WQ960D调质型高强板
S890Q与S960Q对比国内Q890与Q960的区别
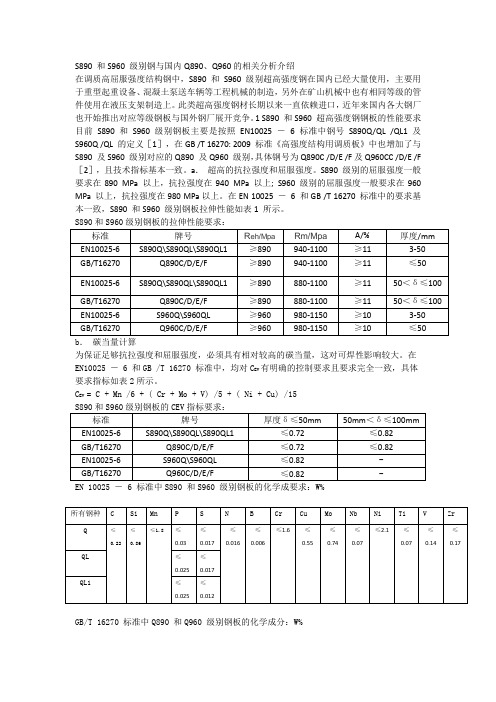
S890 和S960 级别钢与国内Q890、Q960的相关分析介绍在调质高屈服强度结构钢中,S890 和S960 级别超高强度钢在国内已经大量使用,主要用于重型起重设备、混凝土泵送车辆等工程机械的制造,另外在矿山机械中也有相同等级的管件使用在液压支架制造上。
此类超高强度钢材长期以来一直依赖进口,近年来国内各大钢厂也开始推出对应等级钢板与国外钢厂展开竞争。
1 S890 和S960 超高强度钢钢板的性能要求目前S890 和S960 级别钢板主要是按照EN10025 - 6 标准中钢号S890Q/QL /QL1 及S960Q /QL 的定义[1],在GB /T 16270: 2009 标准《高强度结构用调质板》中也增加了与S890 及S960 级别对应的Q890 及Q960 级别,具体钢号为Q890C /D/E /F及Q960CC /D/E /F[2],且技术指标基本一致。
a.超高的抗拉强度和屈服强度。
S890 级别的屈服强度一般要求在890 MPa 以上,抗拉强度在940 MPa 以上; S960 级别的屈服强度一般要求在960MPa 以上,抗拉强度在980 MPa以上。
在EN 10025 -6 和GB /T 16270 标准中的要求基本一致,S890 和S960 级别钢板拉伸性能如表1 所示。
S890和S960级别钢板的拉伸性能要求:标准牌号R eh/Mpa Rm/Mpa A/% 厚度/mm EN10025-6 S890Q\S890QL\S890QL1 ≥890 940-1100 ≥11 3-50GB/T16270 Q890C/D/E/F ≥890 940-1100 ≥11 ≤50EN10025-6 S890Q\S890QL\S890QL1 ≥890 880-1100 ≥11 50<δ≤100GB/T16270 Q890C/D/E/F ≥890 880-1100 ≥11 50<δ≤100 EN10025-6 S960Q\S960QL ≥960 980-1150 ≥10 3-50GB/T16270 Q960C/D/E/F ≥960 980-1150 ≥10 ≤50b.碳当量计算为保证足够抗拉强度和屈服强度,必须具有相对较高的碳当量,这对可焊性影响较大。
Q960F高强度结构用调质钢板
Q960F高强度结构用调质钢板(本牌号执行标准GB/T 16270-2009)1、范围本标准规定了高强度结构用调制钢板的牌号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于厚度不大于150mm,以调质(淬火+回火)状态交货的高强度结构用钢板。
2、规范性引用文件下列文件中的条款通过本标准的引用而成本本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GBT/T 223.9 钢铁及合金铝含量的测定铬天青S分光光度法GB/T 223.11 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量GB/T 223.14 钢铁及合金化学分析方法钽试剂萃取取光度法测定钒含量GB/T 223.16 钢铁及合金化学分析方法变色酸光度法测定钛含量GB/T 223.17 钢铁及合金化学分析方法二安替比林甲烷光度法测定钛含量GB/T 223.23 钢铁及合金镍含量的测定丁二酮肟分光光度法GB/T 223.26 钢铁及合金钼含量的测定硫氰酸盐分光光度法GB/T 223.40 钢铁及合金铌含量的测定氯磺酚S分光光度法GB/T 223.53 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜含量GB/T 223.54 钢铁及合金化学分析方法火焰原子吸收分光光度法测定镍量GB/T 223.58 钢铁及合金化学分析方法亚坤酸钠-亚硝酸钠滴定法测定锰量GB/T 223.59 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T 223.60 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量FB/T 223.62 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.64 钢铁及合金锰含量的测定火焰原子吸收光谱法GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69 钢铁及合金碳含量的测定管式炉内燃烧后气体容量法GB/T 223.76 钢铁及合金化学分析方法火焰原子吸收光谱法测定钒含量GB/T 223.78 钢铁及合金化学分析方法姜黄素直接光度法测定硼含量GB/T 228 金属材料室温拉伸试验方法(GB/T 228-2002,eqvISO6892:1998)GT/T 229 金属材料夏比摆锤冲击试验方法(GB/T 229-2007,ISO 148-1:2006,MOD)GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 2970 厚钢板超声波检验方法GB/T 钢及钢产品的力学性能实验取样位置及试样的制备(GB/T 2975-1998,eqvISO377:1997)GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 14977 热轧钢板表面质量一般要求GB/T 17505 钢及钢产品交货一般技术要求(GB/T 17505-1998,eqvISO404:1992)GB/T 20123 钢铁总碳含量的测定高频感应炉燃烧后红外吸收法(常规方法)(GB/T 20123-2006,ISO 15350:2000,IDT)GB/T 20125 低合金钢多元素的测定电感耦合等离子体发射光谱法GB/T 20126 非合金钢低碳含量的测定第2部分:感应炉(经预热)内燃烧后红外吸收法(GB/T 20126-2006,ISO 15349-2:1999,IDT)GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法(GB/T 20066-2006,eqvISO14284:1996)YB/T 081 冶金技术标准的数值修约与检测数值的判定原则3、牌号命名方法钢的牌号由代表屈服强度的汉语拼音首位字母,规定最小屈服强度数值、质量等级符号(C、D、E、F)三个部分按顺序排列。
Q960D钢板规格明细,Q960D钢板切割,Q960D高强度钢板

Q960D钢板规格明细,Q960D钢板切割,Q960D高强度钢板
Q960D是高强度钢板,Q960钢板的牌号分类,分别是Q960D、Q960D、Q960E、Q960F。
Q960D也可做以下技术条件。
Q960D钢板库存:#舞阳孙凡#
Q960D钢板执行标准:执行GB/T16270标准
厚度探伤可做:NB1、NB2、NB3
厚度延伸可做:Z15、Z25、Z35
Q960D钢板机械性能
屈服强度:≥960Mpa
抗拉强度:980-1150Mpa
延伸率A%:≥10
温度:-20℃
冲击功:≥27 J
Q960D钢板具有较高的抗拉强度和屈服强度,通常在淬火加回火状态下交货。
它可以应用于需要承受高压力和载荷的设备零件,如大型船舶、桥梁、电站设备、中高压锅炉、高压容器、机车车辆、起重机械、矿山机械等。
Q960D钢板规格:
Q960D 15*2500*12000
Q960D 18*2500*12000
Q960D 20*2500*12000
Q960D 25*2500*12000
Q960D 30*2500*12000
Q960D 35*2500*12000
Q960D钢板切割,Q960D钢板数控切割,Q960D钢板等离子切割,Q960D钢板激光切割
船舶及海洋工程用结构钢
管线用钢
桥梁结构用钢
锅炉及压力容器用钢
水电用钢
核电用钢。
一种960MPa高强钢焊接工艺研究
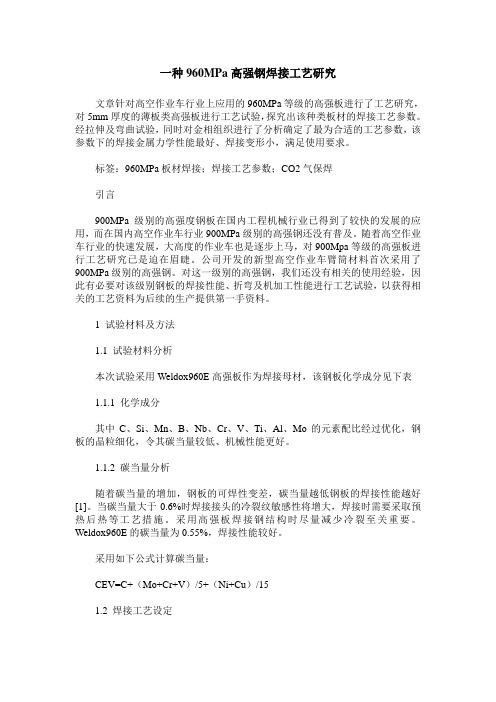
一种960MPa高强钢焊接工艺研究文章针对高空作业车行业上应用的960MPa等级的高强板进行了工艺研究,对5mm厚度的薄板类高强板进行工艺试验,探究出该种类板材的焊接工艺参数。
经拉伸及弯曲试验,同时对金相组织进行了分析确定了最为合适的工艺参数,该参数下的焊接金属力学性能最好、焊接变形小,满足使用要求。
标签:960MPa板材焊接;焊接工艺参数;CO2气保焊引言900MPa级别的高强度钢板在国内工程机械行业已得到了较快的发展的应用,而在国内高空作业车行业900MPa级别的高强钢还没有普及。
随着高空作业车行业的快速发展,大高度的作业车也是逐步上马,对900Mpa等级的高强板进行工艺研究已是迫在眉睫。
公司开发的新型高空作业车臂筒材料首次采用了900MPa级别的高强钢。
对这一级别的高强钢,我们还没有相关的使用经验,因此有必要对该级别钢板的焊接性能、折弯及机加工性能进行工艺试验,以获得相关的工艺资料为后续的生产提供第一手资料。
1 试验材料及方法1.1 试验材料分析本次试验采用Weldox960E高强板作为焊接母材,该钢板化学成分见下表1.1.1 化学成分其中C、Si、Mn、B、Nb、Cr、V、Ti、Al、Mo的元素配比经过优化,钢板的晶粒细化,令其碳当量较低、机械性能更好。
1.1.2 碳当量分析随着碳当量的增加,钢板的可焊性变差,碳当量越低钢板的焊接性能越好[1]。
当碳当量大于0.6%时焊接接头的冷裂纹敏感性将增大,焊接时需要采取预热后热等工艺措施。
采用高强板焊接钢结构时尽量减少冷裂至关重要。
Weldox960E的碳当量为0.55%,焊接性能较好。
采用如下公式计算碳当量:CEV=C+(Mo+Cr+V)/5+(Ni+Cu)/151.2 焊接工艺设定1.2.1 焊接材料的选择焊丝选用瑞典伊萨OK13.31、φ1.2mm直径焊丝,高空作业车的臂架承受动载荷,焊缝金属不仅要求有较高的强度,还要求有较高的韧性。
就焊缝金属而言,焊缝的强度越高可达到的韧性水平就越低,因此在高强钢的焊接中可以采用“低强匹配”原则来选择焊丝,即可以选择强度低于母材的焊丝,通常焊丝强度不低于母材强度的87%即可保证接头强度及韧性[2]。
Q960D煤矿液压支架用钢板

Q960系列钢板Q960调质钢适用于厚度不大于150MM ,以调质(淬火加回火)状态交货的高强度结构用钢板;Q960调质钢牌号分类:Q960C 、Q960D 、Q960E 、Q960F 。
Q960调质钢具有很高的屈服强度和抗拉强度,对脆性破坏的抗力也极大。
Q960调质钢优秀的高韧性:具有优良的低温韧性,因此可在大型的焊接结构件和低温环境中使用。
Q960调质钢优秀的焊接性能:成分设计时极力减低碳含量,碳当量和热敏感系数,以提高焊接性能,因而具有优秀的焊接接头性能,可满足桥梁,楼房,起重机,造船,车辆及大型结构件的焊接需求。
作者:河南尊信钢铁张一、化学成分表一a根据需要生产厂可添加其中一种或几种合金元素,最大值应符合表中规定,其含量应在质量证明书中报告。
b 钢中至少应添加Nb 、Ti 、V 、Al 中的一种细化晶粒元素,其中至少一种元素的最小量为0.015%(对于Al 为Als )。
也可用Alt 代替Als ,此时最小量为0.018%。
二、力学性能表二当钢板厚度小于12mm钢板的夏比摆锤冲击试验应采用辅助试样。
厚度>8mm-<12mm钢板辅助试样尺寸为10mm*7.5mm*55mm,其试验结果不小于规定值的75%;厚度6mm-8mm 钢板辅助试样尺寸为10mm*5mm*55mm,其试验结果不小于规定值的50%。
厚度小于6mm 的钢板不做冲击试验。
三、用途范围Q960C、D、E、F钢板用于制造要求良好焊接性的煤矿液压支架、重型车辆、工程机械等钢结构件。
制作耐压壳件、高压结构件,制造各类工程机械,如矿山和各类工程施工用的钻机、电铲、电动轮翻斗车、矿用汽车、挖掘机、装载机、推土机、各类起重机、煤矿液压支架等机械设备及耐磨结构件。
Q960E高强度结构用调质钢板Q960E现货切割

表3
序号
检验项目
取样数量(个)
取样方法
试验方法a
1
化学分析a
1/炉
GB/T 20066
GB/T 223、GB/T 4336、GB/T20123、GB/T 20125、GB/T 20126
2
拉伸
1
GB/T 2975
GB/T 228
3
冲击
3
GB/T 2975
GB/T 229
4
无损检验
b 当屈服现象不明显时,采用Rpo.2。
三、Q960E当钢板厚度小于12mm钢板的夏比摆锤冲击试验应采用辅助试样。厚度>8mm~<12mm钢板辅助试样尺寸为10mm*7.5mm*55mm,其实验结果不小于规定值的75%;厚度6mm~8mm钢板辅助试样尺寸为10mm*5mm*55mm,其实验结果不小于规定值的50%。厚度小于6mm的钢板不做冲击实验。
逐张或逐件
按无损检验标准规定
GB/T 2970
a对化学成分进行仲裁实验时,按GB/T 223.
抗拉强度Rm/MPa
断后伸长率A/%
冲击吸收能量(纵向)KV2/J
厚度/mm
厚度/mm
实验温度/℃
≤50
>50~100
>100~150
≤50
>50~100
>100~150
0
-20
-40
-60
Q960E
960
-
-
980~1150
-
-
10
34
34
27
27
a当拉伸实验适用于横向试样,冲击试验适用于纵向试样。
Q960E高强度结构用调质钢板
工程机械专用钢WQ960D和Q690D有何区别
调质高强板
WQ960D
18*1900-3100*9000-13000
60T
调质高强板
WQ960D
20*1900-1800*7800-11000
50T
调质高强板
WQ960D
22*1800-1550*8900-11400
45T
调质高强板
钢号
规格
重量(吨)
调质高强板
WQ960D
8*1700*3000*8000*12000
110T
调质高强板
WQ960D
10*2000*2750*8500-12000
26T
调质高强板
WQ960D
12*1650-2600*9500-13500
27T
调质高强板
WQ960D
14*2000-3020*8000-12000
牌号
屈服强度REH/MPa
/J
厚度/mm
厚度/mm
实验温度/℃
≤50
>50-100
>100-150
≤50
>50-100
>100-150
0
-20
-40
-60
Q960D
960
-
-
980-1150
-
-
10
34
34
27
27
5、WQ960D常用规格尺寸
3、WQ960D化学成分
牌号
化学成分(质量分数)/%,不大于
CEV
产品厚度
C
Si
Mn
P
S
Cu
Cr
Ni
Mo
B
V
Nb
Ti
≤50
>50-100
QJD 960—2005汽车用补强胶片
D-272
外观
黑色带衬胶片
不挥发物,%
≥98
初粘性(72h、室温)
不开裂、不分层、无移动
弯曲荷载,N
2mm位移
≥90
65~78
最大值
≥255
160~255
耐湿热性
弯曲荷载损失≤20%
耐热老化性
弯曲荷载损失≤20%
耐前处理液
不开裂、不分层、无移动,弯曲荷载损失≤20%
热循环
弯曲荷载损失≤20%
橡胶、胶粘剂和密封材料——汽车用补强胶片
序号
材料名称
牌号
标准编号
品种规格
有关规定
标记示例
6
汽车用补强胶片
D-271、D-272
Q/JD 960—2005
(代替Q/JD 960—2003)
技术要求
应用:
汽车用补强胶片主要用于汽车车身外板(如门、顶、盖、后背)的补强。
补强胶片D-271Q/JD 960—2005
耐过烘烤
弯曲荷载损失≤20%
耐低温烘烤
弯曲荷载损失≤20%
耐热性
弯曲荷载损失≤20%
耐寒性
弯曲荷载损失≤20%
贮存稳定性(40℃±2℃、95%RH、120h)
外观无明显变化,弯曲荷载损失≤20%
国内生产的钢板材质表,表格中的材质都可以生产并对外销售或出口
类别牌号技术条件用途锅炉及压力容器钢板Q245R、Q345R、Q370R、Q420R、16MnDR、18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR、12Cr2Mo1R、12Cr1MoVR、12Cr2Mo1VR、07Cr2AlMoR、07MnMoVR、07MnNiVDR、07MnNiMoDR、12MnNiVR、16MnDR、09MnNiDR、15MnNiDR、15MnNiNbDR、08Ni3DR、06Ni9DR、9Ni590B、SB410、SB450、SB480、SPV235、SPV315、SPV355、SPV410、SPV450、SPV490、SGV410、SGV450、SGV480、SBV1A、SBV1B、SBV2、SBV3、SEV245、SEV295、SEV345、HⅠ、HⅡ、17Mn4、19Mn6、15Mo3、16Mo3、13CrMo4-4、13CrMo4-5、10CrMo9、11CrMo9、10CrMo9-10、CCS/410A、CCS/410B、CCS/490B、1Cr0.5Mo、2.25Cr1Mo(2-1/4Cr1Mo)、2.25Cr1Mo0.25V、2.25Cr1Mo0.3V、1.25Cr0.5MoSi、1.25Cr0.5Mo、3.5Ni、5Ni、9Ni、KP42、KP46、KP49、SA203GrA、SA203GrB、SA203GrC、SA203GrD、SA203GrE、SA204MGrA、SA204MGrB、SA204MGrC、SA285GrA、SA285GrB、SA285GrC、SA299GrA、SA299GrB、SA302BrA、SA302BrB、SA302BrC、SA302BrD、SA387Gr2、SA387Gr5、SA387Gr11(CL1、CL2)、SA387Gr12(CL1、CL2)、SA387Gr22(CL1、CL2)、SA387Gr91(CL1、CL2)、SA387Gr92、SA387Gr9、SA515Gr60、SA515Gr65、SA515Gr70、SA516Gr60、SA516Gr65、SA516Gr70、SA537CL1、SA537CL2、SA533GrB、SA612M、SA662GrA、SA662GrB、SA662GrC、SA737GrA、SA737GrB、SA737GrC、SA738GrA、SA738GrB、SA738GrC、SA841GrD、P235GH、P265GH、P275NH、P275NL、P275NL1、P295GH、P355N、P355NH、P355GH、P355NL1、P355NL2、P460NH、P460NL1、P460NL2、P690QL1、A573Gr70、12Ni14、X7Ni9、X8Ni9、A42、A52、A48、07Cr2AlMoRE、13MnNiMo5-4、BHW35、DIWA353、DIWA373、20MnNiMo、20MnMoNi55、20MnMoR、25CrMoVA、TC128GrB、A48CPR、AISI4140、410B、B61N-S临氢CrMo钢:临氢14Cr1MoR、14Cr1MoR(H)、临氢15CrMoR、15CrMoR(H)、临氢12Cr2Mo1R、12Cr2Mo1R(H)、临氢12Cr2Mo1VR、12Cr2Mo1VR(H)、SA387Gr11CL2(H)、SA387Gr12CL2(H)、SA387Gr22CL2(H)等抗氢钢:Q245R(HIC)、Q245R(R-HIC)、Q345R(HIC)、Q345R(R-HIC)、SA516Gr70(HIC)、SA516Gr70(R-HIC)等GB/T 713GB 19189GB/T 3531Q/WTB专用技术条件GB24510JIS G3103JIS G3115JIS G3118JIS G3119JIS G3124DIN 17155CCS、ABS、BV、VL(DNV-GL)、LR、KR、RINA、NKASME/ASTMEN10028-2EN10025-3EN10028-4NFA36-205专用技术条件主要用于制造50立方米以上的球型贮罐,也可用于制造单层卷焊容器、多层热套卷焊容器、多层包扎容器等二、三类容器及低温压力容器。
S960QL化学成分S960QL力学性能
一、S960QL舞钢屈服强度590Mpa~960MPa,被广泛应用于制造100吨以上矿车底板、泵送机械、挖掘机、汽车吊、履带吊、煤矿液压支架等。
二、16000mm.焊接性能好:焊接试验结果表明,焊缝和熔合线-40℃V型冲击大于60J。
三、S960QL碳当量
四、S960QL力学性能
六、S960QL舞钢工程机械调质高强钢推荐焊接工艺
七、S960QL用途:德标高强度钢板,对应国标Q960,舞钢产高强度板,制造厂房,一般建筑及各类工程机械,如矿山和各类工程施工用的钻机、电铲、电动轮翻斗车、矿用汽车、挖掘机、装载机、推土机、各类起重机、煤矿液压支架等机械设备及其他结构件。
八、S960QL执行标准:WYJ;
九、S960QL交货状态:正火、正火+回火、调质等;
十、S960QL技术要求:探伤、Z15Z35厚度方向性能要求、高强度高韧性要求等钢板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.WQ960D用途
WQ960调质型高强钢,制作耐压壳件、深潮救生器、高压结构件、宇航设备、装甲车辆,制造各类工程机械,如矿山和各类工程施工用的钻机、电铲、电动轮翻斗车、矿用汽车、挖掘机、装载机、推土机、各类起重机、煤矿液压支架等机械设备及耐磨结构件。
2.WQ960D生产工艺
铁水预处理→转炉顶底复吹→LF炉→RH真空处理→连铸→钢坯检验→钢坯加热→高压水除鳞→粗轧→精轧→ACC水冷→矫直→冷床冷却→精整→抛丸→回火处理→性能检验→成品入库。
采用LF、喂Si - Ca - Ba 线和RH真空处理,以确保钢质的洁净度。
3.WQ960D执行标准
WTB/GB/EN(舞钢/国标/欧标)
4.WQ960D交货状态
调质状态交货
5.WQ690D常用规格尺寸。