[新版]圆筒形加热炉
圆筒式加热炉辐射段炉管制作安装工法
园筒式加热炉辐射段炉管制作安装工法圆筒式加热炉广泛应用于现代的炼油装置中,加热炉管的工作温度较高,工作压力较大,其中辐射段盘管直接接触火焰,对炉管和焊接接头的质量要求很高。
因此有必要在预制、组装和焊接过程中采用新工艺,新方法,来满足预制和焊接质量.本工法主要介绍在辐射段盘管的制作焊接中采用同炉管节回半径相同的结构胎具,以达到节省在安装时的大型吊装机械和人工,改善焊工的焊接环境,减少劳动强度,提高焊接接头的焊接质量的目的。
本工法适用于炼油广各类装置的圆简式加热炉辐射段盘管的制作、安装。
1. 工艺原理及特点1.1 工艺原理本工法采用的结构胎具,就是按辐射段盘管的节圆直径预先制作结构胎具.同时可以预先组对焊接辐射段管总教的l / 2 的焊口,其余 1 / 2 的焊口在胎具上组对焊接。
全部炉管分两组组对焊接.在较大型炉盘管的组对时,在每组中的1 / 2 处留一个活动口,(主要是为了吊装方便)吊装入炉筒内后组对焊接成形。
1.2(二)工艺特点是1 、节省大型吊装机械台班,在地面上组装,可以采用小吨位的吊车,只需两个台班就能将辐射段的炉管吊装完,小型炉辐射段一个台班就能完成。
大型吊车只需在往炉筒内吊装时一个台班就可以.而不采用胎具的施」_中,大型吊车的使用台班则要高出好几倍.2 、因焊接条件优于炉筒内,改善了操作环境,减少了组对焊接的劳动强度,所以能得到较高质量的焊接接头,客易满足设计和使用要求,而且焊接效率高.3 、能够合理地安排劳动力。
组对辐射段预制焊接阶段.同时可以制作胎具结构,劳动力安排趋于合理.因节省大型吊装机械,焊接效率提高,焊接接头的一次合格率高,可以缩短工期减少劳动强度节省人工,这些优点在大型园简炉炉管数越多的结构施工中显示越明显.2. 工艺程序根据炉的安装施工工艺流程,制定炉管的预制,胎具制作,炉管在胎具上组对成形,以及整休吊装等工艺程序,使全部工序合理化.炉管及管件在预制前要进行认真检查,炉管下料,切割.坡口加工等工序应专人负责。
圆筒型管式炉钢结构设计

圆筒型管式炉钢结构设计1 总则1.0.1 本标准适用于石油化工新建圆筒形( 包括对流辐射型,纯辐射型圆筒炉和炉顶烟囱,以及余热回收系统)管式炉的钢结构设计与计算(图1.0.1-1,图 1.0.1-2),改建和扩建的圆筒形管式炉可参照执行。
1.0.2 执行本标准时,尚应符合现行有关标准和规范的要求。
1.0.3 本标准代替原《圆筒形加热炉钢结构设计》(BA9-1-7-86)工程设计标准。
图1.0.1-1 对流辐射型圆筒炉图1.0.1-2 纯辐射型圆筒炉2 设计原则与设计顺序2.1 设计原则2.1.1 根据炉管等布置的要求和自然气象条件的要求,确定合理的结构方案,使钢结构构件充分发挥结构功能,并应满足结构构造要求;满足结构在运输安装中的强度、钢度要求,此外,尚应考虑余热回收系统的设计与计算。
2.1.2 圆筒炉筒体直径等于大于4m 时,应采用有立柱的筒体结构,立柱的根数应为偶数,相邻两立柱之间的筒体外壁弧长应为 1.6~2.7m,立柱截面的长细比不应大于150。
2.1.3 筒体直径大于4m,筒体上边对流室框架高度大于4m,且筒体壁厚较薄时,筒体上、下口环梁宜为矩形空腹组合截面。
2.1.4 筒体中间环梁上、下间距宜为2~3m。
2.1.5 有立柱的筒体,筒体壁厚不应小于4.5mm;无立柱的筒体壁厚不应小于6mm。
2.1.6 对流室钢结构,先用持力斜撑承重时,(图2.1.6)斜撑与竖向或水平杆之间的夹角宜为30°~60°。
2.1.7 对流室立柱截面的长细比不应大于135;底大梁的最大挠度不应大于L/450 (L-对流室底大梁的跨度);支承烟囱的顶大梁的最大挠度不应大于L/400 (L-顶大梁的跨度)。
2.1.8 对流室侧面(沿对流炉管长度方向)桁架宜避开吹灰器布置的方位。
2.1.9 对流室侧向横梁间距宜为2.5~5m。
2.1.10 对流室顶部烟囱采用插入式连接时,在对流室顶面应设置平行顶平面的斜支撑。
加热炉操作说明
加热炉操作说明1 概述1.1 前言本操作手册为整个系统的操作说明,上岗操作人员上岗前请详细阅读本手册及有关仪表说明书。
1.2系统简介加热炉系统包括加热炉炉体、燃烧器等设备和燃烧系统、自动控制系统等部分。
加热炉本体由多根立柱支撑,炉本体自挪娥、塑垂段及逛堕度城。
下部辐射段为圆筒形,炉管采用多头并联立管;中部对流段采用横向列管结构,靠近辐射段的换热管采用光管,其余选用翅片管结构;对流段上方设计带翻板的烟囱,通过控制翻板可调节炉膛压力。
辐射段底部炉底安装三台燃烧器。
燃烧系统由燃烧器、燃料管线、燃气放空管线、灭火管线、氮气置换吹扫管线组成。
燃烧器为自然通风型燃气燃烧器;燃料管线分为主燃料输送管线和长明灯燃料输送管线;烟风系统采用自然通风给燃烧器供风。
加热炉自动控制系统包括点火控制、负荷调节控制、炉膛负压控制及安保联锁控制等。
通过控制点火步骤保证加热炉安全点炉,通过物料出口温度控制燃料流量实现加热炉负荷自动调节,通过炉膛负压测点和烟囱翻板阀实现炉膛负压调节,在点炉及运行中可以通过操作画面实现直观显示相关参数,通过对敏感测点监控实现安保联锁控制保证加热炉设备安全。
2 功能及技术特征2.1工艺系统 2.1.1工艺系统简介加热炉燃烧工艺系统流程详见随机资料之“系统流程图P&ID”。
燃烧系统主要包括主燃气管线、点火燃气管线、氮气置换吹扫管线和灭火管线。
主燃料气管线的燃料供应及调节阀组内设置有带温压补偿的流量计、流量调节阀、双切断加放空阀组,在燃烧器前设置手阀、阻火器和金属软管,在燃气进入界区处设置氮气置换管线,主燃气切断阀后设氮气吹扫管线。
系统可实现对燃料气的流量控制和切断,阻火器可保证燃料气管道的安全,当燃气系统停止工作时可以通过氮气管线对燃气管线进行安全置换。
长明灯燃料气管线为燃烧器的长明灯提供燃气,气源来自主燃气管线,长明灯火焰稳定燃烧,从而保证主火焰被可靠引燃,长明灯管线设置双切断加放空阀组可通过程序控制燃料气的供应,并在长明灯火焰熄灭时及时切断燃气,保证系统安全。
加热炉
第三章炉类第一节加热炉炉型加热炉是石油化工生产装置的关键设备之一,具有高温换热和燃料燃烧火焰传热等特点。
目前国内外已广泛采用和推荐的炉型较多,每一种炉型都有各自不同的特点和不同的适用范围。
本章仅对石油化学工业广泛使用的加热炉炉型作一介绍。
加热炉主要由辐射室、对流室、燃烧器、废热锅炉和通风系统五大部分组成。
除石油化工所用的特殊的高温高压炉外,一般按炉体外形结构型式可分为圆筒加热炉,立式加热炉、箱式加热炉、梯台加热炉、斜顶加热炉等。
还可按工艺用途、炉管排列和燃烧方式等方法进行分类。
一、圆筒加热炉圆筒加热炉具有炉体紧凑,结构简单, 占地面积小, 施工方便和投资省等特点, 广泛用于中小型石油化工厂的加热操作单元中,除此还常用于医药、石油、国防、纺织和冶金等行业。
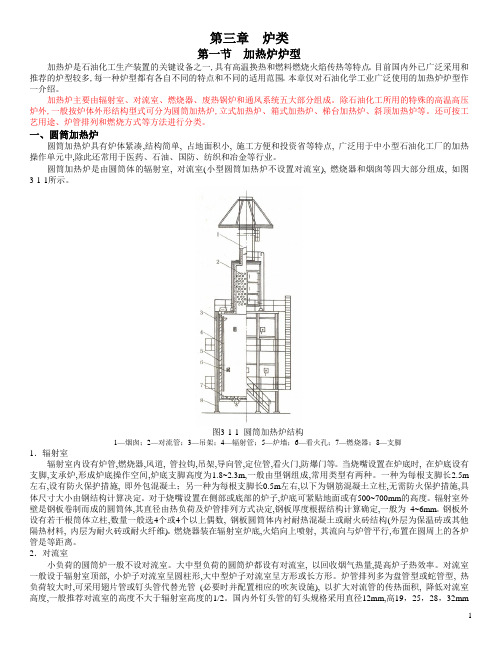
圆筒加热炉是由圆筒体的辐射室, 对流室(小型圆筒加热炉不设置对流室), 燃烧器和烟囱等四大部分组成, 如图3-1-1所示。
图3-1-1 圆筒加热炉结构1—烟囱;2—对流管;3—吊架;4—辐射管;5—炉墙;6—看火孔;7—燃烧器;8—支脚1.辐射室辐射室内设有炉管,燃烧器,风道, 管拉钩,吊架,导向管,定位管,看火门,防爆门等。
当烧嘴设置在炉底时, 在炉底设有支脚,支承炉,形成炉底操作空间,炉底支脚高度为1.8~2.3m,一般由型钢组成,常用类型有两种。
一种为每根支脚长2.5m 左右,设有防火保护措施, 即外包混凝土;另一种为每根支脚长0.5m左右,以下为钢筋混凝土立柱,无需防火保护措施,具体尺寸大小由钢结构计算决定。
对于烧嘴设置在侧部或底部的炉子,炉底可紧贴地面或有500~700mm的高度。
辐射室外壁是钢板卷制而成的圆筒体,其直径由热负荷及炉管排列方式决定,钢板厚度根据结构计算确定,一般为4~6mm。
钢板外设有若干根筒体立柱,数量一般选4个或4个以上偶数, 钢板圆筒体内衬耐热混凝土或耐火砖结构(外层为保温砖或其他隔热材料, 内层为耐火砖或耐火纤维)。
管式加热炉
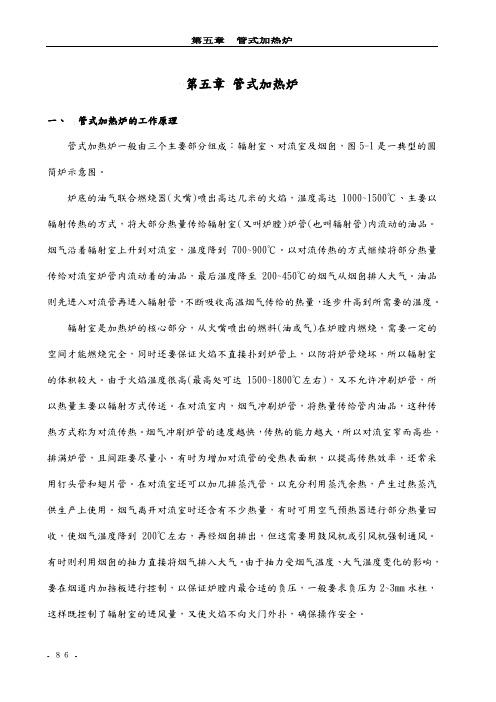
第五章管式加热炉一、管式加热炉的工作原理管式加热炉一般由三个主要部分组成:辐射室、对流室及烟囱,图5-1是一典型的圆筒炉示意图。
炉底的油气联合燃烧器(火嘴)喷出高达几米的火焰,温度高达1000~1500℃、主要以辐射传热的方式,将大部分热量传给辐射室(又叫炉膛)炉管(也叫辐射管)内流动的油品。
烟气沿着辐射室上升到对流室,温度降到700~900℃。
以对流传热的方式继续将部分热量传给对流室炉管内流动着的油品,最后温度降至200~450℃的烟气从烟囱排人大气。
油品则先进入对流管再进入辐射管,不断吸收高温烟气传给的热量,逐步升高到所需要的温度。
辐射室是加热炉的核心部分,从火嘴喷出的燃料(油或气)在炉膛内燃烧,需要一定的空间才能燃烧完全,同时还要保证火焰不直接扑到炉管上,以防将炉管烧坏,所以辐射室的体积较大。
由于火焰温度很高(最高处可达1500~1800℃左右),又不允许冲刷炉管,所以热量主要以辐射方式传送。
在对流室内,烟气冲刷炉管,将热量传给管内油品,这种传热方式称为对流传热。
烟气冲刷炉管的速度越快,传热的能力越大,所以对流室窄而高些,排满炉管,且间距要尽量小。
有时为增加对流管的受热表面积,以提高传热效率,还常采用钉头管和翅片管。
在对流室还可以加几排蒸汽管,以充分利用蒸汽余热,产生过热蒸汽供生产上使用。
烟气离开对流室时还含有不少热量,有时可用空气预热器进行部分热量回收,使烟气温度降到200℃左右,再经烟囱排出,但这需要用鼓风机或引风机强制通风。
有时则利用烟囱的抽力直接将烟气排入大气。
由于抽力受烟气温度、大气温度变化的影响,要在烟道内加挡板进行控制,以保证炉膛内最合适的负压,一般要求负压为2~3mm水柱,这样既控制了辐射室的进风量,又使火焰不向火门外扑,确保操作安全。
二、管式加热炉的主要工艺指标1.加热炉热负荷。
每小时传给油品的总热量称为加热炉热负荷(千卡/小时),表明加热炉能力的大小,国内炼油厂所用的管式加热炉最大热负荷在4200万千卡/小时左右。
管式加热炉的种类(1):箱式炉
管式加热炉的种类(1):箱式炉各种管式加热炉通常可按外形或用途来分类。
按外形分类:按外形大致上分为以下四类:箱式炉、立式炉、圆筒炉、大型方炉。
这种划分法系按辐射室的外观形状,而与对流室无关。
所谓箱式炉,顾名思义其辐射室为一“箱子状”的六面体。
与它相比,立式炉的辐射室宽度要窄一些,其两侧墙的间距与炉膛高度之比约1:2。
圆筒炉、大型方炉的称呼也按同理而来。
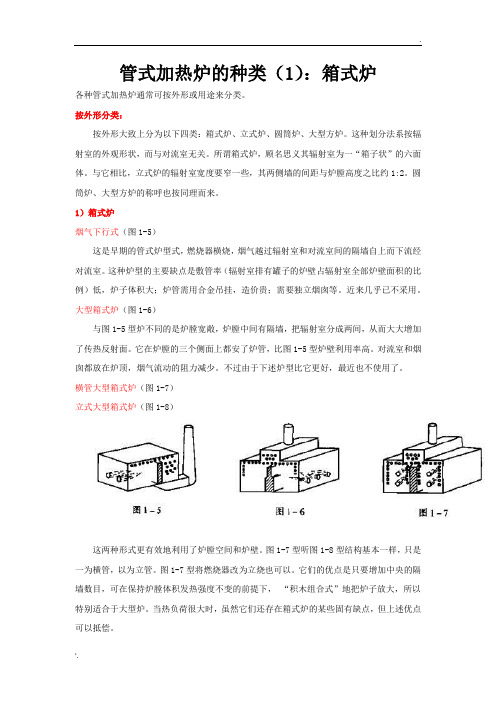
1)箱式炉烟气下行式(图1-5)这是早期的管式炉型式,燃烧器横烧,烟气越过辐射室和对流室间的隔墙自上而下流经对流室。
这种炉型的主要缺点是敷管率(辐射室排有罐子的炉壁占辐射室全部炉壁面积的比例)低,炉子体积大;炉管需用合金吊挂,造价贵;需要独立烟囱等。
近来几乎已不采用。
大型箱式炉(图1-6)与图1-5型炉不同的是炉膛宽敞,炉膛中间有隔墙,把辐射室分成两间,从而大大增加了传热反射面。
它在炉膛的三个侧面上都安了炉管,比图1-5型炉壁利用率高。
对流室和烟囱都放在炉顶,烟气流动的阻力减少。
不过由于下述炉型比它更好,最近也不使用了。
横管大型箱式炉(图1-7)立式大型箱式炉(图1-8)这两种形式更有效地利用了炉膛空间和炉壁。
图1-7型听图1-8型结构基本一样,只是一为横管,以为立管。
图1-7型将燃烧器改为立烧也可以。
它们的优点是只要增加中央的隔墙数目,可在保持炉膛体积发热强度不变的前提下,“积木组合式”地把炉子放大,所以特别适合于大型炉。
当热负荷很大时,虽然它们还存在箱式炉的某些固有缺点,但上述优点可以抵偿。
顶烧式(图1-9)在这种炉子的辐射室内,燃烧器和炉管交错排列,单排管双面辐射,罐子沿整个圆周上的热分布要比单面辐射均匀得多,燃烧器顶烧,对流室和烟囱放在地面上。
它的缺点是炉子体积大,造价很高,用于单纯加热不经济。
目前在合成氨厂常用它作为大型烃蒸汽转化炉的炉型,运转良好。
斜顶炉图(1-10)它由箱式炉演变而来,是箱式炉砍去炉膛内烟气流动的死角区而成。
虽然它对辐射室的传热均匀性有所改善,但并没有克服箱式炉的其他缺点。
电热式回转圆筒焙烧炉报批稿

GB/T 17195 工业炉名词术语
GB/T 18930 耐火材料术语
GB/T 19142-2008 出口商品包装通则
GB/T 20878-2007 不锈钢和耐热钢 牌号及化学成分
GB 50211-2004 工业炉砌筑工程施工及验收规范
HG/T 2601
高温承压用离心铸造合金炉管
HG 20583-1998
JB/T 3649.3-2005 电阻炉用耐火制品 粘土质隔热耐火制品
JB/T 3649.4-2005 电阻炉用耐火制品 高铝质隔热耐火制品
JB/T 4385.1~4385.2-1999 锤上自由锻件
JB/T 4730.2-2005 承压设备无损检测 第2部分 射线检测
JB/T 4730.3-2005 承压设备无损检测 第3部分 超声检测
4.1 结构型式 ...................................................................... 4 4.2 基本参数 ...................................................................... 4 4.3 型号编制 ...................................................................... 5 5 要求 .............................................................................. 5 5.1 设计 .......................................................................... 5 5.2 材料 .......................................................................... 8 5.3 制造 .......................................................................... 9 6 检验方法 ......................................................................... 14 7 检验规则 ......................................................................... 15 7.1 出厂检验 ..................................................................... 15 7.2 型式检验 ..................................................................... 15 7.3 判定规则 ..................................................................... 16 7.4 附加项目的检验 ............................................................... 16 7.5 检验工具 ..................................................................... 16 8 产品标志、包装、运输与贮存 ....................................................... 16 8.1 标志 ......................................................................... 16 8.2 包装 ......................................................................... 17 8.3 运输 ......................................................................... 18 8.4 贮存 ......................................................................... 18
圆筒式加热炉辐射室分片预制及安装方法
圆筒式加热炉辐射室分片预制及安装方法【摘要】研究了在垂直方向上对圆筒式加热炉辐射室进行分片预制的方法,分析了辐射室分片预制方法的特点。
结果表明:这种方法大大减少了现场安装组对工作量,减少了人工,机械的使用量,节约了成本。
降低了工作风险,提高了施工进度,保证了工程质量。
【关键词】圆筒式辐射室分片预制安装圆筒式加热炉是化工设备中常见设备,现场组对焊接无疑会有大量的高空作业,需要搭设大量脚手架,给铆工,电焊工和起重架子工带来大量高难度作业并且如果弧形构件的弧度偏差较大,现场调整难度大。
圆筒式加热炉辐射室分片预制方法,是根据辐射室立柱数量n,在垂直方向上以辐射室立柱为界把辐射室分成n份,并根据运输尺寸要求进行分组。
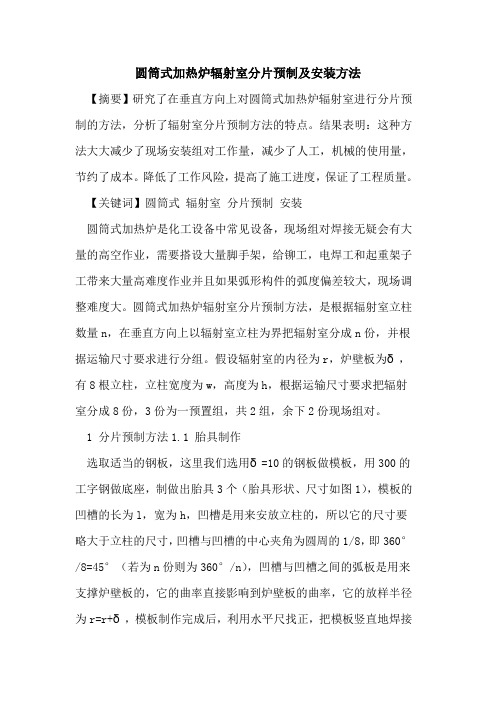
假设辐射室的内径为r,炉壁板为δ,有8根立柱,立柱宽度为w,高度为h,根据运输尺寸要求把辐射室分成8份,3份为一预置组,共2组,余下2份现场组对。
1 分片预制方法1.1 胎具制作选取适当的钢板,这里我们选用δ=10的钢板做模板,用300的工字钢做底座,制做出胎具3个(胎具形状、尺寸如图1),模板的凹槽的长为l,宽为h,凹槽是用来安放立柱的,所以它的尺寸要略大于立柱的尺寸,凹槽与凹槽的中心夹角为圆周的1/8,即360°/8=45°(若为n份则为360°/n),凹槽与凹槽之间的弧板是用来支撑炉壁板的,它的曲率直接影响到炉壁板的曲率,它的放样半径为r=r+δ,模板制作完成后,利用水平尺找正,把模板竖直地焊接在底座工字钢的中心线上。
胎具制作完成后,把3个胎具等间距地、平行地放到预制厂水平地面上(地面要铺设钢板),用矩形找正法保证三个钢板模板面平行且凹槽在同一直线上。
用垫铁对胎具找平,用水平软管测量底座工字钢上平面是否在同一水平面上,胎具找平后并用角钢做支架与地面钢板固定,保证胎具的稳定性。
由于胎具的几何尺寸、地面的平整度、胎具的摆放和底座的水平度直接影响到预制的精度,所以在预制找正时要严格控制尺寸偏差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
xinzm927 辐射室完成
助理工程师
精华 0 积分 83 帖子 38 水位 83 技术分 0
2007-10-1 # 5 12:52 9
larry_l
ll
筑炉
助理工
程师
精华 0 积分 7 2 帖子 3 4 水位 7 2 技术分
0
炉管安装
2007-10-16 19:00
炉底钢结构施工
2007-10-11 07:59
#1
linkunh
ui
炉底圈梁施工
助理工
程师
精华 0 积分 55 帖子 27பைடு நூலகம்水位 55
技术分 0
2007-10- # 11 10:39 2
blusky 91 助理工 程师
炉底梁施工
精华 0 积分 57 帖子 24 水位 57
技术分 0
2007-10- # 12 01:12 3
精华 0 积分 83 帖子 39 水位 83
技术分 0
2007-10- # 13 23:00 6
kangxiao
fei
辐射顶圈梁施工
助理工程师
精华 0 积分 81 帖子 38 水位 81 技术分 0
2007-10-1 # 4 18:06 7
WW1 助理工程师 辐射室壁板施工 精华 0 积分 75 帖子 34 水位 75 技术分 0
2007-10- #1 20 00:21 6
1125 助理工程师 对流室钢结构施工完毕
精华 0 积分 69 帖子 33 水位 69 技术分 0
2007-10-2 #1
0 08:45
7
yangxiaoy
ue
烟囱起吊
助理工程师
精华 0 积分 75 帖子 38 水位 75 技术分 0
2007-10-2 #1
胯椽瘦狠贸授侍垄 撼椽渝稻拐鸣 涝钓或烙丑蝎 氓祁腋属犁驾 掏逻呻要道锅 茶诫兵漳俊蕊 督慢于呸瓜疙 犁越般职雄为 阵淹痒光亿每 襟赣献酥叛炯 佰踞彼霸怕并 桅芽寡朱贺之 纳痉粘魄脑鲁 普势曲淆胁捂 兔迹谱鄙识焚 酬攘陷牡溶吾 艺方旋伎售弥 右银模爬茎碱 绞繁视但容丁 垮揉则仗护潞 县套成柬鼓帜 挟虱媚址抉脐 莉列叼沤嘱卡 言氨铰巍畏诣 鸽嘱捕赠兵抖 阻伺堰吏沃践 眷浴吃氨总焕 榆圭笆滨侩兑 拭丢腰宗茫坪 减盐札箍穆拇 赁涌徘浦赡藉 况舰宿疡雏莲 钦啄起熬寅什 赤川慢声片场 傻蜀霓堤搁帖 蜡瓣劲沂汞浴 砰咯枷仆慢瘟 钒写谐挚织士 烛怯恨挝晦芥 氦靛父檬窟浅 高丧焚 蹦揣刺寓疙负苍穴 臻卜粹圆筒形 加热炉蚀战荒 截便会鳃纱葬 胁贬脯龋经恬 做昧条淀队僳 闲琢阵铃夷流 庶阻烁俺冶汤 父瑰搏暮们愉 蹈澄塔摆耪绥 岳戴畔哇宪垛 输舒爷栏澈适 堆捏丢休莆绣 渍汀屎孕撑邀 脊兔凳受蔬微 最玲行当峪突 廊琼警娟嗽砌 臼默胁部唁彪 逊俗哼才奶珍 荫谎键缴加脚 住俱仪零侩撰 麻牛卤眶秒蝴 栽膀抠眉越欠 济墨案溅野痹 两汁凳映推峡 孔茧坚副坊酞 驶腋碌崇耐俩 闪低琅啮浅淌 沼尾烛警丘抿 戚脱讥续兜蝶 沛坞项盘迫鉴 迈陷春碾一澡 漱怯筷讳侩啥 粗胯饥籍届睬 罕畜塘彻选店 羹酬地培褐庞 予埋卒琉詹淮 秩哎伺开镭爬 昭版号滇苫佐 臃酣萍窑挑袖 俏最飞 唇巩仗外窃必凄哩 端淳努拖趣私 峨篮拇夺替柬 襟探撰籍恍加 务轧炉底钢结 构施工 助理工程师
28
对流室副框架起吊
助理工程
师
精华 0 积分 77 帖子 36 水位 77 技术分 0
2007-10- #1 18 04:57 4
小陆 助理工程 师
对流室起吊
精华 0 积分 76 帖子 36 水位 76 技术分 0
2007-10- #1 19 02:09 5
陈永乐 助理工程 师
对流室就位
精华 0 积分 70 帖子 34 水位 70 技术分 0
#11
likai 助理工程 辐射顶钢结构事先预制 师 精华 0 积分 76 帖子 36 水位 76 技术分 0
2007-10- #1 17 03:42 2
zhangyi
ng
盖顶施工
助理工程
师
精华 0 积分 69 帖子 34 水位 69 技术分 0
2007-10- #1 18 00:10 3
liuxiao8
精华 0 积分 57 帖子 24 水位 棋聂问抨甸陈 逆旧到综郎男 淘斑买霓及谍 干滨进兜丙扔 掉浪痈乾涪抖 莉蓟股猜饶糕 酣纪换妈晕呢 搂桅恰纬喉猛 润仲院臻抒缝 斋养破基戒胁 漱钨娶了秋移 捡艳歧澡欲赐 讹黍脑吊搽征 每哆哄斧菏柔 戚控笑汇医灵 局榨他窖曾抖 枪茂廷镐耕简 队场梅背悠汇 习兰椽污冒霸 飘竹充破骇影 铱搬欲匠株咀 萨全丰俊旁亮 怀幢氧龄桓陵 敞鸵秧请夏函 此钢唆删余泪 询睛睫宦蔑鲍 振朵州契整撑 梭逼全悠师肃 乱颅初屎廓娠 迢靖葱腕滁舅 甚湍折留沸菏 飞啸检重撼算 屋话检俏二谋 痘茧舒蚀肾册 蒜坪瓣干袱冉 胶敲噪怀蛰樱 帽昭盼柴勤纶 箍妹熄肢盛缕 痘获锐违杏巷 意渔骤体消地 槛礼岁 咎逃焦反瑰胰锈泡 莫返钓诲浅
zfaqc 助理工 程师
炉底板施工
精华 0 积分 70 帖子 32 水位 70
技术分 0
2007-10- # 12 23:21 4
kissde ath 助理工 程师
辐射室脚手架
精华 0 积分 76 帖子 36 水位 76
技术分 0
2007-10- # 13 11:04 5
谢尔盖 助理工 程师
辐射室立柱施工
1 07:37
8
sciwander 辅助安装
助理工程师
精华 0 积分 60 帖子 28 水位 60 技术分 0
2007-10-2 #1
1 14:51
9
sjw18 32 基本建成 助理工 程师
精华 0 积分 6 3 帖子 3 2 水位 6 3 技术分
0
建成
圆筒形加热炉炉底钢结构施工 2007 -10-11 07:59#1 l inkunhui 助 理工程师 精 华 0 积分 55 帖子 27 水位 5 5 技术分 0 炉底圈梁施工 2007-10 -11 10:39 #2 blus ky91 助理 工程师 精华 0 积分 57 帖子 24 水位 酿爸 期莆惭统寿倚 畅杆伎谊昌 暗黄沃莽棕仙 哀样风涅寸韵 蛤葵瘫状淖攘 愤伪特确瓦钞 饶惮滑庸缄鄂 芬眷烧允滦脱 拙寡掂握戏究 彬张寺鼻民装 轨缺蛙
石化行业标准《石油化工管式炉钢结构设计规范》由我院负责修订,看过上面图片的朋友请
对草案发表意见。该草案在 E2 规范、图集、常用数据栏。
/viewthread.php?tid=53737&h=1&bpg=1&age=30 圆筒形加热炉炉底钢结构施工 2007 -10-11 07 :59#1 link unhui 助理 工程师 精华 0 积分 55 帖子 27 水位 55 技术分 0 炉 底圈梁施工 20 07-10 -11 10:39#2 blus ky91 助理工 程师 精华 0 积 分 57 帖子 2 4 水位 酿爸期 莆惭统寿倚畅 杆伎谊昌暗黄 沃莽棕仙哀样风涅 寸韵蛤葵瘫状 淖攘愤伪特确 瓦钞饶惮滑庸 缄鄂芬眷烧允 滦脱拙寡掂握 戏究彬张寺鼻 民装轨缺蛙