BST纠偏系统(精简)实用
BST操作说明书ekrProcom40 & Pronet40 060704
广州贝晓德传配套有限公司 广州市先烈中路65号东山广场东楼1202室 电 话:020-87322396、87324159、87324332 传 真:020-87320623
2006/10/27
Page 14/14
2006/10/27
Page 12/14
(5 故障检修指南 )
(1) 情况:驱动器 / 纠偏装置“震动” 原因:属于系统灵敏度过高或材料张力不够。 解决方法:①降低灵敏度;②检查张力。
(2) 情况:驱动器太慢或纠偏检测不正确 原因:属于系统灵敏度不够或材料张力太紧。. 解决方法:①增加灵敏度;②检查张力。
(3) 情况:系统正常动作下更换材料后,传感器没反应 原因:属材料变更传感器无法识别现有材料。 解决方法:重新设定传感器程序,并于遮档传感器时用正处于检测的材
料来遮档。
(4) 情况:正常生产线上的纠偏系统出现左右乱跑现象 原因:属于进/出料角度不正确。 解决方法:将进/出料角度修正为90°。
(5) 情况:在没材料于纠偏系统上,驱动器 / 纠偏装置震动 原因:属于受外部干扰收到错误信息,尤其是超声波传感器。 解决方法:检查线路的屏蔽部份是否接好,将屏蔽部份连接好即可。
在主控制器 Procom40中按 Pronet(第2台至第8台)或全部!!
键并且选择连接
主控制器 Procom40
如:
在一个网络内,显示器上数字“1”表示是主控制器Procom40所控制的第一台纠偏器,
按动
键,可选择第2…8台纠偏器,表示主控制器相应地控制第2…8台
Pronet40
的各台纠偏器,直至“ALL”为控制网内所有纠偏器。
BST纠偏不正检查步骤

BST纠偏不正检查步骤一、控制器Pro Com50 是否报警(Error灯常亮)。
若报警检查1、物料的头部进入纠偏范围时不报警为好。
2、纠偏压棍是否压下,压棍的间隙是否一致。
3、压棍螺丝是否进入相机的观察范围。
二、检查控制器Pro Com50 的面板是否被锁(Lock灯常亮)若被锁,则根据手册做恢复出厂设置,然后设置电机的极限和回中位置,电机的参数。
三、物料头部偏差物料头部在未进入纠偏时,已超出纠偏范围。
(检查材料是否上正)四、检查电机的固定螺丝(造成S形的原因)五、检查物料的尺寸参数与BST设定尺寸。
1、进料时,当CCD检测到的物料小于尖端1的最小宽度时,系统处于回中状态S-C;2、当物料宽度处于尖端1的最小宽度和尖端1的最大宽度之间时,系统处于自动纠偏状态,定单边,且纠偏补偿量即为1号头部偏差补偿。
于自动纠偏状态,定单边,但不考虑头部的变形量,不做补偿。
4、当检测到的物料宽度等于纠偏设定宽度时,系统处于自动纠偏状态,定中心模式;5、在定中心模式结束后,需要切换到尾部的定单边纠偏模式,该切换信号是由客户的PLC 发给BST Prologic信号,通知纠偏系统从定中心模式切换到定尾部的单边纠偏模式,这段纠偏的物料宽度一直是大于尖端2的设定最大宽度的,不考虑尾部的变形量,不做补偿;6、检测到的物料宽度在变小,当宽度小于尖端2的设定最大宽度,大于尖端2的设定最小宽度时,系统处于自动纠偏状态,定单边,考虑尾部变形,纠偏补偿量即为1号尾部偏差补偿;7、当检测到的物料宽度小于尖端2的设定最小宽度时,纠偏系统从自动纠偏模式AUTO 切换到回中模式SC,一个纠偏循环结束。
整体偏差补偿是整体的纠偏补偿量,是CCD的机械安装中心(镜头中心)和成型鼓的中心的机械安装偏差。
8、若改变生产规格,需相应调整带束层的宽度和头部最大宽度,尾部最大宽度。
六、检查控制器的参数及相机的分辨率。
1、检查带束层状态先边1后边2或先边2后边1该纠偏程序已设定好,不要修改!2、检查控制器状态3、检查相机的分辨率七、检查相机的参数1、总线情况2、CAN地址3、菜单结束行状况4、波形情况日常保养一、定期清洁高频光源。
BST自动纠偏系统

ekrPro Net 不带操作键盘的控制器,可以 安装在操作不便的工位,而由 安装 在 其 他 工 位 上 的 ekrPro Com 或操作键盘 ekrPro Key 进 行操作。
ekrPro Key 操作键盘。
ekr 500——紧凑、简单、直观
500 型控制器是一种经济型的控制器,它可以实 现自动纠偏系统所需的各种基本任务。500 型控 制器的安装设置和操作都相当简便,操作界面 友好。
系统的眼睛——传感器。
红外线传感器
正如人眼连续地观察信息并将其传递给大脑一 样,传感器也连续地记录物料的位置,并将相 关的信号传递给控制器。
通过红外线实现对物 料边缘的非接触式扫 描。
当然,在这个过程中,传感器不能与物料产生 接触,否则会引起物料边缘或表面的损伤。这 种非接触式的扫描可以通过使用传感器实现, 借助红外线、超声波或光敏感的 CCD 芯片来像 人眼一样地“看”。
现在正是自动纠偏系统表现的时刻了!它能够 使物料保持在设定位置,即使是在最高车速的 情况下,也能保证物料的位置准确。简而言之, 自动纠偏系统的任务是确保物料行进路线的准 确,以免发生歪斜。
对比纠偏
依据一条连续或不连续的印 刷线或对比边进行纠偏。
在接下来的几页,我们将向您介绍 BST 自动纠 偏系统的所有组成部分,它们将满足您的各种 需 求 。”
当测量到物料的实际位置与设定位置有偏差 时,推动器推动纠偏辊架,对物料位置进行纠 偏,直到物料恢复到设定位置。
选择纠偏辊架时,应考 虑以下重要因素: ·物料幅宽 ·物料张力 ·物料所能承受的拉力 ·机器内的位置空间
我们为所有类型的 BST 纠偏辊架提供各种尺 寸 。”
CompactGuide——狭小空间内的精确纠偏 紧凑型自动纠偏系统 CompactGuide 适用于窄 幅物料的精确纠偏,应用于标签印刷、包装和 无纺布工业中。
BST公司介绍及产品简介

比勒菲尔德 Bielefeld
纠偏系统的工作原理
纠偏系统基本控制原理: • 传感器检测并记录下物料当前的实际位置,并把相应信息发送
给控制器。 • 控制器将物料的实际位置和设定位置的值进行比较,如有差
异,控制器会发送一个相应的纠正信号给执行机构。 • 执行机构通过纠偏装置(纠偏支架)来纠正物料的位置。
附录
附录3:执行机构列表(部分):
型号
行程(mm)
减速比
球面螺纹
推力(N)
最大速度 (mm/s)
应用 (被推动物体的运动方式)
EMS5 EMS6
EMS10 EMS16P Type C
EMS16P Type CX EMS16P Type F EMS17 Type C EMS17 Type CX
20,40 36, 60, 80, 100 20,150,200(16周交货期)
安装高度D取决于测量范围M和传感器型号,见下表:
CCD 5000/50, CCD 30000/50
CCD 5000/28, CCD 30000/28
CCD Pro5000/50, CCD Pro30000/50
CCD Pro5000/28, CCD Pro30000/28
α= 35°
α= 60°
M
是
* 测量范围取决于
是
和物料表面的距离
同上
是
EG/CG
5
10
25
空气软管/最长 3m
是
EG/CG
5
10
25
空气软管/最长 3m
是
EG/CG
5
10
25
空气软管/最长 3m
BST基础理论

控制器:ekr500/ekr1500/ProCom50/ProCom60 (ekr1000/PorCom40已停产) 传感器:可选IR2011/US2011 (IR2005/US2007已停产) 推动器:EMS10/EMS18 (EMS16P已停产) 回中开关:OMG4/OMG8
标准(SF )系列
型号:SF
CG(Compact Guide )系列 · · · · · · · · ·
辊筒跨距 辊筒长度
型号:CG
Compact Guide系列 辊筒直径
例:CG604030
配置与技术参数
工作电压:以控制器工作电压为准 工作电流:4A
控制器:ekr500/ekr1500/ProCom50/ProCom60 (ekr1000/PorCom40已停产) 传感器:可选IR2011/US2011 (IR2005/US2007已停产) 推动器:EMS10/EMS18 (EMS16P已停产) 回中开关:OMG4
纠偏行程J:>进料偏移量
辊筒长度: L> = 最大料宽 + 纠偏行程J 进料跨距 (Si) 和 出料跨距 (Se): Si = Se = E x 最大料宽 物料材质E: >= 0.5~~~~~~~ >= 1 弹性物料 无弹性物料
DF应用示例
配置与技术参数
工作电压:以控制器工作电压为准 工作电流:4A
MiNi Guide (DF )系列
型号:MN MiNi Guide(DF)系列
辊筒直径
· · · · · · · · ·
辊筒跨距 辊筒长度
例:MN302518
配置与技术参数
工作电压:以控制器工作电压为准 工作电流:4A
控制器:ekr500/ekr1500/ProCom50/ProCom60 (ekr1000/PorCom40已停产) 传感器:可选IR2011/US2011 (IR2005/US2007已停产) 推动器:EMS10/EMS18 (EMS16P已停产) 回中开关:OMG8
比勒公司 展示德国BST品牌技术实力

龙源期刊网
比勒公司展示德国BST品牌技术实力
作者:
来源:《印刷技术·数字印艺》2013年第05期
德国BST公司是生产卷材加工质量保证系统的领先厂家,已有30多年的行业经验,在全球拥有超过400家子公司。
德国BST公司的产品包括纠偏设备、观测系统、全检系统、颜色检测系统、套印控制系统、厚度测量设备,可广泛应用于印刷、包装、无纺布、轮胎橡胶、电池与太阳能、涂覆与分切等行业。
China Print 2013上,其将展示德国BST公司的BST纠偏一体机和BST印刷全检及颜色控制系统。
BST纠偏一体机设计紧凑、调试便捷、精度高、响应速度快,而且尺寸可定制。
BST 印刷全检及颜色控制系统采用模块化设计,能够实现在线检测,采用色谱测量方式。
BST 操作说明书
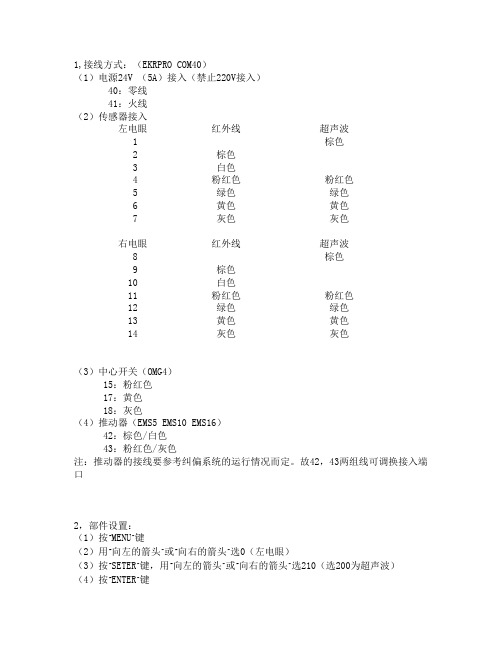
1,接线方式:(EKRPRO COM40)(1)电源24V (5A)接入(禁止220V接入)40:零线41:火线(2)传感器接入左电眼红外线超声波1 棕色2 棕色3 白色4 粉红色粉红色5 绿色绿色6 黄色黄色7 灰色灰色右电眼红外线超声波8 棕色9 棕色10 白色11 粉红色粉红色12 绿色绿色13 黄色黄色14 灰色灰色(3)中心开关(OMG4)15:粉红色17:黄色18:灰色(4)推动器(EMS5 EMS10 EMS16)42:棕色/白色43:粉红色/灰色注:推动器的接线要参考纠偏系统的运行情况而定。
故42,43两组线可调换接入端口2,部件设置:(1)按“MENU”键(2)用“向左的箭头”或“向右的箭头”选0(左电眼)(3)按“SETER”键,用“向左的箭头”或“向右的箭头”选210(选200为超声波)(4)按“ENTER”键(5)“向左的箭头”或“向右的箭头”选1(右电眼)(6)按“SETUP”键,用“向左的箭头”或“向右的箭头”选210(选200为超声波)(7)按“ENTER”键(8)“向左的箭头”或“向右的箭头”选3(中心开关)(9)按“SETUP”键,用“向左的箭头”或“向右的箭头”选101(0GM-4)(10)按“ENTER”键(11)按“MENU”键如果用单电眼选:(2)-(4)步或(5)-(7)步,其一便可:左电眼选:(2)-(4)步骤;右电眼选:(5)-(7)步骤;3,开关设置揭开面盖(1)圆形开关(S1)是联网用的;如非联网,指针始终指向1(2)如用EMS-5推动器,请将条形开关(S2)5拨到“ON”位置如用EMS-10推动器,请将条形开关(S2)5拨到“OFF”位置4,电眼设置(1)同时按“SETUP”和“向左的箭头”键(2)用物料遮挡电眼后即移走(3)按“ENTER”键(4)按电眼指示灯(如左电眼按“”和”,右电眼按“”和”,双电眼则同时按“”和“”)(5)按自动键“AUTO”5,按“对中”键,若不能自动对中,请将马达线42与43互换。
BST纠偏不正检查步骤

BST纠偏不正检查步骤
一、开展前准备
1、定义工作范围:确定要检查BST纠偏不正的内容,包括但不限于机构设置、职权转让以及职能绩效的检查。
2、结合使用环境:根据不同部门的业务特征,确定BST纠偏不正的具体内容,使其与业务特征关联起来,以提升纠偏的效率。
3、识别关键问题:建立纠偏识别分体系,以识别BST纠偏不正所涉及的业务层面的关键点,以便更好地把握纠偏重点。
4、确定工作报告:确定BST纠偏不正检查报告的内容,包括但不限于BST纠偏不正的识别、分类、分析和处理等。
5、确定整个纠偏过程:结合BST纠偏不正检查的整体思路,明确检查中的各个环节,以有效地落实整个纠偏过程。
二、正式开展
1、制定方案:根据检查范围,制定BST纠偏不正检查的方案,包括但不限于检查过程、检查对象、检查内容等。
2、实施检查:实施检查,通过实地进行检查确认,对BST纠偏不正进行实地分析和识别,形成检查基础数据。
3、分析数据:对检查基础数据进行分析,根据检查结果形成BST纠偏不正的分类识别。
4、整合结果:将检查基础数据和分类识别结果形成BST纠偏不正检查报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BST纠偏系统调校
一、电眼设置
(1)同时按“SETUP”和“←”键
(2)用物料遮挡电眼后即移走
(3)按“ENTER”键
(4)按电眼指示灯(如按左电眼、右电眼、左右电眼按键一同按)
(5)按自动键“Auto”
二、“对中”键,如果不能自动对中,调换马达线。
“自动”键,当物料往外移动时,支架向内修正;往内移动时,支架向外修正,否则,将内部条形码拨反码(如:原ON改为OFF、原OFF改为
ON)。
三、灵敏度调试
将物料放于纠偏支架和传感器上,分别按“AUTO”键和“SETUP”键后,通过“←”及“→”键增加及减少灵敏度,一般设定读数为5即可。
四、故障检修
1)驱动器/纠偏装置“振动”
系统灵敏度过高或材料张力不够造成,可以通过降低灵敏度或对张力进行调校解决。
2)驱动器反映太慢或纠偏检测不正确
系统灵敏度不够或材料张力太紧造成,可以通过提高灵敏度或对张力进行调校解决。
3)系统正常动作下更换材料后,传感器没有反应
材料变更,无法识别现有材料或传感器损坏,检查或重新设定传感器程序,并于遮挡传感器时用正处于检测的材料来遮挡。
4)正常生产线上的纠偏系统出现乱跑现象
调整进出料角度,修正为90°。
5)在没有材料时,驱动器/纠偏装置振动
受到外部干扰信号,检查屏蔽是否良好。
6)动作正常,但自动时系统偏向一边
检查系统的中心线和材料中心线是否吻合;
五、维护和保养
1)经常清洁传感器,用干抹布或纸巾擦拭探头即可
2)吹碳刷。
机械润滑。
3)清洁导辊杂物(如胶等)。