丿商
工程师:
成形机丿牌型号
TirBar间距尺寸
mm
锁模力
TON
模具材质
(注明是否热处
理)
母模仁:
顶岀方式
圆射销:()方射销()套筒:()两段:()顶板:()
顶出块:()顶板其它:()
公模仁:
模座:
排气方式
分模面:()射梢:()模仁:()air vent
其它:
保证模数
500K
简图/备注
浇道脱料控制
拉杆:()拉环:()开闭器:
()
浇道脱离机构
弹簧:()优力胶:(Y)机械手:(Y)其它:()
模具装卸
夹紧式:()直接压紧:()其它:
()
顶岀导销
:吊环尺寸
有指定:()无:()
回位弹簧
PL定位机构
Taper Pin:()矩形块:(Y)模仁 内组:(Y)
滑块作动方式
凸轮:()斜销:()斜块:()油压缸:()弹簧:()其它: ()
最大开模距离
mm
竖浇道口径
mm
开模行程
mm
射出重量
Pending
定位环直径
mm
喷嘴半径R
mm
成形方法
自动:()半自动:()
G3模具规格书
东风模具冲压技术有限公司G3线模具规格书编制:审核:会签:批准:11.1⊙本规格书适用于东风模具冲压技术有限公司冲压生产的所有压模。
⊙模具生产寿命:50万件。
⊙生产方式:手工操作。
1.2⊙采用3D设计,并提供2D图纸。
⊙2D图纸采用A系列纸张(基准尺寸A0=841㎜X1189),比例:1/1,1/2,1/3,1/4。
⊙图纸投影方法采用一角法;绘图文字用中文或英文表达;尺寸单位为米制。
⊙基准点的表示要保证图纸打印时输出的图形直径为Φ10mm。
⊙上平面图左右翻转放置。
1.31.4⊙压缩空气0.5MPa⊙压力机条件参照《压力机规格书》1.5⊙铸件基准:所有铸件(刃口镶块除外)均有铸造基准(三角槽),其位置在铸件四边的侧壁上,位于模具中心线上,直接铸出,不需加工。
实体做出。
1.6⊙模具要设计3处基准孔,基准孔直径为Φ10,深度为20mm ;4处基准面,基准面尺寸如下图。
1.71.8⊙G3线(单动模具)⊙G3线(双动模具)采用中心键槽定位:凸模、凹模、压料圈各加四个中心键槽,键槽大小32x25x80(宽x高x 长)1.9⊙U形槽数量L=55; U形槽中心距两侧加强筋最小距离100mm。
1.10⊙在4角上设定□150(确保平面□120以上)的安全块区域 ⊙在不能确保场地的情况下,可向右前左后的2个地方设置。
⊙下止点的上下间隙定为115±5。
1.11⊙中小型模具采用起重棒,五吨以上模具采用起重吊耳,起吊间距应大于模具长度的3/5 ⊙吊楔、镶块、滑块、顶出器或压料板等零件的起吊⊙起吊钢丝绳路径要倒R20以上圆角。
1.12⊙对下列构成零件,要设置翻转模具用的翻转孔(机加工孔)。
凸模、凹模、压料板、斜楔滑块(质量50kg以上) ・一般零件(质量100kg以上) M16、M20、M24、M30、M36、1.13⊙一般上下模采用导柱导套结构⊙模具冲压有单向侧向力时,采用反侧结构,(反侧块采用铁基自润导板) ⊙模具受多向侧向力时,模具用导向腿导向。
A110101模具规格书
集流块:
↓
快插座:
↓
DWM啤机 吨 取水口方式: 唧咀球半径: KO孔数量:
其它: 顶棍顶出 顶出复位: 顶棍拉回 其它: 模具铭牌 运水铭牌 模具外观: 其它: 分型面管位块:分型面计数器↓ 扣机:↓ 主要配件: 其它: 弹弓%↓
是(Y) 否(N)
弹弓:↓
3.
特
别
要
求: 备件:
顶针%↓
司筒%↓
防水胶圈%↓
模具规格书 A110101 模号: C 模具等级: moldetipo 客户: 制作部门: 工模生产
市场部: 制定: 批准/日期:
易双林
项目工程师: 日期:
吴畅
1. 产 品 要 求: 产品名称: LIGHT GUIDE 产品编号: 供方: 试模胶料: 牌号: 缩水率: 预计C-RUN胶料: 色牌: 供方: 牌号: 2+2 模腔数: 模具寿命: 1000000 前模: 方法:↓ 成型面要求: 后模: 方法:↓ 格式: 设计资料: 日期: (最终) 文档路径: 传图格式: 3D 2D T1 日期: DWM承认日期 数量: T1样板 日期: 包装要求:
a.客户是否有模具规格书? b.客户是否规定要求Moldflow? c.客户是否需要做CPK? d.客户是否要审批模图初稿才能订购模胚及模肉? ※ 如是,客户收到可读图纸后 日
其它: 5. 备 注:
内完成及回复
1) 抓紧时间定INCOE 4点阀针热嘴
FORM NO.: FM-YW-01
REV.:08
螺蚊规格: 吊令规格:
公制 公制硬度Biblioteka ↓其它:↓硬度:↓
热处理:↓
隔热板位置: 电缆:↓ 隔热板:↓
stp dwg
MTD模具通用规格
MTD CONSUMER PRODUCT CENTERTOOLING GROUP –PLASTICS &DIE CAST GENERAL MOLD SPECIFICATIONFOR PLASTIC INJECTION MOLDS注塑模具通用规格Index目录Supplier Acknowledgement供应商须知10.0 Terms, Conditions and Documentation.10.0条款,条件与文件20.0 Request for Quotation.20.0报价要求30.0 Job Start Design Review Meeting.30.0 项目启动设计评审会议40.0 Design.40.0设计50.0 Mold Identification and Engraving.50.0模具确认与蚀刻60.0 General Mold Specifications.60.0模具通用说明70.0 Core and Cavity.70.0型芯与型腔80.0 Slides and Mold Actions.80.0滑块与成型90.0 Gas Assist.90.0气辅100.0 Hot Runner Systems.100.0热流道系统110.0 Electrical.110.0电子方面120.0 Mold Sampling.120.0模具送样130.0 Mold shipment130.0模具运输Appendix.附录Figure #. Description名称Figure 100.3 Progress Report进度报告Figure 200.0 Request For Quote Information sheet报价信息表要求Figure 500.5 Mold Plaque – Electrical Schematic模板-电子示意Figure 600.2 Slug Clearance – Guide Pins排渣槽—导柱Figure 600.3a Small Safety Strap Standard小锁模块标准Figure 600.3b Large Safety Strap Standard大锁模块标准Figure 600.4 Mold Pry Slot Standard模具撬模槽标准Figure 600.5 Mold Clamp Slot Standard模具码模槽标准Figure 610.2 Guided Ejection顶针板导柱Figure 610.3 Typical Ejector Sleeve / Pin Ext.顶管/顶针Figure 610.4 Knock-out Extension / Ejector Plate Forward Stop顶出限位块Figure 610.6 Thinswitch (limit switch)限位开关Figure 620.4 Recessed Waterline Fitting沉头运水接头安装Figure 800.6 Typical Limit Switch for Hydraulic Slides and Core Pull液压滑块限位及抽芯开关Figure 800.9 Locking Cylinder Standard自锁油缸标准Figure 900.3 Gas Pin installation Standard气针安装标准Figure 1100.1 Typical Wire Channel and Cover线路槽及防护Figure 1100.2Recessed & Flush Mounting of 5 Pin Connector5针连接器缩进安装Figure 1100.2a Heater and Thermocouple Wiring, 5 Pin Connector加热器与热电偶线,5针连接器Figure 1100.2b Recessed & Flush Mounting for 16 Pin Connector(Single Pocket) 16针连接器缩进安装(单沉孔)Figure 1100.2c Recessed & Flush Mounting for 16 Pin Connector(Dual Pocket)16针连接器陷入安装(双沉孔)Figure 1100.2d Heater Wiring, Male 16 Pin Connector加热器线路,16针连接器(公)Figure 1100.2e Thermocouple Wiring, Female 16 Pin ConnectorFigure 1100.2f Recessed & Flush mounting for 10 Pin Connector(Safety Switch)Figure 1100.2g Safety Switch Wiring, 10 Pin Connector安全开关线,10针连接器Figure 1300.0 Mold shipment check sheet模具发送检查单Figure 1500 .0 Industrial Plastics Machine List注塑机设备清单Figure 1501.0 Vendor Components List供应商零件清单SUPPLIER ACKNOWLEDGEMENT供应商须知Dear Respondent,尊敬的供应商,The purpose of the MTD Products, General Mold Specification, is standardization of design, components, material and methods in the construction of MTD tooling. Although specific in many areas of design and construction, the specification is a guide with the understanding that product design, annual volume, process and life expectancy may result in deviation or additional requirements. The MTD Tooling Engineer is responsible for ensuring adherence to the specification and authorizing all deviation.MTD产品的意图是,通用模具说明是设计,组成,材料与MTD模具制造方法的标准.尽管指定了设计和加工某些方面的细节,但是说明是对产品设计的理解的一种指引,年产量,加工及模具寿命可能会导致背离或额外要求.MTD模具工程师会对确保符合说明要求负责并有权准许所有背离说明内容.After review of the General Mold Specification, please complete the information below,sign and return this copy to theresponsible MTD Tooling Engineer. Upon receipt you will be added to the MTD preferred tool vendor list.在评审模具通用规格后,请完成下列信息,签字并将复印件返回MTD模具工程师.收到后,贵司将被列为MTD首选模具供应商名单.Tooling Vendor:模具供应商Address:地址:Name:名称:Signature:签字:Title:职务:Thank you,MTD Consumer Products CenterTooling Group – Plastics and Die CastReceipt.Date:By:( MTD Tooling Engineer )10.0 Terms and Conditions.10.0条款与条件10.1 Terms.10.1条款10.1a.) Payment terms are 60 days from part production approval.10.1a.)付款周期为产品通过后60天.10.1b.) Exception to this policy will be considered depending on specific circumstance and must be negotiated with the MTD Tooling Engineer during quotation.10.1b.)在报价时,此条款的异议将视情况而定且必须与MTD模具工程师协商.10.2 Conditions.10.2条件10.2a) All tooling covered by an MTD purchase order is the property of MTD Products, Inc.10.2a)所有MTD采购订单的模具均为MTD的财产.10.2b) The Tool Vendor is responsible for mold sampling.10.2b)模具供应商负责模具送样.10.2c) The Vendor is responsible for all shipping.10.2c)供应商负责所有运输.10.2d) The mold must produce flash free parts and run a consistent cycle without mechanical or molding problems.10.2d)模具生产的产品必须无批锋,并且周期稳定,无机械或成型问题.10.2e) All conditions of the MTD, General Mold Specification Book, must be met before approval can be awarded.10.2e)MTD的所有条件,通用模具说明书在批准通过授予之前提交.10.2f) No mold is to be shipped without the MTD Tooling Engineers approval. ( See section 130.0, Mold Shipment ).10.2f)未经MTD模具工程师通过任何模具不得发送.(详见130.0,模具发送部分)10.2g) Tooling must be capable of producing the required amount of product per shift, week or month, under normal manufacturing conditions.10.2g)模具必须可以在正常生产状态下,按要求生产一个班或一周或一个月的产品.10.2h) Tool life expectancy.10.2h)模具寿命10.2h.1) Mold will produce product without overhaul or rework of the mold for 85% of product term.10.2h.1) 模具将保证能够有85%的产品无需检查或返工.产品期限的85%。
模具规格书
水嘴规格water con spec 喉牙规格(Water cen Screw spec)英制 BSP 美制NPT 水(Water ) 温水(Hotwater) 油(oil)
大水口 (Large sprue) A板 (Cavity 前模(Cavity) 后模(Core) 行位(Slide) 斜顶(Lifter) 其它(Other)
细水口 简易化细水口 (Small (Simple& small sprue) B板 其它 (Othe (Core plate) 钢材 厂家 (Steel vend er) 机械手 Auto matic 机械手 Auto matic 推板 斜顶 顶针 ej Ejector bot Lifte strip r 复位开关 其它 Limit other Switch 盘起Punch 其它other
制表draw 审核check 批准approve
填表日期:
热流道Hot □ YuDo 其它other
模具铭牌 Nameplate
4.其他要求 Other Requirement 直接 Direct Hasco 针点 Pin DME 潜水 Sub Futaba 香蕉 侧水 搭接 其它 Banana Side underother 龙记LKM 其它other
深圳市合通模具注塑有限公司 HTG MOLD NO. 1.产品要求(Product requirement) 客户 ( Customer) 产品编号 (名称)Product No.(Name) 模具寿命(Mde life) 产品材料(Product Plastic) 收缩率(Shrinkage) 模腔数(Number of cavities) 成型周期(Injection moding cycle ) 表面要求(surface finish requirement) 最终设计资料 Finally design Data T1送样日期 First shot date 完成日期(Finish date) 2.注塑机要求(Injection Machine Specification) 本厂注塑(Injection by native) 注塑机 客户注塑(Injection by customer) (Injection Machine) 吨位Ton 定位圈直径(Locateing Machine Φ Req) SR Φ 唧咀Sprue SR唧咀孔Φ 炮咀伸入量 (Nozzle Movement Dia) 哥林柱间距(Tie Bar Space) 最大模具厚度(Maximum Shut Height) 最小模具厚度(Minimum Shut Height) 顶棍孔直径(Knock Out Diameter) 顶棍孔数量及分布(No.and Layout of knock out) 取产品方法 (Prducts Ejection) 取水口方法 (Runner Ejection) 顶出 (Ejection) 顶针板复位 (Eject Plate Return) 标准件(Standard Part) 冷却系统 (Cooling syshern) 火花纹 edm suf 抛光polish 蚀纹texture 产品图part Drawing 2D 3D 打合资料(Information confirmed) 版本号Rev 日期 样板sample 日期Date 图片photo 检测Quality 内模钢材/硬度 (Insert Material/Hardness) 颜色 色粉号 colour colorant 客供 customer 自购 own buy 模具规格书 Mold Specification 3.模具要求(Mold Req) 模图确认(Mold drawing confirmed) 流道类型(Runner Type) 热流道品牌 (Hot runner Trademark) 水口类型(Gate Type) 模胚标准(Mold Base STD) 模胚类型(Mold base Trde) 模胚钢材/硬度 (MB steel/Hardness) 要Yes □ 冷流道Cold □ Mold-master Hasco 不要No □
XYNF_模具规格书
铁制堵头
模板吊孔 标识
4.免底漆要求的模具定模型腔一定不能作润滑处理,仅只使用气化性防锈剂 作防锈处理;动模及活动结构的润滑仅只允许使用德国适度或美国孚牌或食 品级高温无污染润滑油
免底涂模具 技术要求
25.导柱长度是否比斜导柱及模肉高
导柱长度
26.模具外形必须作防锈处理并在肉眼可见外观上涂蓝色 油漆防锈
水路密封 检测
设计要求 2.模具制造进度需按进度表每周提供采购或模具工程师 及注意事
项 3.模具设计完成后一周内经评审合格后再行制造
提供每周进 度
设计评审通 过
设计要 求及注 意事项
23.内部镶块上的水路密封使用铁制金属堵头, 以防模具热胀冷缩时产生泄漏
24.所有模板顶部必须有吊环螺丝孔,并在吊环螺丝孔边加 刻上吊环规格标识
大于Φ120 采用5个顶出孔
定位圈尺寸 拉杆内距
Φ250 1000*1000
喷嘴球头
SR15
喷嘴直径
Φ6
模具粗糙度 依通常标准
型腔
Ra0.012▽13
型芯
Ra0.4▽8
模具图编号
XY-10-12-12
定模面处理
表面镜面抛光(免底漆要求)表面皮纹
动模面处理
模穴数
L/R
浇口入料形式
边浇口
浇口位置
如图所示
15.主浇道冷料井深度为主浇道下直径的1.5~2倍
16.分浇道冷料井长度为流道直径的2倍
17.熔接缝是否与MOLDFLOW分析结果一致,是否在可接受范围
18.两腔或多腔是否平衡进料
脱模方向抛 光
堵模镶块
浇口位置及 排气位置
设计要 求及注 意事项
28.模具验收依据此规格书进行,有不满足要求的将不予验 收
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制表draw 审核check 批准approve
模具规格书
HTG MOLD NO.
Mold Specification
3.模具要求(Mold Req)
模图确认(Mold drawing confirmed) 流道类型(Runner Type) 色粉号 colorant 客供
手取
Manual
机械手
Auto matic Eject
自动落下 Gravity
Drop
手取
Manual
机械手
Auto matic Eject 推板 ej stripper
定位圈直径(Locateing Machine Req) Φ 唧咀Sprue SR唧咀孔Φ 炮咀伸入量 (Nozzle Movement Dia) 哥林柱间距(Tie Bar Space)
针点
Pin
潜水
Sub
香蕉 侧水 搭接 其它
Banana Side under other
Hasco
DME
Futaba
龙记LKM
其它other
大水口 (Large sprue)
A板 (Cavity plate)
细水口 简易化细水口 (Small sprue) (Simple& small sprue)
B板 (Core plate)
产品图part Drawing 2D 3D 打合资料(Information confirmed)
其它 (Other
版本号Rev 样板sample 日期Date
日期 图片photo 检测Quality 内模钢材/硬度 (Insert Material/Hardness)
前模(Cavity) 后模(Core) 行位(Slide) 斜顶(Lifter) 其它(Other) 取产品方法 (Prducts Ejection) 取水口方法 (Runner Ejection) 顶出 (Ejection) 顶针板复位 (Eject Plate Return) 标准件(Standard Part) 冷却系统 (Cooling syshern) 自动落下 Gravity
Drop
钢材 厂家
(Steel ven Machine Specification)
注塑机 (Injection Machine) 本厂注塑(Injection by native) 客户注塑(Injection by customer) 吨位Ton SR Φ
Hasco
DME
盘起Punch
其它other 美制NPT 油(oil)
FC0806-B
水嘴规格water con spec 喉牙规格(Water cen Screw spec) 英制 BSP 水(Water ) 温水(Hotwater)
圆顶针 Ejecty Pin
扁顶针
Blade ej
司筒 ej sleeves
顶针 Ejector bot
斜顶
Lifter
弹簧
spring
先复位
early Return
复位开关
Limit Switch
其它
other
最大模具厚度(Maximum Shut Height) 最小模具厚度(Minimum Shut Height) 顶棍孔直径(Knock Out Diameter) 顶棍孔数量及分布(No.and Layout of knock out)
customer offer
填表日期: 要Yes □ 冷流道Cold □ Mold-master Hasco 不要No □ 热流道Hot □ YuDo 其它other 4.其他要求
Other Requirement
1.产品要求(Product requirement)
客户 ( Customer) 产品编号 (名称)Product No.(Name) 模具寿命(Mde life) 产品材料(Product Plastic) 收缩率(Shrinkage) 模腔数(Number of cavities) 成型周期(Injection moding cycle ) 表面要求(surface finish requirement) 火花纹 edm suf 最终设计资料 Finally design Data T1送样日期 First shot date 完成日期(Finish date) 抛光polish 蚀纹texture
颜色 colour
模具铭牌 Nameplate
自购
own buy
热流道品牌 (Hot runner Trademark) 水口类型(Gate Type) 模胚标准(Mold Base STD) 模胚类型(Mold base Trde) 模胚钢材/硬度
(MB steel/Hardness)
直接
Direct