注胶与穿条隔热系统的性价比分析
注胶与穿条隔热系统的性价比分析
注胶与穿条隔热系统的性价比分析近一段时间有很多的议题围绕着我们,其中有两个问题需要我们特别关注。
其一是2005年新投产的发电机组在6840万至7000万千瓦之间,全社会用电量将达到24220亿千瓦时,全年电力供应的最大缺口将达到2300万千瓦,比去年明显降低。
在现有的用电结构中,夏季空调用电占了三分之一。
其二是政府对于全国房价增长过快现象的多项调控政策。
我们看到政府已经将建筑节能作为了国家发展的重中之重。
对于房地产开发商和门窗幕墙公司而言,一种高效隔热节能而成本适中的门窗幕墙隔热技术应该是最好的选择。
现在的建筑市场上,存在两种主要的隔热铝门窗技术。
一种是源于欧洲的穿条式隔热技术,另外一种是来自于北美的注胶式隔热技术。
目前大家普遍说到的“断热冷桥技术”一般是指穿条式隔热技术。
而对于注胶式隔热技术,大部分人不了解该技术的特点。
事实上,注胶式与穿条式都属于“断热冷桥技术”范畴。
而注胶式隔热技术的技术雏形早在1937年就在美国诞生。
到了七十年代,第一套注胶式隔热铝材生产线也从香港引入了中国广东,所以说注胶式隔热技术对于我们并不陌生。
那么,是不是所有的隔热节能铝窗和幕墙产品都是具有隔热性能,但成本较高的节能产品呢?是不是随着房价的不断调整,隔热铝窗和幕墙产品就要被开发商慎重选用了呢?我们的答案是否定的。
美国的“节能之星”计划和日本建设工业部牵头实施的“低息贷款建筑门窗节能计划”都被指定采用注胶式隔热技术来完成。
这充分说明了注胶式隔热技术是一种符合国际建筑节能标准,且成本适中的先进结构隔热技术。
下面,我们仅从几点来分析注胶式隔热技术和穿条式隔热技术的差异。
一、隔热性能优异对于隔热铝材来讲,隔热材料的K值对于整个铝材的隔热性能有着至关重要的影响。
注胶式隔热铝材的核心-隔热胶的K值是0.12,而穿条式隔热铝材的核心—PA66+空气(或条形填充物)的K值比隔热胶大一些,从而使得注胶隔热铝材和隔热门窗的U值均低于穿条式型材隔热铝材和隔热门窗。
“穿条式”VS“浇注式”隔热铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。
这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。
根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。
这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。
随着建筑市场的发展,有关部门提出了建筑节能50%的目标。
并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。
因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。
节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。
其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”。
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺”隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。
它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。
与此同时,有关聚氨酯的专利在德国出现了。
1952年,另一个专利被公开发布。
该专利的发明者的想法是用粘结或机械力压紧的方法将某种未成型的高分子绝热聚合物固定在铝合金型材专用的断热槽中。
铝合金门窗穿条与注胶的差别
穿条式与注胶式隔热铝型材在门窗行业中以铝型材制造的门窗具有强度高、重量轻、加工便利、外型美观等优良特性,但由于其保温、隔热性能的欠佳一度被市场冷落。
随着铝型材隔热技术的成熟和逐步推广,我们可以在酒店、商用建筑以及民用住宅等地方看到铝型材隔热技术存在。
在国外,通过不断研究和开发,注胶隔热技术陆续在全世界推广开来。
1990年,纽约帝国大厦在庆祝它六十岁生日之际,将原有的窗户全部更换为注胶式隔热铝型材生产的节能铝窗,这标志着注胶隔热技术已成为国际节能铝门窗发展的时代趋势。
我国隔热铝型材市场起步较晚,但是自从1997年开始引进美式注胶隔热技术以来,市场发展迅速。
经过多年的发展,目前在隔热冷桥的设计、隔热材料的选择、生产工艺的控制、门窗制作安装等领域已经处于较为成熟的阶段,而且许多方面的技术已经超过国外同类产品水平。
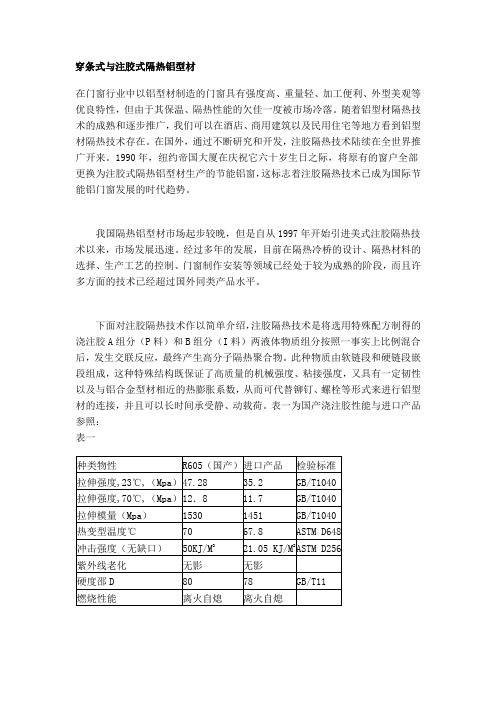
下面对注胶隔热技术作以简单介绍,注胶隔热技术是将选用特殊配方制得的浇注胶A组分(P料)和B组分(I料)两液体物质组分按照一事实上比例混合后,发生交联反应,最终产生高分子隔热聚合物。
此种物质由软链段和硬链段嵌段组成,这种特殊结构既保证了高质量的机械强度、粘接强度,又具有一定韧性以及与铝合金型材相近的热膨胀系数,从而可代替铆钉、螺栓等形式来进行铝型材的连接,并且可以长时间承受静、动载荷。
表一为国产浇注胶性能与进口产品参照:表一注胶式隔热铝型材优点从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材主要使用尼龙66材料的隔热条。
注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
目前市场份额较大的隔热门窗型材是穿条型材,而浇注式型材由于以前进口浇注设备及浇注胶价格较贵,使得浇注式隔热门窗的成本较高,从而造成在国内市场份额较少,只能在一些高档窗及出口型材应用。
目前由国内相关公司自主研发出最新的浇注设备和浇注胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家2005年3月正式颁布实行的隔热铝型材标准。
穿条式与浇筑式铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别资讯来源:中国幕墙网发布日期:2008-4-7 点击次数:热门关键词:铝合金铝合金型材铝板铝材铝锭氧化铝随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。
这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。
根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。
这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。
随着建筑市场的发展,有关部门提出了建筑节能50%的目标。
并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。
因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。
节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。
其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺” 隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。
它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。
与此同时,有关聚氨酯的专利在德国出现了。
幕墙“穿条式”VS“浇注式”隔热铝型材的区别与应用2800字

幕墙“穿条式”VS“浇注式”隔热铝型材的区别与应用2800字摘要:随着经济的发展,能源消耗逐渐增多,节能减排成为时代发展的趋势。
本文从断热冷桥铝型材的穿条工艺和浇注工艺进行分析,阐述断热冷桥铝的设计原则,穿条工艺型材和浇注工艺型材隔热材料的使用,分析穿条工艺型材与浇注工艺型材的设备,对比穿条工艺型材与浇注工艺型材的性能,并核算铝型材的成本,进而指明节能铝合金建材的发展方向,为节能减排提供参考依据。
关键词:隔热铝材穿条工艺浇注工艺1 概述随着经济的发展,能源消耗增加,全球变暖趋势不断加强,二氧化碳排放量逐渐进入人们的视野。
而建筑业在能源消耗中所占比重较大,因此,建筑物方面进行节能减排意义重大。
作为为外墙装饰的行业,特别是对采用幕墙形式的建筑物,在考虑到美观的同时,建筑的节能也是重点之一。
从建筑市场的发展的角度来看,特别是《公共建筑节能设计标准》GB50189-2005正式实施,该《标准》的出台,意味着今后的大型公共场所从设计时就要考虑到节能问题。
因此,国内幕墙生产厂家把发展新型节能幕墙作为实现节能的主要途径。
节能幕墙通过框体及玻璃的结构性能的改造,进而阻止热损失。
断热冷桥铝型材作为环保节能建材:有穿条工艺和浇注工艺。
2 产品概论及设计原则2.1 “穿条工艺”型材与“浇注工艺”型材的概述①所谓穿条工艺是将铝型材内外两部分通过两个隔热条连接起来,阻断铝型材热量的传导,进而实现节能目的。
②浇注工艺隔热是通过在门窗用铝材的中间浇注一种类似密封蜡的混合物,实现隔热目的。
2.2 “穿条工艺”型材与“浇注工艺”型材工艺对比①穿条工艺型材穿条式隔热铝型材一般分开齿、穿条、滚压三道工序。
a开齿:借助设备在铝型材上将穿隔热条的部分滚出齿来。
b穿条:在型材上穿隔热条,将内外两部分型材进行连起,为滚压作准备。
c滚压:分为导向及预夹紧、主要夹紧、校直三步,确保成品型材的紧密度和垂直度。
②浇注工艺型材铝型材的隔热槽通过浇注头方时,隔热材注入隔热槽内,凝固后进行切桥。
穿条注胶对比

隔热复合型材比较Page 1Page 2目录1、材料的热传导2、热导率3、隔热系统的连续性4、隔热性能5、铝材用料6、其它方面双色系统热变形温度生产流程配套厂商材料的热传导材料的热传导Page 5材料的热导率2、材料的热导率热导率(导热系数)λ[W/(m•K)]:或称“导热系数”。
是物质导热能力的量度。
符号为λ。
其定义为:在物体内部垂直于导热方向取两个相距1米,面积为1平方米的平行平面,若两个平面的温度相差1K ,则在1秒内从一个平面传导至另一个平面的热量就规定为该物质的热导率,其单位为瓦特每米·开[W/(m·K )]。
热导率λ很大的物体是优良的热导体;而热导率小的是热的不良导体或为热绝缘体。
λ值受温度影响,随温度增高而稍有增加。
若物质各部之间温度差不很大时,在实用上对整个物质可视λ为一常数。
对于目前市场上铝型材的两种隔热方式:穿条式选用的是PA66GF25(聚酰胺66加25%玻璃纤维),注胶式选用的材料是PU (聚胺脂)。
其热导率见ISO 10077-2:2003《门、窗和百叶窗的热工性能—传热系数的计算—第2部分:框的数值计算》。
材料的热导率摘自ISO10077-2:2003Page 7材料的热导率所以注胶式隔热型材的隔热材料(PU )并不是有些公司所说的0.121W/m·K 。
隔热系统的连续性几款典型的穿条式隔热型材系统隔热系统的连续性隔热性能Page 10隔热性能Page 11隔热性能Page 12Page 13隔热性能穿条式隔热型材热工性能Uf ≤2,8 W/m²*K Uf ≤2,0 W/m²*KPage 14Uf ≤1,6 W/m²*K隔热性能穿条式隔热型材热工性能这些对于注胶来说几乎是不可能完成的任务!铝材用料Page 16其它方面------双色系统注胶双色系统工艺:方案一:方案二:Page 17其它方面------双色系统穿条双色系统:简单、方便Page 18其它方面------热变形温度隔热条(PA66GF25)的热变形温度大于235℃,而隔热胶(PU )的热变形温度不到80℃。
穿条注胶对比
隔热复合型材比较Page 1Page 2目录1、材料的热传导2、热导率3、隔热系统的连续性4、隔热性能5、铝材用料6、其它方面双色系统热变形温度生产流程配套厂商材料的热传导材料的热传导Page 5材料的热导率2、材料的热导率热导率(导热系数)λ[W/(m•K)]:或称“导热系数”。
是物质导热能力的量度。
符号为λ。
其定义为:在物体内部垂直于导热方向取两个相距1米,面积为1平方米的平行平面,若两个平面的温度相差1K ,则在1秒内从一个平面传导至另一个平面的热量就规定为该物质的热导率,其单位为瓦特每米·开[W/(m·K )]。
热导率λ很大的物体是优良的热导体;而热导率小的是热的不良导体或为热绝缘体。
λ值受温度影响,随温度增高而稍有增加。
若物质各部之间温度差不很大时,在实用上对整个物质可视λ为一常数。
对于目前市场上铝型材的两种隔热方式:穿条式选用的是PA66GF25(聚酰胺66加25%玻璃纤维),注胶式选用的材料是PU (聚胺脂)。
其热导率见ISO 10077-2:2003《门、窗和百叶窗的热工性能—传热系数的计算—第2部分:框的数值计算》。
材料的热导率摘自ISO10077-2:2003Page 7材料的热导率所以注胶式隔热型材的隔热材料(PU )并不是有些公司所说的0.121W/m·K 。
隔热系统的连续性几款典型的穿条式隔热型材系统隔热系统的连续性隔热性能Page 10隔热性能Page 11隔热性能Page 12Page 13隔热性能穿条式隔热型材热工性能Uf ≤2,8 W/m²*K Uf ≤2,0 W/m²*KPage 14Uf ≤1,6 W/m²*K隔热性能穿条式隔热型材热工性能这些对于注胶来说几乎是不可能完成的任务!铝材用料Page 16其它方面------双色系统注胶双色系统工艺:方案一:方案二:Page 17其它方面------双色系统穿条双色系统:简单、方便Page 18其它方面------热变形温度隔热条(PA66GF25)的热变形温度大于235℃,而隔热胶(PU )的热变形温度不到80℃。
两种隔热方式(穿条和注胶)的性能比较
在中国市场上的隔热型材存在着两⼤类:穿条式隔热型材和注胶式隔热型材,也就是GB5237.6《铝合⾦建筑型材第六部分:隔热型材》⾥⾯所说的A、B两类。
穿条式隔热型材的通过开齿、穿条、滚压等三道⼯序后,将隔热条穿⼊铝合⾦型材的隔热条槽⼝内,并使之被铝合⾦型材牢固咬合的复合⽅式,隔热条的材质是聚酰胺66加25%的玻璃纤维(即PA66GF25)。
⽽浇注式隔热型材是把液态隔热材料注⼊铝合⾦型材浇注槽内固化后,切除与铝合⾦型材浇注槽开⼝对应的⾦属桥,靠液态隔热材料固化后与铝型材的粘接⼒连接内外腔铝型材,其隔热材料的材质是聚氨酯(即PU),⼀般是分A、B组份,经机器混合后注⼊槽⼝内,有点类似⼤家常⽤的双组分结构胶的做法。
⽬前我们的隔热型材市场正处于成长阶段,⼤家对这个新⽣的产物还在逐步的认识、理解。
所以我就将这些年我对这两类隔热型材的认识写出来与⼤家分享。
1、材料的热导率材料的热导率λ是决定材料传热量的⼀个重要参数。
2、材料的热传导在热传导的性能⽅⾯,穿条式的隔热型材要好于注胶的3、隔热系统的连续性所谓隔热系统的连续性就是通过合理设计⽤玻璃、隔热型材的隔热材料和主密封胶条等把隔热型材的内、外完全给界定开,使得外腔与内腔在热流⽅⾯不再直接相互影响,从⽽降低通过型材的热流量。
对于穿条式隔热型材,可以通过隔热条的截⾯形状设计来达到这⽅⾯的要求,但是对于|来源|考试|⼤|⼀级建造师|注胶式隔热型材,因其⽣产的特点决定了其不可能满⾜这⽅⾯的要求。
4、铝型材⽤料5、双⾊系统双⾊系统就是隔热型材的内外腔型材采⽤不同的颜⾊,作成门窗后,其外侧能够与外装饰⾯相协调,⽽内侧⼜能够与室内装饰协调,从⽽丰富了隔热门窗的多样性,满⾜客户的个性需求。
对于穿条式隔热型材,这点做起来⾮常简单。
因为其内外腔型材是分别挤压、分别表⾯处理,然后再经过复合⼯艺做成隔热型材。
但是对于注胶式隔热型材,因为其⽣产⼯艺的限制,使得其很实现双⾊系统。
即使按照⼀些材料供应商提出来的解决⽅案,⽣产的困难程度也是⾮常的⼤的。
两种隔热方式的性能比较
在 中 国市 场上 的 隔热 型材存在 着 两大类 :穿 条 式 隔热型 材和注胶 式隔 热型 材 , 就是 G 2 76 也 B53 . —
20 ( 0 4 铝合 金 建 筑 型 材 第六 部 分 : 热 型 材 》 面 ( 隔 里
所说 的 A、 B两类 。 条式 隔热 型材 通过 开齿 、 穿 穿条 、 滚压 等 三道 工序 后 , 隔 热条 穿 入 铝合 金 型 材 的 隔 将 热条 槽 口内 , 使 之被 铝合 金 型材 牢 固 咬合 的 复合 并 方式 ,隔热 条 的材 质是 聚 酰胺 6 6加 2 %的玻璃 纤 5 维 ( P 6 F 5 。而 浇注 式 隔热 型 材是 把 液态 隔 即 A6 G 2 ) 热材 料 注入 铝合 金 型材 浇 注槽 内 固化后 , 除 与铝 切 合 金 型材 浇注 槽 开 口对 应 的金 属 桥 , 液态 隔热 材 靠 料 固化 后 与铝 型 材 的粘 接力 连 接 内外 腔 铝 型 材 , 其
p lsl d oyuf e i
02 . 5
0.0 4
n
0
siagl ei at ic e( s c n l d c )
g sfl n a il g i
01 . 3
00 4 .3
2 0 . 0 79
39
维普资讯
在 这 里 我 们 可 以看 到 P 6 A 6的 导 热 系 数 入是
材 料 的 导 热 系 数 是 决 定 材 料 传 热 量 的一 个 重要 参数 , 以我们 首先 要认识 的是 P 6 所 A 6和 P U这 两种 隔热 材料 的 导热 系数 。在 国际标 准 IO 1 0 7 S 0 7 :
20 ( 、 0 3 窗 门和 百 叶窗 的热工 性 能—— 传 热 的计 算 》 (
穿条隔热和注胶
穿条与注胶隔热穿条工艺,是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
浇注工艺和穿条工艺都有很好的隔热性能,都是节能铝合金建材的发展方向,对此国家也明确指出发展断热冷桥的必要性。
并将在今年推出铝合金隔热建筑型材的国家标准。
到时隔热节能型材的市场就会变得更加明朗。
工艺对比:一、“穿条式”VS“浇注式”工艺对比(1)生产工序穿条式隔热铝型材一般分开齿、穿条、滚压三道工序,现在也有设备厂家把开齿和穿条放在一台设备上来完成,称为“二步法”。
开齿:是用一台带有硬质滚齿轮的设备将铝型材上要穿隔热条的部分滚出齿来。
目的是通过滚齿使型材的粗糙度增加从而提高组合后型材的剪切力。
由于型材分为内外两个部分,根据生产的需要,开齿设备一般是两台。
穿条:是把隔热条穿到型材上,把内外两部分型材连起来,为下一步滚压作好准备。
一台设备即可。
滚压:该工序又分为导向及预夹紧、主要夹紧、校直(水平方向、垂直方向)三个工步,是确保成品型材的紧密度和垂直度的关键。
(2)生产工序“浇注工艺”是把表面处理好的铝型材通过行走系统做直线运动,使铝型材的隔热槽经过浇注机的浇注头下方时,液体隔热材料流到隔热槽内,经过一段时间的凝固后再进行切桥。
二、隔热材料(1)“穿条工艺”的隔热材料是隔热条,目前正规的隔热条是聚酰胺66(即Polyamide66,俗称尼龙66),它的生产方法有两种:硬顶法和牵引法。
硬顶法结构紧、外观好但比较“脆”,牵引法生产的韧性好但外观差,侧面有工艺凹陷。
为了追求表面美观和精度,用PA66尼龙加超细玻璃纤维是国外隔热条的共同特点(极少用其它材料)。
由于用的是超细玻璃纤维,抗拉强度差只有60N/mm,而且价格昂贵。
以泰诺风? 保泰公司的926900(I12)为例,一米大约2.5元左右,一吨大约是24000米,用在一根型材(6米)上的隔热条成本在30元上下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注胶与穿条隔热系统的性价比分析近一段时间有很多的议题围绕着我们,其中有两个问题需要我们特别关注。
其一是2005年新投产的发电机组在6840万至7000万千瓦之间,全社会用电量将达到24220亿千瓦时,全年电力供应的最大缺口将达到2300万千瓦,比去年明显降低。
在现有的用电结构中,夏季空调用电占了三分之一。
其二是政府对于全国房价增长过快现象的多项调控政策。
我们看到政府已经将建筑节能作为了国家发展的重中之重。
对于房地产开发商和门窗幕墙公司而言,一种高效隔热节能而成本适中的门窗幕墙隔热技术应该是最好的选择。
现在的建筑市场上,存在两种主要的隔热铝门窗技术。
一种是源于欧洲的穿条式隔热技术,另外一种是来自于北美的注胶式隔热技术。
目前大家普遍说到的“断热冷桥技术”一般是指穿条式隔热技术。
而对于注胶式隔热技术,大部分人不了解该技术的特点。
事实上,注胶式与穿条式都属于“断热冷桥技术”范畴。
而注胶式隔热技术的技术雏形早在1937年就在美国诞生。
到了七十年代,第一套注胶式隔热铝材生产线也从香港引入了中国广东,所以说注胶式隔热技术对于我们并不陌生。
那么,是不是所有的隔热节能铝窗和幕墙产品都是具有隔热性能,但成本较高的节能产品呢?是不是随着房价的不断调整,隔热铝窗和幕墙产品就要被开发商慎重选用了呢?我们的答案是否定的。
美国的“节能之星”计划和日本建设工业部牵头实施的“低息贷款建筑门窗节能计划”都被指定采用注胶式隔热技术来完成。
这充分说明了注胶式隔热技术是一种符合国际建筑节能标准,且成本适中的先进结构隔热技术。
下面,我们仅从几点来分析注胶式隔热技术和穿条式隔热技术的差异。
一、隔热性能优异对于隔热铝材来讲,隔热材料的K值对于整个铝材的隔热性能有着至关重要的影响。
注胶式隔热铝材的核心-隔热胶的K值是0.12,而穿条式隔热铝材的核心—PA66+空气(或条形填充物)的K值比隔热胶大一些,从而使得注胶隔热铝材和隔热门窗的U值均低于穿条式型材隔热铝材和隔热门窗。
前不久,亚松公司中国总部在国内采用这两种不同的隔热设计结构制作同样一樘45mm内开窗(1500mm×1500mm),并采用美国的专业计算软件THERM5.2 和WINDOW 5.2进行隔热性能模拟分析。
从这两种隔热窗型的热力学性能红外分析图和测试结果可以看出,在门窗型材宽度、玻璃系统配置及隔热材料宽度均相同的前提下,注胶式型材隔热窗的U 值为2.83W/m2•K,穿条式隔热窗的U值为2.98W/m2•K,注胶式隔热窗的隔热性能优于穿条式隔热窗。
同时,我们发现在两种隔热窗隔热性能相同的情况下,穿条式隔热材料腔体宽度至少比注胶式隔热材料的腔体宽度大4mm。
这个特点为使用者在保持门窗隔热不变的前提下,降低门窗成本提供了途径。
二.节省门窗型材成本从刚才的隔热性能分析,我们可以发现在门窗型材宽度,玻璃系统配置及隔热材料宽度均相同的前提下,注胶式隔热窗的隔热性能明显优于穿条式隔热窗。
那么更好的隔热性能是不是就意味着更高的材料成本呢?答案是否定的。
由于注胶隔热结构和穿条隔热结构的设计规定尺寸有所差异,在相同腔体设计、相同壁厚的前提下,注胶隔热铝材的米重均小于穿条隔热铝材米重。
而对于设计相同、中空玻璃配置也相同的隔热铝窗来讲,注胶式隔热铝窗的重量大大低于穿条式隔热铝窗的重量。
对于隔热铝窗的平米单价来讲,重量是至关重要的一项。
由于注胶式隔热铝窗的重量低于穿条式隔热铝窗的重量,从而它的成本价格也大大低于穿条式隔热铝窗。
我们按照1500mm×1500mm的标准样窗尺寸进行了分析性计价,结果发现注胶式隔热窗比穿条式隔热窗铝材成本每平米低20%左右。
这个成本价格基本可以满足广大用户在铝窗成本增加不多的前提下,达到国家规定的隔热性能指标(K 值或U值)。
三.型材强度高对于隔热铝材能否作为主承重载体而用于大型和高层建筑用窗或幕墙的关键之一,是隔热铝材的强度(或复合惯性矩)能否达到设计方的规定。
那么,注胶式隔热铝材、穿条式隔热铝材与普通铝材的强度是否相等呢?我们对此也进行了计算和分析。
我们参考了欧盟的相关标准(《隔热金属型材性能要求和测试试验》)和美国的相关标准(AAMA TIR A8:2004《隔热建筑铝合金型材结构性能与分析》)。
为了可以公平性的考量隔热铝材的强度差异,在这里我们采用了欧盟《隔热金属型材性能要求和测试试验》标准作为计算分析的理论依据。
对于结构尺寸一致的穿条式隔热铝材,我们也作了计算分析。
由于主要参数隔热材料的弹性常数或组合弹性值相差较远,且其他相关参数的微量差异,使得两种隔热铝材的复合惯性距相差较大。
具体结果如下:普通铝型材惯性矩为549219.4mm4;注胶式隔热铝型材惯性矩为:513379.2 mm4 ,约为普通铝型材的94%;穿条式隔热铝型材惯性矩为327441.2 mm4,约为普通铝型材的59.6%。
例如,韩国汉城的一所建筑,整个建筑一栋48层和一栋64层的高楼组成。
建筑师要求幕墙用材除能够承受高风压载荷外,可视面的宽度不能超过80mm。
对于这种近于苛刻的要求,该工程的技术咨询公司提出了采用亚松公司的隔热技术方案。
经过韩国工程试验中心的性能校合,该方案能够满足工程甲方的设计要求和造价标准。
从上面的分析我们可以得出这样一个结论,注胶式隔热铝窗及幕墙产品是真正适应中国现在及未来房地产市场需求的建筑节能产品。
AZON希望为中国的建筑节能奉献我们的技术与经验,同时,我们也建议广大用户在选择门窗幕墙用材时,始终要将产品质量和安全放在首位。
从事隔热型材及铝门窗加工制造行业者都了解,复合隔热铝型材分为两种,一种是穿条型材,另一种是注胶型材;穿条型材又分为尼龙66和PVC穿条两种,而实际上PVC穿条是国家建设部禁止使用的,也没有相应的标准。
注胶型材就是把高分子聚氨酯隔热材料注入到铝合金型材的中间槽口里,经固化后形成隔热层,达到保温节能的目的。
用上述两类型材加工成的门窗和幕墙,称为保温节能门窗和幕墙。
目前市场份额较大的隔热门窗型材是穿条型材,而注胶式型材由于以前进口聚氨酯注胶设备及聚氨酯胶价格较贵,使得注胶式隔热门窗的成本较高,甚至大部分企业不愿意出高价购买进口设备,致使在国内市场占有份额较少,只能在一些高档窗及出口型材应用。
目前由国内相关公司自主研发出最新的注胶设备和聚氨酯胶在性能上已达到国外进口产品水品,价格却便宜很多,浇注出的型材能达到甚至超过国家2005年3月正式颁布实行的隔热铝型材标准(标准参见GB/T5237.6-2004)在性能和成本方面都具有了极强的竞争优势。
下边就把这种浇注式型材与穿条式型材作个综合的对比(*注:以下数据由大连固得、大连华工、南山铝业提供,型材标准及检测标准参照国标GB/T5237.6-2004)。
一、隔热型材成本分析型材类型单位质量胶的浇注长度隔热胶单价(元/kg)每米需浇注胶重量(kg)每米型材浇注胶成本AA型12.25m/kg 30 0.0816 2.54元BB型8.64m/kg300.1157 3.47元注, 注胶式隔热型材(参见GB/T5237.6-2004)穿条式隔热型材国产PA66 I型 1.5元/米型材插条成本3元/米T型 2.4元/米型材插条成本4.8元/米进口PA66 I型3元/米型材插条成本6元/米T型4元/米型材插条成本 8元/米PVC插条I型0.8元/米型材插条成本 1.6元/米T型1元/米型材插条成本 2元/米注胶式型材横截面积小比穿条型材小,而且穿条式型材为保证型材强度,穿条槽口设计必须较宽,一方面做出的窗透光面积小,另一方面型材单位长度用铝量较多。
通常浇注胶槽口宽度比穿条胶宽度小0.8cm,经计算注胶式铝型材比插条吨型材出材率高11.8%左右,制造1000平方米门窗大约比穿条式型材节省约1吨型材。
三、隔热材料性能对比材料性能浇注用隔热胶(参考BB型材尺寸)穿条用尼龙隔热条(参考国外品牌数据)横向拉伸强度N/mm 330 244(两根I型条)水中浸泡试验强度变化324 下降湿热试验强度变化无明显变化下降脆性试验强度变化略增加略增加应力开裂试验合格-热传导率W/m·k 0.12 0.35浸水24h后强好下降隔热材料断裂伸长率10%-65% 4%密度g/cm³ 1.2 1.3四、综合性能分析对比(一)强度聚氨酯注胶式复合铝型材的强度大于尼龙66。
由于聚氨酯浇注到铝型材的隔热槽内固化形成隔热桥是聚氨酯与铝合金粘合为一体的过程,所以铝材的强度高。
穿条式复合铝型材是把隔热条穿到两块铝型材的工艺槽内,再经过辊压使之成为一体。
辊压的过程使得材料的内部结构发生了变化,产生应力使型材的整体强度变差,甚至产生明显的裂纹使之成为废品。
为了防止辊压过程中产生裂纹,型材在挤出时就要控制硬度不宜过高。
这样,在条件要求较高的场合如:体育场馆、幕墙、自然博物馆、沿海及地震发多地带,浇注式型材更显现出突出的优势。
(二)吨型材出材率聚氨酯注胶式复合型材横截面积小。
通常浇注胶宽度比穿条胶宽度小0.8cm,经计算注胶式铝型材比插条吨型材出材率高11.8%左右,制造1000平方米门窗大约比穿条式型材节省约1吨型材。
(三)可塑性聚氨酯注胶式铝型材的可拉弯性比穿条式型材好。
现在的门窗多种多样,异形门窗越来越多,要求型材的可塑性一定要好。
浇注式铝型材易于加工任何形状的门窗,包括号3600的圆弧形。
而穿条式型材由于隔热条与型材的连接不牢固,型材变形大时,隔热条易从铝型材的连接槽内脱出,使可应用窗型受到限制。
(四)隔热效果及内外双色聚氨酯注胶式复合铝型材与尼龙66均可实现双色。
穿条式复合铝型材的铝合金部分是经过两次挤出的,铝型材内外两部分单独进行表面处理;再经过开齿、穿条、辊压可以完成双色结构。
浇注式的双色形成工艺;1、铝型材内外两部分经过两次挤出,分别进行表面处理。
2、将铝型材经过专用设备进行复合—注胶—切桥。
五、门窗厂自注胶和采购成品注胶型材的成本对比及计算方法:浇注式成品型材单价约为:25000元/吨,净料为:25000÷0.94=26600元/吨。
如果门窗厂自己注胶:聚氨酯价格为:30000 元/吨,聚氨酯用量一般为型材的10%,铝型材(指喷涂料含包装)为:22000元/吨,净料为:22000÷0.94=23404元/吨,则自浇注型材净料成本为:(23404+30000×10%)÷1.1=24004元/吨。
每吨差价为:26600元/吨-24004元/吨=2596元/吨。
我们选择自己注胶每吨可以节省2596元,如果每年可加工两万平方米的门窗,每平米用料按照7.5公斤计算,则可以节省:20000×7.5÷1000×2596=389400元(约39万元)。