成品检验记录
成品检验记录表
JL-8.2.4-03-A/0
成品名称
生产数量
规格型号
检验数量
检验项目
标准要求
检验结果
备注
总体判定:
口合格口不合格
检验员:月日
不合格处理方式:
纠正预防措施:
成品检验记录表
JL-8.2.4-03-A/0
成品名称
生产数量
规格型号
检验数量
检验项目
标准要求
检验结果
备注
总体判定:
口合格口不合格
检验员:月日
不合格处理方式:
纠正预防措施:
成品检验记录表
JL-8.2.4-03-A/0
成品名称
生产数量
规格型号
检验数量
检验项目
标准要求
检验结果
备注
总体判定:
口合格口不合格
检验员:月日
不合格处理方式:
纠正预防措施:
成品检验记录表
JL-8.2.4-03-A/0
成品名称
生产数量
规格型号
检验数量
检验项目
标准要求检验结果备注Fra bibliotek总体判定:
口合格口不合格
检验员:月日
不合格处理方式:
纠正预防措施:
成品检验记录表
JL-8.2.4-03-A/0
成品名称
生产数量
规格型号
检验数量
检验项目
标准要求
检验结果
备注
总体判定:
口合格口不合格
检验员:月日
不合格处理方式:
纠正预防措施:
成品检验记录表
JL-8.2.4-03-A/0
成品名称
生产数量
规格型号
检验数量
OQC成品检验记录
OQC出货检验记录No.OQC (OQC+年末两位数+月+流水号001开始)客户代码订单号检验日期年月日料号品名规格批量抽样数量抽样计划□A-正常;□B-放宽;□C-加严抽样标准执行GB/T2828.1-2012标准, 次要缺陷(外观)按一般检查水平II,AQL=0.65;主要缺陷(关键尺寸、性能、混料)按特殊检验水平S-4,C=0;允收数(Ac)主要次要拒收数(Re) 1不良数(NG)序号检验项目检验内容/要求检验结果记录不良数单项判定1外观检查产品产品结构完整、无缺损、脏污、伤痕、变形;□OK; □NG; □N/A 标记标记清晰且形状、位置、正确□OK; □NG; □N/A 标签内外箱标签齐全、内容正确清晰、无脏污、破损□OK; □NG; □N/A 端面PC:端面符合级标准;□OK; □NG; □N/A SUS:端面符合级标准;□OK; □NG; □N/A 包装包装箱干净无破损, 包装整齐、数量正确、有防尘、防潮、防震措施□OK; □NG; □N/A其它□OK; □NG; □N/A2 关键尺寸No.1: ± mm□OK; □NG; □N/ANo.2: ± mm□OK; □NG; □N/ANo.3: ± mm□OK; □NG; □N/A3 性能指标□OK; □NG; □N/A□OK; □NG; □N/A4 产品附件产品装箱附件齐全完好, 无脏污、无破损、无遗漏□OK; □NG; □N/A其它项目No.1:□OK; □NG; □N/ANo.2:□OK; □NG; □N/AOPC/QD-3-8.2.4-04-01 A结果判定检验员初判: □合格; □不合格检验员复核判定: □合格; □不合格(返工);□MRB评审(单号):复核者备注1.依据对应产品的出货检验标准, 上述检验项目中未列出的项目在“其它”栏添加填写;2.上述已列出的检验项目针对在检产品不适宜的项目, 在“单项判定”栏以勾选“N/A”示之;合格以勾选“OK”示之;不合格以勾选“NG”示之;记录必须清晰完整。
助行器成品检验记录表模板

助行器成品检验记录表模板
摘要:
一、引言
二、助行器成品检验记录表模板的概述
三、助行器成品检验记录表模板的具体内容
1.产品名称
2.产品型号
3.生产批次
4.检验日期
5.检验结果
6.检验人员签名
四、助行器成品检验记录表模板的意义和作用
五、总结
正文:
一、引言
助行器是帮助人们行走和保持平衡的设备,如拐杖、助行架等。
助行器成品检验记录表模板是用于记录助行器成品检验过程和结果的表格。
二、助行器成品检验记录表模板的概述
助行器成品检验记录表模板一般包含以下几个部分:产品名称、产品型号、生产批次、检验日期、检验结果和检验人员签名。
三、助行器成品检验记录表模板的具体内容
1.产品名称:记录助行器的名称,如拐杖、助行架等。
2.产品型号:记录助行器的型号,如A型拐杖、B型助行架等。
3.生产批次:记录助行器的生产批次,方便追踪产品质量。
4.检验日期:记录检验助行器成品的日期。
5.检验结果:记录检验助行器成品的各项指标是否合格,如结构、功能、安全性等。
6.检验人员签名:检验人员对检验结果进行确认并签名。
四、助行器成品检验记录表模板的意义和作用
助行器成品检验记录表模板是产品质量的重要记录,有助于确保助行器的质量和安全性,为消费者提供符合标准的产品。
同时,该模板也有助于企业追踪产品质量,及时发现和解决问题。
五、总结
助行器成品检验记录表模板是记录助行器成品检验过程和结果的重要工具,有助于确保助行器的质量和安全性。
成品检验记录表

根据板位图核对板卡是否与板位图一致
14
板卡 检查板卡的档片是否更改ok
15
检查板卡/网卡是否自带光模块
16
检查导风罩是否安装。
17
检查机箱内部不能有线扣、木屑、纸片、线缆保护 罩、螺钉等任何杂物
外观检查
18
检查服务器网口是否倒针
19
检查USB接口舌头是否ok
电源是否装配到位,散热标签粘贴是否ok
检验员盖章
38
服务器是否进行了除尘
39
UID、电源按钮、指示灯等是否正常
40
检查服务器网口是否倒针
外观检查
41
检查USB接口舌头是否ok
42
电源是否装配到位,散热标签粘贴是否ok
43
检查机箱表面的螺钉是否漏打
44 45 46 包装附件
附件检查
逐一核对附件,检查是否有散发物料 检查附件外观,不能有非法标签、破损、脏污、断 墨; 定制化、特殊备注要求是否执行OK
ECC/SY
QM-KP-860-4
序号
订单/任务
令: 是否经过维修: 是
否
工序
分类
1
信息查询
2
成品检验记录表
SN:
环保属性:
开工时间:
是否有定制化需求: 是 否
检验内容
确认执行
查询EC、订单更改、预留信息、备注信息是否正确
执行 检查logo面膜和型号标签
复检签名
检查铭牌,合格证,BMC标签、条码、intel标签
3
信息是否完整、正确
4
标签类 检查是否有定制化标签,定制化标签是否粘贴正确
5
检查硬盘标签是否粘贴,腾讯定制化硬盘容量标签 有没有执行定制化
成品检验记录表模板

4.17
严重 MA.
4.18
严重 MA.
4.19
严重 MA.
4.2
严重 MA.
表单编号: FM-01-044
4.21
严重 MA.
4.22
严重 MA.
4.23
严重 MA.
4.24
严重 MA.
4.25
严重 MA.
4.26
严重 MA.
4.27
严重 MA.
4.28
严重 MA.
4.29
严重 MA.
4.3
严重 MA.
缺 點 描 述
缺 陷 處
表单编号: FM-01-044
陷 處 理 备注
表单编号: FM-01-044
缺陷等级
檢驗 結果
缺陷數量 严重 主要 次要
#1
#2
判定結果
( )允收 ( )拒收 #3 #4 #5
检验员 #6 #7
日期
確認
審核
#8 #9 #10 #11 #12 #13
严重 MA.
严重 MA.
轻微 MI
严重 MA.
严重 MA.
轻微 MI
严重 MA.
轻微 MI
严重 MA.
严重
MA.
表单编号: FM-01-044
2.3
严重 MA.
表单编号: FM-01-044
2.4
严重 MA.
2.5
严重 MA.2.6严重 MA.2.7
严重 MA.
2.8
严重 MA.
2.9
严重 SC
3 机台检查 ASSEMBLED UNIT
3.1
严重 SC
3.2
严重 MA.
3.3
PC构件成品检验记录表
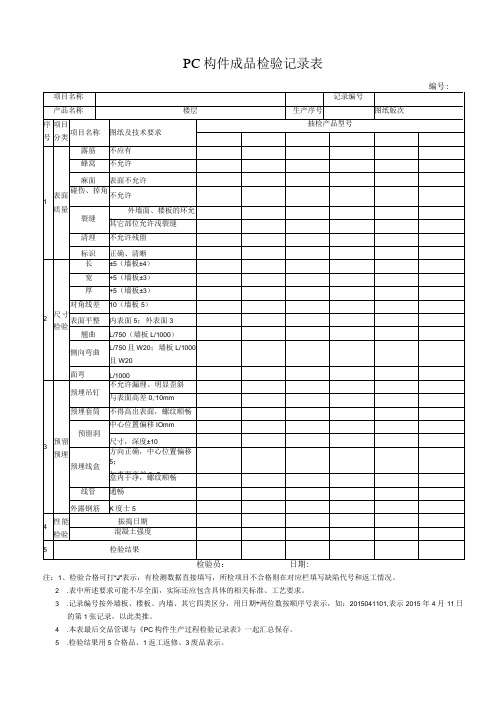
5.检验结果用5合格品、1返工返修、3废品表示。
PC构件成品检验记录表
编号:
项目名称
记录编号
产品名称
楼层
生产序号
图纸版次
序
号
项目
分类
项目名称
图纸及技术要求
抽检产品型号
1
表面
质量
露筋
不应有
蜂窝
不允许
麻面
表面不允许
碰伤、掉角
不允许
裂缝
外墙面、楼板的环允i∖
其它部位允许浅裂缝
清理
不允许残留
标识
正确、清晰
2
尺寸检验
长
±5(墙板±4)
宽
+5(墙板±3)
板5)
表面平整
内表面5;外表面3
翘曲
L/750(墙板L/1000)
侧向弯曲
L/750且W20;墙板L/1000且W20
面弯
L/1000
3
预留预埋
预埋吊钉
不允许漏埋、明显歪斜
与表面高差0,-10mm
预埋套筒
不得高出表面,螺纹顺畅
预留洞
中心位置偏移IOmm
尺寸,深度±10
预埋线盒
方向正确,中心位置偏移5;
与表面高差0,-5
盒内干净,螺纹顺畅
线管
通畅
外露钢筋
K度士5
4
性能检验
振捣日期
混凝土强度
5
检验结果
检验员:日期:
注:1、检验合格可打“J”表示,有检测数据直接填写,所检项目不合格则在对应栏填写缺陷代号和返工情况。
2.表中所述要求可能不尽全面,实际还应包含具体的相关标准、工艺要求。
家具成品检验记录
家具成品检验记录日期:2024年10月20日地点:XXX家具制造公司一、检验目的本次检验旨在对家具成品进行全面的检验,确保其质量符合相关标准和要求,以保证产品质量和客户满意度。
二、检验项目1.外观检验-检查家具表面是否有划痕、破损、裂缝等缺陷。
-检查家具涂层是否均匀、无气泡、粉化、剥落等现象。
-检查家具边角处是否装饰完整、连接紧密。
2.结构稳定性检验-检查家具的结构连接是否牢固,无明显松动或脱落现象。
-检查家具各个部件的连接方式是否合理,无疏松或过紧现象。
-检查家具底座的稳定性,无晃动或塌陷现象。
3.功能性检验-检查家具的开合部件(如抽屉、门)是否灵活顺畅,无异常卡住或卡滞现象。
-检查家具的拉手、铰链等配件是否牢固可靠。
-检查家具的储物空间是否符合设计要求,无过大或过小的差异。
4.材料质量检验-检查家具所使用的材料是否符合国家相关标准,无有毒或有害物质。
-检查家具所使用的饰面材料是否防火、防水和耐磨。
-检查家具的木质材料是否无危险的尖锐边缘或棱角。
三、检验过程1.在检验前,确定检验所需的样品数量、规格和代表性。
2.检验员按照检验项目的要求,对样品进行逐项检查。
3.对于存在问题的样品,进行详细记录,包括问题的具体描述、位置和严重性评估。
4.确认检验结果后,对合格的样品进行封箱和包装,以防止运输过程中的损坏。
5.将所有检验结果整理成报告,并保存备份。
四、检验结果本次检验中,共检验了100个家具成品样品,其中80个样品合格,20个样品存在问题。
问题主要集中在外观缺陷和结构稳定性方面,包括少量的划痕、涂层剥落和连接松动的现象。
五、问题处理对于存在问题的样品,将及时进行整改和修复,并重新进行检验。
对于无法修复的严重问题样品,将按照公司的质量控制流程进行退货或重新制造。
六、检验结论综上所述,本次家具成品检验结果总体符合预期,80%的样品合格率较高。
但仍有部分样品存在一些小问题,需要在生产过程中进一步加强质量控制。
成品抽查检验记录
成品抽查检验记录日期:2022年10月15日单位名称:某某制造有限公司项目名称:成品抽查检验记录1. 检验目的根据质量控制要求,对某某制造有限公司生产的成品进行抽查检验,确保产品的质量符合标准和客户要求。
2. 检验时间及地点时间:2022年10月10日-2022年10月14日地点:某某制造有限公司生产车间3. 检验人员主检人员:XXX协助人员:XXX4. 检验对象成品名称:某某产品规格型号:XXXXXX生产批次:2022年9月批次5. 检验项目及方法采用目测法对产品外观进行检查,包括表面平整度、颜色、印刷、包装等方面的检验。
5.2 尺寸检验采用量具测量法对产品尺寸进行检测,包括长度、宽度、厚度等方面的测量。
5.3 功能性检验采用人工操作或设备测试法对产品的功能进行检验,包括开关、电流、电压等方面的测试。
5.4 包装检验采用目测法对产品包装进行检查,确保包装完好无损,符合运输和存储要求。
6. 检验结果经过以上项目的检验,现将检验结果列示如下:6.1 外观检验外观无明显划痕,颜色鲜艳,印刷清晰,包装完好。
6.2 尺寸检验产品尺寸符合标准要求,长度为XXmm,宽度为XXmm,厚度为XXmm。
经测试,产品开关灵活可靠,电流和电压稳定,符合产品规格要求。
6.4 包装检验产品包装完好,无破损、变形等现象,符合运输和存储要求。
7. 检验结论经抽查检验,某某制造有限公司生产的某某产品质量良好,符合相关标准和客户要求。
建议继续保持良好的生产质量,并持续改进产品质量管理体系。
8. 备注对于未通过检验的产品,应立即停止出厂,并进行分析、处理和追溯,并采取有效措施预防同类问题的再次发生。
以上为本次成品抽查检验记录,特此备案。
主检人员:协助人员:签字:签字:日期:日期:。
制程成品检验记录
尺 寸 项 目 & 其 他
性 能
弹片硬度&磁性测试 焊接状况 判定 铆柱无断裂,缺料 电镀无吐酸,水纹 外观 无指纹,油污,氧化 无划伤,压伤,撞伤 无变形,无裂纹 检验项目 包 装 包装方式是否符合要求? 包装标示是否符合要求? 其他特殊包装要求?
工具显微镜 UMM
备注:
备注:
备注:
备注:
备注:
检验标准 外箱不可有破损,標籤不可疊加
标示产品环保状态(RS/H1/H2)等参SOP
判定 破坏
标示为: 性 测
检验项目 焊锡测试 拉拔力测试
数显卡尺 DC 深度计 DE 万用表 MU
检验标准
判定
相对应出货检验SIP及SOP
电源供应器 PS 三次元 CMM 示波器 OS 厚薄规 TM 高度规 HG 其它 X
制程成品检验记录
机种: 检验项目及标准 料号: 備 註 首 件 尾 件 1 2 原料厂商: 8:00 - 10:00 3 4 5 1 批量: 10:00 - 12:00 2 3 4 5 1 抽样数: 13:00 - 15:00 2 3 4 5 1 线别/组别: 15:00 - 17:00 2 3 4 5 1 班別: 2 日期: 17:00 - 20:00 3 4 5
仪器 代码
风扇测试机
厂内判定结果: 合格
不合格
品质异常单:
处理方法:
特采
批退
允收
重工
□
备 1. 检验频率每2H/1次记录5pcs数据。抽样水准参M105E 注 2.检验发现异常需要记录品质异常单号及處理方式. 检验OK以V表示检验NG以X表示,能以数值显示需记录实际数值.
审核:
检验: H-QM4-146 2009.8.A
成品及毛坯检验记录
过年 待购 买的 配件
外圈防尘槽 内圈防尘槽 外圈防尘槽 内圈防尘槽 外圈防尘槽 内圈防尘槽
1套 1套 1套 1套 4套 4套
型号规格 大球 6308-2RZ/01 15.94 6308-2RZ/02 15.5 6309-2RZ/01 18.38 6309-2RZ/02 17.9 6310-2RZ/01 19.76 6310-2RZ/02 19.56 外圈沟道表D012的沟位测脚(合金)
D923 G904 H903 D022
2 3 1 1
带测脚3*2付 壁厚差表 外圈 内圈
自制壁厚差表 自制壁厚差表
过年待购买的配件(0575-86096394)
一 直径 刮色钢球 15.5 15.4 外圈用(D012) 内圈用(D022) 数量 3 3 直径 15.64 17.6 直径 18.38 18.28 数量 10 数量 4 4 直径 数量 19.76 7 19.6 7 数量 12 带球架 21 带球架 2
18.28*0
17.90*17.80
17.90*0 17.80*0
工套圈刮色球要求 小球 备注 15.84 7.97 15.4 7.75 18.28 9.19 17.8 8.95 19.6 19.4
小球 15.84 15.4 18.28 17.8 19.6 19.4 的沟位测脚(合金)
备注 装配球 7.97 15.64 7.75 15.2 9.19 18.08 8.95 17.6 19.4 19.2
计量室台帐
量具 外经千分尺 规格 数量 0-25 25-50 50-75 75-100 100-125 125-150 名称 杠杆齿轮比较仪 扇形测微仪 名称 内测千分尺 深度游标卡尺 游标万能角度尺 带表卡尺 带表卡尺 游标卡尺 规格 25-50 0-200 0-320 0-200 0-150 0-150 数量 1 2 1 1 1 1 零配件 名称 防尘槽高度测脚 防尘槽底经测脚 防尘槽底经测脚 防尘槽口经测脚 防尘槽底经测脚 防尘槽口经测脚 平里表测脚 防尘槽高度百分表带测脚 外圈表测脚滑块 半品球架 测脚 测量钢球及球架(6212/01) 17.4 15 测脚球架 17 18.1 17.8 测量钢球球架 15.78 6308/01用 测量钢球球架 钢球 规格 15.72 15.32 15.64 15 15.2 15.76 15.72 18.06 17.72 数量 6 8 1 1 1 1 1 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2017.3.15
生产数量
200个
检验数量
200个
检验项目
标准要求
检验数据
单项判定
外观
焊接部位光滑无毛刺
焊接部位高度
180-185
焊接部位宽度
90-92
判定结论:检验员:日期:
不合格品处置:退货( )让步接收( )拣用( )报废( )批准:日期:
成品检验记录
编号:JL-8.4-04序号:CP-13
成品检验记录
编号:JL-8.4-04序号:CP-11
产品名称
全截面焊接阳极钢爪制造(修复)设备
型号规格
SXBH-315-03
工序
设备验收
生产日期
2017.2.14
生产数量
一台
检验数量
一台
检验项目
标准要求
检验数据
单项判定
电源
电流2500A、电压43V
焊接温度
设置
电极
下降速度1300-1385r/min
夹紧装置承载量0-30Kg
升降行程1000-1800mm、升降最大速度1385mm/min
横移最大行程1350mm、横移最大速m
门型梁
行走最大范围650mm、
移动最大速度800mm/min
上结晶器
升降幅度0—100mm
升降速度0—800mm/min
平行移动范围0—650mm
产品名称
铝导杆焊接
型号规格
180*200*2500
工序
成品验收
生产日期
2017.3.15
生产数量
35个
检验数量
35个
检验项目
标准要求
检验数据
单项判定
外观
焊接部位光滑无毛刺
导杆长度
2450-2500
判定结论:检验员:日期:
不合格品处置:退货( )让步接收( )拣用( )报废( )批准:日期:
平行移动速度0—800mm/min
下结晶器
升降幅度0—80mm
升降速度0—800mm/min
电器、PLC
品牌
判定结论:检验员:日期:
不合格品处置:退货( )让步接收( )拣用( )报废( )批准:日期:
成品检验记录
编号:JL-8.4-04序号:CP-12
产品名称
阴极钢棒焊接
型号规格
90*180
工序
成品验收