机床排故模块(中级鉴定)
电控与机床排故实验总结

电控与机床排故实验总结嘿,朋友们!今天咱来聊聊电控与机床排故实验这档子事儿。
你说这电控和机床,就像一对好搭档,一个负责指挥,一个负责干活。
可要是这中间出了岔子,那可就热闹啦!就好比一辆汽车,发动机再好,电路出问题了,它也跑不起来呀,对吧?在做这个实验的时候啊,可得瞪大眼睛,就像侦探找线索一样。
每一个细节都不能放过,一个小小的线头松了,都可能引发大问题呢!比如说有一次,机床就是不听话,怎么都不动,可把我急坏了。
我这左看看右看看,嘿,原来是有根线没插紧,你说气人不气人!这就好像一个人走路,鞋带松了,不就容易摔跟头嘛。
还有啊,做这个实验可不能毛躁。
你得静下心来,慢慢琢磨。
有时候问题就藏在那些你觉得不可能的地方。
就跟玩捉迷藏似的,你得有耐心才能找到它。
我记得有一回,我找了半天都没发现问题在哪儿,都快放弃了。
结果呢,在一个角落里发现了一个小开关没开,哎呀,当时我就想,我咋这么笨呢!做这个实验也得有想象力。
你得能想到各种可能出现的情况,就像导演拍戏一样,得把各种情节都想到。
比如说机床突然发出奇怪的声音,你就得想,这是哪儿出问题了呢?是零件松了?还是电路有干扰?你要是没点想象力,那可就难办咯!咱再说说排故的过程,那真的是像爬山一样,一步一步来。
有时候遇到一个难题,就像遇到一个陡峭的山坡,得费好大的劲才能爬上去。
但等你解决了这个难题,那种成就感,真的是没法形容!就好像你爬上了山顶,看到了美丽的风景一样。
而且啊,做这个实验还得学会总结经验。
每次遇到问题,解决了之后,都得好好想想,下次遇到类似的情况该怎么办。
这就跟咱学习一样,得不断积累知识,才能越来越厉害呀!你说是不是?总之呢,电控与机床排故实验可不是一件容易的事儿,但只要咱有耐心,有想象力,肯钻研,就一定能把它做好!咱可不能被这点小困难吓倒,对吧?大家一起加油,让我们的机床乖乖听话,为我们创造更多的价值!。
中级电工实操排故
第一部分T68型卧式镗床一、第1号板①.线号:6。
元件:KA2常闭、KA1线圈。
②.线号:7。
元件:SB3常开、KA2常开、KA1常闭。
③.线号:10。
元件:SQ4常闭、KA1常开、KA2常开。
④.线号:11。
元件:KA1常开、KA2常开、KM3线圈、SQ7常开。
⑤.线号:14。
元件:KS常开、SQ5常开、SQ6常开、SB4常开、KA1常开、KM2常闭。
⑥.线号:14。
元件:KS常开、SQ5常开、SQ6常开、SB4常开、KA1常开、KM2常闭。
⑦.线号:18。
元件:KA2常开、KS常开、KM1常闭。
⑧.线号:19。
元件:KM1常闭、KM2线圈。
⑨.线号:20。
元件:KT常闭、KM5常闭。
⑩.线号:13。
元件:SB1常开、KS常开常闭、SQ3常闭、SQ4常闭、KS常开常闭、KM1常开、KT常闭、KM2常开、KT常开。
[实际只在KM1常开、KM2常开之间]。
【注1】:T68型卧式镗床第1号板的故障排除属于最简单的。
相对较难的是第⑤和第⑥号故障点,都在14号线,要说出具体的故障点相对不容易。
第⑤号故障为SQ5常开触头与SB4常开触头断线;第⑥号故障为SQ6常开触头与SB4常开触头断线。
【注2】:第⑩号故障,虽然连接点较多,但实际仅为KM1常开触头与KM2常开触头之间的连接线断。
二、第2号板①.线号:2。
元件:SQ1常闭、SQ1常闭、FR常闭。
②.线号:5。
元件:SB2常开、KA2常闭、KA1常开。
③.线号:4。
元件:SB1常闭、SB2常开、KA1常开、SB3常开、KA3常开、SQ3常开、SB4常开、KM3常开、SB5常开。
④.线号:12。
元件:SQ7常开、KT线圈。
⑤.线号:14。
元件:KS常开、SQ5常开、SQ6常开、SB4常开、KA1常开、KM2常闭。
⑥.线号:4。
元件:SB1常闭、SB2常开、KA1常开、SB3常开、KA3常开、SQ3常开、SB4常开、KM3常开、SB5常开。
⑦.线号:17。
元件:KA1常开、KA2常开、KA3常开。
中级维修电工技能实操_03_镗床与铣床读图与排故

镗床与铣床读图与排故第一部分:T68型卧式镗床的电气控制一、概述T68型卧式镗床电气原理图由主轴电动机M1和移动电动机M2两台电动机拖动工作。
主轴转动由主轴电动机M1拖动,实现主轴的加工运行;主轴箱、工作台与主轴由快速移动电动机M2拖动实现快速移动。
技能实操排故所给的“T68型卧式镗床电气原理图(主电动机)”仅绘出主轴电动机M1的主电路和控制电路。
也就是说,快速移动电动机M2的主电路与控制电路未画出,有兴趣者可自行参考《电气技能实习》P.177~P.181,或参考其他有关书籍自行学习。
但应注意,有的书给出的电气原理图的组成略有差异,元件编号也不同。
下面仅仅就技能实操排故所给的原理图进行补充说明:1、主轴电动机M1为三角形-双星形接法的双速鼠笼式异步电动机。
因此,主电路不是Y-△降压起动,而是双速鼠笼式异步电动机的双速运行线路。
2、原理图绘出的各行程开关的作用及状态如下:①.SQ1(工作台、主轴箱联锁)、SQ2(主轴、平旋盘联锁):进给变速控制手柄拉出进行速度选择时动作,原理图中的常闭触头断开。
②.SQ3、SQ5(进给变速):进给变速控制手柄速度选择完成后,将手柄推回时动作,常开触头闭合;常闭触头断开。
③.SQ4、SQ6(主轴变速):主轴变速控制手柄速度选择完成后,将手柄推回时动作,常开触头闭合;常闭触头断开。
④.SQ7(主轴高低速开关):主轴高速时动作,常开触头闭合。
二、控制说明为了使大家全面了解T68型卧式镗床工作情况,下面说明为实际T68型卧式镗床的工作说明。
对于实操原理图未给出的内容(比如图中找不到的元件),可以不读图而仅了解其工作情况,有兴趣者也可自行结合《电气技能实习》给出的图纸读图。
1.主轴电动机正反转控制按下按钮SB2,中间继电器KA1吸合,使接触器KM3、KM1通电吸合,KM4随之吸合,电动机1M正向起动做低速(△联结)运转。
速度继电器常开触点闭合,为反接制动做准备。
同理,反转控制时,按下SB3,继电器、接触器通电吸合顺序为:KA2→KM3→KM2→KM4,电动机反向起动并做低速运转。
中级维修电工机床排故(机床电气维修方法)教材(OFFCE2003排版)
前言X62W万能铣床、T68卧式镗床电气控制模拟设备,较好的模拟了实际机床电气控制的主要内容,对实际机床中的操作手柄,用行程开关或万能转换开关加以替代,而其余的保留了原有的电气控制元件。
设备以实现电气控制为目的,最大限度反映控制特点,选用小容量电机及相适应的控制电器,较好地实现了电气模拟控制。
X62W万能铣床、T68卧式镗床电气控制模拟设备,主要用于电气专业学生进行电气控制实验、教学演示、电气控制维修技能教学与故障检修技能培训等,符合国家职业技能鉴定规范中维修电工中级的要求,能够满足维修电工中级机床检修需要。
该模拟设备不但适用于学生的培训,也适用于社会电工的培训。
通过对模拟设备进行操作、故障检修等一系列实战性练习,能够较快的掌握机床电气控制线路原理的分析、故障维修及常用电工工具和仪表的使用。
X62W万能铣床、T68卧式镗床电气控制模拟设备适用于高等院校、职高、中专、技校等机电类、电气类专业,也适用于各类维修电工培训机构。
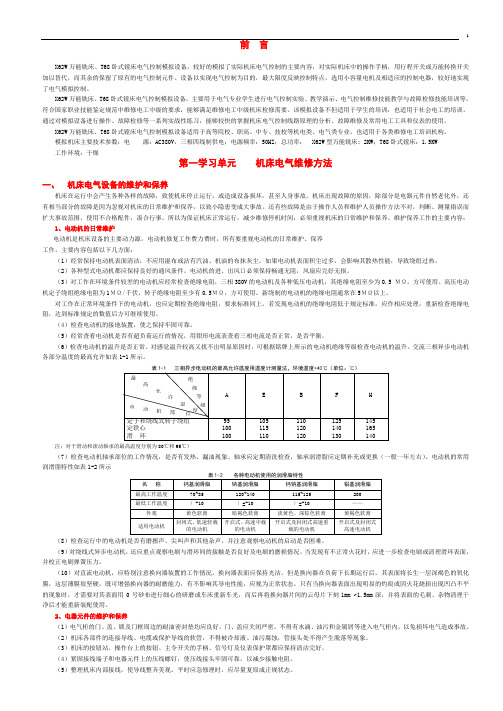
模拟机床主要技术参数:电源:AC380V,三相四线制供电;电源频率:50HZ;总功率: X62W型万能铣床: 2KW;T68卧式镗床:1.5KW工作环境:干燥第一学习单元机床电气维修方法一、机床电气设备的维护和保养机床在运行中会产生各种各样的故障,致使机床停止运行,或造成设备损坏,甚至人身事故。
机床出现故障的原因,除部分是电器元件自然老化外,还有相当部分的故障是因为忽视对机床的日常维护和保养,以致小隐患变成大事故。
还有些故障是由于操作人员和维护人员操作方法不对,判断、测量错误而扩大事故范围,使用不合格配件,凑合行事。
所以为保证机床正常运行,减少维修停机时间,必须重视机床的日常维护和保养。
维护保养工作的主要内容:1、电动机的日常维护电动机是机床设备的主要动力源,电动机修复工作费力费时,所有要重视电动机的日常维护、保养工作。
主要内容包括以下几方面:(1)经常保持电动机表面清洁,不应用湿布或沾有汽油、机油的布抹灰尘。
中级维修电工机床排故(X62万能铣床)教材(OFFCE2003排版)
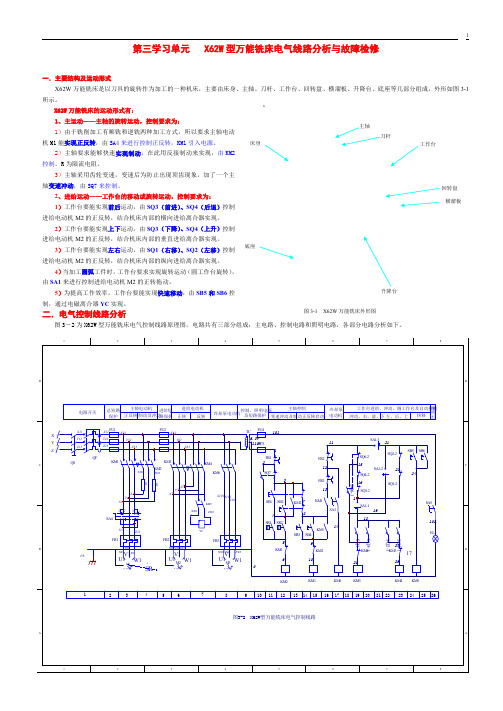
4)当加工圆弧工件时,工作台要求实现旋转运动(圆工作台旋转),
由 SA1 来进行控制进给电动机 M2 的正转拖动。 5)为提高工作效率,工作台要能实现快速移动,由 SB5 和 SB6 控
升降台
制,通过电磁离合器 YC 实现。
二.电气控制线路分析
图 3-1 X62W 万能铣床外形图
图 3-2 为 X62W 型万能铣床电气控制线路原理图,电路共有三部分组成:主电路、控制电路和照明电路,各部分电路分析如下。
SA1-1 19
SQ4-1 SQ2-1
SQ3-1 SQ1-1
SA1-3(21)→ 21 → SQ2-2(23)→ 23 → SQ1-2
SA4
18
(23)→ 17 → SA1-1(19)→ 18 → SQ4-1
(23)→ 27 → KM3(23)→ 29 → KM4 线圈 → 0
4)工作台的上升控制: 工作台的向上运动与工作台向后运动控制
3
(21)→ 21 → SQ2-2(23)→ 23 → SQ1-2(23)→ 17 → SA1-1(19)→ 18 → SQ3-1(20)→ 19 → KM4(19)→ 20 → KM3 线圈 → 0
2)工作台的下降控制:
工作台的向下运动与工作台向前运动控制电路完全相同,只需将垂直与横向进给手柄扳到“向下”位置,接通垂直离合器即可实现工作台的向下运动
回转盘 横溜板
进给电动机 M2 的正反转,结合机床内部的横向进给离合器实现。
2)工作台要能实现上下运动,由 SQ3(下降)、SQ4(上升)控制
进给电动机 M2 的正反转,结合机床内部的垂直进给离合器实现。
底座
3)工作台要能实现左右运动,由 SQ1(右移)、SQ2(左移)控制
机床排故工作票
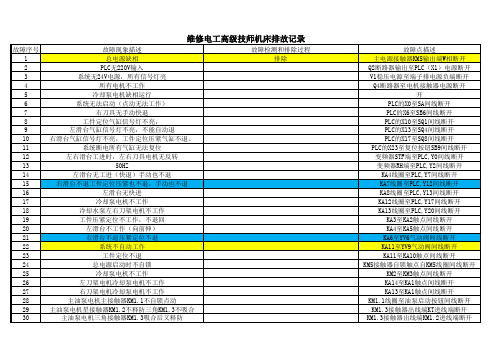
故障序号 故障现象描述 故障检测和排除过程 故障点描述 1 总电源缺相 测量KM5出线W相至Q5的W相线发现断开,连接后故障排除 主电源接触器KM5输出端W相断开 2 PLC无220V输入 Q2断路器输出至PLC(X1)电源断开 3 系统无24V电源,所有信号灯亮 V1稳压电源至端子排电源负端断开 4 所有电机不工作 Q4断路器至电机接触器电源断开 5 冷却泵电机缺相运行 Q6断路器至冷却泵电机接触器KM4的U相断开 6 系统无法启动(点动无法工作) PLC的X0至SA间线断开 7 右刀具无手动快退 PLC的X6至SB6间线断开 8 工件定位气缸信号灯不亮, PLC的X10至SQ1间线断开 9 左滑台气缸信号灯不亮,不能自动退 PLC的X13至SQ4间线断开 10 右滑台气缸信号灯不亮,工件定位压紧气缸不退。 PLC的X17至SQ8间线断开 11 系统断电所有气缸无法复位 PLC的X23至复位按钮SB9间线断开 12 左右滑台工进时,左右刀具电机无反转 变频器STF端至PLC,Y0间线断开 13 左右滑台后退时,左右刀具电机频率应为40HZ,故障后50HZ 变频器RH端至PLC,Y2间线断开 14 左滑台无工进(快退)手动也不退 KA4线圈至PLC,Y7间线断开 15 右滑台不退工件定位压紧也不退,手动也不退 KA7线圈至PLC,Y12间线断开 16 左滑台无快进 KA8线圈至PLC,Y13间线断开 17 冷却泵电机不工作 KA12线圈至PLC,Y17间线断开 18 冷却水泵左右刀架电机不工作 KA13线圈至PLC,Y20间线断开 19 工件压紧定位不工作,不退回 KA3至KA2触点间线断开 20 左滑台不工作(向前伸) KA4至KA5触点间线断开 21 右滑台不退压紧定位不退 KA6至YV6气动阀间线断开 22 系统不自动工作 KA11至YV9气动阀间线断开 23 工件定位不退 KA11至KA10触点间线断开 24 总电源启动时不自锁 KM5接触器自锁触点自KM5线圈间线断开 25 冷却泵电机不工作 KM2至KM3触点间线断开 26 左刀架电机冷却泵电机不工作 KA14至KA1触点间线断开 27 右刀架电机冷却泵电机不工作 KA13至KA1触点间线断开 28 主油泵电机主接触器KM1.1不自锁点动 KM1.1线圈至油泵启动按钮间线断开 29 主油泵电机星接触器KM1.2不释防三角KM1.3不吸合 KM1.3接触器出线端KT进线端断开 30 主油泵电机三角接触器KM1.3吸合后又释防 KM1.3接触器出线端KM1.2进线端断开
(上海)维修电工中级1+X应会机床排故故障点
操作
故障现象
故障点
故障代码
合上QS
和SA2
照明灯EL不亮
FU1断开
FU2断开
SA2断开
EL 坏
F1
F9
F4
F7
SA
置充磁位
电磁吸盘不工作
YH指示灯不亮
整珫桥损坏
电磁吸盘损YH坏
13号线开路
F12
F8
F16
SA
置充磁位
按SB1
KM1不得电
SB5
148、149
器件
F12
SB6
153、152
器件
F13
U11
038、041
线路
F14
V1
014、018
线路
F15
23号线
167、168
线路
F16
105号
180、187
线路
故障点
故障类别
F1
FU1
017、020
器件
F2
FU2
030、034
器件
F3
FU4
103、104
器件
F4
FU3
173、174
器件
F5
KM1
113、114
器件
F6
KM2
138、139
器件
F7
KM3
142、143
器件
F8
KM4
146、147
器件
F9
KM5
160、161
器件
F10
SA2
181、182
器件
F11
KA2线圈坏
F9
机床排故模块(高级中级鉴定)
常州冶金技师学院教育标准中级工业电气维修技术专业《机床排故模块》教学实施大纲(高级工中级鉴定)C YJ 03. 07(2)—2009一、说明:1、课程的性质和内容本课程是技工学校中级工业电气与维修技术工种的专业课,是一门实践性很强的课程。
内容包括:电气设备的维修方法和CA6140车床电气控制线路故障的检测和排除T68镗床电气控制线路故障的检测和排除X62W万能铣床电气控制线路故障的检测和排除2、课程的任务和要求通过本课程的学习,使学生:(1)掌握维修电气设备的维修方法;(2)掌握维修CA6140车床电气控制线路故障的检测和排除方法;(3)掌握维修T68镗床电气控制线路故障的检测和排除方法(4)掌握维修X62W万能铣床电气控制线路故障的检测和排除方法(5)通过教学使学生具有独立分析和解决一般技术问题的能力;并养成文明生产的良好习惯和良好的职业道德。
3、教学中应注意的问题该课程是一门理论性和实践性都很强的课程。
教学过程中,要明确培养目标突出技工学校的特点,加强直观教学;密切联系生产实际,使理论与实践有机的结合;注意总结规律,培养学生分析线路的能力。
同时在实习教学过程中应注意:(1)在教学中要加强基本操作技术和技能的训练,掌握好组织教学、讲解、示范和讲评等教学环节。
贯彻讲解与示范相结合、集体指导和个别指导相结合的教学方法。
(2)在基本操作技术训练中,教师要注意激发学生学习积极性和克服困难的信心,勤学苦练,扎扎实实地练好基本功。
(3)检修实习时,教师所设置的人为故障点,必须符合自然性质。
(4)在生产实习教学的整个过程中,要注意培养学生爱护工具、设备和节约原材料的习惯。
(5)在生产实习教学中,必须加强安全教育,严格执行电业工人安全操作规程。
C YJ 03. 07(2)—2009 附表09-1 编号WD-09 机床排故模块表C YJ 03. 07(2)—2009 附表09-2 编号WD-09 机床排故模块表C YJ 03. 07(2)—2009 附表09-3 编号WD-09 机床排故模块表模块一电气设备的维修方法和CA6140车床电气控制线路故障的检测和排除教学要求:1、掌握万用表的使用方法2、了解CA6140车床的主要结构及运动形式。
中级工镗床铣床维修排故方法
一.测量方法介绍正测法:黑表笔接“0”,红表笔测量,无电压则继续查,知道查到有电压的地方,就是故障点,用于从“0”号线向上测。
反测法:黑表笔接“1”,红表笔测量,无电压则继续查,知道查到有电压的地方,就是故障点,用于从“1”开始向下测。
二.铣床1.开关元件:SA1:左侧后盖,总开关SA2:左侧后盖,一般闭合状态SA3:右侧后盖,冷却泵开关SA4:左上方面板,松紧开关SA5:右侧后盖,圆柱台开关SB1:左上方面板,停止开关SB2:正面面板,停止开关SB3:左上方面板,快速进给开关SB4:正面面板,快速进给开关SB5:正面面板,主轴开关SQ1:正面把手,左方向开关SQ2:正面把手,右方向开关SQ3:左侧底下,前和上方向开关SQ4:右侧底下,后和下方向开关SQ5:正面左下圆形按钮,进给开关SQ6:左上方把手,主轴冲动开关KA1:右侧面板KM1:左侧面板KM2:左侧面板KM3:左侧面板KM4:左侧面板FR1:左侧面板FR2:左侧面板FR3:左侧面板2.检修步骤:(1)接通电源,打开主开关SA1后,打开SQ6主轴冲动开关,观察KM1有无吸合现象(3-5-7-11-KM1)(2)按下SB3和SB4快速进给开关,观察KA1有无吸合现象(3-5-7-9-13-15-19-KA1)(3)按下SB5主轴开关,观察主轴是否正常转动(3-5-7-9-13-15-17-11-KM1)(4)按下SA3冷却泵开关,观察KM2有无吸合现象(3-5-7-9-13-15-17-21-KM2)(5)分别按下SQ1-SQ5,观察对应的线圈有无吸合现象SQ1(3-5-7-9-13-15-23-25-27-31-33-35-29-37-KM3)SQ2(3-5-7-9-13-15-23-25-27-31-33-35-43-47-KM4)SQ3(3-5-7-9-13-15-23-25-39-41-33-35-37-KM3)SQ4(3-5-7-9-13-15-23-25-39-41-33-35-43-47-KM4)SQ5:(3-5-7-9-13-15-23-25-27-29-37-KM3)3.常见故障:(1)扳动SQ6把手后,无吸合现象(无主轴冲动):先用正测法测量9线有无电,1)若有电,用反测法从KM1向上检测(KM1 11-SQ6 11-SQ6 9);2)若无电,用正测法从3线向下检测(FR2 3-FR2 5-FR1 5-FR1 7-SA4 7-SA4 9)(2)按下SB3或SB4后,无吸合现象(无快速进给):比较少见用正测法从KA1向上检查SB3或SB4两端接线即可(3)按下SB5后,主轴点动:用正测法从KM1向上检查KM1两端的15和17即可(4)按下SB5后,主轴不转动:用正测法从KM1向上检测SB5两端的15和17即可(5)按下SA3后,KM2无吸合现象(冷却泵不工作):用正测法从KM2向上检测(KM2 21-SA3 21-SA3 17),即检测SA3两端即可(6)六方向加进给均无吸合现象:用正测法检查FR3两端即可(7)无左右,有前后上下和进给:1)将左右打到SQ1处,从KM3向上检测(KM3 37-KM4 37-KM4 29-SQ1 29-SQ1 35-SA5 35-SA5 33-SQ4 33-SQ4 31-SQ3 31-SQ3 27-SQ5 27-SQ5 25-FR3 25-FR3 23)或2)将左右打到SQ2处,从KM4向上检查(KM4 47-KM3 47-KM3 43-SQ2 43-SQ2 35-SA 5 35-SA5 33-SQ4 33-SQ4 31-SQ3 31-SQ3 27-SQ5 27-SQ5 25-FR3 25-FR3 23)(8)无上下前后,有左右:1)将上下打到SQ3处,从KM3向上检测(KM3 37-KM4 37-KM4 29-SQ3 29-SQ3 35-SA5 35-SA5 33-SQ2 33-SQ2 41-SQ1 41-SQ1 39-SA5 39-SA5 25-FR3 25-FR3 23)或2)将左右打到SQ2处,从KM4向上检查(KM4 47-KM3 47-KM3 43-SQ4 43-SQ4 35-SA 5 35-SA5 33-SQ2 33-SQ2 41-SQ1 41-SQ1 39-SA5 39-SA5 25-FR3 25-FR3 23)技巧:1,2有问题合1,2查3,4;3,4有问题合3,4查1,2;(9)有进给,无前后上下左右:用正测法检查SA5两端即可技巧:5个开关都没有查入口FR3,有5没方向查出口SA5(10)有左和上前,没有右和下后(有1,3,无2,4)用正测法从KM3向上查(KM3 37-KM4 37-KM4 29-SQ1/SQ3 29)(11)有右和下后,没有左和上前(有2,4,无1,3)用正测法从KM4向上查(KM4 47-KM3 47-KM3 43-SQ2/SQ4 43)(12)什么都没反应出在零号线上,检查FU3三.镗床1.开关元件:2.检修步骤:(1)打开SB2后,主轴低速正转,观察吸合的继电器有KA1,KM3,KM1,KM4(1,3,1,4),(1-2-3-4-5-6-KA1,1-2-3-4-9-10-KA1-11-KM3,1-2-3-4-KM3-17-KA1-16-KM1,1-2-3-KM1-20-21-KM4)(2)打开SB3后,主轴低速反转,观察吸合的继电器有KA2,KM3,KM2,KM4(2,3,2,4)(1-2-3-4-7-8-KA2,1-2-3-4-9-10-KA2-11-KM3,1-2-3-4-KM3-17-KA2-19-KM2,1-2-3-KM2-2 0-21-KM4)(3)在低速正转时拉出SQ7把手,开启KT,主轴延时一段时间后高速正转,观察吸合的继电器有1,3,1,5(最后的5:1-2-3-KM1-KT-22-23-KM5)(4)在低速反转时拉出SQ7把手,开启KT,主轴延时一段时间后高速反转,观察吸合的继电器有2,3,2,5(最后的5:1-2-3-KM2-KT-22-23-KM5)。
数控机床故障诊断与维修模块1 (2)
• 二、导轨副常见故障与排除
• 导轨副常见故障是导轨副间隙过大、滚动导轨副的预紧力不 合适、导轨的直线度和平行度超差以及导轨润滑防护装置故 障等。
• 三、导轨副故障维修实例
• 1.机械振动
• 故障现象:某加工中心运行时,工作台X轴方向位移接近行 程终端过程中产生明显的机械振动,系统不报警。
• 故障分析:因故障发生时系统不报警,但故障明显,确定故 障部位应在X轴伺服电动机与丝杠传动链一侧;为区别电动 机故障,可折卸电动机与滚珠丝杠之间的弹性联轴器,采用 交换法,单独通电检查电动机。若电动机无故障,可拆下工 作台,检查传动机构滚珠丝杠副和导轨副是否损伤,安装精 度是否超差。
• 2)滑动轴承
• 静压滑动轴承的承载能力不随转速的变化而变化,而且无磨 损,启动和运转时摩擦阻力矩相同,因此静压轴承的刚度大, 回转精度高,但静压轴承需要一套液压装置,成本较高。
• 二、主轴几何精度检测 • 1.主轴锥孔中心线的径向跳动
• 2.溜板移动对主轴中心线的平行度 • 3.主轴锥孔中心线和尾座套筒中心线对溜板移动的等高度 • 4.主轴轴向跳动
• 5.主轴定心轴颈的径向跳动 • 6.横刀架横向移动对主轴轴线的垂直度 • 7.顶尖跳动
• 三、主轴润滑与密封 • 主轴轴承常采用油脂润滑和集中强制润滑,为了保证润滑可
靠性,常装有压力继电器作为失压报警装置。
• 1.主轴润滑 • 1)油气润滑方式 • 2)喷油润滑方式
• 2.主轴密封
• 在密封件中,被密封的介质往往是以穿漏渗透或扩散的形式 越界泄漏到密封连接处的彼侧。造成的基本原因是流体从密 封面的间隙中溢出,或是由于密封部件内外两侧密封介质的 压力差或浓度差,致使流体向压力或浓度低的一侧流动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常州冶金技师学院教育标准
中级工业电气维修技术专业
《机床排故模块》教学实施大纲(中级鉴定)
C YJ 03. 07(1)—2009
一、说明:
1、课程的性质和内容
本课程是技工学校中级工业电气与维修技术工种的专业课,是一门实践性很强的课程。
内容包括:电气设备的维修方法和CA6140车床电气控制线路故障的检测和排除T68镗床电气控制线路故障的检测和排除X62W万能铣床电气控制线路故障的检测和排除
2、课程的任务和要求
通过本课程的学习,使学生:
(1)掌握维修电气设备的维修方法;
(2)掌握维修CA6140车床电气控制线路故障的检测和排除方法;
(3)掌握维修T68镗床电气控制线路故障的检测和排除方法
(4)掌握维修X62W万能铣床电气控制线路故障的检测和排除方法
(5)通过教学使学生具有独立分析和解决一般技术问题的能力;并养成文明生产的良好习惯和良好的职业道德。
3、教学中应注意的问题
该课程是一门理论性和实践性都很强的课程。
教学过程中,要明确培养目标突出技工学校的特点,加强直观教学;密切联系生产实际,使理论与实践有机的结合;注意总结规律,培养学生分析线路的能力。
同时在实习教学过程中应注意:
(1)在教学中要加强基本操作技术和技能的训练,掌握好组织教学、讲解、示范和讲评等教学环节。
贯彻讲解与示范相结合、集体指导和个别指
导相结合的教学方法。
(2)在基本操作技术训练中,教师要注意激发学生学习积极性和克服困难的信心,勤学苦练,扎扎实实地练好基本功。
(3)检修实习时,教师所设置的人为故障点,必须符合自然性质。
(4)在生产实习教学的整个过程中,要注意培养学生爱护工具、设备和节约原材料的习惯。
(5)在生产实习教学中,必须加强安全教育,严格执行电业工人安全操作规程。
C YJ 03. 07(1)—2009 附表09-1 编号WD-09 机床排故模块表
C YJ 03. 07(1)—2009 附表09-2 编号WD-09 机床排故模块表
C YJ 03. 07(1)—2009 附表09-3 编号WD-09 机床排故模块表
模块一电气设备的维修方法和CA6140车床电气控制线路故障的检测
和排除
教学要求:
1、掌握万用表的使用方法
2、了解CA6140车床的主要结构及运动形式。
3、熟悉CA6140车床的电气控制线路。
4、掌握CA6140车床电气控制线路的故障分析方法
教学内容:
理论:
《电力拖动控制线路与技能训练》:
第三单元常用生产机械的电气控制线路及其安装、调试与维修
课题一工业机械电气设备维修的一般要求和方法
课题二CA6140车床电气控制线路
实习:
1、万用表的使用
2、CA6140车床排故
教学建议:
1、讲授本章各节前,组织学生下厂参观学习,了解各种常用生产机械的结构及运动形
式,增加感性知识。
2、课堂讲授时,应充分利用挂图,讲课讲透电气控制线路的构成和工作原理,提高学
生分析、阅读控制线路图的能力,加深对典型控制环节的理解。
3、在实习过程中要注重讲解排除故障的方法,培养学生能独立分析和排除故障的能力。
模块二X62W万能铣床电气控制线路故障的检测和排除
教学要求:
1、了解X62W万能铣床的主要结构及运动形式。
2、熟悉X62W万能铣床的电气控制线路。
3、掌握X62W万能铣床电气控制线路的故障分析方法
教学内容:
理论:
《电力拖动控制线路与技能训练》:
第三单元常用生产机械的电气控制线路及其安装、调试与维修
课题五X62W万能铣床电气控制电路
实习:
X62W万能铣床电气控制线路故障的检测和排除
教学建议:
1、讲授本章各节前,组织学生下厂参观学习,了解各种常用生产机械的结构及运动形
式,增加感性知识。
2、课堂讲授时,应充分利用挂图,讲课讲透电气控制线路的构成和工作原理,提高学
生分析、阅读控制线路图的能力,加深对典型控制环节的理解。
3、在实习过程中要注重讲解排除故障的方法,培养学生能独立分析和排除故障的能力。
模块三T68镗床电气控制线路故障的检测和排除
教学要求:
1、了解T68镗床的主要结构及运动形式。
2、熟悉T68镗床的电气控制线路。
3、掌握T68镗床电气控制线路的故障分析方法
教学内容:
理论:
《电力拖动控制线路与技能训练》:
第三单元常用生产机械的电气控制线路及其安装、调试与维修
课题六T68镗床电气控制电路
实习:
T68镗床电气控制线路故障的检测和排除
教学建议:
1、讲授本章各节前,组织学生下厂参观学习,了解各种常用生产机械的结构及运动形
式,增加感性知识。
2、课堂讲授时,应充分利用挂图,讲课讲透电气控制线路的构成和工作原理,提高学
生分析、阅读控制线路图的能力,加深对典型控制环节的理解。
3、在实习过程中要注重讲解排除故障的方法,培养学生能独立分析和排除故障的能力。