乳品厂设备的清洗
乳品生产技术第十章乳品厂设备的清洗
乳品厂设备的清洗
4. 清洗温度 清洗温度指清洗循环时在回流管线上测定的清洗液温 度,该温度在清洗过程中应保持稳定。一般来说,温度每 升高10℃,化学反应速度会提高 1.5 ~2 倍。乳品加工的主 要残留是奶垢(蛋白质、脂肪、碳水化合物、无机盐等), 因此清洗温度不应低于60℃,通常情况下氢氧化钙的清洗 温度设定为70~90℃,硝酸的清洗温度设定为60~80℃。 5. 清洗流量 为了保证清洗过程中能产生足够的机械作用,可以通 过提高清洗液流量来提高冲击力,获得良好的清洗效果, 并可以相对补偿清洗液浓度、清洗时间、清洗温度不足而 造成的影响。
中有PO43 离子残留,产品的理化检测值会在正常范围内, 产品从表面看也处于正常的状态。可是对这样的产品进行 加热后,就会出现白色沉淀,原因是形成磷酸钙Ca3(PO4)2 沉淀。
乳品厂设备的清洗
3. 螯合剂
在清洗用水的硬度较高时,碱洗过程中会发生一定的 化学反应。例如氢氧化钠溶液作为清洗液时发生的化学反 应有: Ca(HC03)2十2NaOH →CaCO3++Na2CO3+2H20 MgSO4十2NaOH → Mg(OH)2++Na2SO4 CaS04+Na2C03 → CaC03+Na2S04
乳品厂设备的清洗
10.1.1 清洗类型 1. 物理清洁 物理清洁指从被清洗表面上去除肉眼可见的污垢。 2. 化学清洁 化学清洁指不仅去除被清洗表面上肉眼可见的污垢, 而且还去除了微小的、通常为肉眼不可见的,但可嗅出或 尝出的沉积。 3. 微生物清洁 通过消毒杀死被清洗表面上大部分细菌,杀灭病原菌。 4. 无菌清洁 被清洗表面上所有微生物均被杀灭。 微生物清洁是乳品生产设备清洁所要达到的标准,达 到微生物清洁的前提是物理清洁和化学清洁。
CIP

CIP清洗系统是一种理想的设备及管道清洗方法,目前在食品加工企业,特别在乳制品企业中的应用越来越广泛。
食品加工企业在产品生产过程中,加工设备及管道的清洗非常重要.加工设备及管道在使用后会产生一些沉积物,如不及时、彻底地清洗,将直接会影响产品的质量.CIP清洗系统除了靠溶液浸渍软化污物之外,其主要原理是利用洗剂溶液之化学能,将污物之蛋白质、脂肪及碳水化合物,加以溶解、水解、皂化。
然后利用洗剂溶液在管件中流动产生扰流的运动能,去除管件表面已被分离、溶化,分解、乳化、皂化的污物。
同时利用桶槽内的喷雾洗涤装置,淋洗桶槽内部表面。
CIP清洗装置具有以下的优点:1、CIP清洗系统分手动、半自动及全自动三种供用户选择2、与手洗相比,不但没优因作业者之差异而影响清洗效果,还能提高其产品质量。
3、能防止清洗作业中的危险,节省劳动力。
4、可节省清洗剂、蒸汽、水及生产成本。
5、能增加机器部件的使用年限。
6、CIP清洗系统能使生产计划合理化及提高生产能力。
CIP清洗系统1、CIP清洗系统在食品生产中的广泛应用。
目前,就地清洗系统已广泛应用于饮料、乳品、果汁、酒类等机械化程度较高的食品生产企业中。
就地清洗简称CIP,又称清洗定位或定位清洗。
就地清洗是指不用拆开或移动装置,即采用高温、高浓度的洗净液,对设备装置加以强力作用,把与食品的接触面洗净的方法。
目前,CIP广泛应用在食品行业,主要特点有:能保证一定的清洗效果,提高产品的安全性;节约操作时间,提高效率;节约劳动力,保障操作安全;节约水、蒸汽等能源,减少洗涤剂用量;生产设备可实现大型化,自动化水平高;延长生产设备的使用寿命。
2、CIP清洗的作用机理化学能主要是加入其中的化学试剂产生的,它是决定洗涤效果最主要的因素。
一般厂家可根据清洗对象污染性质和程度、构成材质、水质、所选清洗方法、成本和安全性等方面来选用洗涤剂。
常用的洗涤剂有酸、碱洗涤剂和灭菌洗涤剂。
酸、碱洗涤剂的优点有:能将微生物全部杀死;去除有机物效果较好。
第十四章 乳品厂设备的清洗讲解
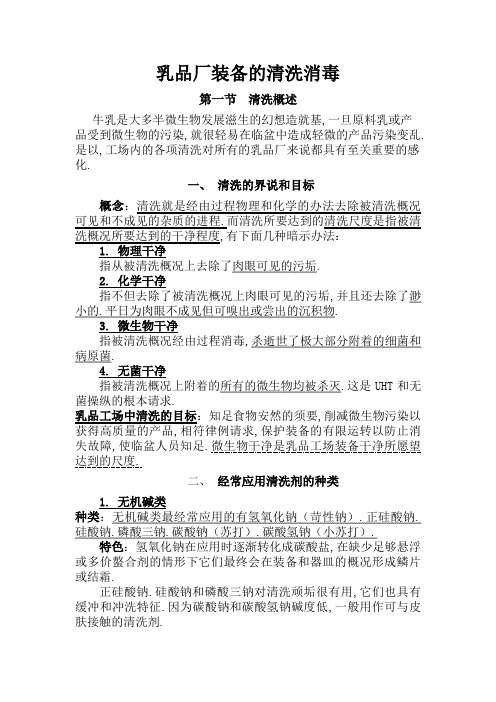
受热表面上的沉积物
管路系统中
难以清洗的 部位
管路系统中难清洗部位的例子
Flow versus design
Technical Training Centre Lund, Sweden
FiS Q A
2/9908
TM-00029:11
ppt 12
乳制品加工厂设备的污垢
1、污垢的性质: 乳制品加工厂中的污垢主要由矿物质、脂类、
D.管式UHT灭菌系统的清洗程序 1.清水冲洗10分钟。 2.生产温度下的热碱性洗涤剂循环45~55分
钟(如137℃,浓度为2~2.5%的氢氧化钠 溶液)。 3.清水冲洗至中性,pH值为7。 4.105℃的酸性洗涤剂循环30~35分钟(如浓 度为1~1.5%的硝酸溶液)。 5.清水冲洗至中性。
E.奶罐的清洗流程:
许多复杂设备和系统要进行更多的维护。 ③灵活性不够。
这种清洗系统的使用限制在能安装设备的地 方,而移动式设备可在更大区域内使用。
(四)CIP清洗设备的要求 1.产品的残留沉积必须是同一种成份,以便可以使用同
一种清洗消毒剂。 2.被清洗设备表面必须是同一种材料制成,或至少是能
耐受同种清洗消毒剂的材料。 3.整个回路的所有部件,要能同时进行清洗消毒。
第十四章 乳品工厂设备的清洗消毒
第十四章 乳品厂设备的清洗
第一节 清洗与消毒 第二节 CIP系统
第一节 清洗与消毒
一、清洗消毒的含义与目的 二、设备与管路的清洗 三、设备与管路的消毒
一、清洗消毒的含义与目的
乳制品加工企业的生产过程中, 加工设备的清 洗是非常重要的, 因为加工设备在使用后会产生一些 污垢, 如果不进行及时、彻底地清洗, 将会影响产品 的卫生质量 .
乳品厂设备的清洗消毒
乳品厂装备的清洗消毒第一节清洗概述牛乳是大多半微生物发展滋生的幻想造就基,一旦原料乳或产品受到微生物的污染,就很轻易在临盆中造成轻微的产品污染变乱.是以,工场内的各项清洗对所有的乳品厂来说都具有至关重要的感化.一、清洗的界说和目标概念:清洗就是经由过程物理和化学的办法去除被清洗概况可见和不成见的杂质的进程.而清洗所要达到的清洗尺度是指被清洗概况所要达到的干净程度,1. 物理干净指从被清洗概况上去除了肉眼可见的污垢.2. 化学干净指不但去除了被清洗概况上肉眼可见的污垢,并且还去除了渺小的.平日为肉眼不成见但可嗅出或尝出的沉积物.3. 微生物干净指被清洗概况经由过程消毒,杀逝世了极大部分附着的细菌和病原菌.4. 无菌干净指被清洗概况上附着的所有的微生物均被杀灭.这是UHT和无菌操纵的根本请求.乳品工场中清洗的目标:知足食物安然的须要,削减微生物污染以,保护装备的有限运转以防止消失故障,使临盆人员知足.微生物干净是乳品工场装备干净所愿望达到的尺度.二、经常应用清洗剂的种类1. 无机碱类种类:无机碱类最经常应用的有氢氧化钠(苛性钠).正硅酸钠.硅酸钠.磷酸三钠.碳酸钠(苏打).碳酸氢钠(小苏打).特色:氢氧化钠在应用时逐渐转化成碳酸盐,在缺少足够悬浮或多价螯合剂的情形下它们最终会在装备和器皿的概况形成鳞片或结霜.正硅酸钠.硅酸钠和磷酸三钠对清洗顽垢很有用,它们也具有缓冲和冲洗特征.因为碳酸钠和碳酸氢钠碱度低,一般用作可与皮肤接触的清洗剂.2. 酸类种类:平日应用的酸有无机酸如硝酸.磷酸.氨基磺酸等,有机酸如羟基乙酸.葡萄糖酸.柠檬酸等.感化:这些酸在设计的配方中是用来除去碱性洗剂不克不及除掉落的顽垢.留意事项:酸一般对金属有腐化性,当清洗剂对装备有腐化的威逼时,必须添加抗腐化剂.3. 螯合剂种类:经常应用的螯合剂包含三聚磷酸盐.多聚磷酸盐等聚磷酸盐以及较合适作为弱碱性手工清洗液原料的EDTA(乙二胺四乙酸)及其盐类,葡萄糖酸及其盐类.感化:应用螯合剂的感化就是防止钙.镁盐沉淀在清洗剂中形成不溶性的化合物.螯合剂能推却高温,能与四价氨基化合物共轭.选择尺度:不合的螯合剂的选择取决于洗液的pH.4. 概况活性剂种类:概况活性剂有阴离子型.非离子型的胶体和阳离子型几种类型.阴离子概况活性剂平日是烷基磺酸钠等.阳离子概况活性剂主如果季铵化合物.感化:阴离子概况活性剂与非离子概况活性剂最合适于作洗涤剂,而胶体与阳离子的产品通经常应用作消毒剂.三.清洗的几个要素五个清洗要素包含清洗剂,清洗液中清洗剂的浓度或含量(清洗液浓度),清洗时光,清洗温度以及清洗流量.1. 清洗剂清洗剂所选用的规模较广,选用不合的清洗剂所能达到的清洗后果也各不雷同.2. 清洗液浓度进步清洗液浓度后可恰当缩短清洗时光或填补清洗温度的缺少.但是,清洗液浓度进步后会造成清洗费用的增长,并且浓度的增高其实不必定能有用地进步干净后果,有时甚至会导致清洗时光的延伸.3. 清洗时光清洗时光意味着人工费用增长的同时,因为停机时光的延伸,也会造成临盆效力降低和临盆成本进步.但是,假如一味地寻求缩短清洗时光,将可能会导致无法达到清洗后果.4. 清洗温度清洗温度是指清洗轮回时清洗液所保持的温度,这个温度在清洗进程中应当是保持稳固的,并且其测定点是在清洗液的回流管线上.清洗温度的升高一般会帮忙缩短清洗时光或降低清洗液浓度,但是响应的能量消费就会增长.是以清洗温度一般不低于60℃.对一般的加工装备清洗而言,若应用氢氧化钠(NaOH),温度为80~90℃;若应用硝酸(HNO3),温度为60~80℃.5. 清洗流量进步清洗时清洗液流量可以缩短清洗时光,并抵偿清洗温度缺少所带来的清洗缺少.但是,进步流量所带来的装备和人工费用也会跟着增长.此外,管路的设计.清洗液的流淌偏向对清洗后果也会产生必定的影响,个中影响较大的就是管路的末尾设计.四.清洗用水的供给1. 清洗用水的质量请求清洗用水应达到国度生涯饮用水尺度.清洗用水最好用软化水,总硬度在0.1~0.2mmol/L(5~10mg/L CaCO3)是最幻想的.细菌数要低于500cfu/ml,而大肠菌群要低于1cfu/100ml.2. 清洗用水的罕有问题(1)因为清洗用水没有氯化,或冲水罐封闭,致使水受到空气或虫害的污染,从而导致清洗和杀菌后的装备因为最后冲洗用水的污染而消失再污染.(2)清洗剂轮回后,若最后用硬水进行冲洗,可能引起装备.管路中消失鳞片状沉淀.(3)用硬水洗瓶.洗箱会腐化机械,堵塞喷头,增长能量消费.(4)硬水结垢后会堵塞罐内喷嘴以及过滤器.五.清洗的感化机理清洗的感化机理重要包含以下六个方面:1. 水的消融感化水是极性化合物,对于油脂性污垢几乎没有消融感化,对于碳水化食物(如糖).蛋白质.低级脂肪酸有必定的消融感化,而对于电解质及有机或无机盐类的消融感化较强.2. 热的感化经由过程加热加快污垢的物理与化学反响速度,使在清洗进程中易于脱落,从而进步清洗后果,缩短清洗时问.3. 机械感化机械感化是指由活动而产生的感化,如因为搅拌.喷射清洗液产生的压力和摩擦力.4. 界面活性感化界面指的是清洗液与污垢,污垢与被清洗物体(如管道.罐体等),被清洗物体与清洗液之间的接壤面.界面活性感化是指这些界面之间有选择的物理或化学感化的总称,包含潮湿.乳化.疏散.消融.起泡等等,而具有这种界面活性感化的化学物资称为概况活性剂.5. 化学感化化学感化是指清洗剂成分的化学反响,碱性清洗剂与油脂的皂化反响,与脂肪酸的中和反响,对蛋白质的分化反响.酸性清洗剂对无机盐性污垢的消融反响,以及过氧化物.氯化物类清洗剂对有机性污垢的氧化还原反响,有机螯合剂对金属离子的螯合感化等.6. 酶的感化酶的感化是指酶所具有的分化感化,如淀粉酶对淀粉的分化感化.第二节当场清洗概念:装备(罐体.管道.泵等)及全部临盆线在无须人工拆开或打开的前提下,在闭合的回路中进行清洗,而清洗进程是在增长了湍动性和流速的前提下,对装备概况的喷淋或在管路中的轮回,此项技巧被称为当场清洗(Cleaning In Place, CIP).CIP具有以下的长处:①安然靠得住,装备无须装配.②按程序安插步调进行,有用削减工资掉误.③清洗成本降低,水.洗剂.杀菌剂及蒸汽的耗量少.一、清洗程序的选择(一)冷管路及其装备的清洗程序清洗程序如下:(1)水冲洗3~5min.(2)用75~80℃热碱性洗涤剂轮回10~15min(若选择氢氧化钠,建议溶液浓度为0.8%~1.2%).(3)水冲洗3~5min.(4)建议每周用65~70℃的酸被轮回一次(如浓度为0.8%~1.0%的硝酸溶液).(5)用90~95℃热水消毒5min.(6)慢慢冷却10min(储奶罐—般不须要冷却).(二)热管路及其装备的清洗程序1. 受热装备的清洗受热装备是指混料罐.发酵罐以及受热管道等.(1)用水预冲洗5~8min.(2)用75~80℃热碱性洗涤剂轮回15~20min.(3)用水冲洗5~8min.(4)用65~70℃酸性洗涤剂轮回15~20min(如浓度为0.8%~1.0%的硝酸或2.0%的磷酸).(5)用水冲洗5min.(6)临盆前—般用90℃热水轮回15~20min,以便对管路进行杀菌.2. 巴氏杀菌体系的清洗程序(1)用水预冲洗5~8min.(2)用75~80℃热碱性洗涤剂轮回15~20min(如浓度为1.2%~1.5%的氢氧化钠溶液).(3)用水冲洗5min.(4)用65~70℃酸性洗涤剂轮回15~20min(如浓度为0.8%~1.0%的硝酸溶液或2.0%的磷酸溶液).(5)用水冲洗5min.3. UHT体系的正常清洗程序针对我国现有的临盆工艺前提,为达到优越的清洗后果,板式UHT体系可采纳以下的清洗程序:(1)用清水冲洗15min.(2)用临盆温度下的热碱性洗涤剂轮回10~15min(如137℃,浓度为2.0%~2.5%的氢氧化钠溶液).(3)用清水冲洗至中性,pH为7.(4)用80℃的酸性洗涤剂轮回10~15min(如浓度为1%~1.5%的硝酸溶液).(5)用清水冲洗至中性.(6)用85℃的碱性洗涤剂轮回l0~15min(如浓度为2.0%~2.5%的氢氧化钠溶液).(7)用清水冲洗至中性,pH为7.对于管式UHT体系,则可采取以下的清洗程序:(1)用清水冲洗10min.(2)用临盆温度下的热碱性洗涤剂轮回45~55min(如137℃,浓度为2%~2.5%的氢氧化钠溶液).(3)用清水冲洗至中性,pH为7.(4)用l05℃的酸性洗涤剂轮回30~35min(如浓度为1%~1.5%的硝酸溶液).(5)用清水冲洗至中性.4. UHT体系的中央清洗中央清洗(Aseptic Intermediate Cleaning,AIC)是指临盆进程中在没有掉去无菌状况的情形下,对热交流器进行清洗,尔后续的灌装可在无菌罐供乳的情形下正常进行的进程.目标:采取这种清洗是为了去除加热面上沉积的脂肪.蛋白质等垢层,降低体系内压力,有用延伸运转时光.程序:(1)用水顶出管道中的产品.(2)用碱性清洗液(如浓度为2%的氢氧化钠溶液)按“正常清洗”状况在管道内轮回,时光一般为10min,但尺度是热交流器中的压力降低到装备典范的干净状况(即水轮回时的正常压降).(3)当压降降到正常水日常平凡,即以为热交流器己清洗干净.此时用干净的水替代清洗液,随后转回产品临盆.二.清洗后果的磨练(一)清洗后果磨练的意义(2)对可能消失的产品掉败提前预警,把问题处理在变乱之前.(3)长期.稳固.及格的清洗后果是临盆高质量产品的信念.(二)磨练进程根本请求为:恰当清洗过的装备应有清爽的气息.(2)装备的视觉外不雅不锈钢罐.管道.阀门等概况应光明,无积水,概况无膜,无乳垢和其它异物(如砂砾或粉状聚积物).(3)无微生物污染装备清洗后达到绝对无菌是不成能的,但越接近无菌越好.2. 靠得住的检测办法(1)磨练频率①奶槽车送到乳品厂的乳接收前和奶槽车经CIP后.②贮存罐(生乳罐.半成品罐.成品罐等)一般每周检讨一次.③板式热交流器一般每月检讨一次,或按供给商请求检讨.④净乳机.均质机.泵类净乳机.均质机.泵类也应检讨,维修时,如疑惑有卫生问题,应立刻拆开检讨.⑤灌装机对于手工清洗的部件,清洗后装配前必定要细心检讨并防止装配时的再污染.(2)产品检测①取样人员的手应干净.湿润,取样容器应是无菌的,取样方法也应在无菌前提下进行.②原料乳应经由过程检测外不雅.滴定酸度.风味来断定是否被清洗液污染.③方才热处理开端的产品应取样进行大肠菌群的检讨.取样点应包含巴氏杀菌器冷却出口.成品乳罐.灌装的第一杯(包)产品.④灌装机是很重要的潜在污染源.平日检测第一包产品的杂菌数,一般在十几个.⑤涂抹地点一般为最易出问题的地方,涂抹面积为(10×10)cm2.清洗后涂抹的幻想成果建议如下:细菌总数<100cfu/100cm2大肠菌群<l cfu/100cm2酵母菌<l cfu/100cm2霉菌<1 cfu/l00cm2⑥最后冲洗实验,即清洗后经由过程取罐中或管道中残留水来进行微生物的检测,从而断定清洗后果.幻想成果为:细菌总数<100 cfu/ml或者与最后冲洗冷水的细菌数一样多,或<3 cfu/ml (若水来自热水杀菌或冷凝水);大肠菌群<1 cfu/ml.3. 记载并陈述检测成果化验室对每一次磨练成果都要有具体的记载,碰到有问题.情形时应实时将信息反馈给相干部分.4. 采纳行为跟踪查询拜访,当发明清洗问题后应尽快采纳措施.同时也建议临盆和品控人员按期总结,实时发明问题,防微杜渐,把问题解决在萌芽状况.。
生产设备与管道是如何进行清洗(CIP)和消毒的?(乳制品)

生产设备与管道是如何进行清洗(CIP)和消毒的?(乳制品)设备(罐体、管道、泵等)及整个生产线在无需人工拆开或打开的前提下,在封闭的闭合回路中进行清洗,而清洗过程是在增加了湍流性和流速的条件下,对设备表面的喷淋或在管路中的循环,此项技术被称为就地清洗(Cleaning In Place,CIP)。
就地清洗比较手工清洗,CIP具有以下的优点:平安牢靠;设备无需拆卸;根据程序支配步骤进行,有效削减人为失误;清洗成本降低,水、清洗剂、杀菌剂及蒸汽的耗损量少。
1、冷管路及其设备的清洗程序乳品生产中的冷管路主要包括收乳管线、原料乳储存罐等设备,牛乳在这类设备和连接管路中由于没有受到热处理,所以相对来说结垢较少。
因此,建议的清洗程序如下:(1)水冲洗3~5min;(2)用75~80℃热碱性洗涤剂循环10~15min(若选择氢氧化钠,建议溶液浓度为0.8~1.2%);(3)水冲洗3~5min;(4)建议每周用65~70℃酸性洗涤液循环一次(如浓度为0.8%~1.0%硝酸溶液);(5)用90~95℃热水消毒5min;(6)逐步冷却10min(储乳罐一般不需要冷却)。
乳品生产中,由于各段热管线生产工艺目的不同,牛乳在相应的设备和连接管路中的受热程度也有所不同,所以要依据详细结垢状况,选择有效的清洗程序。
受热设备是指混料罐、发酵罐以及受热管道等。
(1)用水预冲洗5~8min;(2)用75~80℃热碱性洗涤剂循环15~20min;(3)用水冲洗5~8min;(4)用65~70℃酸性洗涤剂循环15~20min(如浓度为0.8%~1.0%的硝酸溶液或2.0%的磷酸溶液);(5)用水冲洗5min;(6)生产前一般用90℃热水循环15~20min,以便对管路进行杀菌。
3、巴氏杀菌系统的清洗程序对巴氏杀菌设备及其管路一般建议采纳以下的清洗程序:(1)用水预冲洗5~8min;(2)用75~80℃热碱性洗涤剂循环15~20min(如浓度1.2%~1.5%的氢氧化钠溶液);(3)用水冲洗5min;(4)用65~70℃酸性洗涤剂循环15~20min(如浓度为0.8%~1.0%的硝酸溶液或2.0%的磷酸溶液);(5)用水冲洗5min。
浅谈乳制品生产设备设施的清洗

Scial饮料产业链新趋势专题32 食品安全导刊 2019年11月在乳制品的生产过程中,有些成分会不可避免地残留在设备表面及管壁上。
由于乳及其制品是良好的微生物营养物质,如果清洗不及时或不彻底,必将导致微生物的大量繁殖,进而造成严重污染。
如果使用被污染的设备和管道进行生产,势必对产品的质量造成严重影响,所以,设备清洗是乳制品生产过程中不可缺少的程序。
本文通过探讨乳制品生产设备的清洗技术要点,希望以此提高乳制品的质量安全水平。
1 清洗的标准乳制品生产设备设施经过清洗后应达到4种清洁程度,即物理清洁度:除去清洗表面的可见物;化学清洁度:不仅除去全部的可见污物,而且还要除去肉眼不可见的——通过味觉或嗅觉能探测出来的残留物;微生物清洁度:通过消毒获得;无菌清洁度:杀死所有微生物。
虽然设备不经过物理或化学的清洗也能达到微生物清洁度,但是先经过物理清洗后,更容易达到微生物清洁度。
浅谈乳制品生产设备设施的清洗□ 盛祥焕 陕西科菱恩生物科技有限公司2 乳制品设备及管道表面沉积物及其性质乳制品设备及管道表面沉积物的性质与乳制品的成分密切相关,如物料沉积物、蛋白沉积物、乳结石、变质产品、杂质及来自土壤的物质等。
典型的乳制品沉积物及其性质包括以下几点:①乳糖:溶解于水,易于清洗,但焦化后清洗较为困难;②脂肪:用含有表面活性剂和碱性溶液的热水进行清洗,聚酯则难以清洗掉;首先介绍了清洗的标准、乳制品设备及管道表面沉积物及其性质,并分析清洗剂的作用机理,重点阐述了CIP 原地清洗的“五步法”和影响清洗效果的四大因素,希望为乳制品生产企业设备设施的清洗提供参考。
Copyright©博看网 . All Rights Reserved.饮料产业链新趋势Nov 2019 CHINA FOOD SAFETY 33③蛋白质:最好用碱性溶液处理,酸性溶液处理效果稍差,变形蛋白质则较难清洗;④乳结石:由矿物质、蛋白质和其他乳成分交替结合而成的沉积物,清洗较为困难;⑤矿物质:用酸性溶液处理效果较好,但如果沉积并干燥在罐壁上则较难清洗。
CIP清洗系统清洗流程
C I P清洗系统清洗流程 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998CIP清洗系统清洗流程属清洗的容器设备,包括管道的清洗,容器的清洗,生产线设备的循环清洗系统。
CIP用途广泛的用于饮料、乳品、果汁、酒类等机械化程度较高的食品饮料生产企业中。
?通过酸、碱、热水、循环泵、管道系统等的配置实现系统的清洗过程。
一般包括清洗液贮罐、喷洗头子、送液泵、管路管件以及程序控制装置,连同待清洗的全套设备,组成一个清洗循环系统,根据所选定的最佳工艺条件,预先设定程序,输入电子计算机,进行全自动操作。
程序1.冷管路及其设备的CIP清洗程序乳品加工中的冷管路主要包括收乳管线、原料乳贮存罐等设备。
牛乳在这类设备和连接管路中由于没有受到热处理,所以相对板结垢较少。
因此,建议的清洗程序如下:①水冲洗3~5min。
②用75~80℃热碱性洗涤剂循环10~15min(若选择氢氧化钠,建议溶液浓度为%~%)。
③冲洗3~5min。
④建议每周用65~70℃的酸液循环一次10~15min(如浓度为%~%的硝酸溶液)。
⑤用90~95℃热水消毒3~5min。
⑥逐步冷却10min(贮乳罐一般不需要冷却)。
2.热管路及其设备的CIP清洗程序乳品加工中,由于各段热管路加工工艺目的的不同,牛乳在相应的设备和连接管路中的受热程度也有所不同,所以要根据具体结垢情况,选择有效的清洗程序。
(1)受热设备的清洗①用水预冲洗5~8min。
②用75~80℃热碱性洗涤剂循环15~20min。
③用水冲洗5~8min。
④用65~70℃热碱性洗涤剂循环15~20min。
⑤用水冲洗5min。
加工前一般用90℃热水循环15~20min,以便对管路进行杀菌。
(2)巴氏杀菌系统的清洗对巴氏杀菌设备及其管路一般建议采用以下的清洗程序①用水预冲洗5~8min。
②用75~78℃热碱性洗涤剂(若浓度为%~%氢氧化钠溶液)循环15~20min。
乳制品车间洁净区环境监测和控制
食安管理粒子比静态环境下明显增多。
因此,每次生产后应加强对灌装机工作台面、表面、内部、柜顶及输送链等的清洁。
3.3 工具用具管理洁净区工具用具是造成交叉污染的重要因素,包括维修设备使用的扳手、六角匙,清洁设备使用的毛刷、毛巾,以及打扫卫生使用的拖把扫把等。
严禁将准洁净区的工具用具带入洁净区使用,洁净区应准备一套专用的工具用具,工具用具在使用后要进行清洁和消毒,尤其是拖把毛巾等,应浸泡在一定浓度的消毒液中消毒后再晾干使用。
3.4 物料管理洁净区生产物料进出较为频繁,为避免生产物料对洁净区环境产生影响,应对进入洁净区的物料进行严格管控。
包装材料要在缓冲间经过擦拭灰尘、除去包装膜、喷洒消毒剂等流程后,再进入洁净区,禁止带外包装的物料直接进入洁净区。
还要对运输包材的叉车和废料车进行管控,洁净区叉车和废料车应该固定在该区域专用,不能和其他区域混用。
3.5 虫鼠害控制虫鼠害的控制对于食品加工企业极为重要,虫鼠自身携带很多细菌、病毒,一旦进入洁净区不仅会对产品产生危害,而且会影响洁净区环境,所以对洁净区的虫鼠害应进行重点管控。
要准确识别洁净区虫鼠害滋生、入侵的风险,同时要制定虫鼠害控制的具体措施,包括卫生清洁消除虫鼠害滋生地、配套硬件设施预防虫鼠害侵入、制定诱捕消杀方法,还要定期对虫鼠害进行分析,判断虫鼠害控制水平。
3.6 环境清洁消毒为保证洁净区环境卫生,生产车间应该制定相关的清洁消毒制度。
制度应规定清洁内容、清洁方法、清洁标准以及清洁人员等,对地面、台面、墙面、地漏、垃圾桶、空调回风口和电柜空调风口等位置进行清洁,保证生产环境清洁。
除了良好的卫生清洁外,还应规定消毒内容、消毒方法、消毒人员等,应定期对洁净区进行消毒。
不同的消毒区域要用不同的消毒方法。
一般情况下采用化学消毒剂对地漏、地面等进行消毒,要规定消毒剂配制方法和使用浓度;采用臭氧对空间进行消毒,因为臭氧为气体,渗透性强、扩散性好、浓度均匀,可以充满整个空间的缝隙,没有死角,空间消毒效果较为明显,但是要规定作用时间和浓度等。
CIP清洗系统清洗流程
CIP 清洗系统清洗流程CIP 清洗系统属清洗的容器设备,包括管道的清洗,容器的清洗,生产线设备的循环清洗系统。
CIP 用途广泛的用于饮料、乳品、果汁、酒类等机械化程度较高的食品饮料生产企业中。
通过酸、碱、热水、循环泵、管道系统等的配置实现系统的清洗过程。
CIP 设备一般包括清洗液贮罐、喷洗头子、送液泵、管路管件以及程序控制装置,连同待清洗的全套设备,组成一个清洗循环系统,根据所选定的最佳工艺条件,预先设定程序,输入电子计算机,进行全自动操作。
CIP 清洗程序1.冷管路及其设备的 CIP 清洗程序乳品加工中的冷管路主要包括收乳管线、原料乳贮存罐等设备。
牛乳在这类设备和连接管路中由于没有受到热处理,所以相对板结垢较少。
因此,建议的清洗程序如下:①水冲洗3~ 5min。
②用 75~ 80℃热碱性洗涤剂循环10~ 15min(若选择氢氧化钠,建议溶液浓度为0.8 %~ 1.2 %)。
③冲洗 3~5min 。
④建议每周用 65~ 70℃的酸液循环一次 10~ 15min(如浓度为 0.8 %~ 1.0 %的硝酸溶液)。
⑤用 90~ 95℃热水消毒3~ 5 min 。
⑥逐步冷却10min (贮乳罐一般不需要冷却)。
2.热管路及其设备的 CIP 清洗程序乳品加工中,由于各段热管路加工工艺目的的不同,牛乳在相应的设备和连接管路中的受热程度也有所不同,所以要根据具体结垢情况,选择有效的清洗程序。
(1)受热设备的清洗①用水预冲洗5~ 8min。
②用 75~ 80℃热碱性洗涤剂循环15~ 20min。
③用水冲洗5~ 8min。
④用 65~ 70℃热碱性洗涤剂循环15~ 20min。
⑤用水冲洗5min。
加工前一般用90℃热水循环15~ 20min,以便对管路进行杀菌。
(2)巴氏杀菌系统的清洗对巴氏杀菌设备及其管路一般建议采用以下的清洗程序①用水预冲洗 5~ 8min。
②用 75~ 78℃热碱性洗涤剂(若浓度为 1.2 %~ 1.5 %氢氧化钠溶液)循环 15~ 20min 。
cip清洗标准
CIP(Clean In Place)清洗标准一、概述CIP清洗,即就地清洗系统,是一种广泛应用于饮料、乳品、果汁等食品加工行业的设备清洗技术。
通过CIP清洗,可以在不拆卸、不解体设备的情况下,对设备进行自动或手动的清洗,有效去除设备内部的残留物和微生物,保证设备的卫生安全。
二、CIP清洗的重要性在食品加工过程中,设备卫生状况直接关系到产品的质量和安全性。
残留的微生物、蛋白质、脂肪等物质不仅会影响产品的品质,还可能引发食品安全问题。
因此,对设备进行及时、有效的清洗,是保证食品安全和品质的重要措施。
三、CIP清洗标准流程1. 预冲洗:使用清水对设备进行初步冲洗,去除设备表面的残留物。
2. 碱洗:使用碱液(如NaOH)对设备进行浸泡或循环清洗,去除设备表面的油脂和蛋白质等物质。
碱洗的时间和温度根据设备的具体状况和清洗剂的种类而定,一般需要在60℃以上的温度下进行。
3. 酸洗:使用酸液(如HCl)对设备进行浸泡或循环清洗,去除设备表面的钙盐和镁盐等物质。
酸洗的时间和温度同样根据设备的具体状况和清洗剂的种类而定,一般需要在60℃以上的温度下进行。
4. 冲洗:使用清水对设备进行最后的冲洗,确保设备表面无残留的碱液和酸液。
5. 消毒:使用消毒剂(如次氯酸钠、过氧乙酸等)对设备进行消毒处理,杀灭设备表面的微生物。
消毒剂的使用浓度和时间根据具体的消毒剂种类而定。
6. 吹干:使用压缩空气或干燥的氮气将设备内部的水分吹干,防止设备内部生锈和微生物滋生。
四、CIP清洗的关键要素1. 清洗剂的选择:根据设备的材质和污渍的性质选择合适的清洗剂,确保清洗剂对设备无损害,且能够有效地去除污渍。
2. 清洗温度的控制:适当的清洗温度可以提高清洗剂的溶解能力和清洗效果,但温度过高可能会对设备造成损害。
因此,需要根据设备的耐热性和清洗剂的要求来控制清洗温度。
3. 清洗时间的设定:清洗时间的长短直接影响到清洗效果,过长或过短的清洗时间都可能无法达到理想的清洗效果。