生产工序时间参考表
生产工序途程计划表
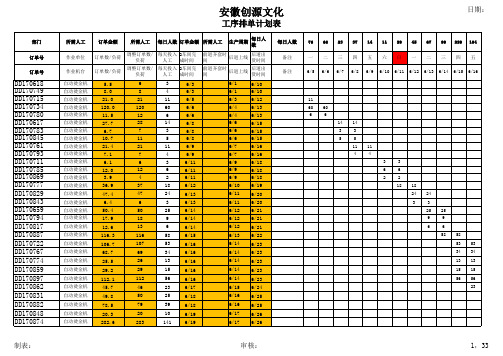
订单金额
所需人工
每日人数 订单金额 所需人工
生产周期
每日人 数
订单数/负荷
订单数/负荷
5.5 8.0 21.0 120.0 11.5 27.7 6.7 10.7 21.4 7.1 6.1 12.0 3.9 36.9 47.4 6.4 50.4 17.9 12.6 116.3 106.7 68.7 25.5 29.2 112.1 45.7 49.8 78.5 20.3 282.6
23
审核:
1,33
DD170733
自动烫金机
14.2
14
7
6/21
DD170806
自动烫金机
5.7
6
3
6/21
DD170875
自动烫金机
40.8
41
20
6/21
DD170885
自动烫金机
49.8
50
25
6/21
DD170889
自动烫金机
6.5
7
3
6/21
DD170892
自动烫金机
138.8
139
69
审核:
3,33
7
7
3
3
20 20
25 25
3
3
69 69
3
3
15 15
19 19
安徽创源文化
工序排单计划表
9
9
7
7
13 13
日期:
制表:
审核:
4,33
安徽创源文化
工序排单计划表
日期:
制表:
审核:
5,33
安徽创源文化
工序排单计划表
日期:
工时计算方法大全(各机床工时、各工序工时)
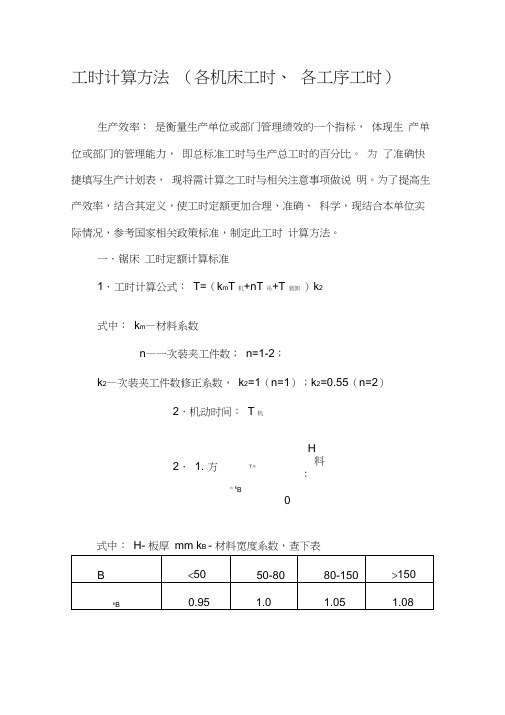
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
各种机加工工时计算表
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
车床加工基本时间计算参考表

工时定额的组成:1.批量加工的单件加工工时=基本时间+辅助时间+布置工作地时间+休息与生理需要的时间2.单件加工时:在以上的基础上加上相应的准备时间3.单件工时定额Td:单件时间td=tj+tf+tb+tx◆ 基本时间tj: 直接改变对象尺寸、开关、相对位置、状态或材料性质所用时间;◆ 辅助时间tf: 为实现工艺过程必须进行的各种辅助动作所用时间。
如装卸工件、操作要、改变切削用量、试切和测量工件、引进及退回刀具等动作所用时间。
辅助时间的的确定方法随生产类型不同而不同。
大批大量生产时,为了使辅助时间规定得合理,须将辅助动作分解成单一动作,再分别查表求得各分解动作的时间,最后予以综合;对于中批生产则可根据以往的统计资料确定;在单件小批生产中,一般用基本时间的百分比进行估算。
基本时间和辅助时间的总和称为作业时间◆ 布置工地时间tb:作班内照管工作地所耗的时间,调整更换刀具、修整砂轮、润滑擦试机床、清理切屑等。
一般按作业时间的2%~5%估算。
◆ 休息和生理时间tx:工作班内满足生理需要所耗的时间。
一般按作业时间的2%估算。
以上四部分时间总和就是单件时间td=tj+tf+tb+tx注意:因本厂每天有30分钟的休息时间,所以休息与生理需要时间tx不需计算在内;布置工地时间tb:车工,铣工按4%计算。
所以单件时间td=tj+tf+tb 组成在成批生产中,每一批工件的开始和终了时,工人需要做以下工作:A、开始时,要熟悉工艺文件,领取毛坯、材料,领取和安装刀具和夹具,调整机床及其他工艺装备等;B、终了时,要拆下和归还工艺装备,送交成品等。
这两部分所用时间叫做准备时间tz,设有N件产品,那分摊到每一个工件上的准备时间为tz/N,将这部分时间加到单件时间上去。
成批生产的单件核算时间:th=td+tz/N大批大量生产时,每个工作地始终完成某一道固定工序,tz/N接近0,故不考虑。
th=td。
4.缩减辅助时间。
在单件时间中占的比重较大。
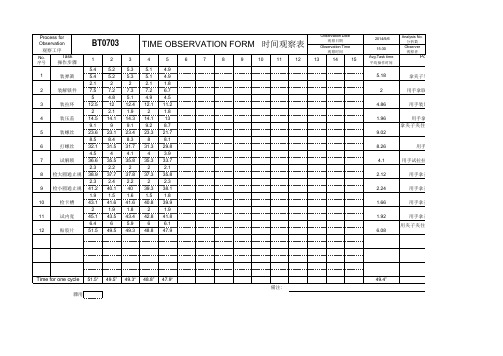
精益生产时间观察表 精益生产排线方式
備注:
提示:计时时,秒表不停,连续记录时间。
每次需至少测量5组或5组以上数据。
面内观察点
1:客户每天的实际需求量是多少。
10000套 2:装配线实际每天工作几个小时。
11小时
3:现在实际每天的产出是多少,实际用了多少人(有没包括全检) 装配11人,过检具3人,贴片2人,共16人,(不良品跳动大,无法确具体良品产出,总数约有10000套). 4:产品的单价 全部员工按劳动法计时。
根据以上数据进行分析,按照客户需求每天10000的量来计算,实际的T/T=4", 考虑到有20%返修率,用3条线来做,每条线7个人,每条线的T/T=8",每条线每天产能为4950个,3条线的产出为=14850个
备注;1#,2#,3#,4#,5#,6#员工用目前装配线上的人,7#从全检那边调配一个人过来。
产出,总数约有10000套).。
服装厂牛仔裤流水线记工表格

服装厂牛仔裤流水线记工表格
牛仔裤流水线记工表格是一种用于记录服装厂牛仔裤生产过程中每个工序的工
作时间和工作量的表格。
它是服装厂牛仔裤生产的重要工具,可以帮助服装厂更好地控制生产过程,提高生产效率。
牛仔裤流水线记工表格一般包括牛仔裤的型号、尺码、颜色、数量、工序、工
作时间、工作量等内容。
每个工序的工作时间和工作量都有具体的记录,以便服装厂能够更好地控制生产过程,提高生产效率。
牛仔裤流水线记工表格的使用可以帮助服装厂更好地控制生产过程,提高生产
效率。
它可以帮助服装厂更好地控制牛仔裤的生产过程,更好地控制牛仔裤的质量,更好地控制牛仔裤的交货时间,从而提高服装厂的整体竞争力。
牛仔裤流水线记工表格的使用可以帮助服装厂更好地控制牛仔裤的生产过程,
更好地控制牛仔裤的质量,更好地控制牛仔裤的交货时间,从而提高服装厂的整体竞争力。
此外,它还可以帮助服装厂更好地管理牛仔裤的生产成本,更好地控制牛仔裤的生产成本,从而降低服装厂的生产成本。
总之,牛仔裤流水线记工表格是服装厂牛仔裤生产的重要工具,它可以帮助服
装厂更好地控制生产过程,提高生产效率,更好地管理牛仔裤的生产成本,从而提高服装厂的整体竞争力。
机械加工工时定额(车、铣、镗)切削用量参考表
机械加工工时定额(车、铣、镗)切削用量参考表1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的总和2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 * 所有装夹、换刀等动作时间 + 其它非加工费用3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。
所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率提高一倍。
然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要素获得最佳组合,此时的高生产率才是合理的。
刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命则应根据优化的目标而定。
一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。
选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低些,一般取15-30min。
标准工时统计表-新
T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
(精编)生产节拍计算表格
工作时间计算
工序名称
每班总的时间 计划休息及开机,交接班,清洁时间 班数 用餐时间 设备数量 工作时间
小时 分钟/班 班/天 分钟/班 台数 小时/班
产量 节拍时间 一次合格率 报废率
件/班 件/小时 % %
PDR持续时间 共计生产数量 报废 停机时间(含休息)
小时 件 件 小时
0
1
1
1
54.5 100.00%
0.00% OK OK
44.0 99.67%
0.33% OK NOT OK
顾客代表签字 供应商代表签字
日期
精珩
8 30
1 30
1 7
310 44.3 99% 0.1%
7.5 300
1 1
46.0 99.67%
0.33% OK OK
2014/12/25
1 7
350 50
99% 0.1%
6.25 300
0 1
57.1 100.00%
0.00% OK
OK
粗车
8 30
1 30
1 7
325 46.4 99% 0.1%
6.4 300
0 1
55.6 100.00%
0.00% OK
OK
精镗
8 30
1 30
1 7
精车水档
8 30
1 30
1 7
325 46.4 99% 0.1%
320 45.7 99% 0.1%
6.2 300
0 1
57.7 100.00%
0.00% OK
OK
7 300
0 1
50.0 100.00%
上下道工序分布表
上下道工序分布表(最新版)目录1.概述上下道工序分布表2.上下道工序分布表的作用和意义3.如何编制上下道工序分布表4.上下道工序分布表的注意事项5.结论正文一、概述上下道工序分布表上下道工序分布表是一种记录和展示生产过程中各个工序之间关系的工具,它有助于明确各道工序的顺序和相互依赖关系,以确保生产流程的顺畅进行。
在制造行业中,合理的工序顺序和时间安排对提高生产效率和产品质量具有重要意义。
二、上下道工序分布表的作用和意义1.有助于清晰地展现生产过程中各个工序之间的依赖关系,便于生产管理人员了解生产进度和计划;2.有助于确保生产流程的顺序合理,避免因工序顺序不当导致的生产延误和质量问题;3.有助于及时发现生产过程中的问题,为生产优化提供依据;4.有助于提高生产效率,降低生产成本,提高产品质量。
三、如何编制上下道工序分布表1.收集和整理生产过程中的所有工序,明确各工序的名称和内容;2.分析各工序之间的依赖关系,确定合理的工序顺序;3.列出各工序所需的时间,包括准备时间、加工时间、检验时间等;4.根据工序顺序和时间,编制上下道工序分布表;5.定期更新和优化上下道工序分布表,以适应生产过程的变化。
四、上下道工序分布表的注意事项1.确保工序顺序的合理性,避免因工序顺序不当导致的生产问题;2.确保时间的准确性,避免因时间估计不足导致的生产延误;3.及时更新和优化上下道工序分布表,以适应生产过程的变化;4.确保上下道工序分布表的易读性和可操作性,以便生产管理人员查看和操作。
五、结论上下道工序分布表是生产过程中重要的管理工具,合理的编制和应用可以有效提高生产效率,降低生产成本,提高产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.05
焊一點錫(加錫)
2
1.06
微型電容/電阻/二極管
用夾子夾焊
7.5
1.07
微型電容/電阻/二極管
不用夾子夾焊(目前不接受)
5
1.08
微型三極管
用夾子夾焊
9
1.09
焊一引線端
普通引線,只焊一端
4.5
1.10
焊排線(3pin)
只插焊.不剪腳
11
1.5+3n (n=4,5,6….)
如果排線太軟或分散,則另計.
1.11
焊排線(3pin)
平焊(即貼焊)
9
1.5+2.5n (n=4,5,6….)
1.12
普通電容(扁仔類)
已加工好,平焊8Βιβλιοθήκη 1.13普通電容(電解電容)
已加工好,平焊
8
1.14
普通電阻/二極管
已加工好,平焊
8
1.15
普通三極管
已加工好,平焊
9
1.16
插焊二腳元件
只插/焊.不剪腳
9
1.17
插焊三極管
只插/焊,不剪腳
10
1.18
蜂鳴焊二條引線
9
生產工序時間參考表(版本: 1.0)
作業類別
No
作業工序
規格/要求
參考時間
單位:秒
計算公式(如有)
備註/說明
2.插件類
2.1
插二腳元件
只插,不焊,不剪腳
3.5
2.2
插三極管
只插,不焊,不剪腳
4.5
2.3
插IC
8PIN~16PIN
5.5
2.4
插IC
8PIN以下
4
3.上螺絲類
4.2
加工(兩個腳)元件
兩腳并列(如散件電容類)
3
用機器加工則另計
4.3
加工(兩個腳)元件
兩腳引腳(如散件電阻類)
3.5
用機器加工則另計
4.4
石英或電容滴膠水
3.5
1.5+2n (n=1,2,3,…)
如有其他零件阻礙則另計
4.5
裝蜂鳴片,滴膠,烙邊
16
4.6
浸水溫度檢查
只作溫度檢查,不調校
12
0℃~40℃範圍
3.1
打螺絲(1.2~3.0)X(2.0~7.0)
只打螺絲,不裝其它裝配件
4
1.5+2.5n (n=1,2,3,…)
3.2
打螺絲(2..2~3.5)X(7.0~14)
只打螺絲,不裝其它裝配件
4.5
1.5+3.0n (n=1,2,3,…)
4.其它類
4.1
剪一只元件腳
只焊在底板上的元件
3
1.8+1.2n (n=1,2,3,…)
生產工序時間參考表(版本: 1.0)
作業類別
No
作業工序
規格/要求
參考時間
單位:秒
計算公式(如有)
備註/說明
1.焊錫類
1.01
單手撿放機
從皮帶拉至工作台
2
1.02
雙手撿放機
從皮帶拉至工作台
4
一般指体積較大的產品.
1.03
Short Pad
不加Jumper
2.5
1.04
Short Pad
加Jumper
4.7
浸油溫度檢查
只作溫度檢查,不調校
12
100℃~300℃範圍
4.8
RF調校
15~20
視實際Model而定
4.9
RCC調校
15~22
視實際Model而定
備注: 1.上表只供製作生產指引時參考用,每種產品要視實際結構而定,不可視絕對標準.
2.上表的時間未包括取放機時間.