普通车工评分标准(项目一)
湖北车工考核标准最新
湖北车工考核标准最新湖北车工考核标准最新湖北车工考核标准是用于评估车工工作能力和绩效的一套评定方法。
随着汽车工业的快速发展,车工的技能和效率对于企业的生产效益和竞争力至关重要。
因此,制定科学合理的考核标准对于提高车工的工作质量和效率是非常必要的。
首先,湖北车工考核标准需要评估车工的技术能力。
技术能力是衡量车工水平高低的重要指标之一。
车工需要精通常见的车削、镗削、钻削等加工工艺,并能熟练操作各种车床设备。
此外,车工还要具备良好的工艺分析和问题解决能力,能够根据零部件的要求合理选择加工工艺,并能及时处理加工中遇到的问题。
其次,车工考核标准需要评估车工的生产效率。
生产效率是衡量车工工作绩效的关键指标。
车工需要能够在规定的时间内按照要求完成一定数量和质量的加工任务。
同时,车工还需要具备良好的逻辑思维和时间管理能力,能够根据加工任务的复杂程度和工艺要求合理安排时间,并能有效地组织工作,提高工作效率。
另外,车工考核标准还需要评估车工的质量控制能力。
质量是产品的生命,也是企业的生存之本。
车工需要能够根据图纸和工艺要求进行精确的加工,确保加工件的尺寸和表面粗糙度符合要求。
同时,车工还需要具备良好的观察和判断能力,能够及时发现和处理加工中出现的质量问题,并能采取有效措施防止类似问题的再次发生。
最后,车工考核标准还需要评估车工的团队合作意识和自我学习能力。
在现代企业中,团队合作和不断学习是车工必备的素质。
车工需要具备良好的沟通和协调能力,能够与其他工种的员工合作,共同完成加工任务。
此外,车工还需要具备自我学习的意识和能力,不断学习新的加工工艺和设备操作技术,提高自己的技能水平。
总之,湖北车工考核标准最新的一套评定方法,旨在全面评估车工的技术能力、生产效率、质量控制能力和团队合作意识。
通过科学合理的评估,可以促进车工的综合素质提升,进而提高企业的生产效益和竞争力,推动整个汽车工业的发展。
车工、钳工评分标准

要求40分钟内完成,满分100分
1.加工过程满分30分;
要求一边用钢锯加工、一边用扁铲加工、一边用锉刀加工,有一条边未按要求加工的扣10分。
2.三条边尺寸满分30分;
三条边每条边的尺寸误差在±0.5内得满分,有一条边超差的扣10分。
3.加工表面粗糙度满分30分;
三条加工面的表面粗造度,锉刀加工面粗糙度要求达到3.2 、扁铲加工面粗糙度要求达到6.3、钢锯加工面粗糙度要求达到12.5,有一面未达到表面粗糙度扣10分。
4.工具使用满分10分;
在加工过程中能够做到正确使用工具的得满分,有一样工具受到损坏扣5分。
要求30分钟内完成,满分100分
1.有公差要求的尺寸满分20分;
即¢24±0.02、¢20±0.02,有一个未达到要求的扣10分。
2.加工的螺纹满分20分;
如果螺纹与正常M20螺母用手能正常旋入得满分,过松或过紧、扣5分,如果M20螺母用手不能旋入扣10分。
3.表面粗糙度要求满分20分;
即有表面粗糙度要求的表面,圆柱面或锥形面有一面未达到粗糙度要求的扣10分。
4.没有尺寸公差要求的尺寸能保证误差在±1内得满分20分;
即要求锥面长度20,和螺纹长度25,如有一项未误差未在±1内的扣10分。
5.要求加工倒角满分10分;
有一个倒角未加工的扣5分。
6.在加工过程中有损坏刀具的扣10分。
汽车驾驶技能操作评分标准(评分表)
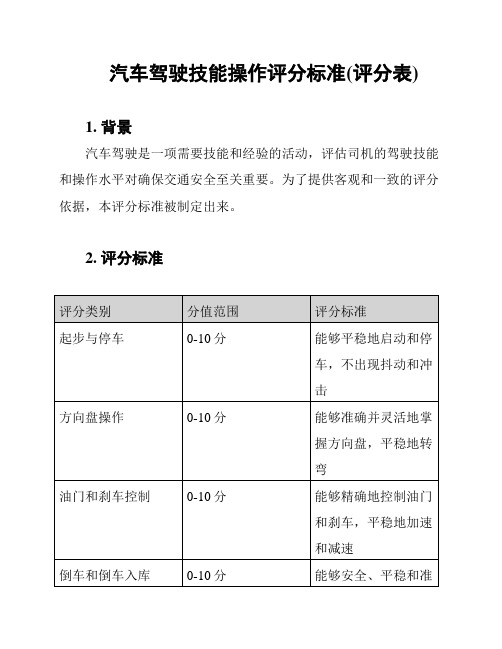
汽车驾驶技能操作评分标准(评分表)
1. 背景
汽车驾驶是一项需要技能和经验的活动,评估司机的驾驶技能和操作水平对确保交通安全至关重要。
为了提供客观和一致的评分依据,本评分标准被制定出来。
2. 评分标准
3. 使用说明
- 评分标准根据每个评分类别的驾驶技能和操作水平制定出来。
- 每个评分类别都有一个对应的分值范围,根据司机的实际表
现进行评分。
- 每项评分标准应该严格按照实际表现进行评判,确保评分客观准确。
- 最后通过计算各项评分的总和,得出司机的总得分。
4. 结论
本评分标准可以作为评估司机驾驶技能和操作水平的依据,促进交通安全和提高驾驶员的驾驶水平。
同时,评分标准需要得到合理使用和严格执行,以确保评分的公正性和准确性。
---
*注意:本评分标准仅供参考,实际使用时应根据具体情况进行调整和完善。
*。
汽车修理工考核办法及评分标准
汽车修理工考核办法及评分标准汽车修理工考核办法及评分标准项目一在无记号情况下更换汽油机正时齿形带(一)1.竞赛方式:以赛形式,完成2.竞赛要求:在规定时间内完成,现场清理工作。
:材料的准备是否齐全;是否正确;符合及要求(4)施工过程中是否规范(5)规定时间内完成。
二)材料准备序号名称型号及规格数量 1 桑塔纳发动机 JV汽油机 1台(2)材料准备(单工位)序号名称型号及规格数量 1 正时皮带 JV汽油机 1根 2 毛巾 1条(3)工、用具准备(单工位)序号名称型号及规格备注 1 开口扳手 1套比赛场地准备 2 梅花扳手 1套比赛场地准备 3 套筒 1套比赛场地准备 4 活动扳手 12吋比赛场地准备 5 螺丝刀+、-字比赛场地准备 6 内六扳手 6mm 比赛场地准备 7 扭力扳手 100N.m 比赛场地准备 8 火花塞套筒 1 比赛场地准备 9 弹性挡圈钳 1 比赛场地准备2、竞赛操作规定及说明1)操作程序说明:(1)准备工作;(2)拆下正时皮带;(3)校正正时,安装正时皮带,调整松紧度;(4)安装附件,校正点火正时;(5)清理场地。
2)竞赛规定说明:(1)如操作违章或未按操作程序执行操作,将停止竞赛;(2)竞赛将采取百分制。
(3)方式说明:该项目为实际操作,过程按评分标准及操作过程进行评分汽车修理工竞赛操作技能考核评分记录表考核时间:20min工位号项目名称项目一:在无记号情况下更换汽油机正时齿形带起止时间:开始时间时分秒结束时间时分秒用时分秒序号考核内容评分要素配分评分标准检测结果扣分得分备注 1 拆卸附件拆卸发电机、水泵皮带和带轮 5 操作方法正确 2 拆下正时皮带拆下正时皮带下护罩,旋松张紧轮,取下正时皮带 5 取下正时皮带外壳、旋松张紧轮拆下正时皮带更换3 安装正时皮带检查涨紧轮轴承 5 检查方法正确校正曲轴位置 20 位置正确校正分电器位置 10 位置正确检查新正时齿形带 5 检查方法正确校正凸轮轴正时齿形带轮位置并安装正时齿形带;调整并检查正时皮带松紧度 25 位置正确、松紧度正确、检查方法正确 4 安装附件检查点火正时装回正时皮带罩,安装带轮、皮带,紧固曲轴及水泵带轮并调整其松紧度. 15 操作方法正确检查点火正时 5 操作方法正确 5 清理场地清理场地,收工具 5 未收、少收工具从总分中扣3分;场地不清洁从总分中扣5分 6 安全文明操作工具使用正确、无违反安全操作规定每违反一项规定从总分中扣5分;严重违规取消考核 7 考核时限在规定时间内完成到时停止操作考核合计 100裁判员:时间:年月日项目二:起动机故障诊断与排除(一)1.竞赛方式:以赛形式,完成2.竞赛要求:在规定时间内要求选择好所需设备、材料及工具;正确使用检测设备和工具;按操作规范用蓄电池或万用表检测起动机的性能,判断故障部位,解体起动机进行检测与维修,装复后进行空转实验,要求快速而准确的完成工作。
车工技能考试试题及评分标准

项目
考核评分标准
考核项目
考核内容
评分标准
分值
得分
1.准备工作
装夹毛坯;备齐工、量具;刃磨、夹刀具;对刀。
未备齐、未校验量具;毛坯、刀具装夹悬伸过长;刀尖过高、低各扣1分。
5
2.机床参数选用
调整机床转速,进给量。
针对粗、精车削,不合理选用机床转速或进给量,每项扣2分。
5
3.车Φ46,Φ42外圆
控制Φ46,Φ42外圆精度,长度
4.准备时间不计入考核时间,提前完成操作不加分,超时停止操作。
序号
准备工作
名称
规格
数量
备注
1
材料准备
圆钢
Φ50×64
1件
45#
2
设备准备
普通车床
CD6140A
1台
3Hale Waihona Puke 量具准备游标卡尺0~150
1把
万能角度尺
Ⅱ型
1把
千分尺
25~50
1把
4
刀具准备
外圆车刀
45°;90°;
2把
螺纹刀
三角螺纹刀
1把
切断刀
刀宽≥2mm
无人身、机具事故,文明操作,清洁工、量具等。
损坏机具扣5分,发生事故不给分。不文明操作,未清洁,打扫机床等,每项扣1分
10
考评教师签字
日期
地点
总分
2010年高二机加专业月考技能操作考核项目
考试项目
螺纹轴
专业
机械加工
班级
高二
姓名
考号
工位
考试时限
60分钟
项目
考核技术图纸
考
核
说
车工技能考核鉴定标准

车工技能考核鉴定标准
(车削螺纹轴)
一、工件图样
二、车削步骤
1、用三爪自定心卡盘夹持坯料外圆,伸出长度不少于80mm。
外圆见光至卡盘
处,车端面见光,钻中心孔。
2、掉头夹持已车削部分外圆,找正夹牢。
车端面截总长至尺寸。
钻中心孔,车外圆成φ43,
长度10mm。
3、调头采用一夹(夹φ43外圆)一顶方法,粗车φ42长120mm,外圆留2mm精车余量。
4、粗车φ36,长度为79mm,外圆留2mm精车余量。
,长度为14mm,外圆留2mm精车余量。
5、粗车φ260
-
033
.0
6、精车φ42(保证长度达40mm,以便下道工序找正时用)至尺寸。
7、精车φ36至尺寸。
至尺寸。
8、精车M36外圆及φ260
-
.0
033
9、车槽10
φ至尺寸,倒角15°及C1成形。
26⨯
10、粗车、精车M36×2至尺寸。
11、调头垫铜皮夹φ42外圆,伸出长度40mm左右,找正夹牢。
粗车、精车 1∶10圆锥至
尺寸。
12、钻头、粗车、精车内孔φ25至尺寸。
13、孔口倒角C1成形。
三、评分标准
考评教师:和分教师:考评时间:。
车工初级实操评分标准

3ቤተ መጻሕፍቲ ባይዱ
螺纹尺寸1处
10
每超差0.05mm扣2分
螺纹长度错误不得分
螺纹牙距错误扣3分
4
长度尺寸4处
20
每错一处扣5分
每超差0.05mm扣2分
5
倒角3处
9
每错一处扣3分
6
表面粗超度Ra
10
每降一级扣2分
7
退刀槽
6
错误不得分
8
其余
5
9
总得分
参赛选手:评分人:日期:
车工操作技能考核评分标准
1、考核内容
a)准备工作。
b)操作过程。
c)使用工具
d)安全及其它。
2、考核时限
a)准备工作5min.
b)正式操作2H.
c)计时从正式操作开始,至操作完毕。
d)超时1min从总分中扣1分,超时10min停止操作。
3、考核评分
a)监考员负责考场事物。
b)采用百分制,满分为100分。
c)考评员可根据考生所在装置的实际情况,对评分标准做适当调整。
d)各项配分依据难易程度、精度高低和重要程度制定。
序号
考 核 项 目
配分
评 分 标 准
检测结果
得分
1
加工编程
20
编程每错一处扣2分
安全性重大错误的第一次发生扣5分,第二次发生再扣10分,第三次终止参赛资格。
2
直径尺寸3处
20
每错一处扣7分
(车工)实践操作技能考核评分表 -

煤矿(车工)操作作业实操考核评分细则(专业部分)姓名单位准考证号考核成绩考核项目考核时间标准分考核内容及要求得分扣分口头问答题30分钟10分1、切削液的主要作用是什么?答:切削液又称冷却润滑液,主要用来降低切削温度和减少摩擦。
此外,还有冲去切屑的清洗作用,从而延长刀具的使用寿命和提高表面的质量。
10分2、什么是背吃刀量、进给量和切削速度?答:工件上已加工表面与待加工表面之间的垂直距离叫背吃刀量。
工件每转一转,车刀沿进给方向移动的距离叫进给量。
切削速度是主运动的线速度10分3、偏移尾座法车圆锥面有哪些优缺点?适用在什么场合?答: 偏移尾座法车圆锥面的优点是:可以利用车床自动进给,车出的工件表面粗糙度值较小,并能车较长的圆锥。
缺点是:不能车锥度较大的工件,中心孔接触不良,精度难以控制。
适用于加工锥度较小,长度较长的工件。
10分4,车螺纹时,产生扎刀是什么原因?答:(1)车刀前角太大,中滑板丝杠间隙较大。
(2)工件刚性差,而切削用10分5、卧式车床有哪些主要部件组成的?答:卧式车床由床身、主轴箱溜板箱及滑板刀架进给箱、挂轮箱及尾座6大部分组成.10分6、怎样合理使用车刀?答(1)根据车削加工内容不同,选择合适类型的车刀.(2)根据加工材料、加工特点和加工要求,正确地选择刀具材料,合理选择车刀的几何形状和角度.(3)要合理选择切削用量.对切削速度、切削深度和进给量要根据具体情况综合考虑,全面衡量,恰当选择,不要单纯追求高速转速切削.车刀装夹时,刀杆不要从刀架伸出太长,尽可能短些.车刀刀尖应对准工件中心,刀垫要平整,要用两个紧固螺钉紧固.(4)车削过程中,若发现车刀磨损变钝,要及时刃磨或换刀,不能凑合着使用,以免造成刀刃崩刃或打刀.10分7、如何正确使用麻花钻在车床上进行钻孔?答:(1)钻头在尾座内要准确定心;(2)钻直径大的孔时,不宜一次钻出。
(3)钻深孔时,必须经常退出钻头,清理切屑;(4)对钢料钻孔,必须有充分的切削液;(5)将把孔钻透时,应慢摇进给手柄减少进给量。