NX_CAM加工教程
UGNX3.0_CAM技巧
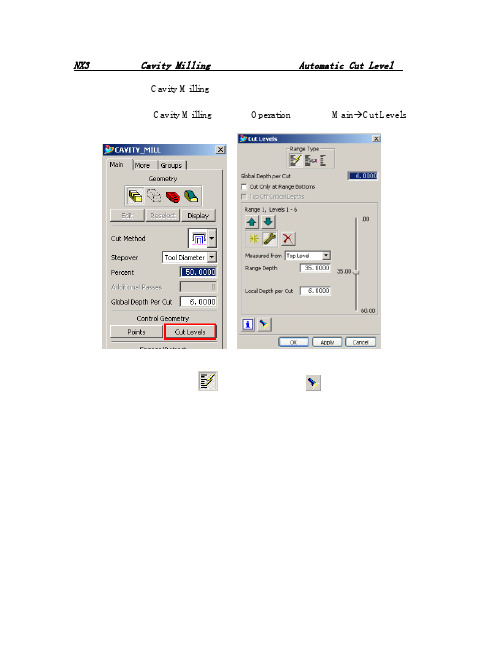
NX3型腔铣削(Cavity Milling)铣削层自动划分(Automatic Cut Level)在型腔铣削(Cavity Milling)中,系统可以自动寻找工件上的平面,然后作为划分铣削层的参考。
下面具体介绍其中的一些新的应用方法。
在型腔铣削(Cavity Milling)操作(Operation)中选择MainÆCut Levels点击对话框中的自动分层,然后点击显示结果,可以看到系统自动找出工件的两个岛屿顶面,以作为分层的参考,把整个加工深度分成两段。
另外选中对话框上的参数Cut Only at Range Bottoms。
然后再重新生成将可以看到刀路将只会产生在岛屿顶部。
在电极NC编程过程中如何设置加工负余量? (加工)这里我们以NX3环境示例,对UG其它版本操作方法基本相同。
通常我们利用工件表面通过布尔运算或修剪的操作来创建电极。
但实际的火花加工要求电极比工件小一个放电间隙。
在NX3中我们可以通过设置负余量实现。
以下分两种情况说明:1.对自由形状的工件,电极可以采用均匀负余量,如下图。
在UG里采用Z-Level或Fix-Contuer方式进行切削。
电极的加工负余量在OperationÆCutting里设置,如下图。
2.对一些结构件,可能工件深度有尺寸要求,那么在加工电极的时候只需要侧面留间隙,底部由现场人员在火花加工过程中去控制,如下图。
这种情况常用Z-Level的方式铣削电极,负余量也是在OperationÆCutting里设置,注意取消‘Use Floor Same As Side’。
Level Based IPW in NX3这个新功能可以在Cavity Milling中自动计算并切削前一个Cavity Milling操作剩下来的工件材料。
相对于以前版本中的faceted IPW,它具有以下优点:• Level Based IPW 可以高效地切削指定几何体中剩余的角位和台阶。
NXCAM多轴加工编程实践教程第三章多轴铣加工(顺序铣)
3ᐺࣶᒷᇷଝDŽၿኔᇷDž主要内容●顺序铣加工介绍●顺序铣加工操作步骤●加工几何●顺序铣编程操作设置要点●顺序铣操作实例应用实例●顺序铣操作实例学习目标本章将对多轴铣加工(顺序铣)进行介绍,了解顺序铣加工操作步骤,通过加工几何的介绍、顺序铣编程操作设置要点及顺序铣操作实例来掌握顺序铣的操作应用。
3.1 顺序铣加工介绍顺序铣(Sequential Milling)是一种用于一系列连续表面精加工的方法。
复杂零件几何体中,多个不同方向矢量表面的连续加工,往往需要刀轴不断地变化,顺序铣为这些表面的精加工提供了很好的解决方案。
在顺序铣的加工中,它主要是通过设置进刀、连续加工、退刀和移刀等一系列刀具运动,产生刀具运动路径,以及对机床进行3轴、4轴或5轴联动控制,从而实现对零件表面轮廓的精加工。
图3-1所示的零件各个表面的精加工,就是通过顺序铣操作,在不同位置有效地控制刀轴矢量的变化,使刀具沿着零件各个侧面运动,从而完成了零件表面轮廓的精加工。
顺序铣加工操作是由一系列加工子操作组成,每个子操作产生独立的刀具运动路径,各个子操作共同构成了完整的刀具运动轨迹。
进刀运动(Engage Motion)使刀具从起刀点(或进刀点)进刀到初始切削位置;连续加工运动使刀具按着驱动表面的连接顺序进行铣削加工;加工结束后,退刀运动使刀具从零件的加工表面退出;直线移刀运动使刀具以直线方式远离NX CAM多轴加工编程实践教程110工件,在不同位置的进刀点和退刀点之间产生跨越运动,开始下一个区域的切削。
图3-1 顺序铣加工示例3.2 顺序铣加工操作步骤(1)创建程序、刀具、几何、加工方法等4个父节点组。
(2)在顺序铣操作对话框中指定操作参数,这些参数在后续的子操作中一直有效。
(3)创建直线移刀运动,定义刀具的初始位置(可选)。
(4)创建进刀运动,定义刀具的初始切削位置。
(5)创建连续进刀运动及后续的子操作。
(6)创建退刀运动,使得刀具远离工件。
NXCAM多轴加工编程实践教程第一章多轴加工基础
1ᐺࣶᒷଝ主要内容●多轴加工概述●多轴加工常见机床类型●多轴加工的优点●多轴加工常用数控系统●多轴加工刀具种类●多轴加工应用学习目标通过对多轴加工常见机床类型、常用数控系统、刀具种类和多轴加工的优点的介绍,初步了解多轴加工的应用。
1.1 多轴加工概述多轴加工可理解为在4轴(至少包含一个回转轴)及以上的数控设备上完成定向或联动加工。
随着制造技术的发展,当前多轴数控加工设备越来越多地应用在航空航天、汽车等行业。
多轴加工设备的种类很多,结构类型和控制系统都各不相同。
多轴加工与3轴加工编程相比,作为加工程序的NC代码的主体即是众多的路径坐标点,控制系统通过坐标点来控制刀尖参考点的运动,从而加工出需要的零件形状。
在3轴加工编程的过程中,只需要通过对零件模型按照加工策略进行计算,在零件上得到点位数据即可。
而在多轴加工中,不仅需要计算出点位坐标数据,还需要得到坐标点上的矢量方向数据,这个矢量方向在加工中通常用来表达刀具的刀轴方向,这就要求在编程中要考虑更多的因素及复杂的运算。
目前,这项工作最经济的解决方案是通过计算机和CAM软件来完成,众多的CAM软件都具有这方面的能力。
但是,这些软件在使用和学习上难度比较大,编程过程中需要考虑的因素比较多,能使用CAM软件编程的技术人员成为多坐标加工的一个瓶颈因素。
即使利用CAM软件,从目标零件上获得了点位数据和矢量方向数据之后,并不代表这些数据可以直接用来进行实际加工。
因为随着机床结构和控制系统的不同,这些数据如何能准NX CAM多轴加工编程实践教程2确地解释为机床的运动,是多坐标联动加工需要着重解决的问题。
因此,仅仅利用CAM软件计算出点位数据和矢量方向并不能真正地满足最终的加工需要(这些点位数据和矢量方向数据就是前置文件),还需要利用另外的工具将这些前置文件转换成适合机床使用的加工程序,这个工具就是后处理。
1.2 多轴加工常见机床类型以五坐标联动的铣削机床为例,从结构类型上看,分为双转台、双摆头、单摆头+单转台三大类,每大类根据机床运动部件的运动方式的不同而有所不同。
NX CAM 车削加工 掉头车

如何在NX/CAM中进行掉头车的操作(ycit-zj)一、零件及毛坯的准备1、零件图2:需要车削的两个位置,在装配中装配两次,为了区分,可以把毛坯、零件位置1,零件位置2分别放到不同的图层中,比如毛坯放置10层、零件位置1放在20层,零件位置2放在30层二、掉头车的方法11、图层10.20.可选,21为工作层,建立第一个位置的加工坐标系,毛坯、零件,这样生成的turning_workpiece_1的几何体将放到21层中2、图层10,30可选,31为工作层,建立第二个位置的加工坐标系,毛坯、零件,这样生成的turning_workpiece_2的几何体将放到31层中3、分别在工坐标系MSC_SPINDLE_1、MSC_SPINDLE_1下建立相应的操作位置1加工后效果图位置2加工后效果图,但是位置2中并没有反应位置1中的已经切削过的部分三、掉头车的方法2首先按照“一、零件及毛坯的准备”所示步骤准备零件及毛坯1、图层10.20.可选,21为工作层,建立第一个位置的加工坐标系,毛坯、零件,这样生成的turning_workpiece_1的几何体将放到21层中,注意这个时候加工坐标系位于零件毛坯的端面2、图层10,30可选,31为工作层,建立第二个位置的加工坐标系,毛坯、零件,这样生成的turning_workpiece_2的几何体将放到31层中为了解决上述位置2中没有反应位置1中已经切削过的部分,可以编辑位置2的turning_workpiece_2,如下图在弹出的车削工件的对话框中点击specify Blank Boundaries,如下图选择基于过程的毛坯,如下图中1。
使得21层可选(位置1的turning_workpiece),分别选择turning_workpiece1(上图中2),turning_workpiece2(上图中3)中的相应的点,并保证箭头方向相反(可以通过上图中3进行调节),这样当零件掉头后将以这两个点匹配位置3、分别在工坐标系MSC_SPINDLE_1、MSC_SPINDLE_1下建立相应的操作4 、位置1加工后效果图4、位置2加工后效果图使用第二种掉头车的方法较符合实际的切削状态。
NX-CAM培训教程-简化版
填单日期:2002/6/20
说明:工件坐标系如图所示
说明 粗加工,已留余量0.7mm 半加工,已留余量0.25mm 精加工 清根
5
6
Cleanup-2
Φ3(R1.5)
是
Z=-15.0mm
清根
•
加工环境
Configuration确定Setup的类型。 Configuration确定车间资料、后处理、 CLS文件的输出格式。 Configuration也确定所用库的文件, 包括刀具、机床、切削方法、加工材料、 刀具材料、进给率和转速等文件库。
—— Repost
表示此操作的刀具路径从未被后处理或输出CLS文档。在ONT中,使用 MB3,Objects—>Update List显示信息窗口,看一看,改变了什么而导 致此状态。信息窗口提示“Need to Post”,表示需重新后处理以更新此 状态。
• MB3的使用
• 参数组
程序组 刀具组
三、平面加工
Mill_Planar 通常用于粗加工切去大部分材料,也用于精加 工外型、清除转角残留余量。适用于底面(Floor)为平面且 垂直于刀具轴、侧壁为垂直面的工件。
• Face_Milling • Planar_Mill
•
操作步骤
• 创建或选择刀具 • 选择几何边界 • 选择切削方法 • 选择步距
• • • • Blank Check Trim Cut Area
Planar_Mill
Fixed_Contour & Zlevel_Profile_Steep
Cavity_Mill
• Part
——加工几何边界。用来指定刀具所要加工的几何形状 。
• Blank
UGNX12.0.1新增CAM铣加工功能

UGNX12.0.1新增CAM铣加工功能1.管和管口粗加工这是什么?使用管粗加工工序类型可创建刀轨,来粗加工常见于内燃机引擎歧管和气缸盖孔中的内表面。
这些曲面必须用球头铣刀或糖球刀加工。
管粗加工工序只支持跟随部件和自适应铣削切削模式。
您可以对 3D 过程工件设置参数以控制需要的除料量。
为何使用?以前版本的 NX 对管和管口只提供精加工工序类型。
位于何处?应用模块加工命令查找器创建工序对话框中的位置类型组→mill_multi_axis→工序子类型组→管粗加工2.适应部件形状的粗加工刀轨这是什么?可以使用新型自适应铣削工序结合高速加工方法来粗切掉材料。
工序中使用的切削模式:•在垂直于固定轴的平面切削层使用自适应切削模式除料,同时进行轻量切削并保持进刀一致。
•不遵循任何特定方向或预定义方法。
•防止刀具以整个直径切削。
•使用小步距以防止将整个刀具埋入材料。
为何使用?自适应铣削工序中使用的切削模式可以延长刀具和机床使用寿命,以及减少整体循环时间。
位于何处?应用模块加工命令查找器创建工序对话框中的位置类型组→mill_contour→工序子类型组→自适应铣削3.刀轨显示增强功能这是什么?刀轨显示选项已改进,包括以下增强功能:•生成刀轨后,可以在刀轨中选择显示位置。
•修改以下任一项后可以在刀轨中选择显示位置:o端点显示o颜色选择o球中心显示o非切削移动•如果选择 F5(刷新)、F8 或适合窗口,此显示信息就不会取消选中,也不会消失。
•如果在图形窗口或工序导航器中选取空白区域,此显示信息就会取消选中并且消失。
位于何处?应用模块加工工具条主页选项卡→显示组→选择刀轨4.将工作视图定向到刀轴或机床坐标系这是什么?创建可变轴曲面铣和可变轴深度加工工序时,可以使用将视图设至刀轴和将视图设至 MCS 命令。
注释 要在创建可变轴工序时使用设置视图命令,必须首先设置显示→选择刀轨选项。
视图将根据选定的刀轨位置定向到刀轴。
位于何处?应用模块 加工图形窗口中的位置 选择工序→在图形窗口中右键单击→将视图设至刀轴或将视图设至 MCS5.光顺非切削移动这是什么?通过光顺拐角选项,可使切削和非切削移动之间的过渡更为光顺。
UG NX CAM的标识加工

维普资讯
Mo e a ua tr g d m M n f cu i n
在 “ 型 ”下 拉列 表 框 中选 8 示 。 类 所 择 m ]一 o t u 子 类 型选 择注 释 j]c n o r () 2单击 “ 削 ”按 钮指 定切 切 加 工 ,程序 为N — R G A 。使 用 削参数 , C PORM 选择 “ 量”选项卡 ,定 余 几何 体 为M C I L S —M L 。使 用刀具 为 义部件余 量为03 m .m ,如 图1 所示 1 M L 。使 用方法 为M T O 。操 作 单击 “ IL EHD 确定 ”按 钮 完成 文 字余 量 名称为C N O R ET O T U T X 。确认选 项 的设置 ,返 回到C N O R E T O T U —T X 对 后 ,单击 “ 确定 ”按钮 ,进行下一 话框 。 步操作。
弹 出 “ 工 环 境 ”对 话 框 ,如 5 加 所示 。单击 “ 确定 ”按钮 ,完成 图3 示 。 指 定 C M进 程 配 置 为 刀具 的创建 。 所 A
cam
—
. 昌 匆 ◆
菖
辨
’ 。
圈
I 萌赢
墨堕
g n r ] A 设置 为 m l e e a ,C M iL
U X C M的标 识加 工 N A G
口 陕西航空技术学院 张国武
标识加工 ,即针对要雕刻在零 件表面的文字和 图样 的加工。在U G N A 中提供 了专门的标识加 工操 XC M 作 ,即注释 加工操作 。本 文将通过
一
个简单的实例对标识加工 的方法
进行介 绍。待 加工 的零 件如 图1 所 示 ,注释文字 “ 陕航院 ”是在U 制 G
何体 。在绘 图 区移 动 鼠标 到模 型 上 ,单 击 鼠 标 ,完 成 几 何 体 选
UG NX多轴加工实例教程 项目一 初识UG NX CAM加工

三、UG NX CAM功能及应用
2.切削仿真模拟功能
(1)加工路径仿真 (2)刀路过切检查 (3)机床的仿真加工
三、UG NX CAM功能及应用
3.刀轨编辑器
4.后处理
5.刀具位置源文件 (CLSF) 6.车间文档
任务准备
任务准备
参观数控实训车间或相关数控加工企 业,认识了解CAD/CAM软件在实际生 产中的运用和作用。上网查询,学习图 片、影音资料等学习资源。
(Cavity Mill) 廓,在深度方向上分成多个
切削层进行切削,生成加工
刀具路径,能加工与底面不
垂直的部位
三、UG NX CAM功能及应用
1.加工方式
固定轮廓铣 (Fixed
Contour)
固定轮廓铣提供多种驱动方 法、投影矢量,适用于曲面 的精加工,需要指定部件几 何体和切削区域,编辑切削 模式和参数,生成加工刀具 路径
(3)掌握UG NX CAM软件功能及应用(8分)
任务单描述错误或不足酌情扣1-8分
(1)能够阐述CAD/CAM软件的概念及功能(10分)
根据回答情况酌情扣1-10分
(2)能够评价外国及国产CAD/CAM软件的优缺点(10分)源自根据回答情况酌情扣1-10分
(3)能够描述UG NX CAM软件详细功能及应用(10分)
1.加工方式
车削加工 (Turning)
车削加工包括了中心孔的钻 削、内外径的粗精车、内外 螺纹的粗精车、内外径槽和 端面槽的加工等
三、UG NX CAM功能及应用
1.加工方式
线切割加工提供了外部、
线切割 内部修剪,开放轮廓和无心
等多种加工方法,可以方便
(Wire edm) 的在二轴和多轴方式中切削
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1选中cam general,选中mill_contour; 2测量距离,为创建刀具做准备:
3建立工序所需刀具:
4通过X轴,Y轴,原点建立加工坐标系:
5建立部件和毛坯(注意单边留量)
6在加工方法视图中修改铣削部件余量
7开始创建工序
8选择底平面,距离为0。
9切削模式选择“轮廓加工”。
“开放的”,刀具位置“对中”,平面选择“用户定义”→选
择图示平面对象,偏置距离2mm→确定。
11在弹出的创建边界视图下,选中要加工面两条边中心,出现一条直线,然后点击“确定”→“确定”,回到主窗口。
12点击切削层,修改每刀深度,公共**。
13点击“生成刀轨”按键,
14(如果这种加工情况下,底面想留有余量,可以修改切削参数界面下的“最终底面余量”数值。
)
15选择对应机床进行加工仿真,即可得到G代码程序,完成一个工序或者工步的编程。