激光加工的关键专业技术
激光加热辅助切削中的关键技术与科学问题
激光加热辅助切削中的关键技术与科学问题柏占伟【摘要】激光辅助切削技术以其独特的加工优势,已成为切削加工领域的前沿技术之一.首先介绍了激光辅助切削技术的工程背景,综述了激光加热软化、激光打孔、激光材料改性以及激光微区融化等代表性的激光辅助切削技术的材料去除原理,然后重点以激光加热软化法为重点分析对象,从技术(激光光源、切削加工工艺)和科学(传热学、力学)两个层面分别阐述了其研究现状及存在的难点.最后,指出了该技术今后在系统集成、切削过程仿真和刀具磨损机理等领域需要重点关注的问题.【期刊名称】《科学技术与工程》【年(卷),期】2016(016)021【总页数】10页(P140-149)【关键词】激光辅助切削;热应力;温度场;切削力【作者】柏占伟【作者单位】重庆工程职业技术学院,重庆402260【正文语种】中文【中图分类】TG665矿冶工程随着材料科学的快速发展,越来越多的高性能、难加工材料不断问世。
这些材料高强度、高硬度、耐高温,在航空航天、石油化工、仪器仪表、机械制造及核工业等领域有很大的潜在利用价值[1]。
但这些材料加工时效率低、费用高、表面质量差、精度难以保证[2]。
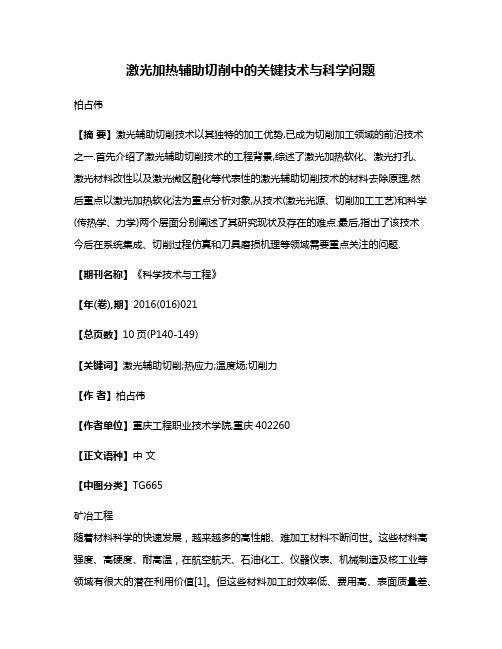
由于材料的强度一般会随温度的升高而降低[3](图1给出了部分难加工材料抗拉强度随温度变化的趋势),故加热辅助切削是一种加工难加工材料的有效成型方法[4,5]。
现已用于航天宇航、兵器、车辆、化工、微电子及医疗工业等领域[6]。
目前常用的热源有等离子体[7—11]、氧乙炔焰[12—14]、感应电流[15]和激光[16—23]等,与其他热源相比,激光光斑尺寸小、能量密度高、能量分布和时间特性可控性好,具有重要的实用价值[24]。
基于上述原因,本文以激光辅助切削技术为对象,阐述其应用背景,综述了四类代表性的激光辅助切削技术,并从光学、切削加工工艺、传热学、力学等方面对研究较为广泛的激光加热软化法辅助切削技术进行详细的介绍,阐述了其研究现状,并指出了今后应该重点解决的关键问题。
激光加工技术综述
激光加工技术综述作者:张臣吴恒鑫来源:《卷宗》2017年第21期摘要:激光加工作为一种新技术,在机械制造中有着很重要的应用。
本文简要阐述了激光加工的原理、特点,并介绍了它在现实中的应用情况,同时简要介绍了激光加工的最新研究进展。
关键词:激光加工;制造;应用;进展随着航空航天、核电工业的迅猛发展,更多的高性能材料得到应用。
虽然,高性能材料拥有良好的物理、力学性能,但是,却对机械加工工艺提出了更高的要求。
于是,人们开始探索高性能材料的加工方法。
激光作为一种具有亮度高、方向性强、单色性好、相干性强等特点的光源,可以实现难加工材料的加工。
1 激光加工的原理金属材料的激光加工主要是基于光热效应的热加工,其前提是激光被加工材料所吸收并转化为热能。
由于激光的发散角小和单色性好,理论上可以聚焦到尺寸与光的波长相近的小斑点上,再加上其强度高,因此其加工的功率密度很大,温度可达1万摄氏度以上。
在这样的高温下,任何材料都将瞬时急剧熔化和汽化,并爆炸性地高速喷射出来,同时产生方向性很强的冲击。
因此,激光加工是工件在光热效应下产生高温熔融和受冲击波抛出的综合过程。
2 激光加工的主要特点2.1 适用范围广激光加工是一种高能加工方法,几乎所有的材料都能适用。
它既可在大气中加工,又可在真空中加工。
尤其对于某些难加工材料,激光加工是唯一可行的方法。
2.2 设备自动化程度高相比于传统的机械加工系统,激光加工更容易采用数字化信号进行控制。
激光器经常与机器人相结合,其体积小、精度高、灵活方便,特别适合于多品种、变批量的柔性生产。
2.3 生产成本低激光加工属于非接触加工,加工过程中的损耗小、效率高。
在大批量生产中,可以明显降低成本。
激光束不会发生像电子束那样的X射线,而且无加工污染。
2.5 节能环保据相关研究,激光束的能量利用率为常规热加工工艺的10-1000倍,激光加工可节省材料15%-30%。
3 激光加工的应用举例3.1 激光切割技术激光切割是一种应用最广泛、最成熟的激光加工技术,最初被用在硬木板上切割非穿透槽、嵌刀片,制造冲剪纸箱板的模具。
激光加工简要总结
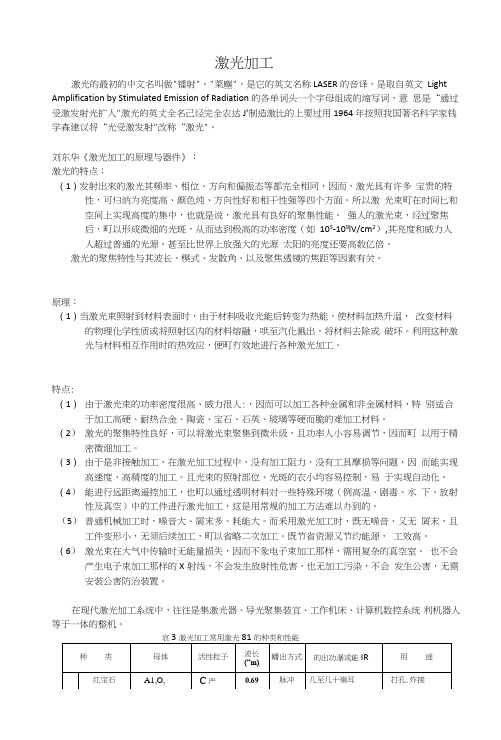
激光加工激光的最初的中文名叫做"镭射"、"莱塵",是它的英文名称LASER的音译,是取自英文Light Amplification by Stimulated Emission of Radiation 的各单词头一个字母组成的缩写词,意思是“通过受激发射光扩人"激光的英丈全名己经完全农达J'制造激比的上要过用1964 年按照我国著名科学家钱学森建议将“光受激发射"改称“激光"。
刘东华《激光加工的原理与器件》:激光的特点:(1)发射出來的激光其频率、相位、方向和偏振态等都完全相同,因而,激光具有许多宝贵的特性,可归纳为亮度高、颜色纯、方向性好和相干性强等四个方面。
所以激光束町在时间匕和空间上实现高度的集中,也就是说,激光具有良好的聚集性能。
强人的激光束,经过聚焦后,町以形成微细的光斑,从而达到极高的功率密度(如105-109lV/cm2),其亮度和威力人人超过普通的光源。
甚至比世界上放强大的光源太阳的亮度还要高数亿倍。
激光的聚焦特性与其波长、模式、发散角、以及聚焦透镜的焦距等因素有关。
原理:(1)当激光束照射到材料表面时,由于材料吸收光能后转变为热能,使材料加热升温,改变材料的物理化学性质或将照射区内的材料熔融,哄至汽化溅出,将材料去除或破坏。
利用这种激光与材料相互作用时的热效应,便町冇效地进行各种激光加工。
特点:(1)由于激光束的功率密度很高、威力很人:,因而可以加工各种金属和非金属材料,特别适合于加工高硬、耐热合金、陶瓷、宝石、石英、玻璃等硬而脆的难加工材料。
(2)激光的聚集特性良好,可以将激光束聚集到微米级,且功率人小容易调节,因而町以用于精密微细加工。
(3)由于是非接触加工,在激光加工过程中,没有加工阻力,没有工具摩损等问题,因而能实现高速度、高精度的加工。
且光束的照射部位、光斑的衣小均容易控制,易于实现自动化。
激光加工

激光加工原理及工艺摘要:激光加工作为一种特种加工工艺,从20世纪60年代发展起来现在已是相当成熟的一种特种加工技术。
与传统加工工艺不同,激光加工是利用光的能量,经过透镜聚焦,在焦点上达到很高的能量密度,靠光热效应来加工各种材料。
激光束具有强度高,密度大,可以在空气介质中加工各种材料,在现代工业加工行业中应用越来越广泛。
由于激光加工其本身的各种优点,包括激光功率密度大、应力和热变形小、加工速度快、加工精密等。
无与伦比的优势使激光加工在激光打孔,激光打标、激光切割、电子器件的微调、激光焊接、热处理以及激光存储等各个领域,得到越来越多的应用。
激光技术在现代工业中应用显示出来其独特的优越性,所以受到人们的广泛重视,应用激光的行业包括机械行业、电子行业、制衣皮革等等。
未来激光加工会得到更大的应用。
关键词: 特种加工激光加工辐射。
引言:激光技术是20世纪60年代初诞生的,而且迅速发展的一门高新技术,他的出现深化了人们对光的认识,扩展了光为人类服务的领域。
激光加工在工业领域加速了人们对传统加工的改造,为现代工业加工技术提供了新的手段。
激光加工具有以下优点:(1)激光束能量高度集中,加工区域小,因而热变形小。
(2)加工质量和精度高。
(3)工件不受尺寸和形状限制(4)不需要冷却介质,而且无污染,噪声小劳动强度低,效率高。
正文1。
激光加工的原理(1)激光的产生光的产生于光源内部原子的远动状态有关。
原子内的原子核与核外电子间存在着相互吸引与排斥。
电子按一定半径的轨道围绕原子核旋转,当原子吸引一定的外来能量或向外释放一定的能量时,核外电子的运动轨道半径将发生改变,即产生能级变化,并发出光。
激光就是由处于激发状态的原子,离子或分子受激辐射而发出的光。
产生的方式有自发辐射、受激吸收、受激辐射、离子数反转。
(2)激光的特性方向性好,强度高能量集中,单色性好,相干性好(3)加工的原理激光加工是利用光的能量经过透镜聚焦后能达到很高的能量密度的特性,依靠光热效应来加工各种材料。
光纤激光切割机
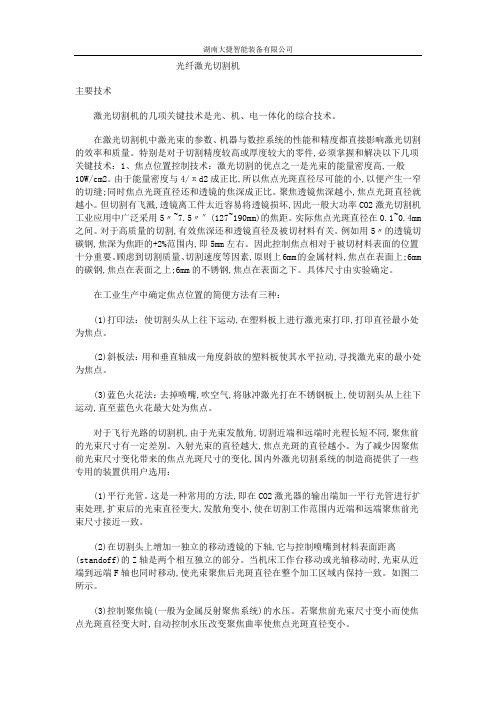
光纤激光切割机主要技术激光切割机的几项关键技术是光、机、电一体化的综合技术。
在激光切割机中激光束的参数、机器与数控系统的性能和精度都直接影响激光切割的效率和质量。
特别是对于切割精度较高或厚度较大的零件,必须掌握和解决以下几项关键技术:1、焦点位置控制技术:激光切割的优点之一是光束的能量密度高,一般10W/cm2。
由于能量密度与4/πd2成正比,所以焦点光斑直径尽可能的小,以便产生一窄的切缝;同时焦点光斑直径还和透镜的焦深成正比。
聚焦透镜焦深越小,焦点光斑直径就越小。
但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割机工业应用中广泛采用5〃~7.5〃″(127~190mm)的焦距。
实际焦点光斑直径在0.1~0.4mm 之间。
对于高质量的切割,有效焦深还和透镜直径及被切材料有关。
例如用5〃的透镜切碳钢,焦深为焦距的+2%范围内,即5mm左右。
因此控制焦点相对于被切材料表面的位置十分重要。
顾虑到切割质量、切割速度等因素,原则上6mm的金属材料,焦点在表面上;6mm 的碳钢,焦点在表面之上;6mm的不锈钢,焦点在表面之下。
具体尺寸由实验确定。
在工业生产中确定焦点位置的简便方法有三种:(1)打印法:使切割头从上往下运动,在塑料板上进行激光束打印,打印直径最小处为焦点。
(2)斜板法:用和垂直轴成一角度斜放的塑料板使其水平拉动,寻找激光束的最小处为焦点。
(3)蓝色火花法:去掉喷嘴,吹空气,将脉冲激光打在不锈钢板上,使切割头从上往下运动,直至蓝色火花最大处为焦点。
对于飞行光路的切割机,由于光束发散角,切割近端和远端时光程长短不同,聚焦前的光束尺寸有一定差别。
入射光束的直径越大,焦点光斑的直径越小。
为了减少因聚焦前光束尺寸变化带来的焦点光斑尺寸的变化,国内外激光切割系统的制造商提供了一些专用的装置供用户选用:(1)平行光管。
这是一种常用的方法,即在CO2激光器的输出端加一平行光管进行扩束处理,扩束后的光束直径变大,发散角变小,使在切割工作范围内近端和远端聚焦前光束尺寸接近一致。
激光焊接的工艺技术和性能特点介绍讲解

激光焊接的工艺技术和性能特点介绍激光焊接的工艺技术和性能特点一、激光焊接的工艺参数。
1、功率密度。
功率密度是激光加工中最关键的参数之一。
采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。
因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。
对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。
因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
2、激光脉冲波形。
激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。
当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。
在一个激光脉冲作用期间内,金属反射率的变化很大。
3、激光脉冲宽度。
脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
4、离焦量对焊接质量的影响。
激光焊接通常需要一定的离做文章一,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。
离开激光焦点的各平面上,功率密度分布相对均匀。
离焦方式有两种:正离焦与负离焦。
焦平面位于工件上方为正离焦,反之为负离焦。
按几何光学理论,当正负离做文章一相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。
负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现问分汽化,形成市压蒸汽,并以极高的速度喷射,发出耀眼的白光。
与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。
当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。
所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
、激光焊接工艺方法1、片与片间的焊接。
包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等 4种工艺方法。
激光切割技术论文
激光加工技术-----激光切割技术作者:0000贵州大学机械工程学院机制081班邮编:550000【摘要】激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
激光能切割大多数金属材料和非金属材料【关键词】激光切割的原理激光切割的分类及特点激光切割技术的应用[Abstract] The laser processing technology is a kind of advanced manufacturing technology, laser cutting is part of the laser processing applications, laser cutting is the current world advanced cut craft. Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the problem. Laser can cut most metal materials and nonmetal materials .[Key words] Laser cutting the principle of laser cutting the classification and characteristics of laser cutting technology application .1.概述激光切割是激光加工行业中最重要的一项应用技术。
高职激光加工技术专业核心课程体系构建
驦驦New Curriculum Research 摘要:通过对激光加工技术专业人才培养目标和专业核心岗位的分析,构建本专业核心课程体系,确定核心课程职业知识内容和行动能力,采用多样式的教学方法和手段,对今后培养激光加工高端技能型的专门人才具有实际意义。
关键词:激光加工技术;核心课程体系;工作过程中图分类号:G712文献标识码:A文章编号:1671-0568(2013)05-0008-02高职激光加工技术专业核心课程体系构建◇武汉软件工程职业学院光电子与通信工程系孙冬丽激光是武汉光谷高新技术支柱产业,激光加工设备制造业和激光加工业对高职激光专业的人材规格要求与传统专业有较大的不同。
激光企业最需要以专业为基础的高端技能型专门人才,要求他们具有创新能力,并能给企业带来最佳的效益。
为了适应激光企业的需求,通过对企业的调研,积极与企业合作开发,根据激光技术领域职业岗位(群)的任职要求,确立了激光加工技术专业的核心课程体系。
一、激光加工技术专业人才培养模式及培养目标激光加工技术专业紧密联系“武汉·中国光谷”核心圈和武汉都市圈的激光加工设备制造和使用企业实际,实施“订单培养、课堂融入车间”的工学结合人才培养模式,培养与社会主义现代化建设要求相适应的德、智、体、美全面发展,适应生产、建设、管理和服务第一线需求,具有良好的职业道德和敬业精神,掌握激光加工设备制造、使用所需的系统基础知识和具备激光加工设备装配、调试、维护、基础设计及激光加工设备操作、工艺设计能力,专业领域计算机应用能力突出的高端技能型专门人才。
二、高职激光加工技术专业核心课程体系的确立核心课程体系建设是高职院校培养生产、建设、管理、服务第一线的高端技能型人才工作中的关键环节之一。
高职院校只有通过不断地更新课程、改进教学方法、改善教学手段等方法,建立与高职教育人才培养目标相一致的课程体系,才能确保人才培养质量及培养目标的实现。
通过与激光企业的产学研结合,激光加工技术专业积极与行业企业合作开发课程。
激光切割技术论文
摘要激光切割是用激光精密切割金属、陶瓷、纸张的一种技术,可大大减少加工时间,降低加工成本,提高工件质量。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
本文主要讲述了激光切割的原理、应用、发展历程以及国外发展现状。
并阐述了国外先进YAG固体激光切割机、光纤激光切割机和CO2激光切割机的参数特性。
深入了解了激光切割机。
通过对激光切割机的深入分析,掌握了现阶段激光切割机的前沿和发展水平,提高了学习机械工程前沿的能力。
关键词:激光切割技术、应用、优缺点、发展现状ABSTRACTLaser cutting is a technology that uses a laser to cut precise patterns in most all types of materials such as metal, ceramic, paper and so on. It can greatly reduce the processing time, reduce the processing cost and improve the quality.Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the problem.This essay mainly talks about.the principles, applications, development process and the status of the overseas development of laser cutting,and also describes the advanced YAG solid-state laser cutting machine, laser cutting machine parameters and characteristics of the fiber CO2 laser cutting machine,to develop a greater understanding of the laser cutting machine.Through in-depth analysis of the laser cutting machine, we can master the level and the current development of cutting-edge laser cutting machine,and improve the learning ability of mechanical engineering frontier.Keywords: Laser cutting technology; Application; Advantages and Disadvantages; Development situation目录摘要 ............................................................................................................................................. ABSTRACT . (I)一.激光切割的简介 (1)1.1 定义 (1)1.2 类型 (1)1.3 应用 (3)1.4 激光切割的发展 (4)1.5 激光切割发展历史 (4)二.激光切割的工作原理及特性 (7)2.1 激光切割机的组成和工作原理 (7)2.1 激光切割机的特性 (8)三.国外研究现状 (10)3.1 国外总体发展现状 (10)3.2 德国通快(TRUMPF) (11)3.2.1大功率CO2 激光器(TruFlow) (12)3.2.2 TruFiber 系列光纤激光器 (13)3.3 瑞士百超(Bystronic) (15)3.3.1 产品简介 (15)3.3.2 性能分析 (17)3.4三维激光切割机 (18)3.3.1 二维和三维激光切割的区别 (18)3.3.2 三维激光切割 (19)3.4 其他实例 (20)参考文献 (22)一.激光切割的简介1.1 定义激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开[1]。
大功率半导体激光器合束技术及应用研究
大功率半导体激光束组合技术及其应用研究1.本文概述随着现代技术的发展,大功率半导体激光器在工业加工、医疗、通信等领域显示出巨大的潜力。
单个半导体激光器的输出功率往往难以满足这些领域的需求。
为此,出现了激光束组合技术,该技术将多个激光器的输出组合以实现更高功率的激光输出。
本文主要对大功率半导体激光器的合束技术进行了深入的研究和探索,分析了各种合束技术的原理、特点和应用场景,并对这些技术的未来发展进行了展望。
通过本研究,旨在为大功率半导体激光器的应用提供理论支持和实践指导,促进相关领域的技术进步。
2.半导体激光器的基本理论半导体激光器作为一种重要的光电子器件,其基本理论主要基于固态物理和量子力学。
半导体材料中的电子在受到光和电等外部刺激时会从低能级转变为高能级,形成非平衡电荷载流子。
当这些非平衡载流子通过辐射重新组合并返回到较低的能级时,它们会释放光子,产生激光。
半导体激光器的核心结构包括PN结,其中P型和N型半导体通过扩散形成PN结。
在PN结中,电子和空穴复合并释放能量。
当这种能量以光的形式释放时,就会形成激光。
激光的产生需要三个基本条件:粒子数反转、增益大于损耗和谐振腔的反馈效应。
粒子反转是指在较高能级上的粒子比在较低能级上的多的现象,这是产生激光的先决条件。
大于损耗的增益确保了光在谐振腔中的连续放大。
谐振腔的反馈效应使光在腔内多次反射和放大,最终形成高强度的激光输出。
半导体激光器的波长取决于其活性材料的能带结构。
通过选择不同的半导体材料或调整其组成,可以实现不同波长的激光输出。
通过改变谐振腔的结构和尺寸,还可以控制激光器的波长和输出特性。
在实际应用中,半导体激光器具有体积小、重量轻、效率高、可靠性好的优点,已广泛应用于通信、工业加工、医疗等领域。
随着技术的进步,半导体激光器将在更多的领域发挥重要作用。
3.激光光束组合技术原理高功率半导体激光束组合技术是将多个激光器的输出组合成一个高功率激光输出的技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光加工就是将激光束照射到加工物体的表面,用以去除或熔化材料以及改变物体表面性能从而达到加工的目的,因此属于无接触加工。其主要特点是无惰性,因此其加工速度快、无噪声。由于光束的能量和光束的移动速度都是可以调节的,因此可以实现各种加工的目的。
3.能穿过透光外壳对密封的内部材料进行加工;
4.加工精确度高,适用于自动化。
激光束易于导向、聚焦和发散。根据加工要求,可以得到不同的光斑尺寸和功率密度。通过外光路系统可以使光束改变方向,因而可以与数控机床、机器人连接起来,构成各种极灵活的加工系统。
二、激光加工的一般原理
激光加工大多基于光对非透明介用和导热性等对激光加工有很大影响。
由于在大多数金属中.等离子频率远大于阻尼因子,因此,在激光频率远小于等离子频率时,折射率和消光系数迅速增大,此时,激光被金属反射,吸收很少;在等离子频率附近时,折射率出现一个极小值,而消光系数值单调下降,因此,在等离子频率附近激光被较好的吸收;激光频率继续上升,远大于等离子频率时,折射率迅速趋近于1,而消光系数迅速变为0,因此,金属对激光是透明的。
激光热加工的光源主要采用红外激光器,如CO2激光器、CO激光器和Nd:YAG激光器。
激光光化学反应加工的光源主要采用紫外激光器,如准分子激光器。
激光加工与其它方法比较,有如下的一些优越性;
1.光点小、能量集中、加工点位置以外的热影响小;
由于光束照射到物体的表面是局部的,虽然加工部位的热量很大、温度很高,但移动速度快,对非照射的部位没有什么影响.因此,其热影响区很小。
激光加工的关键技术
———————————————————————————————— 作者:
———————————————————————————————— 日期:
ﻩ
第二章激光加工的关键技术
在以往的生产加工过程中,经常会遇到下面这样的难题: (1)零件的形状既小又复杂,即便是用最小的刀具也无法进行理想的加工。(2)为了加工出微型的零件,不得不用很小的铣刀、钻头等刀具,但刀具的寿命非常短,或者很容易断裂,很难保证零件的精度和一致性。(3)使用电加工的方式来加工一些小型的复杂零件,但所需使用的电极数量太多,准备电极所需的时间大大加长了生产周期,并且生产成本很高。激光加工可以很好的解决这些加工难题。而且生产周期短,生产成本低。
事实上,金属对除了极高能紫外线和更高频的x射线激光是透明的外,对其余辐射都是不透明的;而金属的等离子频率处于紫外到近红外波段,因此.从近红外激光、可见激光到紫外激光对金属加工较为有利;对远红外激光,金属儿乎是反射的,因此对金属进行加工时,若是用远红外激光,就必须对表面采取必要的增强吸收的有效措施,或者使用超高能激光束。
三、激光加工系统
激光加工系统主要包括激光发生器(简称激光器)、数控工作台(加工机床)和导光系统(光束传输、聚集装置)、控制系统及检测系统。此外,还有冷水机组、气体(包括激光工作气体和切割、焊接用辅助气体)供应(包括净化)站以及计算机辅助设计及编程等配套设备。图是激光加工系统的示意图。
式中,A为表面吸收率,P为被表面吸收的光功率,r0为光斑半径,k为导热系数。
在一个脉冲作用时间内,材料通过单位面积吸收,使深度为h的材料温度升高到汽化所需的能量(未考虑传导、辐射等损耗)为
式中,T0是起始温度,Tm是熔化温度,TB是沸点温度,Cs是固体的比热.Cp是液体的比热,Lm和Lr分别是熔解热和汽化热,ρ是材料密度,h是孔的深度。
用于激光加工的激光束常用基模(TEM00),因为,它有轴对称的光强分布,能达到最佳的激光束聚焦。当高斯光束入射到焦距为f的透镜面的光束截面半径为ω,则由短焦距透镜聚焦后,焦点处的光斑截面半径ω0’近似为
从而可以算出经透镜聚焦后焦平面上的功率密度。如果激光是高阶横模,光束具有非轴对称结构,光斑尺寸比基模显著增大,在激光总功率相同的情况下,焦点处的功率密度将减小。
当光波照射在不透明物体表面时,使一部分光被反射,另一部分光被吸收。对多数金属来说,在光学波段上有高的反射率(70%一95%),大的吸收系数〔105—106/cm)。一般认为光在金属表面层里,能量就被吸收掉了,并把吸收的光能转化为热能,使材料局部温度升高,然后以热传导方式把热传到金属内部。此外,金属的反射率与金属的表面状况有关,粗糙的表面和有氧化物膜层的表面较之光滑表面有更小的反射率。非金属材料的反射率和吸收系数则在很大的范围内变化。
因为金属表面层吸收的光能转化为热能,而热能又以热传导的方式继续向材料深处传递,所以金属的导热性对材料的加热影响很大。根据热传导理论可以计算激光照射下被加工材料表面的温度和内部的温度分布。知道温度场分布对判断能进行什么加工提供依据。例如进行焊接必须达到材料的熔化温度,而打孔、切割一般必须达到汽化(沸点)温度。长脉冲或连续激光正入射时,光点中央的温度值T与被吸收的光功率、导热系数、表面吸收率之间的关系为:
目前使用的激光加工工艺方法主要包括:切割、焊接、快速成型、打孔、打标、雕刻、划线、表面处理等等。
这一章将主要论述激光加工及激光加工的关键技术——激光加工系统和激光加工技术。
第一节 激光加工
一、激光加工的概念和特点
激光加工是指激光束作用于物体的表面而引起物体形状的改变,或物体性能改变的加工过程。是利用激烈的局部加热融化和气化材料产生“自由电子的迅速释放,然后与金属的离子结构相互作用引起局部激烈声振子和声子”,结果产生了具有宽顶带辐射的“羽状烟柱”强烈的热效应。按光与物质相互作用机理,大体可将激光加工分为激光热加工和光化学反应加工两类。激光热加工系指激光束作用于物体所引起的快速热效应的各种加工过程;激光光化学反应加工系指激光束作用于物体,借助高密度高能量光子引发或控制光化学反应的各种加工过程,也称为冷加工。热加工和冷加工均可对金属材料和非金属材料进行切割、打孔、刻槽、标记等。热加工对金属材料进行焊接、表面强化、切割均极有利;冷加工则对光化学沉积、激光刻蚀、掺杂和氧化很合适。