压力管道报验
压力管道安装安全质量监督检验报告
压力管道安装安全质量监督检验报告压力管道是承载介质在内部压力作用下传输的管道,具有极高的安全风险。
为了确保压力管道在运行过程中安全可靠,需要对其进行安装、监督、检验等一系列工作。
本文将重点介绍一份压力管道安装安全质量监督检验报告,包括报告的撰写背景、报告的内容、报告的编制要求、报告的辅助文件等方面,以期为相关从业人员提供帮助。
一、报告的撰写背景压力管道在化工、石油、化肥、制药等行业中广泛应用,是提高生产效率、减少成本的重要设备。
然而,由于安装、维修等环节的不当操作,以及原材料质量、制造过程等因素的影响,导致部分压力管道出现泄漏、爆炸等安全事故,给生产安全带来极大的威胁。
因此,在对压力管道进行安装后,需要进行安全质量监督检验,以确保压力管道的安全可靠性。
二、报告的内容安装安全质量监督检验报告通常包括以下内容:1. 压力管道基本信息:包括压力管道的名称、规格、材质、设计压力、设计温度等信息。
2. 安装单位和施工队伍情况:包括安装单位名称、地址、联系电话,施工队伍的人员组成、数量、资质等情况。
3. 安装现场情况:包括管道敷设状态、支架及附件安装情况、管道接口连接质量、电气设备安装情况等情况。
4. 安全质量检测情况:包括对压力管道进行的安全质量检测项目、检测方法、检测结果及分析等情况。
5. 维护保养情况:包括对压力管道进行维护保养情况、存在问题及处理措施、后续维护计划等情况。
6. 安全风险评估:包括对压力管道安全风险进行评估,提出风险控制措施。
7. 结论和建议意见:包括对压力管道安装质量的评价、存在问题及建议改进措施等。
三、报告的编制要求1. 报告应符合国家相关法律法规和标准要求。
2. 报告应具有客观性、准确性、全面性。
3. 报告应以科学、合理、规范的方法进行编制。
4. 报告应准确反映压力管道的实际情况,尽可能设立质量标准,具有可比性。
5. 报告应使用规范的技术术语和符号,具有一定的技术难度。
四、报告的辅助文件1. 压力管道设计图纸及技术规范书。
压力管道报验资料
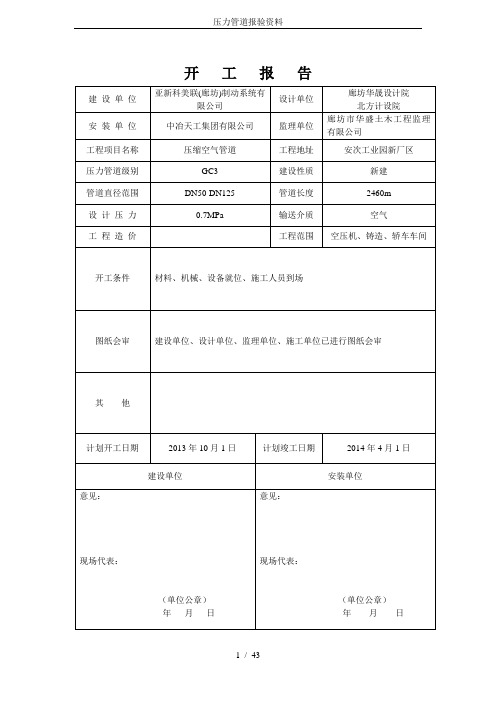
开工报告焊工登记表工程材料/构配件/设备报审表工程名称:亚新科美联(廊坊)制动系统有限公司新建厂区压缩空气管道编号:01管道组成件、管道支承件、焊接材料质量检验报告管道组成件、管道支承件、焊接材料质量检验报告阀门强度及严密试验分部工程报验申请表工程名称:亚新科(美联)制动系统有限公司新建厂区压缩空气管道安装编号:02阀门试验记录阀门试验记录阀门试验记录管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:A轴上与21轴上已安装管道规格数量:DN100焊口数量:50 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-D轴上已安装管道规格数量:DN100焊口数量:50 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-J轴上已安装管道规格数量:DN100焊口数量:28 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-P已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-u轴上已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-X轴上已安装管道规格数量:DN100焊口数量:28 焊接焊工代号:管道焊接记录焊缝检查记录管道安装工程中间检查记录分部分项工程名称:轿车车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:21轴上与1-L轴上已安装管道规格数量:DN100焊口数量:36 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:轿车车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m管线编号:1-F轴上已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道焊接记录焊缝检查记录管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:制动盘铸造室内管道标高7.9m 管线编号:A轴上已安装管道规格数量:DN125、DN100、DN50、DN40、DN25、DN20.DN15 焊口数量:37 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高7.9m管线编号:25轴上已安装管道规格数量:DN100、DN125、DN25.DN15 焊口数量:13 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高7.9m 管线编号:D轴上已安装管道规格数量:DN100、DN80.DN25.DN15焊口数量:44 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6m 管线编号:L轴上已安装管道规格数量:DN100.DN25.DN15焊口数量:62 焊接焊工代号:管道焊接记录焊缝检查记录管道系统压力试验记录管道系统压力试验记录管道系统压力试验记录管道支吊架安装记录管道支吊架安装记录管道支吊架安装记录。
压力管道安装安全质量监督检验报告
NO:压力管道安装安全质量监督检验报告项目名称:建设单位:监督检验单位:(公章)监督检验时间:国家质量监督检验检疫总局印制注意事项1. 压力管道安装安全质量监督检验具有法定检验性质,监督检验单位对检验的公正性和抽样的真实性及检验工作质量负责。
2. 监督检验单位检验资格许可证注册编号为:XXX ;检验资格项目中包括DJ1、DJ2、DJ3、DJ4级压力管道安装安全质量的监督检验资格。
3. 本检验报告一式XXX份;正本一份交建设单位;副本一份报授权监督检验任务的安全监察机构,副本各一份交XXX 个安装单位,副本一份本单位存档。
4. 本检验报告书无检验、审核、批准的人员签章和检验机构的检验专用章或公章无效。
5. 受监督检验检验单位对检验结论如有异议,应在收到本检验报告之日15日内,以书面形式向监督检验单位提出。
压力管道安装安全质量监督检验项目目录报告编号:序号项目页数1 压力管道安装安全质量监督检验结论报告2 监督检验的压力管道基本情况3 监督检验工作内容及工作基本情况4 对相关单位安全质量管理行为评价报告5 压力管道安装过程监督检验报告6 压力管道强度试验、严密性试验专项监督检验报告7 压力管道安全保护装置及其密封性能试验专项监督检验报告8 压力管道隐蔽工程质量抽查报告9 压力管道安装工程射线底片抽查报告10 压力管道单体试验和整体试运行审查报告11 压力管道安装竣工技术资料审查报告12 对遗留质量问题的处理意见(1) 压力管道安装安全质量监督检验结论报告报告编号:工 程 概 括工 程 名 称 工 程 地 址 工 程 规 模 压力管道级别 设 计 压 力 输 送 介 质 开 工 时 间 竣 工 时 间 建 设 单 位 工程规划许可证号管道设计单位 设计证书编号 安 装 单 位 安装许可证编号 防腐施工单位 防腐资质证书编号监 理 单 位 监理资质证书号 检 测 单 位资格证书编号授权监督检验文号监督检验起止日期监督检验结论根据《中华人民共和国特种设备安全法》和《压力管道安装安全质量监督检验规则》的规定,依据 要求,经过监督检验,该压力管道安装安全质量监督检验结论为 。
压力管道、容器告知、验收手续办理流程

特种设备安装手续办理流程一、特种设备安装前应由安装单位持相关资料(附件一)到设备所在地县级质量技术监督局(现在有的和市场监督管理局合并了,具体那个部门需要咨询使用单位)办理《特种设备安装改造维修告知书》,告知书办理完成后,分以下两种情况进行处理:情况一:涉及不到压力管道:1、如果没有涉及压力管道,可以对压力容器设备进行安装施工。
2、安装完成后,由安装单位出具《压力容器安装质量证明书》1份,安装单位盖章、签字;《压力容器安装竣工验收表》1份,安装单位和使用单位分别盖章、签字。
3、使用单位持相关资料(附件二)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
4、手续办理完成。
情况二:涉及到压力管道:1、如果涉及到压力管道,需要持相关资料(附件三)到设备所在地市级特种设备监督检验所办理压力管道的安装约检,受理后方可允许对压力容器、压力管道进行安装施工。
2、办理约检的时候需要从特种设备监督检验所了解到:监检人员是否需要到场进行监督检验;检验的时间节点是在什么位置,需要提前几天通知到场(一般压力实验是需要监检到场监督的);无损检测的单位使用哪里的?可以由特检所人员给予推荐;了解竣工资料所需要的项目及数量整理要求。
3、施工过程中对于特检所人员需要到场查看的项目,应提前2-3天通知特检所人员,安装单位提前做好试验并自检合格,确保监检项目一次通过。
施工顺序:备料—焊接—无损检测—压力试验—油漆。
4、压力管道安装监检完成后,整理管道安装的竣工资料(附件四),到设备所在地市特种设备监督检验所办理压力管道安装监督,取得压力管道安装监督检验报告和压力管道安装监督检验证书。
5、使用单位持相关资料(五)到设备所在地的县级质量技术监督局办理特种设备使用登记证书,方可使用。
二、特种设备安装告知和压力管道的约检一定是安装前办理的,特种设备使用证办理时间我记得好像是使用后3个月内办理即可,需要再查看资料和规定。
附件一:办理压力容器和压力管道安装告知应提供的资料(通用)1、特种设备安装改造维修告知书(4份、盖安装单位公章)2、使用单位营业执照复印件(3份、盖安装单位公章)3、安装单位营业执照复印件(3份、盖安装单位公章)4、安装单位安装资质复印件(3份、盖安装单位公章)5、安装单位特种作业人员证书(焊工2-4人)复印件(3份、盖安装单位公章)6、产品质量证明书里面特种设备制造证、合格证、数据表、监检证复印件(3份、查看原件)7、DN50以上管子、管件(法兰、三通、弯头、异径接头)的材质单复印件。
压力管道报验流程-概述说明以及解释
压力管道报验流程-概述说明以及解释1.引言1.1 概述压力管道报验流程是指对压力管道进行检验和验证的一系列步骤和程序。
随着压力管道的广泛应用和重要性的提高,对其安全性和可靠性的要求也越来越高,因此,压力管道的报验流程显得尤为重要。
在压力管道报验流程中,主要包括对其设计、制造、安装、验收等环节的全面检查和评估。
通过报验流程,可以确保压力管道具备良好的质量和安全性能,同时也可以有效预防和控制潜在的风险和危害。
报验流程的要点之一是对压力管道的设计进行评估。
这包括对设计方案的合理性、管道的结构强度以及材料的选用等方面的检查。
只有经过合理的设计,才能保证管道在工作过程中能够承受所需的压力和荷载,从而确保其安全运行。
另一个要点是对压力管道的制造和安装进行检验。
从原材料的采购到管道的加工和安装,都需要按照相关的标准和规范进行严格控制和监督。
制造和安装环节的质量控制对于保证管道的健康运行至关重要,任何一处偏差都可能导致管道的失效或事故的发生。
此外,压力管道的验收也是报验流程中的一个重要环节。
在验收过程中,需要对管道进行全面的检查和试验,以确保其符合相关的技术标准和安全要求。
只有通过验收,才能正式投入使用,并享受到长期稳定运行所带来的安全和效益。
总之,压力管道报验流程是对压力管道进行全面检验和验证的关键步骤。
通过该流程,可以确保管道具备良好的质量和安全性能,有效预防和控制潜在的风险和危害。
在今后的发展中,随着科技的进步和法规的完善,相信压力管道报验流程将会不断优化和完善,为保障人们的生命财产安全发挥更加重要的作用。
1.2 文章结构文章结构部分的内容如下:文章结构部分旨在介绍本文的整体架构和各个章节的内容安排,以便读者能够清晰地了解文章的组织方式和逻辑结构。
本文总共包括引言、正文和结论三个部分。
1. 引言部分包括了概述、文章结构和目的三个小节。
在概述中,将简要介绍压力管道报验流程的背景和重要性,引起读者的兴趣和关注。
压力管道报验范围

压力管道报验范围为保障人民生命财产安全,保护环境,加强对压力管道的管理,规范压力管道报验工作,制定本范围。
一、适用范围本范围适用于所有压力管道的报验工作,包括但不限于输送天然气、石油、化工、热力等介质的管道。
其中,压力管道包括常压管道、低压管道、中压管道、高压管道和超高压管道。
二、报验内容1.压力管道的基本信息,如管道材质、管径、壁厚、长度、设计压力等。
2.管道的焊接和对接质量,包括焊缝探伤和对接口超声波检测等。
3.管道的宏观和微观缺陷,如内外表面的腐蚀、磨损、裂纹等。
4.管道的静态和动态性能,如管道的破裂压力、承载力、弯曲和振动等。
5.管道的附属设施,如阀门、法兰、管件等。
6.其他与管道安全性相关的内容。
三、报验程序1.管道建设单位委托第三方验收机构进行管道验收。
2.验收机构应具备相应的资质,由国家认证机构进行认证,开展检测工作。
3.管道验收按照设计文件、标准和规范进行,应采用先进的检测技术和设备。
4.验收结果应书面报告建设单位和管道使用单位,经使用单位确认后,方可投入使用。
四、报验周期1.新建管道投入使用前,应进行一次全面的报验。
2.压力管道每年应进行定期检查和报验,检查和报验周期不应超过一年。
3.压力管道发生重大事故后,应进行全面的检测和报验。
五、报验结果处理1.验收机构根据检测结果,对管道的安全性进行评估,并提出相应的处理意见。
2.建设单位和使用单位应按照验收结果和处理意见,及时采取措施,消除隐患,确保管道的安全运行。
3.对于严重的管道安全隐患,应立即停止使用,进行必要的改造和修缮,经验收合格后方可投入使用。
压力管道安装安全质量监督检验申报书
附件1压力管道安装安全质量监督检验申报书`项目名称:建设单位:申请日期:压力管道安装安全质量监督检验申报书注:①建设性质:建设性质即建设项目的性质,可分为新建、扩建、改建等。
②证书(许可证)的年检要求,以上一年或当年审查的等级为准。
③设计、监理、安装、检测单位栏填写主要承包单位,其它承包单位填写在附表中。
附表一:典型压力管道设计特性表附表二:承包单位登记表注:备注栏中填写承包内容,即设计、监理、安装、检测、防腐。
附件2编号:监督检验意见通知书:经监督检验,你单位在该压力管道安装过程中存在下述问题,请于年月日前将处理结果送交项目监督检验组。
注:该通知书一式五份,一份项目监督检验组存档;一份报送授权监督检验任务的安全监察机构;一份送交建设单位;两份送交受监督检验单位,其中一份返还给项目监督检验组。
附件3No:(检验报告编号)压力管道安装安全质量监督检验报告项目名称:建设单位:监督检验单位: (公章)监督检验时间:国家质量监督检验检疫总局印制注意事项1.压力管道安装安全质量监督检验具有法定检验性质,监督检验单位对检验的公正性和抽样的真实性及检验工作质量负责。
2.监督检验单位检验资格许可证注册编号为:;检验资格项目中包括级压力管道安装安全质量的监督检验资格。
3.本检验报告一式份:正本一份交建设单位;副本一份报授权监督检验任务的安全监察机构,副本各一份交个安装单位,副本一份本单位存档。
4.本检验报告书无检验、审核、批准的人员签章和检验机构的检验专用章或公章无效。
5.受监督检验单位对检验结论如有异议,应在收到本检验报告之日15日内,以书面形式向监督检验单位提出。
压力管道安装安全质量监督检验项目目录报告编号:报告编号:。
压力管道报检资料明细
压力管道安装所需准备资料1、告知书(原件)备注:安装单位、无损检测单位应分别办理告知手续。
2、资质证书复印件(①安装单位资质※;②设计单位设计许可证※;③探伤检测单位资质※;④防腐绝热单位资质;⑤监理单位资质;⑥焊工人员※;⑦无损检测人员※;⑧工程规划许可证);备注:带※者必须为技术监督局颁发的。
备注:①③④⑤⑥⑦项需盖单位红章。
3、设计图纸;备注:设计图纸必须盖上设计单位的椭圆设计章。
4、合同评审记录、图纸会审记录、技术(安全)交底记录;5、施工方案(包括管段预制加工工艺、管道安装工艺、焊接工艺、热处理工艺、防腐工艺、试压工艺等);人员(质量保证责任人员、技术管理人员、行政管理人员),设备;6、焊接工艺评定;焊接作业指导书;7、管道特性表(填写表2,表3);8、绘制单线图(单线图须注明管线号、管子及其他管道组成件的规格、尺寸、材质、介质名称、设计压力、设计温度、焊缝编号、焊工代号、焊接位置、标明固定口或转动口、经无损检测的焊口位置、无损检测方法、无损检测抽查比例、热处理焊口编号、是否返修标识);单线图与管线号一一对应,用A4 纸单独装订成册,此项为必备项。
9、材质证书(管道组成件、管道支撑件、补偿器、焊材);设计修改文件及材料代用证明;备注:1、材质证书必须提供原件(带有制造单位或者经销商的红章);2、管道组成件及焊材到达安装工地必须约请监检人员到现场监检;3、必须提供压力管道组成件的制造许可证(技术监督局发);4、《压力管道元件制造监督检验规则》规定的部分管子、管件、阀门须有当地特检院出具的制造监检报告。
10、管道用材一览表(包括管子、弯头、法兰、三通、变径、补偿器、阀门、焊条、焊丝、密封件、紧固件等)(填写表4);11、管道组成件的检验及复验:材料复验报告(合金钢(CrMo钢、MoWVN钢)、含镍低温刚、含钼奥氏体不锈钢、镍基合金、钛和钛合金材料的管道组成件);阀门壳体压力试验和密封试验;外表面磁粉或渗透检验(GC1级管道设计压力》10MPa的管子和管件;GC1级管道中输送极度危害介质的管子和管件。
压力管道报验资料目录
序号
文件名称
张数
页码
备注
1
竣工压力管道一览表
2
施工单位压力管道施工资质
3
施工单位特种设备作业人员资质
4
设计单位设计资质
5
无损检测单位检测资质
6
施工合同
7
特种设备安装改造维修造知书
8
施工单位压力管道施工方案
9安全交底10源自技术交底11进场设备,材料及构配件质量合格文件及验收记录
12
阀门强度试验记录
13
焊接工艺评定报告
14
焊接工艺卡
15
工程安装检查记录
16
工程试验检查记录
17
管道焊缝布置图及无损检测焊口标注图
18
竣工图
压力管道安装安全性能监督检验申请报验确认单
备注:
一、本申请报验确认单一式二份,报验单位和检验检测机构各执一份。
二、检验检测机构通讯资料:
压力管道安装安全性能监督检验申请报验确认单
任务编号:
使用单位名称电话厂休日
使用单位地址区邮编
设备安装地址区邮编
设备管理部门管理员组织机构代码
安装单位安装开始日期
项目名称管道名
缴款单位地址
帐号电话联系人
开户银行邮编缴款方式:□现金□转帐
附加费用:□加班费 □出车费
派车情况:□使用单位派车 □检验单位派车
发票种类:□非税收入一般缴款书□税控发票总金额元
检验部门商定检验日期检验员
受理人员签字日期年月日
发票号码财务人员签字日期年月日
报验人承诺所提供的信息、数据、资料均真实有效。报验人签字即视为认可业务安排及收费金额。
报验人签字电话日期年月日
若检验事项变更,业务科室主任签字
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道报验 Document number:PBGCG-0857-BTDO-0089-PTT1998压力管道报验资料焊接工艺评定报告焊接工艺评定报告编号: PQR05-01 焊接工艺评定指导书编号: WPS05-01 焊接方法:手工氩弧焊机械化程度(手工、半自动、自动)手工编制:日期审核:日期:批准:日期:中冶天工上海十三冶江阴兴澄特钢项目经理部焊接工艺评定报告接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接金属厚度)坡口形式 V垫板(材料及规格) /其它 /母材:材料标准GB700-88钢号Q235-B与材料标准GB700-88钢号Q235-B相焊类、组别号Ⅰ、Ⅰ-1与类、组别号Ⅰ、Ⅰ-1相焊厚度 6mm 直径 /其它 /填充金属:焊条标准: / 焊条牌号 /焊丝标准:GB、T8110-1995 焊丝牌号焊材规格:焊丝:Ф 焊缝金属厚度 6mm其它 /焊接位置:焊接位置:平焊方向(向上、向下) / 角焊位置: / 方向(向上、向下) /电特性:电流种类:直流极性:手工钨极氩弧焊:正极:焊接电流(A):手工钨极氩弧焊:100~120电弧电压(V):手工钨极氩弧焊:10~16钨极尺寸: Wce20 Ф3预热温度:预热温度(℃)室温层间温度(℃) 250℃其它: /共3页第1页附加说明:1、施焊记录见附表一;焊接工艺评定报告附表一焊评试验施焊记录表焊评编号(PQR №)PQR05-01焊工钢印检验员记录者母材名称钢号尺寸炉批号材质证明其它钢板Q235-B 6mm Z5-06774 5-5178 05A6-1 / / / / / /焊材牌号规格(mm)炉批号(或厂编号)烘干温度(℃)材质证明其它TG50 Ф04-9-135 / 43962 H04-06 / / / / / // / / / / // / / / / // / / / / /焊接位置平位施焊技术GTAW 预热温度室温层间温度250焊后热处理/后热处理/清根方法/保护气体Ar 脉冲频率/脉宽比/层焊接方法焊材牌号焊材规格电流种类及极电流(A)电压(V)焊接速度cm/min热输入KJ/cm钨极直径喷嘴直径焊接工艺指导书焊接工艺评定报告编号:PQR05-1焊接工艺评定指导书编号: WPS05-01 焊接方法:手工氩弧焊机械化程度(手工、半自动、自动):手工编制:日期:审核:日期:批准:日期:中冶天工上海十三冶兴澄特钢项目经理部焊接工艺指导书焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式“V”型及其它垫板(材料及规格) / 其它 /母材:类别号:Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号:GB700-8 钢号 20#钢与标准号 GB700-8 钢号 20#钢相焊厚度范围:母材:对接焊缝 ~12mm 角焊缝不限。
管子直径、壁厚范围:对接焊缝 / 角焊缝 /焊缝金属厚度范围:对接焊缝 / 角焊缝不限对接组合焊缝:钨极氩弧焊 / 焊条电弧焊 /埋弧自动焊 / CO2气体保护焊 /其它 /焊接材料焊材类别碳钢氩弧焊焊丝焊条不锈钢氩弧焊焊丝不锈钢焊条焊材标准GB/T8110-1995 GB/T5117-1995 GB/T5092-1996 GB/T983-1995 填充金属尺寸ФФФФ焊材型号ER50-6 ER303 ER308 E308-16焊材牌号J422 H0Cr21Ni10 A102其它/ / / /熔敷(耐蚀堆焊)金属化学成份%C Si Mn S P Cr Ni Mo V Ti Nb共2页第1 页焊接工艺指导书共2页第2页附页工艺评定试样X射线检验报告焊接工艺评定报告焊接工艺评定报告编号: PQR05-01 (3G) 焊接工艺评定指导书编号: WPS05-01 (3G) 焊接方法:手工氩弧焊机械化程度(手工、半自动、自动)手工编制:日期审核:日期:批准:日期:中冶天工上海十三冶江阴兴澄特钢项目经理部焊接工艺评定报告接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接金属厚度)坡口形式 V垫板(材料及规格) /其它 /母材:材料标准GB700-88钢号Q235-B与材料标准GB700-88钢号Q235-B相焊类、组别号Ⅰ、Ⅰ-1与类、组别号Ⅰ、Ⅰ-1相焊厚度 6mm 直径 /其它 /填充金属:焊条标准: GB/T5117-1995 焊条牌号 J422焊丝标准: GB/T8110-1995 焊丝牌号焊材规格:焊丝:Ф 焊缝金属厚度 6mm其它 /焊接位置:焊接位置:立焊方向(向上、向下)向上角焊位置: / 方向(向上、向下) /电特性:电流种类:直流极性:手工钨极氩弧焊:正极:焊接电流(A):手工钨极氩弧焊:120~1820电弧电压(V):手工钨极氩弧焊:10~16钨极尺寸: Wce20 Ф3预热温度:预热温度(℃)室温层间温度(℃) 250℃其它: /共3页第1页焊接工艺评定报告附表一焊评试验施焊记录表焊评编号(PQR №)PQR05-01(3G)焊工钢印检验员记录者母材名称钢号尺寸炉批号材质证明其它钢板Q235-B 6mm Z5-06774 5-5178 05A6-1 / / / / / /焊材牌号规格(mm)炉批号(或厂编号)烘干温度(℃)材质证明其它TG50 Ф08110467 / H04-06 H0Cr21Ni10 Ф25 / 09012009 / / / / / / / / / / / / /焊接位置向上立焊施焊技术GTAW 预热温度室温层间温度250焊后热处理/后热处理/清根方法/保护气体Ar脉冲频率/脉宽比/层焊接方法焊材牌号焊材规格电流种类及极性电流(A)电压(V)焊接速度cm/min热输入KJ/cm钨极直径喷嘴直径1 手工氩弧焊TG50 Ф2 正极150±3014±17~13 6~ Wce20 Ф92~3 手工氩弧焊TG50 Ф2 正极150±3014±17~13 6~ Wce20 Ф91 手工氩弧焊H0Cr21Ni10 Ф2 正极150±3014±17~13 6~ Wce20 Ф92~3 手工氩弧焊H0Cr21Ni10 Ф2 正极1510±3014±17~13 6~ Wce20 Ф9焊接工艺指导书焊接工艺评定报告编号:PQR05-1(3G)焊接工艺评定指导书编号: WPS05-01 (3G)焊接方法:手工氩弧焊机械化程度(手工、半自动、自动):手工编制:日期:审核:日期:批准:日期:中冶天工上海十三冶兴澄特钢项目经理部焊接工艺指导书焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式“V”型及其它垫板(材料及规格) /其它 /母材:类别号:Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号:GB700-8 钢号 20#钢与标准号 GB700-8 钢号 20#钢相焊厚度范围:母材:对接焊缝 ~12mm 角焊缝不限。
管子直径、壁厚范围:对接焊缝 / 角焊缝 /焊缝金属厚度范围:对接焊缝 / 角焊缝不限对接组合焊缝:钨极氩弧焊 / 焊条电弧焊 /埋弧自动焊 / CO2气体保护焊 /其它 /焊接材料焊材类别碳钢氩弧焊焊丝焊条不锈钢氩弧焊焊丝不锈钢焊条焊材标准GB/T8110-1995 GB/T5117-1995 GB/T5092-1996 GB/T983-1995 填充金属尺寸ФФФФ焊材型号ER50-6 ER303 ER308 E308-16焊材牌号J422 H0Cr21Ni10 A102其它/ / / /熔敷(耐蚀堆焊)金属化学成份%C Si Mn S P Cr Ni Mo V Ti Nb焊接位置:对焊焊缝位置除向上立焊外所有位置焊接方向(向上、向下) / 角焊缝位置 / 焊接方法 GTAW 焊材烘烤:烘烤温度 / 保温时间 /共2页第1 页焊接工艺指导书共2页第2页附页工艺评定试样X射线检验报告焊接工艺规程工程名称:江阴兴澄特种钢铁有限公司39000m3氧气站安装工程分项工程:管线编号:编制:审核:中冶天工上海十三冶兴澄特钢项目经理部焊接工艺卡编制:审核:中冶天工上海十三冶兴澄特钢项目经理部焊接工艺卡焊接工艺卡编制:审核:中冶天工上海十三冶兴澄特钢项目经理部中冶天工上海十三冶制氧工程焊接材料烘烤记录表中冶天工上海十三冶制氧工程焊接材料领用记录表焊接及外观检查记录表3焊接及外观检查记录表3焊缝射线检测工艺卡无损检测报告书工程名称:三期滨江路以北沿河区域氧、氮、氩等管线工程编号:SQ-14-065委托单位:中冶天工上海十三冶兴澄特钢项目经理部批准人:中冶天工上海十三冶检测中心2009年 5月10日焊缝超声检测报告委托单位:中冶天工上海十三冶兴澄项目经理部报告编号:HA08-16-UTBC-003焊缝射线检测报告委托单位:中冶天工上海十三冶兴澄项目经理部报告编号:HA08-16-UTBC-003X射线底片评定表。