电焊工实际操作评分标准
焊工实操考核评分标准
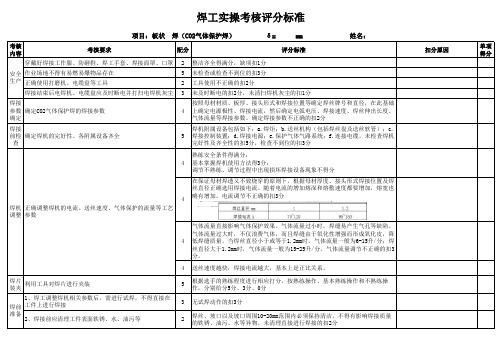
考核内容考核要求配分评分标准扣分原因单项得分穿戴好焊接工作服、防砸鞋、焊工手套、焊接面罩、口罩2整洁齐全得满分,缺项扣1分作业场地不得有易燃易爆物品存在5未检查或检查不到位的扣3分正确使用打磨机、电缆盘等工具2工具使用不正确的扣2分焊接结束后电焊机、电缆盘应及时断电并打扫电焊机灰尘3未及时断电的扣2分,未清扫焊机灰尘的扣1分焊接参数确定确定CO2气体保护焊的焊接参数4按照母材材质、板厚、接头形式和焊接位置等确定焊丝牌号和直径,在此基础上确定电源极性、焊接电流,然后确定电弧电压、焊接速度、焊丝伸出长度、气体流量等焊接参数。
确定焊接参数不正确的扣2分焊接前检查确定焊机的完好性、各附属设备齐全5焊机附属设备包括如下:a.焊炬;b.送丝机构(包括焊丝盘及送丝软管);c.焊接控制装置;d.焊接电源;e.保护气体气路系统;f.连接电缆。
未检查焊机完好性及齐全性的扣5分,检查不到位的扣3分4熟练安全条件得满分;基本掌握焊机使用方法得3分;调节不熟练、调节过程中出现损坏焊接设备现象不得分4在保证母材焊透又不致烧穿的原则下,根据母材厚度、接头形式焊接位置及焊丝直径正确选用焊接电流。
随着电流的增加熔深和熔敷速度都要增加,熔宽也略有增加。
电流调节不正确的扣3分4气体流量直接影响气体保护效果。
气体流量过小时,焊缝易产生气孔等缺陷。
气体流量过大时,不仅浪费气体,而且焊缝由于氧化性增强而形成氧化皮,降低焊缝质量。
当焊丝直径小于或等于1.2mm时,气体流量一般为6-15升/分;焊丝直径大于1.2mm时,气体流量一般为15-25升/分。
气体流量调节不正确的扣3分。
4送丝速度越快,焊接电流越大,基本上是正比关系。
焊片装夹利用工具对焊片进行夹装5根据选手的熟练程度进行相应打分,按熟练操作、基本熟练操作和不熟练操作,分别给分5分、3分、0分1、焊工调整焊机相关参数后,需进行试焊,不得直接在工件上进行焊接3无试焊动作的扣3分2、焊接前应清理工件表面铁锈、水、油污等2焊丝、坡口以及坡口周围10-20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水等异物。
焊工实操考试评分标准

焊工实操考试评分标准
1、方法:焊接一道固定管道焊口。
2、打分标准:焊瘤10分、外观10分、熔透性10分、夹渣10分、咬边10分、气孔10分。
(1)、焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
按表面成形情况实际打分。
发现一处扣1分。
(2)、外观:按表面综合情况实际打分。
发现一处裂纹扣3分,鱼鳞纹不均匀扣2分,未焊满扣1分,烧穿一处扣1分,表面成形差扣1分,焊口错边扣1分,焊缝不饱满或过饱满扣1分。
(3)、熔透性:指未焊透,焊接时接头根部未完全熔透的现象。
以管子焊口内壁为观察点,整个焊口全部融透为10分,把整个焊口看成十等份,融透占焊口的几份,则得几分。
(4)、夹渣:指由于焊接工艺不当,或者焊接材料不符合要求,在焊缝金属内部或熔合线内部有非金属物的现象。
夹渣一处扣2分,严重者扣3分。
(5)、咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边占整个焊口的十分之几,就扣几分。
(6)、气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。
出现一个气孔扣2分。
机电部
2012年11月22日。
电焊工技师实际操作考试评分标准
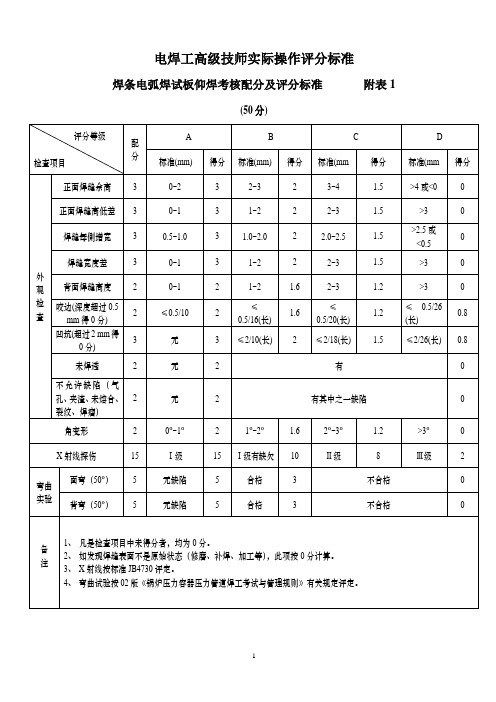
1.0~2.0
2
2.0~2.5
1.5
>2.5或<0.5
0
焊缝宽度差
3
0~1
3
1~2
2
2~3
1.5
>3
0
背面焊缝高度
2
0~1
2
1~2
1.6
2~3
1.2
>3
0
咬边(深度超过0.5 mm得0分)
2
≤0.5/10
2
≤0.5/16(长)
1.6
≤0.5/20(长)
1.2
≤0.5/26 (长)
0.8
凹坑(超过2mm得0分)
(30分)
评分等级
检查项目
配
分
A
B
C
D
标准(mm)
得分
标准(mm)
得分
标准(mm
得分
标准(mm
得分
外观检查
正面焊缝余高
1.5
0~1
1.5
1~2
1.0
2~3
0.8
>3或<0
0
正面焊缝高低差
1.5
0~1
1.5
1~2
1.0
2~3
0.8
>3
0
焊缝每側增宽
1.5
0.5~1.0
1.5
1.0~2.0
1.0
2.0~2.5
0.8
>2.5或<0.5
0
焊缝宽度差
1.5
0~1
1.5
1~2
1.0
2~3
0.8
>3
0
背面焊缝高度
1.5
0~1
实操考核评分标准(焊工)

焊接评分项目 试件质量(70分)
姓名 分值
1.穿戴劳动防 护用品
2设备准备
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
5分
5分
试件铆对
5分
操作手法及试焊 【电流电压调试 焊缝完整度
】
10分
10分
焊角高度 10分
备注:1、参加考核人员必须严格遵守考场纪律不迟到,每迟到1分钟扣除1分,迟到15分钟以上取消考核资格。 成绩60分为及格数。4、考试者未按规定时间内完成的人,每超出1分钟扣除1分;5、考试规定时间:理论为60分
试评分标准
分项目
试件质量(70分)
焊接缺陷【气孔,咬 边,未融合,】等
30分
整体外观
20分
考后结尾(5分)
合计
1关电2关气3打扫现场
5分
100分
分钟以上取消考核资格。2、在考核过程中弄虚作假取消考核资格。3、考核综合 考试规定时间:理论为60分钟;实践为60分钟;
特种作业人员建筑电焊工实操训练和操作考核项目及评分标准

特种作业人员建筑电气焊接(切割)工实操训练和操作考核项目及评分标准一、钢筋电弧焊作业1、考核设备及器具①设备:交流弧焊机BX500-1750一台;②材料:直径8㎜钢筋、12×4㎜2镀锌扁钢、不同型号焊条若干;③个人安全防护用品。
2、考核方法①按照安全操作规程的规定,使用搭接方法将8㎜钢筋焊接在一块12×4㎜2镀锌扁钢上。
②考核时间:90min。
具体可根据实际考核情况调整。
③考核评分标准:满分60分。
考核评分标准见表一。
各项目所扣分数总和不得超过该项应得分值。
(表一)二、钢筋电渣压力焊作业1、考核设备及器具①设备:MH—36、40竖向钢筋电渣压力焊机一台;②材料:直径14~30㎜钢筋、焊剂若干;③个人安全防护用品。
2、考核方法:使用直接引弧法将两根直径相同的钢筋焊接在一起。
3、考核时间:15min。
具体可根据实际考核情况调整。
4、考核评分标准:满分15分。
考核评分标准见表二,各项目所扣分数总和不得超过该项目应得分数。
(表二)三、焊接闪光对焊作业1、考核设备及器具①设备:UN1-75 闪光钢筋对焊机一台;②材料:直径10~20㎜钢筋若干;③个人安全防护用品。
2、考核方法:使用“连续闪光焊”将两根相同牌号、直径的钢筋焊接在一起。
3、考核时间:15min。
具体可根据实际考核情况调整。
4、考核评分标准:满分15分。
考核评分标准见表三,各项目所扣分数总和不得超过该项目应得分数。
(表三)四、气瓶的贮存、搬运、使用的隐患查找1、考核器具:氧气、乙炔、石油液化气等气瓶贮存、搬运、使用的图示资料如干;2、考核方法:从氧气、乙炔、石油液化气等气瓶贮存、搬运、使用的图示资料中随机抽取4张,由考生查找存在的安全隐患并说明处置方法。
3、考核时间:10 min。
具体可根据实际考核情况调整。
4、考核评分标准:满分10分。
在规定时间内查找出存在的安全隐患并说明处置方法的,每项得2.5分;查找出存在的安全隐患不能说明处置方法的,每项得1分。
电气焊工技能等级考核项目及评分标准

电气焊工技能等级考核项目及评分标准电气焊工技能等级考核项目及评分标准高级电(气)焊工一、工作技能(40分)1、熟知本岗位相关的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(10分)3、掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(5分)4、合理布置车间内部焊接、通风和防护设备的基本知识。
(5分)5、对相关岗位的操作技能达到中级水平,并能够解决工作中出现的疑难问题。
(5分)6、具有一定的专业理论知识如:识图以及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件的合格率达到95%以上。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
(5分)3、检修工作按计划进行,材料工器具的准备及时准确,判断问题清楚,解决问题到位。
(3分)4、检修后的设备及备件要保证一定的使用时间,对经常出现的故障部位要提出整改意见,措施到位,效果明显。
(4分)三、工作效率(20分)1、准备工作要及时准确,不重复工作,检修工作有序连贯。
(10分)2、能在计划时间内完成工作并达标,能在计划材料量的前提下完成工作并达标。
(10分)四、工作经验(20分)1、从事焊工工作8年以上。
(8分)2、参加或负责过本单位的设备维修工作。
(5分)行过程中的突发故障。
(7分)中级电(气)焊工一、工作技能(40分)1、熟知本岗位及相关岗位的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(5分)3、掌握本岗位(车间)的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工任务。
(5分)4、能够经济合理的准备本岗位的备品备件。
(5分)5、能够解决工作中出现的突发故障。
(5分)6、具有相应的专业理论知识如:识图及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件合格率达到90%----95%。
焊工实操考核评分标准
考核内容考核要求配分评分标准扣分原因单项得分穿戴好焊接工作服、防砸鞋、焊工手套、焊接面罩、口罩2整洁齐全得满分,缺项扣1分作业场地不得有易燃易爆物品存在5未检查或检查不到位的扣3分正确使用打磨机、电缆盘等工具2工具使用不正确的扣2分焊接结束后电焊机、电缆盘应及时断电并打扫电焊机灰尘3未及时断电的扣2分,未清扫焊机灰尘的扣1分焊接参数确定确定CO2气体保护焊的焊接参数4按照母材材质、板厚、接头形式和焊接位置等确定焊丝牌号和直径,在此基础上确定电源极性、焊接电流,然后确定电弧电压、焊接速度、焊丝伸出长度、气体流量等焊接参数。
确定焊接参数不正确的扣2分焊接前检查确定焊机的完好性、各附属设备齐全5焊机附属设备包括如下:a.焊炬;b.送丝机构(包括焊丝盘及送丝软管);c.焊接控制装置;d.焊接电源;e.保护气体气路系统;f.连接电缆。
未检查焊机完好性及齐全性的扣5分,检查不到位的扣3分4熟练安全条件得满分;基本掌握焊机使用方法得3分;调节不熟练、调节过程中出现损坏焊接设备现象不得分4在保证母材焊透又不致烧穿的原则下,根据母材厚度、接头形式焊接位置及焊丝直径正确选用焊接电流。
随着电流的增加熔深和熔敷速度都要增加,熔宽也略有增加。
电流调节不正确的扣3分4气体流量直接影响气体保护效果。
气体流量过小时,焊缝易产生气孔等缺陷。
气体流量过大时,不仅浪费气体,而且焊缝由于氧化性增强而形成氧化皮,降低焊缝质量。
当焊丝直径小于或等于1.2mm时,气体流量一般为6-15升/分;焊丝直径大于1.2mm时,气体流量一般为15-25升/分。
气体流量调节不正确的扣3分。
4送丝速度越快,焊接电流越大,基本上是正比关系。
焊片装夹利用工具对焊片进行夹装5根据选手的熟练程度进行相应打分,按熟练操作、基本熟练操作和不熟练操作,分别给分5分、3分、0分1、焊工调整焊机相关参数后,需进行试焊,不得直接在工件上进行焊接3无试焊动作的扣3分2、焊接前应清理工件表面铁锈、水、油污等2焊丝、坡口以及坡口周围10-20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水等异物。
电焊工实际操作评分标准
5
每偏差2mm扣1分,偏差5mm以上扣除全部配分
操作
安全
标准
1、参赛选手自带劳保用品齐全(电焊帽、电焊手 套眼镜及绝缘鞋等)
3
劳保用品每缺一项扣2分
2、选手要按章作业,确保竞赛安全。
3
发生轻微伤事故扣3分,本项分扣完为止
合计
100分
姓名:
焊接时间:
4、正面焊缝余咼0〜2mm
6
累计超差长度每3mm扣2分
5、焊缝高度8mm焊缝宽度10mm
7
累计每5mm超差扣2分,累计超差长度超过30mm不得分
6、焊缝边缘直线度误差w 2mm
5
超差不得分
7、焊接时间
15
标准时间30分钟,每拖后2分钟扣一分,每提前2分钟加一分
8、角度
15
每偏差1°扣2分,偏差6°以上扣除全部配分
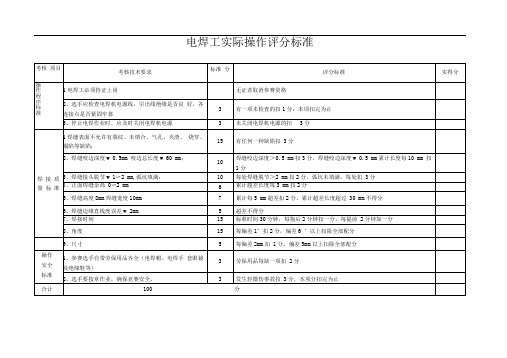
电焊工实际操作评分标准
考核 项目
考核技术要求
标准 分
评分标准
实得分
操作程序标准
1电焊工必须持证上岗
无证者取消参赛资格
2、选手应检查电焊机电源线,引出线绝缘是否良 好,各连接点是否紧固牢靠
3
有一项未检查的扣1分;本项扣完为止
3、停止电焊作业时,应及时关闭电焊机电源
3
未关闭电焊机电源Байду номын сангаас扣3分
焊 接 质 量 标 准
1焊缝表面不允许有裂纹、未熔合、气孔、夹渣、 烧穿、塌陷等缺陷;
15
有任何一种缺陷扣3分
2、焊缝咬边深度w 0.5mm咬边总长度w60mm;
10
焊缝咬边深度>0.5 mm扣3分,焊缝咬边深度w 0.5 mm累计长度每10mm扣1分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊工实际操作评分标准
姓名:_________ 得分:______
焊接时间: 总用时:
考核 项目 考核技术要求
标准分 评分标准
实得分 操 作 程 序 标 准
1、电焊工必须持证上岗
无证者取消参赛资格
2、选手应检查电焊机电源线,引出线绝缘是否良好,各连接点是否紧固牢靠
3 有一项未检查的扣1分;本项扣完为止 3、停止电焊作业时,应及时关闭电焊机电源 3 未关闭电焊机电源的扣3分 焊 接 质 量 标 准
1、焊缝表面不允许有裂纹、未熔合、气孔、夹渣、烧穿、塌陷等缺陷;
15 有任何一种缺陷扣3分
2、焊缝咬边深度≤0.5mm , 咬边总长度≤60 mm ;
10 焊缝咬边深度>0.5 mm 扣3分,焊缝咬边深度≤0.5 mm ,累计长度每10 mm 扣1分
3、焊缝接头脱节≤1~2 mm ,弧坑填满; 10 每处焊缝脱节>2 mm 扣2分,弧坑未填满,每处扣3分
4、正面焊缝余高0~2 mm 6 累计超差长度每3 mm 扣2分
5、焊缝高度8mm ;焊缝宽度10mm 7 累计每5 mm 超差扣2分,累计超差长度超过30 mm 不得分
6、焊缝边缘直线度误差≤2mm ; 5 超差不得分
7、焊接时间 15 标准时间30分钟,每拖后2分钟扣一分,每提前2分钟加一分 8、角度
15 每偏差1°扣2分,偏差6°以上扣除全部配分 9、尺寸
5 每偏差2mm 扣1分,偏差5mm 以上扣除全部配分 操作 安全 标准 1、参赛选手自带劳保用品齐全(电焊帽、电焊手套眼镜及绝缘鞋等)
3 劳保用品每缺一项扣2分
2、选手要按章作业,确保竞赛安全。
3
发生轻微伤事故扣3分,本项分扣完为止
合计
100分。