材料45号钢.ppt
材料45号钢PPT课件

全部6.3
材料:45号钢
-
1
工艺分析
一、零件分析
1、零件几何特点: 回转体
2、零件精度要求: 3、零件形位精度: 4、零件加工内容:
-
表面粗糙度: 6.3um
尺寸精度: IT7
按未注形位公差的规定确定
球面 圆弧 ø40±0.025外圆 ø50±0.025 的外圆 锥面
2
二、选择加工零件的设备及夹持方式
-
23
➢华中世纪星系统的复合循环指令
1、内外径粗车复合循环G71 1)无凹糟内
格式: G71 U(Δd)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t)
说明: △d:切削深度(每次切削量);
r:每次退刀量;
△x:x方向精加工余量; △z:z方向精加工余量
2)有凹糟
格式: G71 U(Δd) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)
△d: 每次切削背吃刀量(半径值), 不指定正负符号。 切削方向依照AA’的方向决定。
e: 退刀量 ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△U: X方向精加工预留量的距离及方向。 (直径值)
△W: Z方向精加工预留量的距离及方向。
-
17
*①G71切削循环下,切削进给方向平行于Z轴。
U(△u)、W(△w)的符号判定:
U(+) W(-)
+△W
U(+) W(+)
+△U/2
相对于精加工, 其留下余量的方向
U(-) W(-)
U(-) W(+)
-
45钢
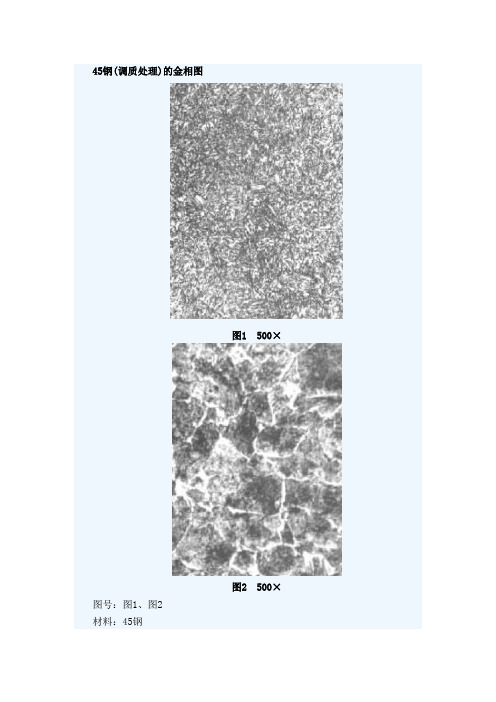
45钢(调质处理)的金相图
图1 500×
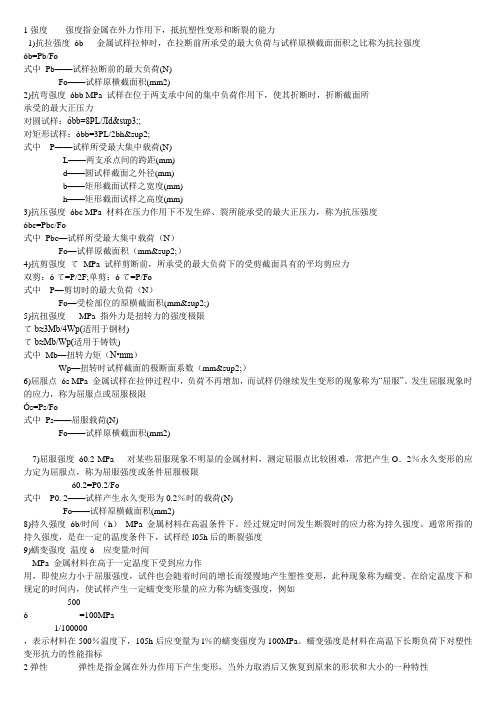
图2 500×图号:图1、图2
材料:45钢
工艺情况:调质处理
浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:图1为均匀细小的保持马氏体位向的回火索氏体。
图2为回火索氏体以及趋网状分布的白色铁素体,部分铁素体呈针状向晶内发展。
45钢调质后的组织形态首先取决于淬火组织(当然淬前原始组织也有影响)。
因加热不足而残留在马氏体组织中的块状铁素体,或因冷却不足而在马氏体晶界区形成的网状铁素体,均会保留到高温回火后的索氏体组织中。
同时,淬火马氏体的粗细直接影响索氏体的粗细。
为评定45钢锻后调质处理的质量,GB/T 13320-1999《钢质模锻件金相组织评级图及评定方法》把调质组织分为8级,图1为1级,属良好组织形态,而图1为8级,性能必然较差。
45钢的淬透性比较低,它作为调质钢使用时,在淬火过程中经常会遇到淬油硬度不足,淬水容易开裂的倾向,尤其是当含碳量偏上限肘,淬火开裂的概率很高,有时候批量开裂报废。
碰到这类质量问题时,必须控制45钢原材料的含碳量(一般<0.45%),尽可能采用冷却能力较缓和而又能达到淬火目的的冷却介质,特别是在相变温度范围内要避免不必要的急剧冷却或可采用PAG类高分子聚合物水溶性淬火剂,使淬火零件获得高而均匀的表面硬度和足够深度的淬硬层,并可减少开裂危险。
根据回火产物可分为:1.回火马氏体(回火温度小于250度);2.回火托氏体(回火温度300-500度);3.回火索氏体(回火温度500-650度);4.回火珠光体(回火温度高于650度);通常我们说的调质处理是将淬火加高温回火相结合的热处理,为回火索氏体,回火后硬度为200-330HBS。
45钢

45号钢在加工过程中往往伴随着缺陷的发生,其中裂纹尤为突出。
对试样分析为:
1、抛光态下观察裂纹形貌,裂纹从表面向试样内部扩展,深浅不一,裂纹宽度较宽,尖端较圆钝,裂纹周围没有其它类型夹杂物聚集。
据以上分析,试样表面肉眼可见的裂纹是由非金属夹杂物或显微疏松引起的。
2、对裂纹试样观察,发现试样中存在较多尺寸较大的夹杂物,最大的长约100μm左右,还有部分显微疏松缺陷,裂纹附近区域大夹杂物相对更多。
能谱分析结果表明这些夹杂物主要为硅酸盐类及氧化物。
3、低倍组织可清晰看到在截面上有大量针孔和中心疏松。
针孔和中心疏松是由于非金属夹杂物及气体夹杂所致。
4、对比裂纹和拉速的关系,发现连铸过程拉速过快铸坯冷却组织出现部分碳偏析,导致裂纹。
综上分析最终导致优碳圆钢裂纹的主要原因有:硅酸盐类非金属夹杂物、碳偏析、连铸拉速过快。
为了防止裂纹产生,应采取的措施为:
1、提高冶炼质量,采用挡渣出钢,严格控制冶炼浇注过程中炉渣及耐火材料进入钢液中,去除钢中的杂质,使成分和组织均匀,减轻或消除钢的脆性,提高韧性和塑性。
2、选用高黏度、低结晶温度、快熔速等合理化性能指标的保护渣,适时取样化验以保证炉渣理化指标合格,可以减少铸坯表面裂纹。
3、连铸机实现连铸过程全保护浇注、同时适当降低拉速;严格控制连铸机扇形段的对弧情况,防止吸气;连铸机二冷配水要精确控制,保证水质,保证喷淋管、喷嘴等设备正常运行。
45号钢材简介

45号钢材简介45号钢材钢材应⽤⼴泛、品种繁多,根据断⾯形状的不同、钢材⼀般分为型材、板材、管材和⾦属制品四⼤类、钢材是钢锭、钢坯或钢材通过压⼒加⼯制成需要的各种形状、尺⼨和性能的材料。
⼤部分钢材加⼯都是钢材通过压⼒加⼯,使被加⼯的钢(坯、锭等)产⽣塑性变形。
根据钢材加⼯温度不同,可以分为冷加⼯和热加⼯两种。
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
国内常叫45号钢,也有叫"油钢"。
⼀般,市场现货热轧居多。
冷轧规格1.0~4.0mm之间。
化学成分含碳(C)量是0.42~0.50%,Si含量为0.17~0.37%,Mn含量0.50~0.80%,Cr含量≤0.25%,Ni含量≤0.30%, Cu含量≤0.25%。
密度7.85g/cm3,弹性模量210GPa,泊松⽐0.31。
处理⽅法热处理推荐热处理温度:正⽕850,淬⽕840,回⽕600.45号钢为优质碳素结构⽤钢,硬度不⾼易切削加⼯,模具中常⽤来做模板,梢⼦,导柱等,但须热处理。
1. 45号钢淬⽕后没有回⽕之前,硬度⼤于HRC55(最⾼可达HRC62)为合格。
实际应⽤的最⾼硬度为HRC55(⾼频淬⽕HRC58)。
2.45号钢不要采⽤渗碳淬⽕的热处理⼯艺。
调质处理后零件具有良好的综合机械性能,⼴泛应⽤于各种重要的结构零件,特别是那些在交变负荷下⼯作的连杆、螺栓、齿轮及轴类等。
但表⾯硬度较低,不耐磨。
可⽤调质+表⾯淬⽕提⾼零件表⾯硬度。
渗碳处理⼀般⽤于表⾯耐磨、芯部耐冲击的重载零件,其耐磨性⽐调质+表⾯淬⽕⾼。
其表⾯含碳量0.8--1.2%,芯部⼀般在0.1--0.25%(特殊情况下采⽤0.35%)。
经热处理后,表⾯可以获得很⾼的硬度(HRC58--62),芯部硬度低,耐冲击。
如果⽤45号钢渗碳,淬⽕后芯部会出现硬脆的马⽒体,失去渗碳处理的优点。
现在采⽤渗碳⼯艺的材料,含碳量都不⾼,到0.30%芯部强度已经可以达到很⾼,应⽤上不多见。
45号钢的性能
1强度强度指金属在外力作用下,抵抗塑性变形和断裂的能力1)抗拉强度ób 金属试样拉伸时,在拉断前所承受的最大负荷与试样原横截面面积之比称为抗拉强度ób=Pb/Fo式中Pb——试样拉断前的最大负荷(N)Fo——试样原横截面积(mm2)2)抗弯强度óbb MPa 试样在位于两支承中间的集中负荷作用下,使其折断时,折断截面所承受的最大正压力对圆试样:óbb=8PL/Лd³;对矩形试样:óbb=3PL/2bh²式中P——试样所受最大集中载荷(N)L——两支承点间的跨距(mm)d——圆试样截面之外径(mm)b——矩形截面试样之宽度(mm)h——矩形截面试样之高度(mm)3)抗压强度óbc MPa 材料在压力作用下不发生碎、裂所能承受的最大正压力,称为抗压强度óbc=Pbc/Fo式中Pbc—试样所受最大集中载荷(N)Fo—试样原截面积(mm²)4)抗剪强度てMPa 试样剪断前,所承受的最大负荷下的受剪截面具有的平均剪应力双剪:óて=P/2F;单剪:óて=P/Fo式中P—剪切时的最大负荷(N)Fo—受检部位的原横截面积(mm²)5)抗扭强度MPa 指外力是扭转力的强度极限てb≈3Mb/4Wp(适用于钢材)てb≈Mb/Wp(适用于铸铁)式中Mb—扭转力矩(N•mm)Wp—扭转时试样截面的极断面系数(mm²)6)屈服点ós MPa 金属试样在拉伸过程中,负荷不再增加,而试样仍继续发生变形的现象称为“屈服”。
发生屈服现象时的应力,称为屈服点或屈服极限Ós=Ps/Fo式中Ps——屈服载荷(N)Fo——试样原横截面积(mm2)7)屈服强度ó0.2 MPa 对某些屈服现象不明显的金属材料,测定屈服点比较困难,常把产生O.2%永久变形的应力定为屈服点,称为屈服强度或条件屈服极限ó0.2=P0.2/Fo式中P0. 2——试样产生永久变形为0.2%时的载荷(N)Fo——试样原横截面积(mm2)8)持久强度ób/时间(h)MPa 金属材料在高温条件下。
45号钢

两种刀材
❖ YT15 HRA≥91 11.10~11.50 ≥1350。 耐磨性较好,有一定抗冲 击韧性,适用于碳素钢与合金钢连续切削的粗车,粗铣,间断切 削时半精车与精车。
❖ YT14 HRA≥90.5 11.20~11.50 ≥1400 使用强度高,抗冲击,抗 震性好,适用于碳素钢与合金钢连续切削时粗车粗铣,间断切削 时半精车与精车
半精加工刀参及进给量
半精加工中,由于进给量小,背吃刀量小,要保证工件 质量,所以切削热应小,震动应小,刃口应锋利,所以 选择较大前角,切削中应减小刀具与工件间摩擦,减小 刀具磨损,所以选较大后角和副后角。加工中要保证工 件表面光滑,同时保证刀具耐用度,减小振动,所以选 择大的主偏角和较小的副偏角。加工时最应避免切削流 向加工表面,所以λs应取一个适当正值,是切削流流向 未加工表面,但为减小震动,所以λs应取较小正值。
粗加工刀具参数及进给量
由于粗加工采用优质合金钢刀 参数:γ。=10° α。 =5 ° α’=5° 具,虽然其强度,韧性好,但 γs=-3 °κr=90°κ’r=10° 属脆性材料,怕冲击震动,在 刀材: YT14 粗加工中进给量大,虽有选较 小前角,粗加工中还应保证刀 具强度,所以应选较小后角和 副后角,在粗加工中减小主偏 角和副偏角可使刀尖强度和散 热体积增加,所以取较小主副 偏角。粗加工中主要保证刀具 强度,所以λs取负,使刀尖强 度好,散热好。kr=v60/v060=91°
校核
❖ 高速钢虽然比YT14和YT15价格便宜,但是YT14和YT15更加耐用和耐磨从而使共建加工 过程中,效率高。同时YT14与YT15更加适合连续切削。同时陶瓷刀具虽然寿命更高,硬 度更高,更耐磨性更高,但是陶瓷刀具主要用于精加工,综上所述选择YT14和YT15
45号钢
断口宏观观察
断口宏观形貌,断口平坦,较光滑,色泽为暗 灰色,伴有细粒状闪光面,可观察到从一侧表 面向轴心区辐射的贝线,裂纹起源于拉杆一 侧表面的螺纹底部。从贝纹线的扩展特征可看 出靠近裂纹源扩展较慢,中间扩展较快。裂纹 扩展区有明显的疲劳弧线,扩展区面积很大, 几乎占据整个断口区域。瞬断区位于裂纹源对 应端,形貌较粗糙,面积相对较小
结论和建议
拉杆断裂为低应力旋转弯曲疲劳断裂。裂纹形核后,向 内扩展,这种扩展两侧是不均匀的,当扩展到临界尺寸 不足时而突然断裂。这种非正常组织、非正常结构的拉 杆断裂是必然的,具体的断裂时间、地点是偶然的。由 于制造过程的机加工不当造成应力集中,是导致拉杆失 效的外在原因;材料强度级别偏低引起力学性能下降, 是导致拉杆断裂的主要原因,在交变载荷作用下,发生 早期疲劳断裂。采0Crl7Ni4Cu4Nb不锈钢代替退火态的 45钢,加工成拉杆后,经过疲劳试验,未出现断裂现象。
显微组织
在拉杆断裂件上取金相试样,经磨、抛光和4 %硝酸酒精溶液侵蚀后,在显微镜下观察,其 显微组织为珠光体和铁素体,符合45钢退火态 的组织结构,未见任何冶金缺陷。
断口微观分析
在扫描电镜下观察,疲劳源区位于拉杆螺纹底部, 有一个以疲劳核心为焦点的非常光滑、细密、硬 度实测值纹线不明显的狭小区域。最终瞬时破断 区面积较小,形貌较为粗糙,呈现等轴韧窝形貌。 疲劳裂纹扩展区具有疲劳辉纹和二次裂纹形貌, 疲劳辉纹多呈穿晶断裂特征。
材料45号钢
全部
6.3
材料:45号钢
工艺分析
一、零件分析
1、零件几何特点:
2、零件精度要求: 3、零件形位精度:
回转体
表面粗糙度: 6.3um IT7 尺寸精度: 按未注形位公差的规定确定
4、零件加工内容:
球面 圆弧 ø40±0.025外圆 ø50±0.025 的外圆 锥面
二、选择加工零件的设备及夹持方式
说明:
e:精加工余量,其为X方向的等高距离,
外径切削时为正,内径切削时为负。
2、闭环车削复合循环G73 格式: G73 U(ΔI)W( ΔK)R(d)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t) 说明:
ΔI:X轴方向的粗加工总余量 ΔK:Z轴方向的粗加工总余量
注
意
事
项
(1) 必须先使用G71.G72.G73指令后, 方能使用G70指令. (2) G70指令指定的ns 至nf 间精车的程序段中, 不能调用子程序. (3) 使用G71.G72.G73.G70指令的程序 必须储存于CNC控制器的内存内. 华中世纪星不用G70
G73加工法拉克
%1002 N20 T0101 N30 M03 S500 F80 N40 G00 X60 Z6 N80 G73 U2.5W4 R3 P90 Q152 X0.125 Z0. 5 N86 G00 X100 Z150 N87 T0202 N90 G00X0 Z2 S1000 N91 G01 Z0 F50 N110 G03 X20 Z-10R10 N120 G01 X30 Z-44 N130 Z-59 N140 G02 X40 W-5 R5 N150 G01Z-74 N152 X60 N170 G00 X100 Z150 S400 N260 M30
45号碳结钢
45号碳结钢45号碳结钢简称,45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45。
国内常叫45号钢,也有叫“油钢”。
一般,市场现货热轧居多。
冷轧规格1.0~4.0mm之间。
山西永鑫生锻造专业生产45号钢。
常用中碳调质结构钢。
该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。
适合于氢焊和氩弧焊,不太适合于气焊。
焊前需预热,焊后应进行去应力退火。
正火可改善硬度小于160HBS毛坯的切削性能。
该钢经调质处理后,其综合力学性能要优化于其他中碳结构钢,但该钢淬透性较低,水中临界淬透直径为12~17mm,水淬时有开裂倾向。
当直径大于80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件,则以正火处理为宜,所以,此钢通常在调质或正火状态下使用。
液相线温度1495℃左右,碳含量0.42~0.50%。
参考对应钢号:中国GB标准钢号45;日本JIS标准钢号S45C/S48C;德国DIN 标准材料钢号 1.0503;德国DIN标准钢号C45;英国BS标准钢号IC45/080A47;法国AFNOR标准钢号CC45;法国NF标准钢号C45;意大利UNI标准钢号C45;比利时NBN标准钢号C45-1;瑞典SS标准钢号1650;西班牙标准钢号F.114;美国AISI/SAE标准钢号1045;国际标准化组织ISO标准钢号C45E4。
化学成分C:0.42~0.50Si:0.17~0.37Mn:0.50~0.80P:≤0.040S:≤0.045Cr:≤0.25Ni:≤0.25Cu:≤0.25[1]密度7.85g/cm3,弹性模量210GPa,泊松比0.269。
处理方法热处理推荐热处理温度:正火850,淬火840,回火600。
45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做45号钢管模板,梢子,导柱等,但须热处理。
45钢简介
45钢简介45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
国内常叫45号钢,也有叫“油钢”。
一般,市场现货热轧居多。
冷轧规格1.0至4.0mm之间。
45#钢材交货状态硬度钢材交货状态硬度HBS10/3000,≤|未热处理钢: 229 钢材交货状态硬度HBS10/3000,≤|退火钢: 197液相线温度1495℃左右,碳含量0.42~0.50%。
化学成分含碳(C)量是0.42~0.50%,Si含量为0.17~0.37%,Mn含量0.50~0.80%,Cr含量≤0.25%,Ni含量≤0.30%, Cu含量≤0.25%。
[1]密度7.85g/cm3,弹性模量210GPa,泊松比0.31。
处理方法热处理推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做45号钢管模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2.45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
用途轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
45号钢实验部件,传递扭矩和承受载荷。
轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。
根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。
轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。
轴用轴承支承,与轴承配合的轴段称为轴颈。
轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:(一)尺寸精度起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
七、零件加工工艺卡片
单位名称 工序号 0002 工步号
1
2
武汉软件工程职业学院 程序号 1002
工步内容
产品名称或代号 MAINTOOL 夹具名称
三爪卡盘 刀具号 刀具规格
粗加工端面 粗车外圆轮廓
T01
900外圆
粗车刀具
T01 900外圆 粗车刀具
零件名称 珠头轴 使用设备
CK6140
主轴转速
r.min-1
G73
注意事项
数控加工,用G71指令时,由于该指令已包含 了半精加工的内容,所以可直接用G71粗加工,再 进行精加工即可。
十一、仿真加工零件 十二、数控机床加工零件
△k 华=中Z轴世纪粗星加不工用减单去边每余一量次的切- 削每深一度,次切削深度
其值就等于单边切削余量
G73的功能
用于重复切削一个逐渐变换的固定形式,用本循环, 可有效的切削一个用粗加工锻造或铸造等方式已经 加工成型的工件。
3)G70精加工循环指令
格式
G70 P(ns ) Q(nf )
ns : 精加工形状程序的第一个段号。 nf : 精加工形状程序的最后一个段号 功能 用G71、G73后,G70精加工。
*⑤在ns 到nf 程序段给予精车加工路径, 描述A→B间的工件轮廓。
*⑥在在ns 到nf 程序段中,不应包含子程序。
G00 G01
G71的功能
粗加工,并给精加工留下较为均匀的精加工余量。
2)G73仿形粗车复合循环
格式
G73U(△i)W(△k)R(d) G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
编程坐标值取基本尺寸值
法兰克数控系统
N160 G00 X100 Z150; N165 T0202; N168 G00 X60 Z0 F50; N169 G70 P90 Q152 N170 G00 X100 Z150 S400; N190 T0303; N200 G00 X58 Z-74 ; N220 G01 X1 F30; N230 X60 F200; N240 G00 X100 Z150 ; N260 M30;
U(△u)、W(△w)的符号判定:
U(+) W(-)
+△W
U(+) W(+)
+△U/2
相对于精加工, 其留下余量的方向
U(-) W(-)
U(-) W(+)
*②由循环起点C点到A点只能用G00/G01指令, 且不可有轴向移动指令。
*③不可有内凹的轮廓外形。
*④f,s,t:粗加工时G71程序段中的F、S、T有效; 精加工时在ns 到nf程序段中的F、S、T有效。
△i: X轴方向退刀距离(半径指定)和方向,当向+X轴方向 退
刀时为正,反之为负。 △k: Z轴方向退刀距离和方向,当向+Z轴方向退刀时为正
反之为负。 d: 粗切削次数。 ns : 精加工形状程序的第一个段号。 nf : 精加工形状程序的最后一个段号。 △U: X方向精加工预留量的距离及方向(以直径值表示). △W: Z方向精加工预留量的距离及方向。 △i =X轴粗加工单边余量 - 每一次切削深度
△d: 每次切削背吃刀量(半径值), 不指定正负符号。 切削方向依照AA’的方向决定。
e: 退刀量
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△U: X方向精加工预留量的距离及方向。 (直径值)
△W: Z方向精加工预留量的距离及方向。
*①G71切削循环下,切削进给方向平行于Z轴。
四、加工方案
粗车—半精车—精车: IT7、RZ3.2~6.3
工步号 1
工步内容
粗车端面
工步图
工步说明
用G94进行,留0.5mm的半精车余量
(华中世纪星G81)
2
外轮廓粗车循环切削
3
外轮廓精车循环切削
4
切断
用G71进行 留0.25mm的精
车余量
用G70进行
达到尺寸要求(华中世纪星不用)
切断刀宽4mm 用G01切
N240 G00 X100 Z150 ; N260 M30;
2、用G73编制零件加工程序单 毛坯类型:锻件
观察用G71加工存在的问题
法兰克数控系统
O1002 N20 T0101 N30 M03 S500 F80 N40 G00 X60 Z6 N50 G73 U1.7W4 R3 N80 G73 P90 Q152 U0.125 W0. 5 N86 G00 X100 Z150 N87 T0202 N90 G00X0 Z2 S1000 N91 G01 Z0 F50 N110 G03 X20 Z-10R10 N120 G01 X30 Z-44 N130 Z-59 N140 G02 X40 W-5 R5 N150 G01Z-74 N152 X60 N160 G70 P90 Q152 N170 G00 X100 Z150 S400 N260 M30
(2) G70指令指定的ns 至nf 间精车的程序段中, 不能调用子程序.
(3) 使用G71.G72.G73.G70指令的程序 必须储存于CNC控制器的内存内.
华中世纪星不用G70
例:用G73编制加工程序:要求循环起点在A(60,5),X、 Z方向粗加工余量分别为3mm,0、9mm;粗加工次数为3; X、Z方向精加工余量分别为0、6mm、0、6mm。其中点划 线部分为工件毛坯。
N91G01Z0; N110 G03 X28 Z-14R14;
N120 G01 X40 Z-44; N130 Z-59; N140 G02 X50 W-5 R5; N150 G01Z-74; N152 X60; N170 G00 X100 Z150 S400; N190 T0303; N200 G00 X58 Z-74 ; N220 G01 X0 F30; N230 X60 F200;
说明: e:精加工余量,其为X方向的等高距离,
外径切削时为正,内径切削时为负。
2、闭环车削复合循环G73
格式: G73 U(ΔI)W( ΔK)R(d)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t) 说明: ΔI:X轴方向的粗加工总余量
ΔK:Z轴方向的粗加工总余量
注意事项
(1) 必须先使用G71.G72.G73指令后, 方能使用G70指令.
法拉克G71
华中世纪星数控系统 零件加工程0101;
N30 M03 S500;
N40 G00 X60 Z2;
N50 G81 X0 Z0.5 F50;
N80 G71 U2 R1 P90 Q152 X0.125 Z0. 5
F100; N86 G00 X100 Z150; N87 T0202; N90 G00 X0 Z2S1000 ;
进给速度 mm.min-1
500
50
零件图号 NO.5 车间
数控实训中心 背吃刀量 备注
mm
1.5
500
100
1
3
精车外圆轮廓
T02 900外圆
1000
50
0.125
精车刀具
4
切断
T03
4mm宽
400
30
切断刀
编制
×××
审核
×× ×
批准
×××
年月日
共页 第 页
八、确定工件坐标系和对刀
在XOZ平面内确定以工件右端面轴心线 上点为工件原点,建立工件坐标系。采用手 动试切对刀方法对刀。
华中世纪星系统的复合循环指令
1、内外径粗车复合循环G71 1)无凹糟内
格式: G71 U(Δd)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t)
说明: △d:切削深度(每次切削量);
r:每次退刀量; △x:x方向精加工余量; △z:z方向精加工余量
2)有凹糟
格式: G71 U(Δd) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)
九、编制零件加工程序
1、用G71编制零件加工程序单
O1002 N20 T0101; N30 M03 S500; N40 G98G00 X60 Z2; N50 G94 X0 Z0.5 F50; N70 G71 U2 R1 N80 G71 P90 Q152 U0.125 W0. 5 F100; N90 G00X0 Z2S1000 ; N91G01Z0F50 N110 G03 X28 Z-14R14; N120 G01 X40 Z-44; N130 Z-59; N140 G02 X50 W-5 R5; N150 G01Z-74; N152 X60;
CAK6136车床
加工最大长度: 加工最大直径:
工件夹持方式: L/D<4刚性轴
三爪卡盘
三、选择毛坯
1、毛坯类型:棒料
2、毛坯尺寸:
考虑夹持长度、切断宽度以及保 证刀具与卡盘不发生碰撞,所以可选 取棒料长度为95。
根据基本尺寸ø 50和棒料长度为 95,查表选取毛坯直径为ø 55。
棒料尺寸:ø 55㎜×95 ㎜
G73加工法拉克
%1002 N20 T0101 N30 M03 S500 F80 N40 G00 X60 Z6 N80 G73 U2.5W4 R3 P90 Q152 X0.125 Z0. 5 N86 G00 X100 Z150 N87 T0202 N90 G00X0 Z2 S1000 N91 G01 Z0 F50 N110 G03 X20 Z-10R10 N120 G01 X30 Z-44 N130 Z-59 N140 G02 X40 W-5 R5 N150 G01Z-74 N152 X60 N170 G00 X100 Z150 S400 N260 M30