拉铆螺母开孔
拉铆螺母底孔标准
拉铆螺母底孔标准拉铆螺母是一种常用的连接件,被广泛应用在各个工业领域。
在使用拉铆螺母时,底孔标准起着至关重要的作用。
本文将深入探讨拉铆螺母底孔标准的相关内容,并分享对这一主题的观点和理解。
1. 拉铆螺母底孔标准的定义和作用拉铆螺母底孔标准是指在安装拉铆螺母时所需采用的底孔尺寸和形状要求。
拉铆螺母通过其内部的拉铆螺纹与螺纹孔相匹配,从而实现紧固和连接的功能。
底孔标准的正确选择和执行,直接影响到拉铆螺母的安装质量和连接强度。
2. 拉铆螺母底孔标准的分类和规范根据不同的标准和需求,拉铆螺母底孔标准可以分为不同的分类。
其中,常见的分类包括英制、公制和牙型标准。
英制适用于英制螺纹规格,公制适用于公制螺纹规格,而牙型标准适用于特殊螺纹形式。
在具体的标准中,还会对底孔的直径、深度、斜角和平面度等参数进行具体规范和要求。
3. 影响拉铆螺母底孔标准选择的因素在选择拉铆螺母底孔标准时,需要考虑多个因素。
首先是所使用的螺纹规格和标准,要确保拉铆螺母和螺纹孔能够完全匹配。
其次是连接件的应用环境和要求,包括工作温度、振动频率、负荷条件等,要选择适合的底孔标准以确保连接的可靠性和稳定性。
4. 拉铆螺母底孔标准选择的方法和注意事项在选择拉铆螺母底孔标准时,可以参考相关的手册、技术规范和标准,根据具体情况做出合适的选择。
还需要注意以下几点:确保底孔的直径和深度符合标准要求;保持底孔的平整度和平行度,以确保拉铆螺母能够正确安装;在选择底孔类型和形状时,考虑到连接稳定性和可靠性。
5. 拉铆螺母底孔标准的发展趋势和未来展望随着技术的不断进步和应用领域的不断拓展,拉铆螺母底孔标准也在不断发展和完善。
未来,我们可以预见以下几个趋势:一是标准化程度将进一步提高,以满足各种工业应用的需求。
二是针对特殊工况和环境的底孔标准将得到更多关注和研发。
三是数字化技术的应用将使底孔标准选择更加智能化和精确化。
拉铆螺母底孔标准是确保拉铆螺母连接质量和强度的关键要素。
浅析拉铆螺母使用方法注意
浅析拉铆螺母使用方法注意引言:拉铆螺母是一种常见的紧固件,广泛应用于机械设备、航空航天、汽车制造等行业。
正确使用拉铆螺母可以确保紧固件的安全可靠,因此在使用过程中需要注意一些方法和注意事项。
本文将从选择合适的拉铆螺母、正确安装和使用方法等几个方面进行浅析,帮助读者更好地理解和掌握拉铆螺母的使用技巧。
一、选择合适的拉铆螺母在选择拉铆螺母时,需要考虑以下几个因素:1. 螺纹尺寸和规格:拉铆螺母的螺纹尺寸和规格需要与待连接的螺纹匹配,以确保紧固件能够正确安装和拆卸。
2. 材料和硬度:根据使用环境和应力要求选择合适的材料和硬度,以保证拉铆螺母具有足够的强度和耐用性。
3. 质量认证:选择具有质量认证的产品,如ISO 9001认证,确保产品质量可靠。
二、正确安装拉铆螺母安装拉铆螺母前,需要注意以下几点:1. 清洁工作台面:确保工作台面清洁,避免杂质进入连接部位。
2. 检查螺纹孔:检查螺纹孔的质量和尺寸,确保螺纹孔符合要求。
3. 使用适当的工具:选择合适的工具,如扳手或扳手套筒,避免使用过大或过小的工具导致损伤。
4. 控制拧紧力度:使用扭力扳手或定力扳手等工具控制拧紧力度,避免过度拧紧导致螺母失效或损坏。
三、使用注意事项在使用拉铆螺母时,需要注意以下几个方面:1. 避免过度拧紧:拉铆螺母应根据设计要求和材料特性控制拧紧力度,避免过度拧紧导致螺纹损坏或松动。
2. 定期检查:定期检查拉铆螺母的紧固状态,确保紧固件的可靠性,避免因松动而导致的事故发生。
3. 避免应力集中:避免将过大的载荷集中在一个拉铆螺母上,应合理分布载荷,以减少应力集中和断裂风险。
4. 更换及时:拉铆螺母在使用一段时间后会出现疲劳或损坏,应定期更换以确保连接的安全性。
结论:正确使用拉铆螺母是确保紧固件安全可靠的关键。
通过选择合适的拉铆螺母、正确安装和使用方法以及注意事项,可以有效避免因紧固件问题导致的事故和意外发生。
正确认识和掌握拉铆螺母的使用方法,对于提高工作效率和保障工作安全至关重要。
拉铆螺母种类
拉铆螺母种类
拉铆螺母种类如下:
1、按头部形状分:
a. 平头拉铆螺母:铆接后其头部外漏于薄板,与沉头拉铆螺母相比紧固效果更好。
b. 沉头拉铆螺母:铆接于带有倒角的薄板内,安装后其头部与薄板面平行。
c. 小沉头铆螺母:其头部的外径和厚度都比沉头铆螺母要小,如果钣金因本身比较薄,倒角做的小或者没有倒角的情况下,只有使用小沉头拉铆螺母才适用。
d. 120°小沉头拉铆螺母:与小沉头拉铆螺母相比,专门适用于120°沉头螺钉。
e. 平头六角铆螺母:M6、M8、M10、M12。
2、按长度分:长拉铆螺母和短拉铆螺母。
3、按功能分:通孔的平头小头六角不锈钢铆螺母和盲孔的平头小头六角不锈钢铆螺母。
以上内容仅供参考,建议咨询相关人士获取更具体的信息。
m8拉铆螺母的开孔尺寸

m8拉铆螺母的开孔尺寸
M8拉铆螺母的开孔尺寸是指用于安装M8拉铆螺母的孔径尺寸。
在工业制造和机械装配中,拉铆螺母是一种常用的紧固件,用于连接和固定构件。
而M8则代表着螺纹直径为8mm,因此M8拉铆螺母的开孔尺寸也需要与之匹配,以确保螺母能够正确安装在构件上。
通常情况下,M8拉铆螺母的开孔尺寸会略大于8mm,这是为了方便安装和避免因尺寸过小而导致安装困难的情况。
一般来说,开孔尺寸会略大于螺母的直径,以确保螺母能够轻松进入孔内并正确固定在构件上。
在进行孔径加工时,需要根据具体的拉铆螺母型号和规格来确定开孔尺寸。
如果开孔尺寸过小,可能导致螺母无法正确安装或固定不牢;而开孔尺寸过大,则可能导致螺母无法完全固定在构件上,影响紧固效果。
为了确保M8拉铆螺母能够正确安装并发挥最佳的紧固效果,建议在进行孔径加工时,参考相关的标准规范或生产厂家提供的技术资料,选择适当的开孔尺寸。
此外,还需要注意加工过程中的精度和质量控制,确保开孔尺寸的准确性和一致性。
总的来说,M8拉铆螺母的开孔尺寸是保证螺母正确安装和紧固的关键因素之一。
正确的开孔尺寸能够确保螺母能够完全固定在构件上,从而保证整个装配结构的稳固和可靠性。
在进行孔径加工时,
需要注意选择合适的工艺和工具,确保开孔尺寸的准确性和精度,以满足工程设计和使用要求。
拉铆螺母底孔开多大?铆螺母板材底孔尺寸
铆螺母如何开孔,底孔尺寸开多大?
铆螺母如何开孔,底孔开多大?
冠向铆螺母常用规格M3 M4 M5 M6 M8 M10 M12 ;对应底孔如下:常规款M3-M12开孔大小:
(1)圆形拉铆螺母开孔尺寸:
M3圆形拉铆螺母开直径5.0的圆孔
M4圆形拉铆螺母开直径6.0的圆孔
M5圆形拉铆螺母开直径7..0的圆孔
M6圆形拉铆螺母开直径9.0的圆孔
M8圆形拉铆螺母开直径11.0的圆孔
M10圆形拉铆螺母开直径13.0的圆孔
M12圆形拉铆螺母开直径15.0的圆孔
特殊M10 M12开孔大小:
M10圆拉铆螺母开直径12.0的圆孔
M12圆拉铆螺母开直径16.0的圆孔
(2)六角拉铆螺母开孔尺寸
M3六角拉铆螺母开对边5.0的六角孔
M4六角拉铆螺母开对边6.0的六角孔
M5六角拉铆螺母开对边7..0的六角孔
M6六角拉铆螺母开对边9.0的六角孔
M8六角拉铆螺母开对边11.0的六角孔
M10六角拉铆螺母开对边13.0的六角孔
M12六角拉铆螺母开对边15.0的六角孔
特殊M10 M12开孔大小:
M10六角拉铆螺母开对边12.0的六角孔
M12六角拉铆螺母开对边16.0的六角孔
这两款比较少用,但是有些设计要求12 16对边的,所以采买过程一定要明确自己需要对边开孔多大的,提前告知销售方,避免买错耽误工程。
拉 铆 螺 母
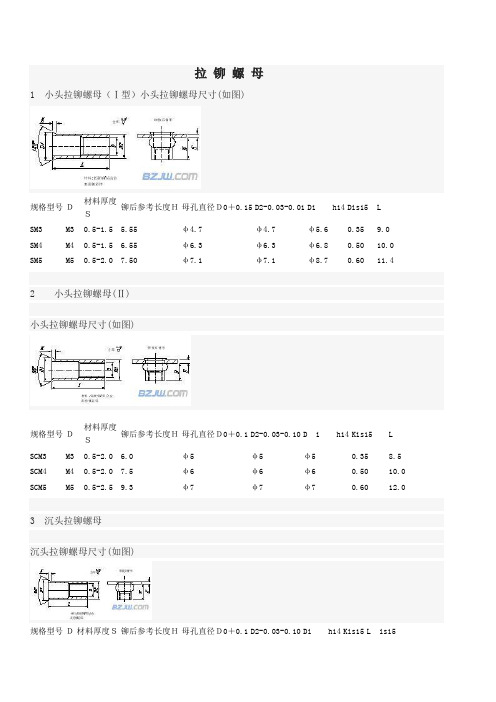
拉铆螺母1 小头拉铆螺母(Ⅰ型)小头拉铆螺母尺寸(如图)规格型号D材料厚度S铆后参考长度H母孔直径D0+0.15 D2-0.03-0.01 Di h14 Dis15 LSM3 M3 0.5-1.5 5.55 φ4.7 φ4.7 φ5.6 0.35 9.0 SM4 M4 0.5-1.5 6.55 φ6.3 φ6.3 φ6.8 0.50 10.0 SM5 M5 0.5-2.0 7.50 φ7.1 φ7.1 φ8.7 0.60 11.42 小头拉铆螺母(Ⅱ)小头拉铆螺母尺寸(如图)规格型号D材料厚度S铆后参考长度H母孔直径D0+0.1 D2-0.03-0.10 D i h14 Kis15 LSCM3 M3 0.5-2.0 6.0 φ5 φ5 φ5 0.35 8.5 SCM4 M4 0.5-2.0 7.5 φ6 φ6 φ6 0.50 10.0 SCM5 M5 0.5-2.5 9.3 φ7 φ7 φ7 0.60 12.03 沉头拉铆螺母沉头拉铆螺母尺寸(如图)规格型号D材料厚度S铆后参考长度H母孔直径D0+0.1 D2-0.03-0.10 Di h14 Kis15 L is15CM3 M3 1.6-3.5 6.0 φ5 φ5 φ8 1.5 9.5CM4 M4 1.6-3.5 7.5 φ6 φ6 φ8 1.5 11.5CM5 M5 1.6-4.0 9.3 φ7 φ7 φ10 1.5 13.54 六角平头拉铆螺母六角平头拉铆螺母尺寸(如图)型号规格D 材料厚度S铆后参考长度HD0+0.1母孔直径D2-0.10-0.03 D i h14 Dis15 LHM4 M4 0.5-2.5 7.5 φ6 φ6 φ9 0.8 10.0HM5 M5 0.5-3.0 9.3 φ7 φ7 φ10 1.0 11.55 平头拉铆螺母平头拉铆螺母尺寸(如图)规格型号D材料厚度S铆后参考长度HD0+0.1母孔直径D2-0.03-0.10 D i h14 Dis15 LFM3 M3 0.5-2.0 6.0 φ5 φ5 φ8 0.8 9.5FM4 M4 0.5-2.0 7.5 φ6 φ6 φ9 0.8 10.0FM5 M5 0.5-2.5 9.3 φ7 φ7 φ10 1.0 11.5小头拉铆螺母,平头拉铆螺母,沉头拉铆螺母,竖纹滚花拉铆螺母,盲端拉铆螺母,外六角拉铆螺母;材质有:碳钢镀彩锌,304不锈钢,铝拉铆螺母。
拉铆螺母标准
/technology/
上海途博工业技术有限公司技术研究中心
拉铆螺母标准
拉铆螺母
标准:GB/T17880.1
又称铆螺母、拉帽、瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在钣金/薄钣/机箱机柜上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发。
左为平头拉铆螺母。
沉头拉铆螺母
标准:GB/T17880.2
铆接于带有倒角的薄板孔内,安装好后其头平面与板面持平。
六角拉铆螺母(半六角拉铆螺母)
标准;GB/T17880.5
材质:钢,不锈钢,铜及铝
生产规格:M4~M12
表面处理:电镀彩锌/蓝白锌或本色
拉铆螺母标准GB/T 17880.6-1999
拉铆螺母引用标准
GB/T 90—1985 紧固件验收检查、标志与包装
GB/T 196—1981 普通螺纹基本尺寸(直径1—600mm)
GB/T 197—1981 普通螺纹公差与配合(直径1—355mm)
GB/T 699---1999 优质碳素结构钢
GB/T 3190---1996 变形铝及铝合金化学成分
GB/T 5277—1985 紧固件螺栓和螺钉通孔
GB/T 5782—1986 六角头螺栓---A和B级
GB/T 6478---1986 冷镦钢技术条件
GB/T 9799---1997 金属覆盖层钢铁上的锌电镀层。
涨铆螺母开孔标准
涨铆螺母开孔标准
1.开孔直径必须与涨铆螺母的直径匹配,且在开孔过程中必须保证直径的精度和
圆度。
2.对于压铆花齿螺母,例如M3规格,开孔直径为5.0mm;M4规格,开孔直
径为6.0mm;M5规格,开孔直径为7.0mm;M6规格,开孔直径为9.0mm;
M8规格,开孔直径为11.0mm;M10规格,开孔直径为13.0mm;M12规格,开孔直径为15.0mm。
3.对于压铆涨铆螺母,例如M3规格,涨铆台阶高应小于板材厚度0.2mm左右,
开孔直径约为5.0mm;M4规格,涨铆台阶高应大于板材厚度0.2mm左右,开孔直径约为6.0mm;M5规格,涨铆台阶高应大于板材厚度0.2mm左右,开孔直径约为7.0mm;M6规格,涨铆台阶高应大于板材厚度0.2mm左右,开孔直径约为
9.0mm;M8规格,涨铆台阶高应大于板材厚度0.2mm左右,开孔直径约为
11.0mm;M10规格,涨铆台阶高应大于板材厚度0.2mm左右,开孔直径约为
13.0mm。
拉铆螺母在铝合金车体上的应用
拉铆螺母在铝合金车体上的应用发布时间:2021-06-23T17:34:50.087Z 来源:《基层建设》2021年第9期作者:张志伟郑法范亚刚[导读] 摘要:拉铆螺母为薄板零件的装配提供了极大的便利。
唐山机车车辆有限公司河北唐山 063000摘要:拉铆螺母为薄板零件的装配提供了极大的便利。
基于此,本文分析了拉铆螺母在铝合金车体上的应用。
关键词:拉铆螺母;铝合金型材;应用近年来,随着铝制品及非金属产品在工业生产中的广泛应用,拉铆螺母越来越多地应用于车辆、电子产品、办公家具、装饰等行业。
其特点是安装简单,无需焊接,它适用于薄板、型腔和只能从一侧安装的部件。
一、加工拉铆螺母孔对机床的影响1、拉铆螺母的种类。
①拉铆螺母材质分:316不锈钢、316L不锈钢、304不锈钢、碳钢(08A)、铝、铜。
②拉铆螺母头型分:平头、沉头、小沉头、平头六角、沉头六角。
③拉铆螺母柱体分:圆身普通型、圆身滚花型、全六角型、半六角型。
④拉铆螺母孔型分:通孔(开口式)、盲孔(闭口式)。
2、六角孔的加工。
为保证机械加工精度,CRHD车体钢结构在大部件整体焊接后,使用大型加工中心机床加工所有平面和孔。
先钻一个相应的圆形底孔,再用直径很小的刀将圆孔修成六角孔,常用铆螺母的直径为M4~M10,其底孔直径为Φ6~Φ13,在短时间内要加工一个六角孔,对机器加工精度的损伤大。
若降低加工速度,会影响生产进度。
3、解决方案。
因CRHD车在最初设计时,选用六角形不锈钢小沉头闭口型拉铆螺母。
所以在参考其他工厂拉铆螺母使用经验后,决定采用平头圆体带滚花替代六角形小沉头铆螺母。
二、拉铆质量不合格导致铆螺母失效1、枪头歪斜造成拉铆变形不均匀。
拉铆时因枪头歪斜,使铆螺母未按预期形成周圈均匀变形,以夹持在工件上,只有部分变形,导致安装工件后,施加扭矩时,铆螺母被拉出母材,使螺栓连接失效。
2、拉铆行程太小,未达到足够的夹持力。
若拉铆行程过小,螺母拉铆后变形量不足,在施加扭矩后,铆螺母被拉出母材,使螺栓连接失效。
压铆螺母尺寸和开孔尺寸
压铆螺母
应用于需要封闭罗纹底端的地方。
封闭的底端可以限制罗纹穿透并且隔绝外部零件。
螺纹
规格:#4到1/4"和M3 到M6。
BS-832-2 ZI
英制
公制
压铆螺母
采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于0.8mm以上的板材,
螺纹规格:#2到1/2",M2到M10。
S-440-2 ZI
英制
公制
螺母柱
装入圆形孔内,采用冲压铆接,能使其稳固在铆接的薄板上。
具用通孔或盲孔罗纹,用于间隔或叠式机壳,电路板或零件,并提供五罗纹式。
螺纹规格:#4到#10和M3到M5。
SOO-M3-12 ZI
英制
公制
安装于P.C.板上时能使花齿与棉板紧密连接。
提供有螺纹和无螺纹式,用于装配间接或叠式P.C.板。
螺纹规格:#4到#6和M3。
KFE-632-8 ZI
英制
公制。