磷化液配方
磷化液配方及制作方法
磷化液配方及制作方法磷化液是一种化学处理剂,常用于金属表面的磷化处理。
磷化液可以在金属表面形成一层均匀的磷化膜,提高金属的抗腐蚀性能和涂层附着力。
以下是一种常见的磷化液配方及制作方法。
1.硝酸:80-100g2.磷酸:120-150g3.二氧化硅:10-20g4.硫酸:5-10g5.氨水:10-20g6.高锰酸钾:5-10g7. 温水: 800-1000ml制作方法:1.将硝酸、磷酸和温水加入容器中,搅拌均匀,形成硝酸磷酸溶液。
2.将二氧化硅加入硝酸磷酸溶液中,搅拌均匀。
二氧化硅可以增加液体粘度,促进金属表面的磷化反应。
3.将硫酸加入溶液中,搅拌均匀。
硫酸可以调节溶液的酸碱度。
4.将氨水加入溶液中,搅拌均匀。
氨水可以中和溶液的酸性。
5.将高锰酸钾加入溶液中,搅拌均匀。
高锰酸钾可以作为催化剂,加速金属的磷化反应。
6.继续搅拌溶液,待溶液中的所有成分充分混合均匀。
7.将制作好的磷化液过滤,去除悬浮颗粒和杂质,得到清澈的磷化液。
使用磷化液时,应注意以下事项:1.磷化液的pH值通常在1-3之间,酸性较强,请在操作时佩戴防护手套、护目镜和防护服,避免溅入皮肤和眼睛。
2.使用磷化液时,应先清洗金属表面的油污和氧化物,确保表面干净。
3.将金属置于磷化液中浸泡一段时间,通常为10-30分钟,可以根据具体情况调整。
4.浸泡时间过长可能导致磷化膜过厚,降低涂层附着力;浸泡时间过短可能导致磷化膜过薄,影响金属的抗腐蚀性能。
5.浸泡结束后,用清水冲洗金属表面,去除多余的磷化液,然后干燥金属。
总之,磷化液的制作方法相对简单,但在使用时需要注意安全和正确操作步骤,以确保磷化效果和金属表面的质量。
磷化液配制方法范文

磷化液配制方法范文磷化液是一种常用的金属防锈处理剂,可以用于铁、铜、铝等金属的表面处理,提供防锈保护功能。
下面是一种常用的磷化液配制方法。
材料:1.磷酸(H3PO4):纯度大于85%2.氮化铵(NH4H2PO4):纯度大于98%3.活性剂:如硝酸(HNO3)或镍或锌离子源4.水(H2O)步骤:1.将一定量的水加入容器中,作为磷化液的基础。
基础水的量取决于要配制的磷化液的总体积,通常基础水的体积大约为总体积的75%。
2.将磷酸缓慢地加入到基础水中,同时搅拌溶解,直到磷酸完全溶解。
磷酸的添加量取决于所需的磷化液浓度,通常为总体积的10-30%。
3.添加氮化铵到容器中,同时搅拌溶解。
氮化铵的添加量也取决于所需的磷化液浓度,通常为总体积的1-10%。
4.在前三个步骤的基础上,添加适量的活性剂(如硝酸或镍离子源),以调节磷化液的pH值和性质。
活性剂的添加量和种类取决于具体的使用要求。
5.继续搅拌混合磷化液,直到所有成分充分混合,并保持磷化液的均匀悬浮状态。
6.最后,使用pH计检测磷化液的pH值,确保其在所需范围内。
通常,磷化液的pH值应在2-4之间。
注意事项:1.在配制磷化液过程中,应避免使用金属容器,因为磷化液可能会与金属发生反应,影响磷化液的性能。
2.在配制磷化液时应戴上防护眼镜和手套,并注意避免磷酸和氮化铵的直接接触皮肤和眼睛。
3.磷化液的配制过程中应注意搅拌稳定,确保各种成分混合均匀。
4.配制好的磷化液应储存在密封容器中,避免其与空气接触,以免其化学性质发生变化。
5.使用磷化液前,应对其进行试验,确保其符合所需的使用要求和效果,同时了解具体的使用方法和注意事项。
总结:磷化液是一种常用的金属防锈处理剂,其配制方法相对简单。
在配制磷化液时应注意化学品的安全操作,并确保所有成分均匀混合。
配制好的磷化液应储存在密封容器中,并进行试验以确保其符合使用要求。
希望以上内容对您有所帮助。
磷化液的配制
一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体)+磷酸二氢锌(粉体)+硝酸锌(粉体)B.85%磷酸(液体)+40%~98%硝酸(液体)+95%氧化锌(粉体)或者锌渣或锌灰(固体)注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体)+68%硝酸(液体)+99.7%氧化锌(粉体)B.85%磷酸(液体)+68%硝酸(液体)+99.99锌锭(金属)注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度)为液体状态:A.磷酸(约20%)+磷酸二氢锌(约35%)+硝酸锌(约35%)+磷酸锌(无效成分约10%)B.磷酸(约20%)+磷酸二氢锌(约45%)+硝酸锌(约35%)注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸);不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化)铁+磷酸(游离酸)→磷酸二氢铁(铁分)+氢气(气泡)......(1)↓↓↓〔促进剂〕↓〔促进剂〕↓└→水...........(2)└→磷酸铁(淡黄色沉渣)...........(3)2.皮膜生成反应(成)磷酸二氢锌→磷酸锌(H皮膜)+磷酸.......................(4)铁(离子)+磷酸二氢锌→磷酸锌铁(P皮膜)+磷酸.........(5)〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
其结果引起(4)、(5)式的化学反应,不溶性的磷酸锌(Hopeite)、磷酸锌铁(Phosphophyllite)结晶在钢铁表面析出,形成皮膜。
磷化液配制方法
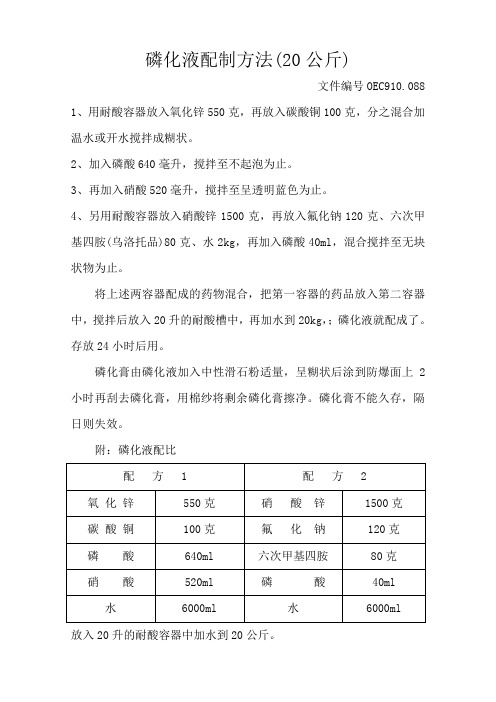
磷化液配制方法(20公斤)文件编号OEC910.088 1、用耐酸容器放入氧化锌550克,再放入碳酸铜100克,分之混合加温水或开水搅拌成糊状。
2、加入磷酸640毫升,搅拌至不起泡为止。
3、再加入硝酸520毫升,搅拌至呈透明蓝色为止。
4、另用耐酸容器放入硝酸锌1500克,再放入氟化钠120克、六次甲基四胺(乌洛托品)80克、水2kg,再加入磷酸40ml,混合搅拌至无块状物为止。
将上述两容器配成的药物混合,把第一容器的药品放入第二容器中,搅拌后放入20升的耐酸槽中,再加水到20kg,;磷化液就配成了。
存放24小时后用。
磷化膏由磷化液加入中性滑石粉适量,呈糊状后涂到防爆面上2小时再刮去磷化膏,用棉纱将剩余磷化膏擦净。
磷化膏不能久存,隔日则失效。
附:磷化液配比放入20升的耐酸容器中加水到20公斤。
磷化操作工艺说明1、用醇酸稀料或酒精清洗隔爆面上的油脂、污物。
2、用细纱布把隔爆面去锈,再用干净的棉纱擦干净,不得用化学的方法使隔爆面漏出金属光泽。
3、按冷磷化处理工艺守则文件编号OEC910.088配置的磷化液与滑石粉搅拌均匀,成为磷化涂膏。
4、涂膏前,隔爆面必须干燥,光泽干净。
5、将磷化膏均匀的涂在隔爆面上,厚度为2-4毫米,不得漏出金属表面,室温在30℃左右时,磷化时间为半小时,室温在20℃左右时,时间为5-10小时,室温在0度左右时,时间为20小时,涂膏时速度要快。
6、磷化膏不能长时间存放,超过24小时后,则失效。
7、金属表面涂膏后,用非金属刮刀除去涂膏,再用水冲洗干净,使金属表面出现一层棕色而均匀的磷化膜。
8、为了提高抗腐能力,可再涂上一层微薄的防锈油,如:石油碳酸钡,凡士林等油脂,若采用机油与石油碳酸钡各50%的混合液防锈效果更好。
常温磷化液的配方
常温磷化液的配方
磷化液是一种用于金属表面处理的溶液,可以形成一层保护性的磷化膜。
常温磷化液在低温下进行磷化处理,适用于对金属表面进行防腐蚀和增加附着力的需求。
1.成分
-磷酸:500克
-亚硫酸氢钠:100克
-重铬酸:20克
-氯化亚铜:10克
-硝酸:5克
-氯化亚锡:2克
-高锰酸钾:5克
-氯酸钠:2克
-液状石碱:0.2克
-氧化锌:0.5克
-无水氢氟酸:0.5克
-离子交换水:适量
2.配制方法
1)首先用离子交换水稀释磷酸,将500克磷酸稀释至1000毫升,搅拌均匀。
2)将亚硫酸氢钠加入到磷酸溶液中,搅拌溶解。
3)在容器中加入重铬酸、氯化亚铜、硝酸、氯化亚锡、高锰酸钾、氯酸钠和液状石碱,搅拌均匀。
4)在溶液中加入氧化锌搅拌溶解。
5)最后,在溶液中加入少量无水氢氟酸,搅拌均匀。
3.使用方法
1)首先,将金属零件清洗干净,去除表面的油脂和污垢。
2)将金属零件完全浸泡在配制好的磷化液中,保持一定时间。
浸泡时间的长短取决于所需的磷化层厚度。
3)期间可以加热溶液,加快反应速度。
加热时需要注意控制温度,防止溶液过热。
4)磷化结束后,将金属零件从磷化液中取出,用清水彻底冲洗干净。
5)最后,将金属零件晾干或用热风吹干。
磷化液的调配

一、配制磷化液A液/B液:配比:1:20 兑水(体积比)步骤:1、800ml水中先加3ml中和剂,搅拌均匀。
2、加入40ml磷化原液。
继续搅拌均匀。
3、如果中途发现磷化成膜速度缓慢,或是成膜不均匀,需要追加磷化液B液(1公斤加1克,必须先拿出部件,将磷化液稀释后才可加入,并不断搅拌至均匀)。
二、测量游离酸度与总酸度。
仪器与试剂:烧杯,锥形瓶,碱式滴定管,滴定台,量杯,移液管,搅拌棒,发酵管,NaOH标准液,甲基橙指示剂,酚酞指示剂,氨基磺酸等。
步骤:1、安装好滴定台和滴定管,移入NaOH标准液到满刻度。
2、取配好的磷化液A液8ml加入到锥形瓶中,再加40ml纯净水。
3、在步骤2中滴入4滴甲基橙指示剂,摇匀。
4、用步骤1的NaOH标准液,慢慢滴定步骤3中的磷化液,颜色由红色变为橙色即止,记下数值变化,即为游离酸酸度值,最佳范围:0.8~1.2.5、接着换一只锥形瓶,取配好的磷化液A液8ml加入到锥形瓶中,再加40ml纯净水。
6、在步骤5中滴入4滴酚酞指示剂,摇匀。
7、用步骤1的NaOH标准液,快速滴定步骤6中的磷化液,颜色有橙色变为红色即止,记下数值变化,即为游离酸总酸度值,游离酸值与游离酸总酸值比的最佳范围:1:18~208、如果游离酸度值偏高,可以追加中和剂(1.5ml),但是,中和剂一定要稀释后在加入到磷化液中,并搅拌均匀。
三、追加1ml促进剂,搅拌均匀。
四、测量促进剂点数。
1、取适量步骤三中的磷化液,倒入发酵管并排出气泡。
2、取适量氨基磺酸快速放进发酵管,并迅速封口倒置摇晃一下。
然后正过来放在台上。
3、过几分钟,等发酵管顶部不再下降,该时刻度即为促进剂点数。
最佳范围:1~2。
五、配制脱脂剂(除油剂)配比:1:10(体积比)兑水步骤:取适量液体除油剂和固体除油剂,加水稀释,搅拌均匀。
(液体多一点,固体少一点)六、配制表调剂配比:1吨水:3~4公斤七、工艺流程脱脂一次水洗二次水洗表调磷化水洗干燥喷涂备注:1、有锈的情况下,要先除油再除锈。
常温磷化液的配方
常温磷化剂配方长沙固特瑞新材料科技有限公司给你解答1. 基本成膜物质成膜物质包括金属离子(如Zn2+、Fe2+等)、磷酸根离子及一定浓度的游离磷酸。
一般Zn2+1.5~10 g/L(一般铁离子不直接添到磷化液中,而由铁基材溶解获得),PO3-410~25 g/L,喷淋浓度偏低,浸渍浓度偏高。
pH值2.5~3.5,酸比(总酸/游酸)20~50。
要严格控制适当酸比,才能获得结晶细密、膜层完整的优质磷化膜。
表1 总酸、游离酸、温度、pH值相互关系磷化方式总酸度/点温度/℃游离酸/点酸比(总酸/游酸)pH值浸渍磷化25~30<200.5>50>3.525~300.5~130~403.1~3.4>301~1.520~302.8~3.0喷淋磷化15~2030~400.1~0.550~803.5~3.9常温磷化液的配方硝酸锌25克磷酸二氢锌10克硝酸钙5克硝酸镍0.5克柠檬酸0.5克氟化钠0.2克温度:常温酸比1:20-25 亚硝酸钠0.2克常温磷化技术华南理工大学化工所(广州510641) 夏正斌涂伟萍杨卓如陈焕钦摘要从磷化膜形成过程、磷化液组成、促进剂的选择等方面综述了常温磷化技术的现状与发展趋势。
关键词常温磷化磷化膜涂装前处理促进剂常温磷化是当前研究最活跃、技术进步最快磷化技术〔1,2〕,它克服了高、中温磷化的能耗大、成本高、效率低等缺点,具有低能耗、低成本、低污染、快速等特点,因而受到普遍关注,近几年相关报道很多〔3~8〕。
1 磷化机理磷化反应是一种典型的局部多相反应,本质上属电化学反应。
当金属浸入磷化液中,在其表面形成许多微腐蚀电池,轻微浸蚀发生,且在溶液金属界面处,酸浓度降低。
张安富〔9〕较详细地讨论了磷化过程的热力学数据并指出,在常温下金属的氧化能力弱,须添加少量氧化剂,作为磷化反应促进剂,使得金属表面的混合电位低于氧化促进剂的电极电位。
2 磷化过程及磷化膜组成周谟银〔10〕采用腐蚀电压和电流两种方法研究了磷化过程,指出磷化可分成从基体开始腐蚀、成膜到过腐蚀等7个阶段。
锰系磷化液配方
锰系磷化液配方
锰系磷化液是一种表面处理液体,可以在金属表面形成一层锰磷化物膜,起着防锈保护作用。
锰系磷化液的配方决定了其性能和使用效果。
本篇文章将介绍一种常用的锰系磷化液配方。
配方:
1. 25-35g/L的磷酸二氢钾;
2. 20-35g/L的硫酸锰(MnSO4);
3. 2-5g/L的氯化铵(NH4Cl);
4. 0.5-1.5g/L的十二烷基苯磺酸钠(SDBS)。
制备过程:
1. 将磷酸二氢钾逐渐加入蒸馏水中,搅拌均匀,加入硫酸锰,继续搅拌,直至完全溶解。
2. 将氯化铵慢慢加入溶液中,继续搅拌至完全溶解。
3. 加入十二烷基苯磺酸钠,继续搅拌均匀。
使用方法:
1. 首先清洗金属表面,去除表面油垢和氧化物等。
2. 将金属件浸入锰系磷化液中,浸泡时间通常为10-20分钟。
3. 取出金属件,用清水冲洗干净,放置静止空气中自然干燥。
特点:
1. 该配方中含有氯离子,可提高磷化速度和磷化膜的致密性。
2. 锰酸盐的存在,可增加磷化膜的厚度和硬度,提高耐腐蚀性。
3. 十二烷基苯磺酸钠是表面活性剂,可以改善液体的性能和扩散性。
需要注意的是,锰系磷化液的配方根据不同的金属材质和表面处理要求,可能会有所调整。
同时,在使用锰系磷化液时,需要注意保护好自己的皮肤和呼吸系统,减少对人体的伤害。
磷化液配方
磷化液配方1. 简介磷化液是一种用于金属表面磷化处理的化学溶液。
磷化处理可以形成一层致密的磷化物保护膜,提高金属材料的耐腐蚀性和附着力。
磷化液的配方是确定磷化工艺和性能的重要因素。
本文将介绍一种常用的磷化液配方,供参考和实验使用。
2. 配方成分磷化液的配方主要包括以下成分:•磷酸铁:100g•硝酸:50ml•磷酸:150ml•氢氧化钠:50g•氯化铵:20g•硫酸:15ml•磷酸氢二钾:10g•硝酸亚铁:5g•硫酸亚铁:2g3. 操作步骤1.在一个清洁的容器中,加入适量的去离子水。
2.依次向容器中加入磷酸铁、磷酸、硝酸、氢氧化钠、氯化铵、硫酸、磷酸氢二钾、硝酸亚铁和硫酸亚铁。
注意,每次加入一个成分后要充分搅拌混合,确保溶液均匀。
3.将溶液调至适当的pH值。
一般来说,磷化液的pH值应控制在4.0-4.5之间。
4.将溶液过滤,去除其中的悬浮物和杂质。
5.将磷化液倒入磷化槽中,待温度稳定后,即可使用。
4. 注意事项•在制备磷化液过程中,应注意安全操作,佩戴防护手套、眼镜等个人防护装备,避免接触皮肤和眼睛。
•磷化液过程中产生的废液应分类收集和处理,避免对环境造成污染。
•使用磷化液进行磷化处理时,应先进行试验以确定最佳工艺参数,然后再进行大规模生产或应用。
5. 结论以上是一种常用的磷化液配方,它包含了磷酸铁、硝酸、磷酸、氢氧化钠、氯化铵、硫酸、磷酸氢二钾、硝酸亚铁和硫酸亚铁等成分。
通过按照一定的操作步骤和注意事项进行配制,可以得到适合磷化处理的磷化液。
然而,值得注意的是,不同金属材料可能具有不同的磷化液配方和工艺参数,因此在实际应用中,应根据具体情况进行调整和优化。
新型磷化液的研制
收稿日期:2005-07-22 修回日期:2005-08-31 作者简介:韩恩山(1963-),男,山东人,博士,教授,主要研究方向为应用化学。
作者联系方式:(Email )eshan@hebut .edu .cn 。
新型磷化液的研制韩恩山, 王焕志, 常亮, 胡建修(河北工业大学化工学院应用化学系,天津 300130)摘 要:采用正交试验法优选了磷化液最佳配方为217g/L 磷酸,50g/L 氧化锌,40g/L 磷酸二氢钠,3g/L 钼酸铵,2g/L 植酸,1.5g/L 乙酸锰,4.5g/L 氧化促进剂DJ 1,1.5g/L 低温促进剂DJ 2,3g/L 复配表面活性剂DJ 3。
所得磷化膜经金相显微镜观察,其金相结构致密、连续。
通过电化学方法测试成膜过程的极化曲线,表明磷化过程成膜后,腐蚀电流基本保持不变。
利用X 射线光电子能谱测定膜表面的元素组成,发现Zn 、Fe 、P 的不同峰值的能谱,及O 的能谱峰及俄歇能谱同时存在,说明磷化膜主要是由Fe 、Zn 的多种磷酸盐构成。
该磷化液稳定,沉渣少,成膜速度快,磷化膜耐蚀性能好。
关键词:磷化;正交试验;耐蚀性;极化曲线;X 射线光电子能谱中图分类号:TG178;T Q63911 文献标识码:A文章编号:1004-227X (2006)03-0013-04Prepara ti on of novel phospha ti ng soluti on //HAN En 2shan,WANG Huan 2zhi,CHANG L iang,HU J ian 2xiu Abstract:The op ti mal phosphating for mula was chosen by orthogonal test as follows:217g/L phos phoric acid,50g/L zinc oxide,40g/L sodium dihydr ogen phos phate,3g/L ammonium molybdate,2g/L phytic acid, 1.5g/L manga 2nese acetate, 4.5g/L oxidation accelerator DJ 1, 1.5g/L low 2temperature accelerator DJ 2,3g/L comp lex surfactant DJ 3.The obtained phos phating fil m s were exam ined by met 2allographic m icroscope .Their metallographic structure iscompact and continuous .The polarizati on curve during the for mati on of phosphating fil m as measured by electr ochem i 2cal method indicated that the corrosi on current is basically unchanged after the fil m is for med .The chem ical composi 2tion of phos phating fil m investigated by X 2ray phot oelectrons pectr oscopy (XPS )showed that s ome obvi ous peaks of Zn,Fe,and P elements and different s pectr ographic peaks of O exist si multaneously,and the phos phating fil m is mainly consisted of several phosphate of Fe and Zn .The phos pha 2ting bath is stable,and has less sludge and higher fil m 2for m ing rate .The phosphating fil m has good corr osi on resis 2tance .Keywords:phosphating;orthogonal design;corrosion re 2sistance;polarization curves;XPSF irst 2author πs address:Dep t .of App lied Chem istry,He 2bei University of Technol ogy,Tianjin 300130,China1 前言磷化作为一种表面化学处理方法,是指将金属表面与含磷酸二氢盐的酸性溶液接触,通过化学与电化学反应形成一种稳定的、不溶性的无机化合物膜层的过程,这层膜称之为磷化膜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本发明属于金属表面化学防腐用的锌钙系磷化液,由下述重量比的物质组成,磷酸二氢锌∶硝酸钙∶磷酸∶硝酸镍∶柠檬酸或葡萄糖酸∶柠檬酸或葡萄糖酸的钠盐或钙盐∶氟化钠∶水=
2.5∶3.5∶4.9-8.4∶1.5-1∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.002-0.8∶4-60。本发明的磷化液不仅低成本、低能耗、省漆、磷化速度快,而且磷化膜质量好。
磷化液配方
说明书页数: 3
权项数: 002
文摘:
一种除锈磷化液,能实现酸洗磷化一步法工艺.它是由磷酸、酒石酸、油酸酰胺丙烯二甲胺、磷酸三钠、聚氧乙烯辛烷基酚醚、邻二甲苯硫脲和水配制而成.另外还配有添加剂--咪唑啉衍生物,从而达到消除"三废"污染、提高金属表面的涂装质量和降低成本的目的.
权利要求:
一种除锈磷化液,其中含有磷酸、酒石酸、油酸酰胺丙烯二甲胺、磷酸三钠、聚氧乙烯辛烷基酚醚、邻二甲苯硫脲。本发明的特征在于该除锈磷化液还配有一种添加剂,该添加剂为咪唑啉衍生物。
文:
本发明提出的机械零件中温锰基磷化是在高温锰基磷化液中加入一种或两种添加剂,使磷化液的磷化温度下降20℃,并在
较短的时间内在金属表面获得均匀的和致密的磷化膜,这种膜广泛应用于改善机械零件的减磨性,特别适用于改善齿轮的跑合性能,提高抗胶合能力。
权利要求:
一种机械零件中温锰基磷化的方法,用浓度为40-60g/l马日夫盐,配成总酸点40-60,游离酸点4-6,酸比1:9-13的磷化液。本发明的特征在于:磷化液加入浓度
应生成磷酸锌,使氧化钙与浓硝酸反应生成硝酸钙,而后两部分混合搅匀,再将上述物质加入搅匀,调节pH=2即可使用。该磷化液用于金属表面喷、涂漆前的预处理,先用本发明的
酸洗液金属表面,水冲后,再将金属浸入磷化液中进行磷化。
权利要求:
一种磷化液,其特征在于由酸洗液和磷化液二部分组成,其重百分组成为:
1)酸洗液:
然后再依次加入水、苯酐、双氧水、硝酸铜、硝酸镍、硝酸锌,搅拌至完全溶解,然后用碳酸氢氨调节溶液酸度在50点以下;
该磷化液可用于汽车、家用电器等的金属表面静电喷漆或涂漆前的预处理。
权利要求:
一种室温磷化液,含有磷酸、硝酸、柠檬酸、硝酸锌、硝酸镍、销酸铜、双氧水和水,其特征是磷化液的百分组分为
磷酸8—12%,
所述的有机酸是柠檬酸或葡萄糖酸,所述的有机酸盐是这二种酸的钠盐或钙盐。
文摘:
本发明采用革新方案,提供一种含丹宁酸的钢铁表面涂漆前处理液
—
一步磷化液,适用于普碳钢、低合金钢、铸铁构件的涂装前处理,采用本发明一步磷化液处理的钢铁构件,在7-30分钟可一步完成除油、除锈、磷化、钝化全过程,并在钢铁件表面形成4~9μ
还要水洗、热风吹干或烘干,浪费时间,消耗大量的能源。本发明的磷化液只需在0℃~37℃常温下进行不需水洗,不需热风吹干和烘干只要自然干燥即可,减少了操作程序,节省能
源,降低了成本,具有成本低、投资少、应用范围广、效益高等特点。
权利要求:
一种常温快速磷化液,由磷酸、氧化锌、亚硝酸钠、磷酸二氢锌、氧化剂、络合剂A、促进剂B组成,它在0℃~37℃温
本发明由磷酸、硝酸、氧化锌,催化剂硝酝镍等原料和水在常压下反应而成,本发明使用温度低,较以前磷化液使用温度低10-20℃,使用
本发明,可在120-150秒内成膜,膜致密且薄,对漆类和油类有较强的吸附力,因引,本发明可在大规模流水线作业应用。
权利要求:
一种新型磷化液,其特征在于它是由磷酸、硝酸、氧化锌、催化剂、硝酸镍水在常压下反应而成,该磷化液的配方为:
权利要求:
一种金属表面化学防腐用的锌钙系磷化液,其特征在于由下列重量比的物质所组成:
1)磷酸二氢锌:硝酸钙:磷酸:硝酸镍:有机酸:有机酸盐:氟化钠:水=2.5-3.5∶4.9-8.4∶0.5-1∶0.02-0.16∶0.015-0.06∶0.0002-0.08∶4-60;
2)氧化锌:磷酸:硝酸:碳酸钙:碳酸氢铵:硝酸镍:有机酸:有机酸盐:氟化钠:水=0.8-1.1∶3-4∶4.5-6∶3.5-5.5∶0.1-0.3∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.006-0.08∶4-60;
(克/升)
磷酸,5—15
硝酸,3—10
氧化锌,3—15
催化剂,0.01—2
硝酸镍,0.3—3
水,余量。
文摘:
本发明涉及一种室温磷化液及其配制方法,该磷化液是由磷酸、硝酸、柠檬酸、硝酸锌、硝酸镍、硝酸铜、氧化锌、双氧水、苯酐及水组成。
其配制方法是在槽酸容器中将磷酸、硝酸、柠檬酸混匀,再将用水调成糊状的氧化锌缓慢加入酸中,边加边搅拌;
度范围内使用,可在30秒至20分钟范围内进行磷化,磷处理后不需热风吹干或烘干,不用水洗,可按配方比例配成浓缩
液、工作液、结晶、粉末状固态混合体,其特征:一般情况下配方按克/升配比如下:
A、磷酸25~35克/升(工业级)
氧锌18~23克/升(工业级)
磷酸二氢锌22~30克/升(工业级)
亚硝酸钠5~10克/升(工业级)
本发明公开了一种常温防锈磷化液,它广泛适用于黑色金属材料,零件的磷化防锈处理对电镀、喷涂技术提供一种促进涂层。它的主要特点是可以在常温下进行磷化处理,工序过程中工
件可以存放2~3天不生锈,无毒无刺激性气味,使镀层均匀,附着力强,耐腐蚀性好。
权利要求:
一种可在常温下制作和操作的防锈磷化液,其特征在于由下列成份组成:磷酸、硝酸、氧化锌、亚硝酸钠、碳酸钠、水,按
为0.8-1.5g/l的添加剂EDTA二钠盐或浓度为1-2g/l的添加剂硼酸,浸泡式磷化时,磷化温度为70-80℃。磷化时间10-40分钟,磷化温度与磷化时间成反比。
文摘:
一种磷化液及其制备方法。该磷化液是由硝酸钙,磷酸锌,硝酸镍,硝酸钴,硝酸锡,柠檬酸,酒石酸,E.D.T.A,表面活性剂OP和水组成。其制备方法是先由磷酸与氧化锌反
皮,且表面层会形成轻量型磷化膜保护层,提高金属抗腐能力。该层也增强了金属与油漆的粘着力,简化金属的涂漆工艺,节省人力物力。配制、使用本发明除油除锈磷化液不污染环境。
权利要求:
一种除油除锈磷化液,液中含有磷酸、柠檬酸、硫脲、磷酸三钠,聚氧乙烯辛基酚醚,其特征是该液还有添加剂,添加剂是蓖麻油衍生物。
文摘:
硝酸1.8—3.2%;
柠檬酸1.1—2.9%,
硝酸锌15.5—22.8%;
硝酸镍0.4—1.2%,
硝酸铜0.4—1.2%;
氧化锌3—4.5%,
双氧水0.2—0.7%;
苯酐0.08—1%,
其余量为水。
氧化剂0.2~0.5克/升(试剂纯)
络合剂A0.2~0.6克/升(试剂纯)
促进剂B0.2~0.6克/升(试剂纯)
B、当没有络合剂A、促进剂B存在时,以上磷化液也具相对的效果,
C、磷化液处理的钢铁表面呈彩色至灰色磷化膜。
文摘:
本发明涉及一种用于汽车,家用电器,各种仪器仪表待外壳钢板进行磷化处理的磷化液及其制造方法。
柠檬酸0.15-0.25
酒石酸,0.045-0.055
EDTA,0.045-0.055
表面活性剂OP,0.008-0.02
水89.512-69.26
说明书页数: 6
文摘:
一种除油除锈磷化液,可使钢铁构件的清洗,除油、除锈、磷化等工序同步进行,简化工艺,降低成本。钢铁构件经本发明除油除锈磷化液浸渍处理后,可除去表面油、锈迹及表面氧化
磷酸,5-50
硫尿,0.005-0.015
十二烷基磺酸钠,0.05-0.15
平平加,0.05-0.15
氯化十六烷基三甲铵,0.05-0.15
柠檬酸,1-10
水,93.845-39.535
2)磷化液:
硝酸钙,5-15
磷酸锌,5-15
硝酸镍,0.15-0.25
硝酸钴,0.045-0.055
硝酸锡,0.045-0.055
的防腐膜,硫酸铜检验指标为3~14分钟,用3%氯化钠溶液浸泡8小时无锈迹,室内存放一年半无锈蚀,与油漆附着力达一级,处理方法采用槽浸、喷射和刷涂
权利要求:
一种由除油剂、除锈剂、磷化剂、钝化剂组成的一步完成除油、除锈、磷化、钝化的钢铁表面涂漆前处理液
——
一步磷化液,其特征在于加入含有丹宁酸的物质(如丹宁、栲胶)。
其重量成份的配比为:H↓[3]PO↓[4]27.2kg
HNO↓[3]24.5kg
ZuO22kg
Na↓[2]CO[3]10kg
H↓[2]O800kg。
文摘
:一种用于钢铁表面防腐处理的磷化液,由磷酸、氧化锌、氧化剂、络合剂A、促进剂B等组成,现有磷化处理需加温35℃-40℃低温或60℃-70℃中温条件下进行。磷化处理后