压力管道报验资料
压力管道验收应提交资料
项,合格率 % 项,优良率 %
允许偏差项 实测
目
项,其中合格
项,合格率 %
专业技术负责人:
评 施工队(组)长: 定 等 级
质检员: 认 定 等 级
年月日
年月日
23
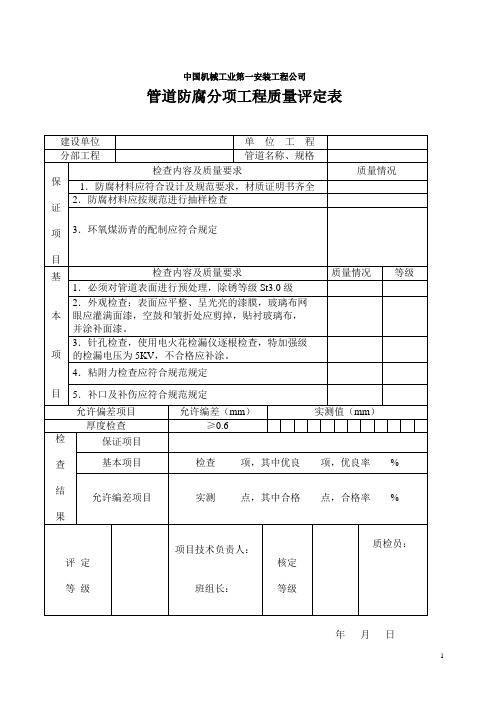
分项工程质量检验表
――钢管、有色金属管道基本项目检验记录
单位工程名称:
分项工程名称:
分部工程名称:
分项工程性质:
检验内容 管子、管件、阀门及支吊架弹簧表面质量
操作要求: 1.液压试验前须满足《管道压力试验通用规程》中的试验条件。 2.根据管道级别及设计压力,确定强度试验压力 Pt 和严密性试验压力 P。 3.强度试验时缓慢加压,达到试验压力 Pt 后稳压 10min,并进行检查, 以无泄漏、目测无变形为合格。 4.将压力降至严密性试验压力 P,进行全面检查,以无泄漏为合格。
热弯温度
热处理后硬度
二次探伤鉴定
附图(应注明尺寸及偏差)
部门负责人
质量检验员
施工人员
15
中国机械工业第一安装工程公司
压力管道液压试验工艺卡
单位工程: 分项分部工程:
压力(MPa)
工程编号:
10min Pt
P
0 Pt:强度试验压力(MPa); P:严密性试验压力
液压试验作业过程图示如下:
时间(min)
质量情况 1 2 3 4 5 6 7 8 9 10
高压钢管除去缺陷后的实际壁厚
有色金属管的椭圆度、局部变形及壁厚均匀度
胀口或翻边管子的抽样试验结果
阀门传动装置检查
闸阀密封面渗漏量检查
螺栓、螺母的表面检查
垫片质量
弯管表面质量、壁厚减薄率及椭圆度
卷管组对纵缝间距、支管外壁与纵、环焊缝间距
压力管道报验资料
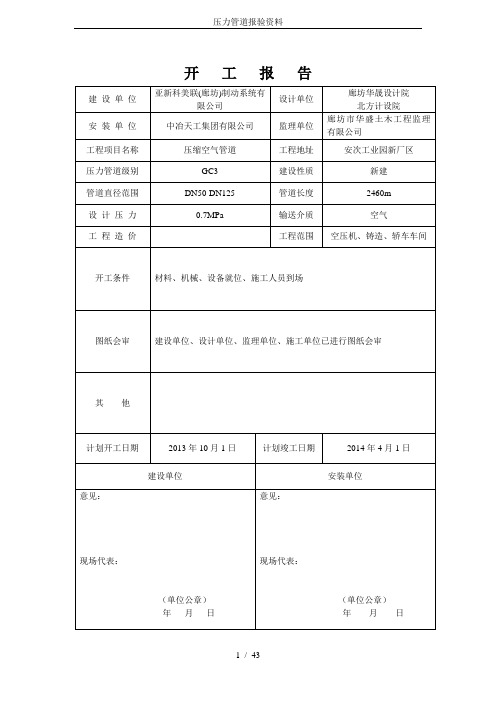
开工报告焊工登记表工程材料/构配件/设备报审表工程名称:亚新科美联(廊坊)制动系统有限公司新建厂区压缩空气管道编号:01管道组成件、管道支承件、焊接材料质量检验报告管道组成件、管道支承件、焊接材料质量检验报告阀门强度及严密试验分部工程报验申请表工程名称:亚新科(美联)制动系统有限公司新建厂区压缩空气管道安装编号:02阀门试验记录阀门试验记录阀门试验记录管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:A轴上与21轴上已安装管道规格数量:DN100焊口数量:50 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-D轴上已安装管道规格数量:DN100焊口数量:50 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-J轴上已安装管道规格数量:DN100焊口数量:28 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-P已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-u轴上已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-X轴上已安装管道规格数量:DN100焊口数量:28 焊接焊工代号:管道焊接记录焊缝检查记录管道安装工程中间检查记录分部分项工程名称:轿车车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:21轴上与1-L轴上已安装管道规格数量:DN100焊口数量:36 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:轿车车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m管线编号:1-F轴上已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道焊接记录焊缝检查记录管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:制动盘铸造室内管道标高7.9m 管线编号:A轴上已安装管道规格数量:DN125、DN100、DN50、DN40、DN25、DN20.DN15 焊口数量:37 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高7.9m管线编号:25轴上已安装管道规格数量:DN100、DN125、DN25.DN15 焊口数量:13 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高7.9m 管线编号:D轴上已安装管道规格数量:DN100、DN80.DN25.DN15焊口数量:44 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6m 管线编号:L轴上已安装管道规格数量:DN100.DN25.DN15焊口数量:62 焊接焊工代号:管道焊接记录焊缝检查记录管道系统压力试验记录管道系统压力试验记录管道系统压力试验记录管道支吊架安装记录管道支吊架安装记录管道支吊架安装记录。
压力管道监检需提供的资料

压力管道监检需提供的资料第一篇:压力管道监检需提供的资料特种设备监检需提供的资料一、压力管道1、特种设备安装改造维修告知书或接收回执(3份);2、压力管道设计单位资格、设计图纸及其有关计算书等;3、压力管道组成件和支承件的质量证明文件;4、压力管道安装单位资格及质量保证体系;5、压力管道焊接工艺评定书,焊接人员的资质;6、无损检测单位的资格及人员的资质;7、压力管道安装技术特性表(3份、附带电子版);8、压力管道使用材料一览表(3份、附带电子版);9、压力管道注册一览表填写完整(附带电子版);10、压力管道安装质量证明书(3份、附带电子版);11、压力管道竣工验收技术文件(3份、附带电子版);12、管线编号有检测公司统一编号;13、一种介质一套资料;14、压力管道单线图;15、委托清单。
(检测公司提供标准表格)。
第二篇:压力管道安装监督检验监检过程需审查确认资料压力管道安装监督检验监检过程需审查确认资料申报书告知书设计单位资格证书复印件、设计说明设计变更、材料代用手续技术交底记录安装许可证复印件施工方案施工合同焊工证复印件(焊工证汇总表)无损检测单位许可证、人员资格证焊接工艺评定(汇总表)焊接工艺卡材料及管道元件(板材、焊材、法兰、弯头、变径、膨胀节、阀门等)质量证明书原件或加盖供材单位检验公章和经办人章的有效复印件材料及管道元件单位制作许可证材料及管道元件自检记录阀门试验记录管道加工检查记录焊缝布置、坡口、对接错边量检验记录焊缝外观检验记录焊缝返修工艺及返修记录热处理记录无损检验报告单线图(轴侧图)——管线号、牌号、焊缝编号、焊工代号、探伤焊口代号、焊缝补焊位置、热处理焊口编号、管件种类、检验员、检验日期等清理、防腐检验记录安装偏差检查记录补偿器安装检验记录支吊架安装检验记录静电接地安装检验记录隐蔽工程检查记录安全附件安装检查记录(安全阀、压力表的校验报告复印件)耐压试验报告或记录气密性试验报告或记录管道吹洗记录管道涂漆、绝热、色标施工记录工程验收记录安装质量证明书第三篇:压力管道安装安全质量监检记录记录编号:压力管道安装安全质量监督检验记录项目名称:建设单位:监督检验单位:监督检验时间:共 4 页第 1 页共 4 页第 2 页共 4 页第 3 页共 4 页第 4 页第四篇:压力管道监督检验项目及过程监检说明压力管道监督检验项目及过程监检说明一、监检依据:1、《特种设备安全监察条例》、《压力管道安全管理与监察规定》、《压力管道安装安全质量监督检验规则》及其它相关法规、标准;2、设计文件(设计资格证有效复印件或传真件、设计说明、材料汇总表、管段表、含设计参数等)二、焊接前监检项目及内容:1、开工告知书2、压力管道安装安全质量监督检验申报书3、施工方案4、焊接工艺评定、焊接工艺卡5、焊工证原件及复印件6、无损检测人员资格证书原件及复印件(注:如分包,无损检测单位还须提供《中华人民共和国特种设备检验检测机构核准证》有效复印件三、材料检验1、材料检验根据采购和工程进展情况分批进行2、压力管道材料类别:管子、管件、法兰、阀门、垫片、支吊架、补偿器、过滤器等压力管道上的全部附件、焊材3、材料检验a、施工单位自检记录b、压力管道元件制造许可证(复印件或传真件)c、核查质保书正确性、内容齐全以及与设计文件的一致性d、根据质保书对照实物进行宏观检查,规格、尺寸、外观、必要时进行理化、机械性能抽查四、焊接过程检验1、确认首批材料检验合格资料;2、单线图(含管线号、焊口位置描述、探伤位置描述、静电位置、材料汇总等3、对应单线图的施焊记录和焊检记录4、无损检查记录五、热处理记录;六、强度及气密性试验前检验记录再次核查与设计要求的一致性以及确认是否满足强度试验要求的全部准备工作完成(核查单线图与实物的一致性等)七、强度试验及气密性试验八、如果有隐蔽工程,则应在隐蔽前完成全部检查项目且得到业主和锅检所的确认签字。
办理压力管道检验所需资料
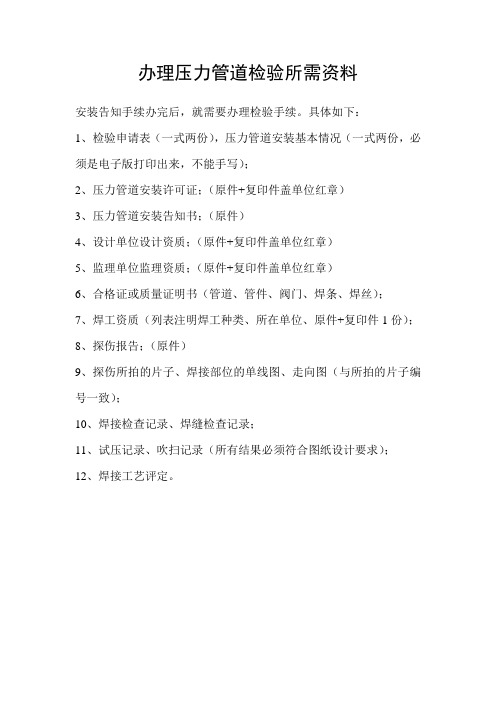
办理压力管道检验所需资料
安装告知手续办完后,就需要办理检验手续。
具体如下:
1、检验申请表(一式两份),压力管道安装基本情况(一式两份,必须是电子版打印出来,不能手写);
2、压力管道安装许可证;(原件+复印件盖单位红章)
3、压力管道安装告知书;(原件)
4、设计单位设计资质;(原件+复印件盖单位红章)
5、监理单位监理资质;(原件+复印件盖单位红章)
6、合格证或质量证明书(管道、管件、阀门、焊条、焊丝);
7、焊工资质(列表注明焊工种类、所在单位、原件+复印件1份);
8、探伤报告;(原件)
9、探伤所拍的片子、焊接部位的单线图、走向图(与所拍的片子编号一致);
10、焊接检查记录、焊缝检查记录;
11、试压记录、吹扫记录(所有结果必须符合图纸设计要求);
12、焊接工艺评定。
压力管道报检资料明细
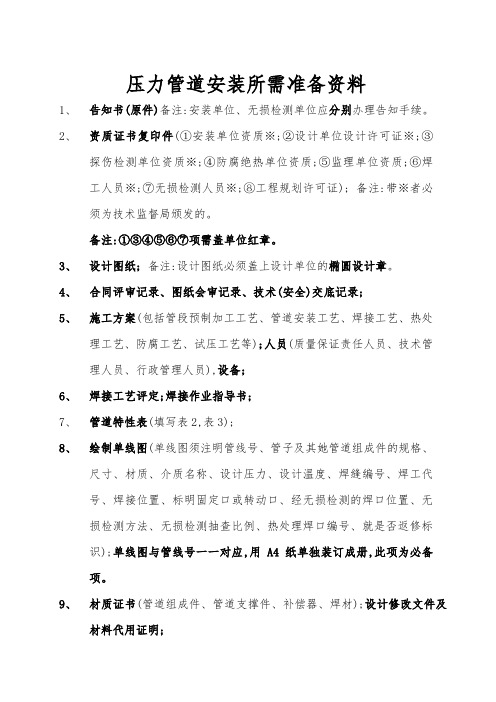
压力管道安装所需准备资料1、告知书(原件)备注:安装单位、无损检测单位应分别办理告知手续。
2、资质证书复印件(①安装单位资质※;②设计单位设计许可证※;③探伤检测单位资质※;④防腐绝热单位资质;⑤监理单位资质;⑥焊工人员※;⑦无损检测人员※;⑧工程规划许可证); 备注:带※者必须为技术监督局颁发的。
备注:①③④⑤⑥⑦项需盖单位红章。
3、设计图纸; 备注:设计图纸必须盖上设计单位的椭圆设计章。
4、合同评审记录、图纸会审记录、技术(安全)交底记录;5、施工方案(包括管段预制加工工艺、管道安装工艺、焊接工艺、热处理工艺、防腐工艺、试压工艺等);人员(质量保证责任人员、技术管理人员、行政管理人员),设备;6、焊接工艺评定;焊接作业指导书;7、管道特性表(填写表2,表3);8、绘制单线图(单线图须注明管线号、管子及其她管道组成件的规格、尺寸、材质、介质名称、设计压力、设计温度、焊缝编号、焊工代号、焊接位置、标明固定口或转动口、经无损检测的焊口位置、无损检测方法、无损检测抽查比例、热处理焊口编号、就是否返修标识);单线图与管线号一一对应,用A4纸单独装订成册,此项为必备项。
9、材质证书(管道组成件、管道支撑件、补偿器、焊材);设计修改文件及材料代用证明;备注:1、材质证书必须提供原件(带有制造单位或者经销商的红章);2、管道组成件及焊材到达安装工地必须约请监检人员到现场监检;3、必须提供压力管道组成件的制造许可证(技术监督局发);4、《压力管道元件制造监督检验规则》规定的部分管子、管件、阀门须有当地特检院出具的制造监检报告。
10、管道用材一览表(包括管子、弯头、法兰、三通、变径、补偿器、阀门、焊条、焊丝、密封件、紧固件等)(填写表4);11、管道组成件的检验及复验:11、1材料复验报告(合金钢(CrMo钢、MoWVNb钢)、含镍低温刚、含钼奥氏体不锈钢、镍基合金、钛与钛合金材料的管道组成件);11、2阀门壳体压力试验与密封试验;11、3外表面磁粉或渗透检验(GC1级管道设计压力≥10MPa的管子与管件;GC1级管道中输送极度危害介质的管子与管件。
压力管道报检资料明细

压力管道报检资料明细在安装压力管道之前,需要准备以下资料:1.告知书(原件),安装单位和无损检测单位必须分别办理告知手续。
同时,需要提供资质证书复印件,其中安装单位、设计单位、探伤检测单位、防腐绝热单位、监理单位、焊工人员、无损检测人员必须持有技术监督局颁发的资质证书,并且需盖上单位红章。
2.提供设计图纸,必须盖上设计单位的椭圆设计章。
3.提供合同评审记录、图纸会审记录、技术(安全)交底记录。
4.提供施工方案,包括管段预制加工工艺、管道安装工艺、焊接工艺、热处理工艺、防腐工艺、试压工艺等。
同时,需要提供人员、设备等相关信息。
5.提供焊接工艺评定和焊接作业指导书。
6.提供管道特性表格(填写表2、表3)。
7.绘制单线图,单线图必须注明管线号、管子及其他管道组成件的规格、尺寸、材质、介质名称、设计压力、设计温度、焊缝编号、焊工代号、焊接位置、标明固定口或转动口、经无损检测的焊口位置、无损检测方法、无损检测抽查比例、热处理焊口编号、是否返修标识。
单线图与管线号一一对应,用A4纸单独装订成册,此项为必备项。
8.提供材质证书,必须提供原件(带有制造单位或者经销商的红章),管道组成件及焊材到达安装工地必须约请监检人员到现场监检。
同时,必须提供压力管道组成件的制造许可证(技术监督局发),《压力管道元件制造监督检验规则》规定的部分管子、管件、阀门须有当地特检院出具的制造监检报告。
9.提供管道用材一览表格(填写表4),包括管子、弯头、法兰、三通、变径、补偿器、阀门、焊条、焊丝、密封件、紧固件等。
10.进行管道组成件的检验及复验,包括材料复验报告、阀门壳体压力试验和密封试验、外表面磁粉或渗透检验、硬度检查等。
具体要求请参考GB/T.4-2006.11.提供高压及剧毒流体管道用弯管加工记录。
目录:一、表1 压力管道安装质量证明书(页码未知)二、表2 压力管道安装汇总表(页码未知)三、表3 数据表(页码未知)四、表4 压力管道元件及焊接材料的材质审查记录(页码未知)五、表5 压力管道安全保护装置一览表(页码未知)由于原文中没有明显的段落,以下将按照表格来进行分段)一、表1 压力管道安装质量证明书编号:工程名称:交工单元名称:安装开工日期:管道级别:设计单位:监理单位:无损检测单位:安装监检单位:使用单位:工程编号:交工单元编号:安装竣工日期:管道长度:本压力管道的安装经质量检验,符合《压力管道安全技术监察规程—工业管道》、设计文件和的要求。
高压管道报检全资料明细
高压管道报检全资料明细
根据高压管道的特殊要求,以下是高压管道报检所需的所有资料的详细清单:
1. 高压管道相关文件:
- 高压管道设计图纸
- 高压管道变更设计图纸(如果有)
- 高压管道安装图纸
- 高压管道变更安装图纸(如果有)
2. 高压管道材料文件:
- 高压管道的材料清单
- 高压管道材料报告
- 高压管道材料符合性证书
- 高压管道材料购买证明
3. 高压管道焊接文件:
- 高压管道焊接过程规程
- 高压管道焊工的资质证书
- 高压管道焊接记录
- 高压管道焊接试板报告
4. 高压管道非破坏性检测文件:
- 高压管道非破坏性检测方案
- 高压管道非破坏性检测人员的资质证书- 高压管道非破坏性检测报告
5. 高压管道试压文件:
- 高压管道试压方案
- 高压管道试压记录
6. 高压管道防腐文件:
- 高压管道防腐方案
- 高压管道防腐施工记录
7. 高压管道安全阀文件:
- 高压管道安全阀型号和参数表格
- 高压管道安全阀的出厂报告
8. 高压管道检验文件:
- 高压管道检验方案
- 高压管道检验记录
请注意,以上列出的资料仅供参考,请根据实际情况进行调整和补充。
确保所有的资料都齐全、准确,以便进行高压管道的报检工作。
特种设备报验流程及所需资料
特种设备(压力管道、压力容器、锅炉)报验流程及所需资料压力容器及压力管道在安装前,安装单位(或使用单位)应向压力容器、管道使用所在地的安全检查机构(特种设备监督检验院)办理安装告知-报检-报装手续。
一、安装告知:1.电话咨询当地监检机构询问网上填报告知网址填报,填好纸质版(一式四份)、携带办理告知所需资料,审核通过后可进行报检。
2.告知所需的文件材料:(1)纸质版告知书。
(2)压力容器、管道安装维修单位营业执照安装资质证书:复印件加盖公司鲜章。
(3)压力容器、管道出厂资料,包括质量证明书、材料清单等。
(锅炉等压力容器直接携带蓝本。
)(4)使用单位营业执照,加盖鲜章。
(5)安装单位负责人不能到场需加一份委托书,委托人与被委托人签字,安装单位盖鲜章。
(6)GC类管道,开工前由区县市场监管局办理告知;GB类管道,开工前由区县住房和城乡建设行政主管部门办理告知或开工许可。
注:告知随地方要求不同,一般只需要这几类基础资料,具体视地方要求而定。
二、报验1.压力管道开工前报验应提供的资料(1)按当地要求(一般差别不大)携带纸质版告知书,填好的【锅炉安装维修改造监督检验申请书】【压力管道安装安全质量监督检验申报书】,以及当地机构需要的其他资料到特检所报检盖章,资料审核及现场审核查看通过后方可施工。
(2)特种设备安装改造维修告知书。
(GC类管道,开工前由区县市场监管局办理告知;GB类管道,开工前由区县住房和城乡建设行政主管部门办理告知或开工许可。
)(3)安装合同、无损检测合同(含特种设备检验检测机构核准证及工艺文件)。
(4)压力管道安装安全质量监督检验申报书。
(三份)(5)压力管道安装许可证。
(原件及复印件)(6)监理单位及个人资质证书。
(无监理单位可不提供)(7)焊工、无损检测人员资格证(所用的每种检测方法Ⅱ级或Ⅲ级人员不少于2人)。
(8)设计资料(包括:特种设备设计许可证、图纸目录和管道材料等级表、管道数据表和设备布置图、管道平面布置图、轴测图、强度计算书、管道应力分析书、施工安装说明书等)。
压力管道报验资料目录
序号
文件名称
张数
页码
备注
1
竣工压力管道一览表
2
施工单位压力管道施工资质
3
施工单位特种设备作业人员资质
4
设计单位设计资质
5
无损检测单位检测资质
6
施工合同
7
特种设备安装改造维修造知书
8
施工单位压力管道施工方案
9安全交底10源自技术交底11进场设备,材料及构配件质量合格文件及验收记录
12
阀门强度试验记录
13
焊接工艺评定报告
14
焊接工艺卡
15
工程安装检查记录
16
工程试验检查记录
17
管道焊缝布置图及无损检测焊口标注图
18
竣工图
压力管道安装验收需提供的资料
压力管道安装验收需提供的资料
1、安装告知书和工程立项批准文件
2、安装单位资质证明文件,安装单位现场项目部质量管理
体系文件及相关人员资质证书及任命文件
3、设计蓝图或竣工图
4、管道施工方案
5、监理单位资质证书
6、所有管材及管件的质量证明文件和焊材质量证明文件
7、设计单位资质证书
8、无损探伤单位资质证书及现场探伤人员资质证书
9、管道焊接工艺评定报告及焊接工艺指导书
10、焊接人员资质证书
11、管道焊接记录及自检记录
12、管道安装记录及自检记录
13、无损探伤报告及射线探伤布片图
14、管道吹扫记录及置换记录
15、强度试验和泄露试验记录
16、管线单线布置图及焊口编号和焊口数量及管道长度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道报验资料焊接工艺评定报告焊接工艺评定报告编号: PQR05-01 焊接工艺评定指导书编号: WPS05-01 焊接方法:手工氩弧焊机械化程度(手工、半自动、自动)手工编制:日期审核:日期:批准:日期:中冶天工上海十三冶江阴兴澄特钢项目经理部焊接工艺评定报告共3页第1页接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接金属厚度)坡口形式 V垫板(材料及规格) /其它 /母材:材料标准GB700-88钢号Q235-B与材料标准GB700-88钢号Q235-B相焊类、组别号Ⅰ、Ⅰ-1与类、组别号Ⅰ、Ⅰ-1相焊厚度6mm 直径/其它/填充金属:焊条标准:/ 焊条牌号/焊丝标准:GB、T8110-1995 焊丝牌号JQ.TG50焊材规格:焊丝:Ф2.0 焊缝金属厚度6mm其它/焊接位置:焊接位置:平焊方向(向上、向下) / 角焊位置: / 方向(向上、向下) /电特性:电流种类:直流极性:手工钨极氩弧焊:正极:焊接电流(A):手工钨极氩弧焊:100~120电弧电压(V):手工钨极氩弧焊:10~16钨极尺寸: Wce20 Ф3预热温度:预热温度(℃)室温层间温度(℃) 250℃其它: /焊接工艺评定报告附表一焊评试验施焊记录表焊评编号(PQR №)PQR05-01焊工钢印检验员记录者母材名称钢号尺寸炉批号材质证明其它钢板Q235-B 6mm Z5-06774 5-5178 05A6-1 / / / / / /焊材牌号规格(mm)炉批号(或厂编号)烘干温度(℃)材质证明其它TG50 Ф2.0 04-9-135 / 43962 H04-06 / / / / / // / / / / // / / / / // / / / / /焊接位置平位施焊技术GTAW 预热温度室温层间温度250焊后热处理/后热处理/清根方法/保护气体Ar 脉冲频率/脉宽比/层焊接方法焊材牌号焊材规格电流种类及极性电流(A)电压(V)焊接速度cm/min热输入KJ/cm钨极直径喷嘴直径1 手工氩弧焊TG50 Ф2 正极110±1014±17~13 6~15.4 Wce20 Ф92~3 手工氩弧焊TG50 Ф2 正极110±1014±17~13 6~15.4 Wce20 Ф9焊接工艺指导书焊接工艺评定报告编号:PQR05-1焊接工艺评定指导书编号:WPS05-01焊接方法:手工氩弧焊机械化程度(手工、半自动、自动):手工编制:日期:审核:日期:批准:日期:中冶天工上海十三冶兴澄特钢项目经理部焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式“V”型及其它垫板(材料及规格) /其它 /母材:类别号:Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号:GB700-8 钢号 20#钢与标准号 GB700-8 钢号 20#钢相焊厚度范围:母材:对接焊缝 1.5~12mm 角焊缝不限。
管子直径、壁厚范围:对接焊缝/ 角焊缝/焊缝金属厚度范围:对接焊缝/ 角焊缝不限对接组合焊缝:钨极氩弧焊/ 焊条电弧焊/埋弧自动焊/ CO2气体保护焊/其它/焊接材料焊材类别碳钢氩弧焊焊丝焊条不锈钢氩弧焊焊丝不锈钢焊条焊材标准GB/T8110-1995 GB/T5117-1995 GB/T5092-1996 GB/T983-1995 填充金属尺寸Ф2.0 Ф3.2 Ф2.0 Ф3.2焊材型号ER50-6 ER303 ER308 E308-16焊材牌号JQ.TG50 J422 H0Cr21Ni10 A102其它/ / / /熔敷(耐蚀堆焊)金属化学成份%C Si Mn S P Cr Ni Mo V Ti Nb焊接位置:对焊焊缝位置除向上立焊外所有位置焊接方向(向上、向下) / 角焊缝位置 / 焊接方法 GTAW 焊材烘烤:烘烤温度 / 保温时间 / 其它 /共1页第1页附页工艺评定试样X射线检验报告焊接工艺评定报告焊接工艺评定报告编号: PQR05-01 (3G)焊接工艺评定指导书编号: WPS05-01 (3G)焊接方法:手工氩弧焊机械化程度(手工、半自动、自动)手工编制:日期审核:日期:批准:日期:中冶天工上海十三冶江阴兴澄特钢项目经理部焊接工艺评定报告共3页第1页接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接金属厚度)坡口形式 V垫板(材料及规格) /其它 /母材:材料标准GB700-88钢号Q235-B与材料标准GB700-88钢号Q235-B相焊类、组别号Ⅰ、Ⅰ-1与类、组别号Ⅰ、Ⅰ-1相焊厚度6mm 直径/其它/填充金属:焊条标准:GB/T5117-1995 焊条牌号J422焊丝标准:GB/T8110-1995 焊丝牌号JQ.TG50焊材规格:焊丝:Ф2.0 焊缝金属厚度6mm其它/焊接位置:焊接位置:立焊方向(向上、向下)向上角焊位置: / 方向(向上、向下) /电特性:电流种类:直流极性:手工钨极氩弧焊:正极:焊接电流(A):手工钨极氩弧焊:120~1820电弧电压(V):手工钨极氩弧焊:10~16钨极尺寸: Wce20 Ф3预热温度:预热温度(℃)室温层间温度(℃) 250℃其它: /焊接工艺评定报告附表一焊评试验施焊记录表焊评编号(PQR №)PQR05-01(3G)焊工钢印检验员记录者母材名称钢号尺寸炉批号材质证明其它钢板Q235-B 6mm Z5-06774 5-5178 05A6-1 / / / / / /焊材牌号规格(mm)炉批号(或厂编号)烘干温度(℃)材质证明其它TG50 Ф2.0 08110467 / 80021540 H04-06 H0Cr21Ni10 Ф2.0 1112506025 / 09012009 / / / / / / / / / / / / /焊接位置向上立焊施焊技术GTAW 预热温度室温层间温度250焊后热处理/后热处理/清根方法/保护气体Ar脉冲频率/脉宽比/层焊接方法焊材牌号焊材规格电流种类及极性电流(A)电压(V)焊接速度cm/min热输入KJ/cm钨极直径喷嘴直径1 手工氩弧焊TG50 Ф2 正极150±3014±17~13 6~15.4 Wce20 Ф92~3 手工氩弧焊TG50 Ф2 正极150±3014±17~13 6~15.4 Wce20 Ф91 手工氩弧焊H0Cr21Ni10 Ф2 正极150±3014±17~13 6~15.4 Wce20 Ф92~3 手工氩弧焊H0Cr21Ni10 Ф2 正极1510±3014±17~13 6~15.4 Wce20 Ф9焊接工艺指导书焊接工艺评定报告编号:PQR05-1(3G)焊接工艺评定指导书编号:WPS05-01 (3G)焊接方法:手工氩弧焊机械化程度(手工、半自动、自动):手工编制:日期:审核:日期:批准:日期:中冶天工上海十三冶兴澄特钢项目经理部焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式“V”型及其它垫板(材料及规格) /其它 /母材:类别号:Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号:GB700-8 钢号 20#钢与标准号 GB700-8 钢号 20#钢相焊厚度范围:母材:对接焊缝 1.5~12mm 角焊缝不限。
管子直径、壁厚范围:对接焊缝/ 角焊缝/焊缝金属厚度范围:对接焊缝/ 角焊缝不限对接组合焊缝:钨极氩弧焊/ 焊条电弧焊/埋弧自动焊/ CO2气体保护焊/其它/焊接材料焊材类别碳钢氩弧焊焊丝焊条不锈钢氩弧焊焊丝不锈钢焊条焊材标准GB/T8110-1995 GB/T5117-1995 GB/T5092-1996 GB/T983-1995 填充金属尺寸Ф2.0 Ф3.2 Ф2.0 Ф3.2焊材型号ER50-6 ER303 ER308 E308-16焊材牌号JQ.TG50 J422 H0Cr21Ni10 A102其它/ / / /熔敷(耐蚀堆焊)金属化学成份%C Si Mn S P Cr Ni Mo V Ti Nb焊接位置:对焊焊缝位置除向上立焊外所有位置焊接方向(向上、向下) / 角焊缝位置 / 焊接方法 GTAW 焊材烘烤:烘烤温度 / 保温时间 / 其它 /共1页第1页附页工艺评定试样X射线检验报告焊接工艺规程工程名称:江阴兴澄特种钢铁有限公司39000m3氧气站安装工程分项工程:管线编号:编制:审核:中冶天工上海十三冶兴澄特钢项目经理部焊缝射线检测工艺卡无损检测报告书工程名称:三期滨江路以北沿河区域氧、氮、氩等管线工程编号:SQ-14-065委托单位:中冶天工上海十三冶兴澄特钢项目经理部批准人:中冶天工上海十三冶检测中心2009年5月10日X射线底片评定表。