PCB 外形尺寸及拼板设计
PCB拼版图标准

13.进板方向
某些厂商需要注明进板方向,如飞利浦; 两面都要标注;
14.特殊圆孔
对于板边大圆孔,公差要求+/_0.05mm时,外框处切除,采用钻孔 方式加工;
15.大板尺寸参考
X , y为拼版的长和宽(单位为mm)。N为一块基材可以做的拼版的数目。 于是得到两个公式,取两者的最小整数就是我们可以做的利用率最高的 拼版数 长方向:N≤574.775/(X+3.175) 宽方向:N≤422.375/(Y+3.175) X Y可以根据实际情况互换。
拼版图要点
1.外形尺寸标注:
A.长X宽 (+_0.10MM) B.定位孔位置及间距(公差+0.04,-0.02MM) C.光学定位点位置及间距(公差+_0.05MM) D.单板中心距(公差+_0.05MM) E.单板详细尺寸
2.拼板板边倒角数据;
通常R1.0MM~R5.0
3.单元距单元数据;
综合下面两点考虑: A.不小于1.6MM B.板上器件间距不小0.5MM
10.元器件相关
确保周圈元器件不会碰到另外一个主板 ,最好距离:0.50mm。
11.坏板标志
有些工厂需要提供坏板标志,如方正 ;
内径:Φ1.0mm,外径Φ3.0mm。
标志点应对比明显,便于设备识别,最好设置在单元板顶部中心位置。
12.拼版方式
手机板拼板一般为四联板,即四块手机单元板,默认形式为阴阳板,即 TOP-BOTTOM-TOP-BOTTOM排列; 主板两面有元器件时采用阴阳板; 主板一面有元器件时,采用全阳板,即TOP-TOP-TOP-TOP排列; 如有器件同时凸出主板两面,如破板连接器时,采用全阳板,即TOPTOP-TOP-TOP排列;
PCB拼板规范标准
Prote99SE手工快速绘制电路板技术作者:未知文章来源:网络点击数:994 更新时间:2007-3-19众所周知,Protel 99 SE是一款功能非常强大的电路设计与制板软件,除了能绘制出非常理想的标准电路图外,它还有将绘制的电路图转换成印刷电路板的功能,这就是Protel PCB 技术。
同样,Protel PCB技术先进、功能强大、设计严密。
它除了能进行手工、半自动布线绘制电路板之外,也能自动布线绘制电路板;它除了能绘制简单的电路板之外,也能绘制非常复杂的电路板;它除了能绘制双面电路板之外,还能绘制多达几十层的电路板。
正是它的功能如此强大,也就决定了它学、用起来不是那么容易,它有许多严谨的程序步骤要执行,它有许多约定的设计规则要遵守。
所以对一个初学者来说,往往会被它不薄的教材、繁冗的章节困惑。
如果是自学的话,遇到问题无人请教,看完一本厚厚的教材,仍然是一头雾水,无从着手。
几经失败,有的人就打退堂鼓了。
尤其是在业余条件下,手工绘制好简单的PCB图纸后,如何将它转印到敷铜板上,经济实惠地亲手制做出精美的电路板,多年来一直困扰着我们。
Protel PCB制板真的高不可攀吗?有没有捷径可走?诸多约定的规则是否非要一一遵守?我们长期以来一直在探索和试验,现在终于找到了一条既快又省钱的捷径。
其实Protel PCB 99 SE软件,它的许多严谨的程序步骤、许多约定的设计规则是针对自动布线绘制复杂、多层、高级印刷电路板的,必须严格遵守,不然的话,通不过它的ERC验证,往往无法进入下一步操作。
而对于初学者来说,我们现在制作的是简单的电路板,完全可以不一一遵循约定的所有规则,提纲挈领,抓主要矛盾,遵守几条最主要的规则,达到事半功倍之效果。
既然我们走的是一条不规范的捷径,也就可以避开ERC验证。
只要能做出电路板就行,不管黑猫白猫。
只有这样才能提高初学者的信心和兴趣,初尝甜头,才有可能深入学习它的强大功能,步入神奇的Protel PCB制板殿堂。
PCB制作厂商推荐的最佳PCB拼板设计尺寸(单面)
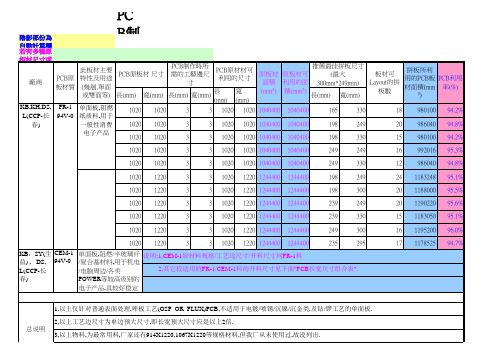
陰影部份為自動計算欄位 若有多種原板材尺寸或拼板尺寸請同時列出, 若有多種原板材尺寸或拼板尺寸請同時列出, 拼板尺寸越接近300*249mm 越好 PCB制作時所 推薦最佳拼板尺寸 拼板所利 此板材主要 PCB原材材可 板材可 原板材 原板材可 PCB原板材 尺寸 需的工藝邊尺 (最大 用的PCB板 PCB利用 PCB原 特性及用途 利用的尺寸 Layout的拼 廠商 面積 利用的面 300mm*249mm) 寸 材面積(mm 率(%) 板材質 (幾層,單面 板數 (mm²) 積(mm²) 長 寬 ²) 或雙面等) 長(mm) 寬(mm) 長(mm) 寬(mm) 長(mm) 寬(mm) (mm) (mm) KB,KH,DS, FR-1 单面板,阻燃 1020 1020 3 3 1020 1020 1040400 1040400 165 330 18 980100 94.2% L(CCP-长 94V-0 纸质料,用于 1020 1020 3 3 1020 1020 1040400 1040400 198 249 20 986040 94.8% 春) 一般性消费 电子产品 1020 1020 3 3 1020 1020 1040400 1040400 198 330 15 980100 94.2% 1020 1020 1020 1020 1020 1020 1020 1020 1020 1020 1220 1220 1220 1220 1220 1220 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 1020 1020 1020 1020 1020 1020 1020 1020 1020 1040400 1020 1040400 1220 1244400 1220 1244400 1220 1244400 1220 1244400 1220 1244400 1220 1244400 1040400 1040400 1244400 1244400 1244400 1244400 1244400 1244400 249 249 198 198 239 239 249 235 249 330 249 300 249 330 300 295 16 12 24 20 20 15 16 17 992016 986040 1183248 1188000 1190220 1183050 1195200 1178525 95.3% 94.8% 95.1% 95.5% 95.6% 95.1% 96.0% 94.7%
PCB单板及拼板设计
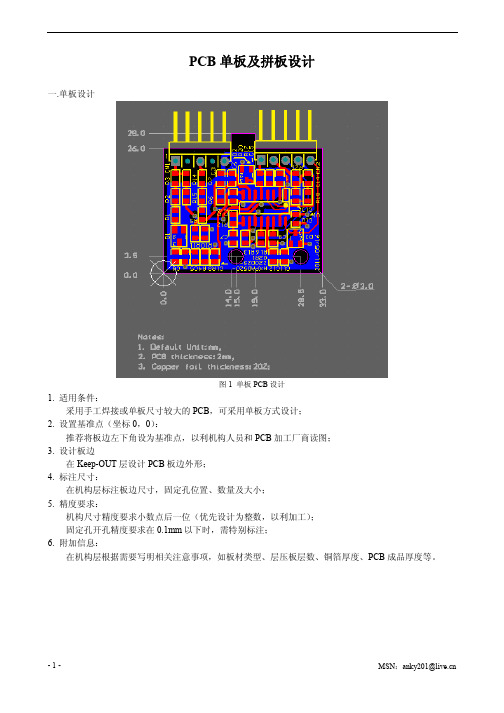
PCB单板及拼板设计一.单板设计图1 单板PCB设计1. 适用条件:采用手工焊接或单板尺寸较大的PCB,可采用单板方式设计;2. 设置基准点(坐标0,0):推荐将板边左下角设为基准点,以利机构人员和PCB加工厂商读图;3. 设计板边在Keep-OUT层设计PCB板边外形;4. 标注尺寸:在机构层标注板边尺寸,固定孔位置、数量及大小;5. 精度要求:机构尺寸精度要求小数点后一位(优先设计为整数,以利加工);固定孔开孔精度要求在0.1mm以下时,需特别标注;6. 附加信息:在机构层根据需要写明相关注意事项,如板材类型、层压板层数、铜箔厚度、PCB成品厚度等。
二.拼板设计图2 拼板PCB设计1. 适用条件:PCB单板尺寸太小,为提高焊接速度,可将同一块PCB设计为连片,或将不同块PCB设计为拼板;2. 设置基准点(坐标0,0):推荐将实际板边左下角设为基准点,以利机构人员和PCB加工厂商读图;3. 设计板边在Keep-OUT层,根据单板PCB的外形特征,设计PCB拼板或连片外形;如PCB上有贴片元器件,并需用机器焊接,则还需设计工艺边,并在工艺边上设计定位孔(定位孔大小根据相应加工厂条件确定)和光绘点;如PCB上只有接插件,且采用手工焊接,或者虽然采用机器焊接,但需吃锡焊盘距板边3mm以上,则无需另加工艺边;否则需加工艺边,一般采用3mm设计,可根据实际需要调整宽度;工艺边需V割区域用虚线表示,并标明V-CUT;板边不规则时,可采用邮票孔形式设计工艺边;4. 标注尺寸:在机构层标注板边尺寸,V-CUT位置尺寸,固定孔位置、数量及大小;5. 精度要求:机构尺寸精度要求小数点后一位(优先设计为整数,以利加工);固定孔开孔精度要求在0.1mm以下时,需特别标注;6. 附加信息:如用机器焊接,则需在合适位置标注过炉方向;在机构层根据需要写明相关注意事项,如板材类型、层压板层数、铜箔厚度、PCB成品厚度等。
PCB生产拼板尺寸设计

PCB生产拼板尺寸设计PCB(Printed Circuit Board,印刷电路板)生产中,拼板尺寸的设计是至关重要的一步。
拼板是将多块PCB板安装在一个大尺寸的板材上,然后一次性加工,以提高生产效率和降低成本。
在进行拼板尺寸设计时,需要考虑以下几个因素:1.PCB板的尺寸:根据项目需求确定每块PCB板的尺寸。
通常情况下,设计师会将所有需要加工的PCB板进行排列,并尽可能利用整个拼板尺寸。
拼板尺寸太小,则可能导致排不下所有PCB板或需要使用多块拼板,增加了生产成本和时间。
因此,在设计拼板尺寸时,需要准确计算每块PCB板的尺寸,以确保能够合理利用拼板的空间。
2.安全边距:拼板尺寸设计时,需要考虑每个PCB板之间的安全边距,以防止设备加工时PCB之间的相互影响。
通常,安全边距的设计根据设备的要求和PCB板的尺寸来确定,以保证在加工过程中不会产生误差或损坏。
3.制造容差:在拼板尺寸设计过程中,还需要考虑制造容差。
制造容差是指在生产过程中产生的尺寸误差。
为了确保PCB板的正常工作,需要留出足够的空间,以容纳制造容差。
通常,制造容差会根据PCB的尺寸、材料和生产工艺来决定。
4.PCB板间的间距:拼板尺寸设计时,还需要确定PCB板之间的间距。
间距的设计取决于排线的设计要求、PCB板的厚度、PCB板的层数等。
过小的间距可能导致排线困难或短路问题,而过大的间距则可能浪费空间,增加成本。
5.考虑生产工艺:在进行拼板尺寸设计时,还需要考虑生产工艺。
这包括设备的最大工作面积、最大切割面积、焊接设备的限制等。
设计师需要了解生产商的工艺要求,并在设计拼板尺寸时遵循这些要求,以确保生产的可行性和质量。
6.研究并选择合适的拼板方式:在进行拼板尺寸设计时,可以研究并选择适合的拼板方式。
常见的拼板方式有直角排列、旋转排列和矩阵排列等。
这些不同的拼板方式可以根据实际情况来选择,以提高生产效率和减少生产成本。
总之,PCB生产拼板尺寸的设计是一个复杂而关键的过程。
PCB外形及拼板设计

PCB外形及拼板设计PCB(Printed Circuit Board)是一种电子电路板,用于支持和连接电子元件。
外形及拼板设计是PCB设计的一个重要环节,它涉及到PCB板的尺寸、形状、材料以及电子元件的布局等方面。
首先,外形设计是指确定PCB板的尺寸和形状。
在设计PCB板外形时,需要考虑电子设备的尺寸限制以及电路布局的要求。
通常情况下,PCB板的形状为矩形或正方形,但也可能是其他形状,如圆形、椭圆形或者特殊形状,以适应特定的应用需求。
此外,还需要考虑PCB板与其他机械部件的配合性,确保设计的PCB板能够完全容纳在电子设备中。
其次,拼板设计是指电子元件在PCB板上的布局。
在进行PCB拼板设计时,需要根据电路原理图来确定电子元件的布局位置。
一般情况下,较小的电路板上会有较高的集成度,因此需要将电子元件布局在较小的空间中。
为了确保电子元件之间的安全间隔和良好的散热,还需要考虑元件之间的距离和PCB板表面的传热效果。
在进行布局设计时,还需要考虑信号传输的最短路径和控制层与信号层的分布等因素,以保证电子元件之间的连接和通信的稳定性。
此外,在设计PCB板的外形和拼板时,还需要考虑PCB板的材料选择。
常见的PCB板材料包括玻璃纤维增强树脂(FR-4)、聚酰亚胺(PI)和陶瓷等。
选择合适的PCB板材料可以提高PCB板的机械强度、耐热性、耐腐蚀性和电气性能等方面的性能。
最后,在进行外形及拼板设计时,需要使用专业的PCB设计软件。
这些软件通常提供了丰富的功能和工具,可以方便地进行PCB板的绘制、布局、尺寸调整和元件导入等操作。
通过这些工具,设计人员可以快速准确地完成PCB板的外形及拼板设计。
综上所述,PCB外形及拼板设计是PCB设计的重要环节,需要考虑尺寸、形状、材料以及电子元件的布局等因素。
通过合理的外形及拼板设计,可以确保PCB板满足电子设备的尺寸和功能需求,提高电子设备的性能和可靠性。
PCB 外形及拼板设计
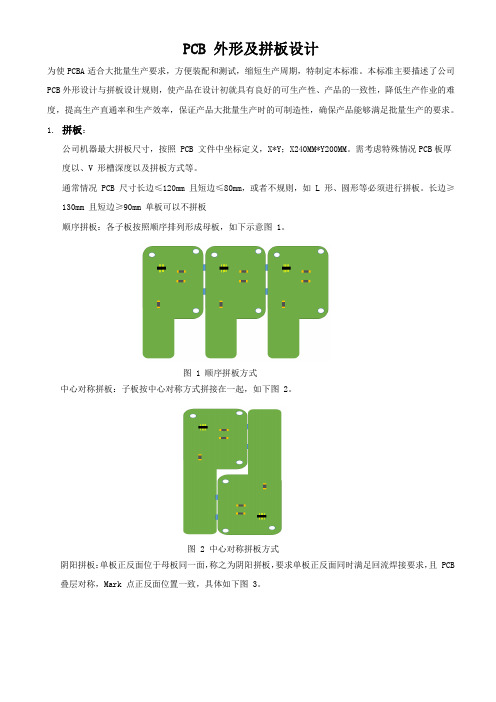
PCB 外形及拼板设计为使PCBA适合大批量生产要求,方便装配和测试,缩短生产周期,特制定本标准。
本标准主要描述了公司PCB外形设计与拼板设计规则,使产品在设计初就具有良好的可生产性、产品的一致性,降低生产作业的难度,提高生产直通率和生产效率,保证产品大批量生产时的可制造性,确保产品能够满足批量生产的要求。
1.拼板:公司机器最大拼板尺寸,按照 PCB 文件中坐标定义,X*Y;X240MM*Y200MM。
需考虑特殊情况PCB板厚度以、V 形槽深度以及拼板方式等。
通常情况 PCB 尺寸长边≤120mm 且短边≤80mm,或者不规则,如 L 形、圆形等必须进行拼板。
长边≥130mm 且短边≥90mm 单板可以不拼板顺序拼板:各子板按照顺序排列形成母板,如下示意图 1。
图 1 顺序拼板方式中心对称拼板:子板按中心对称方式拼接在一起,如下图 2。
图 2 中心对称拼板方式阴阳拼板:单板正反面位于母板同一面,称之为阴阳拼板,要求单板正反面同时满足回流焊接要求,且 PCB 叠层对称,Mark 点正反面位置一致,具体如下图 3。
图 3 镜像对称拼板方式2.工艺边:当 PCB 外形不规则,或布局密度较高导致板边无传送时,需给 PCB 弥补工艺辅助边,也称为工艺边,工艺边对于产品无实际功能,在合适工序用合适的工具去除掉。
2.1拼板数:按照 PCB 文件中坐标定义,X*Y。
如图 1拼板数为 3*1,图 3 拼板数为 1*2。
2.2传送边:作为 SMT 或波峰焊接过程支撑 PCB 部分,即板上接触传送轨道区域,通常长边作为传送边当短边尺寸为长边尺寸 80%时可以作为传送边。
2.3 V-cut:子板之间或子板与工艺边之间拼板连接方式为 V 形槽加残余 PCB。
2.4邮票孔:子板之间或子板与工艺边之间连接方式为长槽加连接桥,连接桥上增加圆形通孔,类似邮票边缘。
3.PCB 外形设计推荐 PCB 外形设计为长方形,长宽比约为 10:8,板厚推荐 0.8mm,1.0mm,1.2mm,1.6mm,2.0mm,2.2mm,2.4mm,2.6mm,3.0mm,3.5mm。
PCB拼版尺寸设计简介
PCB拼版尺寸设计简介拼版尺寸设计:指企业对PCB板完成设计以后对一些不规则畸形板进行拼合,以减少对PCB板材的浪费。
结合PCB工厂各制程设备的加工能力,参考板料的尺寸规格,设计出能够符合公司对板件质量最优化、生产成本最低、生产效率最高、板料利用率最高的拼版尺寸。
拼版尺寸设计影响因素拼版尺寸设计不但受到单元尺寸的影响,同时各PCB工厂在各个工序制程设备加工能力的限制,而且受到上游供应商板料尺寸规格的制约。
所以,对拼版尺寸设计产生影响的因素来自于方方面面,诸如■公司要求方面:成品单元尺寸、板件外形形状、外形加工方式、表面处理方式、层数、完成板厚、特殊加工要求等等。
■ PCB工厂方面:多层板层压方式(主要影响因素)、拼版通断、管位方式、各个工序设备加工能力、外形加工方式等等。
■供应商方面:板料生产厂家提供的板料尺寸规格、B片尺寸规格模尺寸规格、RCC尺寸规格、铜箔尺寸规格等等。
拼版示意图:拼版板边:双而板拼版板边最小宽度应≥3mm多层板拼版板边最小宽度应≥5mm单元间距:成品单元与单元的间距一般为2.4mm~6.0mm ,通常设计为3.175mm。
层压方式对拼版尺寸的要求多层板生产必须经过层压工序,因而,板件的拼版尺寸受层压方式的影响。
层压方式一般分为以下几种:■ MASSLAM ;■ 热熔法;■ PINLAM;■ 四槽定位备注:以上厚度均表示铜箔厚度,■表示存在该铜厚的板材,X表示没有PCB拼版设计PCB连板的排法主要包括以下几个方面:1,光学定位点(Mark)的确定2,连板尺寸的大概估算3,板边的设计4,阴阳板的设计5,连板片数的设计6,注意事项一:光学定位点SMT机器的摄像头捕捉的点,机器以此来给PCB板定位,以达到高速精确定位的目的.1. 一般取2至4个光学定位点.2. 光学定位点要分布在板的两侧沿对角线方向3. 光学定位点距离板边至少4mm二. 连板尺寸的大概估算在排连板之前通常可以拿到PCB的单板,工程人员量出它的长度,宽度和厚度,然后结合实际情况定出适合生产的大概范围.我们公司FUJI设备适用PCB尺寸为:50*80~356*457mm,厚度:0.3~4.0mm,这样,连板的尺寸最好是在200*300左右时,才会使得机器的运行更合理和精确. 三. 板边的设计并不是所有的连板都需要板边,那我们在什么时候需要加板边呢?1.PCB板边凸凹不齐时2.贴片组件离板边<5mm时3.组件超出板边时存在上述的三种情况时,就需要加板边了,设计的板边原则是:1.使得PCB板边平齐2.贴片组件离板边>=5mm3.组件超出板边的,根据超出板边的长度和位置设定四.阴阳板的设计何谓阴阳板呢?阴阳板是指一面上既有TOP面又有BOT面,那为什么我们要设计阴阳板呢?是因为:1.可以节省钢板(Stencil)的费用-------原来需要开两块钢板的,现在只需要一块2.可以节省换线的时间------即不需要在做完一面后,再换钢板,换程序. 设计的阴阳板须符合下列的条件:1.两面零件无太大的IC(一般小于100pin),无Fine pitch组件(Pitch<0.5mm),BGA,及较重的零件.2.其中一面的R/C chip较多而另一面的IC较多,使得高速机和泛用机贴片数量极不均衡五.连板片数的设计根据高速机和泛用机的贴片数目, 预算工时.目前,公司的高速机以0.17秒/点,泛用机以: QFP 2.5秒/个,其余的: 2秒/个计算,我们可以通过连板片数来平衡高速机和泛用机的时间.同时也为了保证高速机的效率,建议:每台高速机贴片点数不低于200点.六.注意事项最后,设计的连板还须注意下述问题:1. 当PCB上有金手指时,一般将金手指放在边板外侧 非夹板位置的方向上2. 设计排板时,应避免太大的空洞,以防制程中真空定位不稳或感应器感应不到PCB.3. 针对两面制程,若其中一面的相同材料太多时,为了保证贴片速度,不宜设计成阴阳板实例讲解:邮票孔:华翔数码科技:允许的最大PCB板尺寸450X450mm MARK点:对角线放置PCB拼版板边:≥3mm完谢谢参阅。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1.1 PCB 外形尺寸及拼板设计
➢当PCB 的尺寸小于162mm×121mm 时,必须进行拼板设计,拼板后的尺寸要小于330×250mm,拼板设计时,原则上只加过板方向的工艺边
➢PCB 四角倒圆角半径R=2mm (如图1),有整机结构要求的可以倒圆角>2mm;拼板四角倒圆角半径R=3mm;
➢拼板的尺寸应以制造、装配、和测试过程中便以加工,不因拼板产生较大变形为宜
➢拼板中各块PCB 之间的互连采用邮票孔设计,拼板邮票孔0.5mm范围以内不要布线,
以防止应力作用拉断走线
➢拼板的基准MARK 加在每块小板的对角上,一般为二个
➢设计连板时尽量采用阴阳板设计,并且取消中间板边设计,直接使用邮票孔相连接
➢PCB厚度设置为≥0.7mm
➢不规则PCB而没有制作拼板应加工艺边,不规则的PCB制成拼板后加工有困难时,应
在两侧加工艺边
1.1.2 PCB 工艺边要求
➢距PCB边缘5mm范围内不应有焊盘、通孔、MARK及小于3mm宽的走线
➢对终端有拼版的pcb边距要求;一般终端都有拼版所以贴片时的定位边不在设计的pcb
上,而在拼版边上,所以距板边距离只要满足加工误差及分板的误差即可,一般走线距
pcb板边1mm以上即可,走线密时0.5mm也可以接受;终端走线一般为0.1mm,所以
板边线只要满足安全距离(1mm以上)即对线宽没有要求。
➢如果在距PCB边缘5mm范围内有零件,则需增加工艺边,以保证PCB有足够的可夹持边
缘。
工艺夹持边与PCB可用邮票孔连接
➢工艺边内不能排布机装元器件,机装元器件的实体不能进入上下工艺边及其上空,如需
进入左右工艺边或上空,需与工艺员协商处理
➢手插元器件的实体不能落在上、下工艺边上方3mm高度内的空间中,如需落在左右工艺
边或上空,需与工艺员协商处理
➢ 不规则的PCB 没有做拼板设计时必须加工艺边 ➢ 工艺边的宽度一般设置为4~8mm
1.1.3 PCB 基准Mark 点要求
➢ 拼板设置三个Mark 点,呈L 形分布,且对角Mark 点关于中心不对称(以免SMT 设备
错误地将A 面零件贴在B 面)
➢ 单板设置2个Mark 点,成对角线分布,且关于中心不对称,并且每个单板的Mark 点相对
位置必须一样;如果有特殊要求需要定位单个元件的基准点标记,以提高贴装精度(比如在QFP 、CSP 、BGA 等重要元件局部设定Mark);
➢ 同一板号PCB 上所有Mark 点的大小必须一致(包括不同厂家生产的同一板号的PCB ); ➢ 统一制定所有图档Mark 点大小和形状:设置Fiducial Mark 为直径为1mm 的实心圆;
设置Solder mask 为直径为3mm 的圆形。
如下图所示Φ1 mm 为Fiducial mark; Φ3mm 内为 No mask 区域;
➢ Mark 点标记可以是裸铜、清澈的防氧化涂层保护的裸铜、镀镍或镀锡、或焊锡涂层; ➢ Mark 点标记的表面平整度应该在15 微米[0.0006"]之内;
➢ 当Mark 点标记与印制板的基质材料之间出现高对比度时可达到最佳的性能;
➢ Mark 点Φ3mm 内不允许有焊盘、过孔、测试点、丝印标识及Solder Mask 等。
Φ3mm 之
外为Solder Mask 。
Mark 点不能被V-Cut 所切造成机器无法辨识。
不良设计如下图:
➢ Mark 点要求表面洁净、平整,边缘光滑、齐整,颜色与周围的背景色有明显区别。
➢ Mark 点距离工艺边板边(x 轴方向)大于等于
4mm
1.1.4 定位孔要求
➢PCB布板最好要有定位孔,以方便夹具定位;定位孔内部要求圆弧,直径2.0~3.0mm ➢定位孔内部圆弧必须大于1/4圆,并且要求有四个(四角各一个);如果有定位孔内部圆弧大于1/2圆,该圆弧所在的边可以只设一个定位孔。
➢距离定位孔边缘3.0mm不能布器件,3.0mm外靠近定位孔附近尽量不要布很高的器件➢定位孔可以利用螺丝孔,但螺丝孔的要求与定位孔一样。
1.1.5 测试点要求
➢测试点PAD直径要求大于等于2.0mm;测试点边缘到板边距离要求>2.0mm;测试点边缘到定位孔边缘距离要求>3.0mm;探针测试点边缘到周围器件距离视器件高度而定,器件越高,间距要求越大,最小1.8mm
➢测试点与焊接面上的元件的间距应大于2.54mm
➢测试点离器件尽量远,两个测试点的间距不能太近,中心间距应有2.54mm;
➢低压测试点和高压测试点的间距离应符合安规要求
➢尽量不要在BGA背面放测试点,对BGA产生应力会造成焊点断裂或损坏BGA
➢测试点和RF测试头不要集中在PCB的某一端,会造成PCB在使用夹具时翘板。
1.1.6 PCB 丝印要求
➢PCB上必须标明PCB板号、机种名称、版本号、Date code等,标识位置必须明确、醒目;
➢有极性的元器件及接插件其极性在丝印图上表示清楚,极性方向标识符号要统一,易于辨认,元件贴装后不得盖住极性标识。
特别是数字标识要容易辨识;
➢丝印不能在焊盘上,丝印标识之间不应重叠、交叉,不应被贴装后元件遮挡,避免过孔造成的丝印残缺不清。
➢
1.1.7 元件间隔
➢SMD同种元件间隔应满足≥0.3mm,异种元件间隔≥0.13*h+0.3mm(注:h指两种不同零件的高度差),THT元件间隔应利于操作和替换
➢贴装元件焊盘的外侧与相邻插装元件的外侧距离大于2mm
➢经常插拔器件或板边连接器周围3mm 范围内尽量不布置SMD(尤其是BGA),以防止连接器插拔时产生的应力损坏器件;
➢定位孔中心到表贴器件边缘的距离不小于5.0mm
1.1.8 元件焊盘设计
➢尽量考虑焊盘的方向与流程的方向垂直
➢焊盘的宽度最好等于或稍大于元件的宽度
➢增加零件焊盘之间的间隙有利于组装;推荐使用小的焊盘
➢SMT元件的焊盘上或其附近不能有通孔,否則在回流焊过程中,焊盘上的焊锡熔化后会沿着通孔流走,会产生虚焊﹐少錫﹐还可能流到板的另一面造成短路
➢不建议在BGA焊盘上打孔,会影响到焊接效果与焊接强度;
➢焊盘两端走线均匀或热容量相当
➢焊盘尺寸大小必须对称
➢大面积铜箔使用隔热带与焊盘相连,即焊盘与铜箔以“米”字或“十”字相连
➢
Part Z(mm) G(mm) X(mm
)
Y(ref)
Chip Resistors and Capacitors 0201 0.76 0.24 0.30 0.26 0402 1.45~1.5 0.35~0.
4
0.55 0.55 C0603 2.32 0.72 0.8 1.8 R0603 2.4 0.6 1.0 0.9 L0603 2.32 0.72 0.8 0.8 C0805 2.85 0.75 1.4 1.05 R0805 3.1 0.9 1.6 1.1 L0805 3.25 0.75 1.5 1.25 1206 4.4 1.2 1.8 1.6 1210 4.4 1.2 2.7 1.6 1812 5.8 2.0 3.4 1.9 1825 5.8 2.0 6.8 1.9 2010 6.2 2.6 2.7 1.8 2512 7.4 3.8 3.2 1.8 3216(Type A) 4.8 0.8 1.2 2.0
Tantalum Capacitors 3528(Type B) 5.0 1.0 2.2 2.0 6032(Type C) 7.6 2.4 2.2 2.6 7343(Type D) 9.0 3.8 2.4 2.6 2012(0805) 3.2 0.6 1.6 1.3 3216(1206) 4.4 1.2 2.0 1.6 3516(1406) 4.8 2.0 1.8 1.4 5923(2309) 7.2 4.2 2.6 1.5 2012Chip(0805) 3.0 1.0 1.0 1.0
Inductors 3216 Chip(1206) 4.2 1.8 1.6 1.2
4516 Chip(1806) 5.8 2.6 1.0 1.6
2825Prec(1110) 3.8 1.0 2.4 1.4
3225Prec(1210) 4.6 1.0 2.0 1.8
2、无SPEC元件的焊盘设计一般规则
焊盘大小要根据元器件的尺寸确定,焊盘的宽度=引脚宽度+2*引脚高度,焊接效果最好;焊盘的长度见图示L2,(L2=L+b1+b2;b1=b2=0.3mm+h;h=元件脚高)
3、插件元件孔焊盘设计一般规则
对于通孔来说,为了保证焊接效果最佳,引脚与孔径的缝隙应在0.25mm~0.70mm之间。
较大的孔径对插装有利,而想要得到好的毛细效果则要求有较小的孔径,因此需要在这两者之间取得一个平衡,终端的手插件少建议用0.25mm~0.40mm孔径的缝隙。
(A2000+等上的MIC孔过大经常有锡漏到背面造成MIC正负极短路)
1.1.9 结构要求
➢邮票孔不可与充电连接器、耳机插孔等干涉(会影响到分板)
➢邮票孔设计要求:宽度2mm(固定),长度3mm(可调整),如下图所示
➢PCB外形和尺寸应与结构设计一致,器件选型应满足结构件的限高要求,元器件布局不应导致装配干涉
1.1.10 屏蔽架焊盘的设计
➢屏蔽架焊盘设计与结构设计要求一致
➢对于屏蔽架底部为同一平面的,焊盘须分段,每段为3mm间隔3mm左右。
(从可焊性
角度最好屏蔽架的底面也为每段为3mm做一个间隔3mm的槽。
)
➢屏蔽罩的设置,尽量设计吸附中心即重量中心,同一机种,吸附中心的形状保持一致(圆
形或方形),尺寸大小设置为。