16管道热处理硬度检测报告
管道焊缝热处理报告
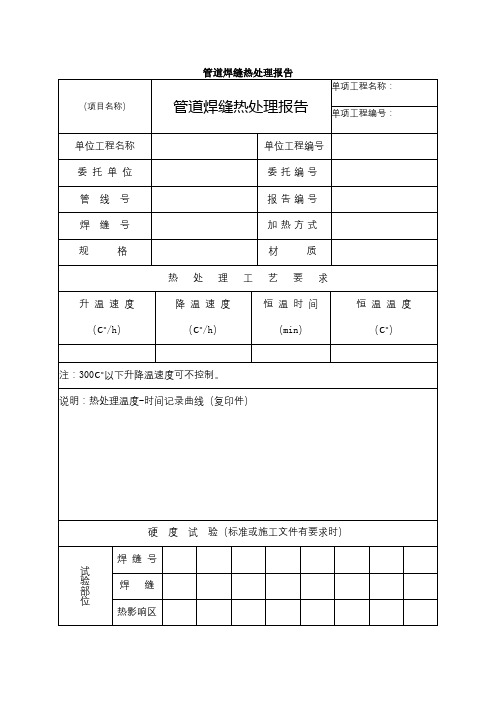
焊缝号
焊缝
热影响区
母材
备注
热处理日期
硬度试验日期
监 理 单 位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
管道焊缝热处理报告
(项目名称)
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
委托单位
委托编号
管线号
报告编号
焊缝号
加热方式
规格
材质
热处理工艺要求
升温速度
(℃/h)
降温速度
(℃/h)
恒温时间
(min)
恒温温度
(℃)
注:300℃以下升降温速度可不控制。
说明:热处理温度-时间记录曲线(复印件
热处理工艺和热处理后的硬度检测
热处理工艺和热处理后的硬度检测热处理是把金属材料在固态范围内通过一定的加热,保温和冷却以改变其组织和性能的一种工艺。
热处理分为整体热处理和表面热处理。
整体热处理整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。
钢铁整体热处理大致有退火、正火、淬火、回火、真空热处理和调质处理等基本工艺。
A.退火:将金属或合金的材料或制件加热到相变或部分相变温度,保温一段时间,然后缓慢冷却的一种热处理工艺。
B.正火:将钢加热到完全相变以上的某一温度,保温一定的时间后,在空气中冷却的一种热处理工艺。
C.淬火:将钢加热到相变或部分相变温度,保温一段时间后,快速冷却的一种热处理工艺。
D.回火:将经过淬火的钢,重新加热到一定温度(相变温度以下),保温一段时间,然后进行冷却的一种热处理工艺。
E.调质处理:将钢件淬火,随之进行高温回火,这种复合的热处理工艺称为调质处理。
F.真空热处理(又称为光亮淬火):真空热处理是真空技术与热处理技术相结合的新型热处理技术。
与常规热处理相比,真空热处理可实现无氧化、无脱碳、无渗碳,可去掉工件表面的磷屑,并有脱脂除气等作用,从而达到表面光亮净化的效果。
表面热处理表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。
表面热处理又可以分为两大类,一类是表面(淬火回火)热处理,一类是化学热处理。
A.表面淬火回火热处理,只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。
表面热处理的主要方法,有激光热处理、火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等。
B.化学热处理,是通过改变工件表层化学成分、组织和性能的金属热处理工艺。
化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。
化学热处理是将工件放在含碳、氮或其它合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。
钢的热处理及硬度测定
钢的热处理及硬度测定一、实验目的1.了解钢的基本热处理工艺。
2.了解布氏和洛氏硬度计的主要原理、结构及操作方法。
3.了解不同的热处理工艺对钢的性能的影响。
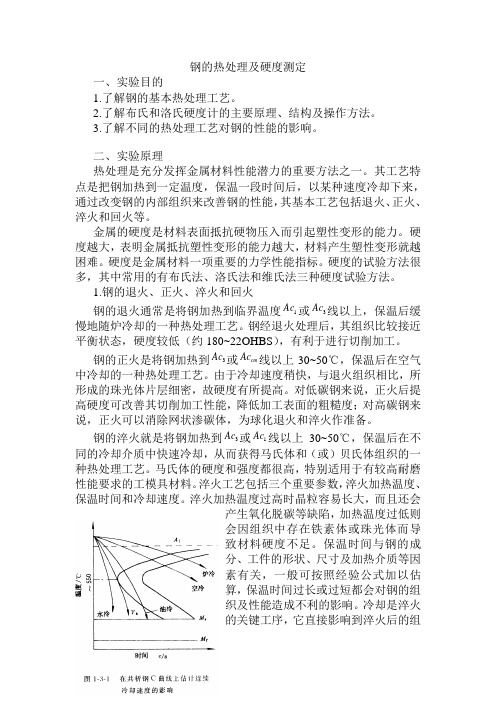
二、实验原理热处理是充分发挥金属材料性能潜力的重要方法之一。
其工艺特点是把钢加热到一定温度,保温一段时间后,以某种速度冷却下来,通过改变钢的内部组织来改善钢的性能,其基本工艺包括退火、正火、淬火和回火等。
金属的硬度是材料表面抵抗硬物压入而引起塑性变形的能力。
硬度越大,表明金属抵抗塑性变形的能力越大,材料产生塑性变形就越困难。
硬度是金属材料一项重要的力学性能指标。
硬度的试验方法很多,其中常用的有布氏法、洛氏法和维氏法三种硬度试验方法。
1.钢的退火、正火、淬火和回火钢的退火通常是将钢加热到临界温度1Ac 或3Ac 线以上,保温后缓慢地随炉冷却的一种热处理工艺。
钢经退火处理后,其组织比较接近平衡状态,硬度较低(约180~22OHBS ),有利于进行切削加工。
钢的正火是将钢加热到3Ac 或cm Ac 线以上30~50℃,保温后在空气中冷却的一种热处理工艺。
由于冷却速度稍快,与退火组织相比,所形成的珠光体片层细密,故硬度有所提高。
对低碳钢来说,正火后提高硬度可改善其切削加工性能,降低加工表面的粗糙度;对高碳钢来说,正火可以消除网状渗碳体,为球化退火和淬火作准备。
钢的淬火就是将钢加热到3Ac 或1Ac 线以上30~50℃,保温后在不同的冷却介质中快速冷却,从而获得马氏体和(或)贝氏体组织的一种热处理工艺。
马氏体的硬度和强度都很高,特别适用于有较高耐磨性能要求的工模具材料。
淬火工艺包括三个重要参数,淬火加热温度、保温时间和冷却速度。
淬火加热温度过高时晶粒容易长大,而且还会产生氧化脱碳等缺陷,加热温度过低则会因组织中存在铁素体或珠光体而导致材料硬度不足。
保温时间与钢的成分、工件的形状、尺寸及加热介质等因素有关,一般可按照经验公式加以估算,保温时间过长或过短都会对钢的组织及性能造成不利的影响。
最新热处理(硬度)过程能力研究报告

4月27日 24 80.0 80.0 80.0 81.0 80.0 80.2 80 79
4月28日 25 80.5 80.0 80.0 81.5 80.0 80.4 80 79
10
·样本容量小于7时,没有极差的 下控制限 ·定过程能力之前过程必须受控
数
UCL LCL
80.1 80 79 81
80.2 80 79 81
UCL 2
1
5 6
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
7 8 9
.42 .08 1.92 .37 .14 1.86 .34 .18 1.82 .31 .22 1.78
日期/时间 数 据 点 读 1 2 3 4 5 X
σ
S
=
0.67 3.66 Z= 3.66
78
ZUSL CPU CPL PP
= = = =
3.86 1.29 1.22 0.99
ZLSL =
能 力 指 数
能力评价
以上能力指数数值显示,本过程处于统计控制状态。
结论
√
可以接受。
有待提高
3月27日 16 80.0 78.5 80.0 80.0 79.0 79.5 80 79
4月1日 17 81.0 80.0 80.0 80.0 79.0 80.0 80 79
4月4日 18 80.0 80.0 78.0 80.0 80.0 79.6 80 79
4月9日 19 79.0 80.0 80.0 79.0 80.0 79.6 80 79
81
81
81Hale Waihona Puke 818181
热处理实验报告[5篇范文]
![热处理实验报告[5篇范文]](https://img.taocdn.com/s3/m/f32672df6394dd88d0d233d4b14e852459fb397b.png)
热处理实验报告[5篇范文]第一篇:热处理实验报告篇一:钢得热处理实验报告钢得热处理实验报告一、实验目得 1、了解热处理对材料性能得影响2、了解在相同得热处理状态下材料成分对材料性能得影响3、了解用显微镜观察金相得制样过程二、仪器材料箱式电炉(sx2—4-10、sx—4-10)、硬度测试仪(hr—150a)、30 钢、t10 钢、砂轮(砂纸)三、实验过程1)、金相得制备将一小块金属材料用金相砂纸磨光后进行抛光,去除金相磨面由细磨所留下得细微磨痕及表面变形层,使磨面成为无划痕得光滑镜面,然后用侵蚀剂进行腐蚀,以使组织被显示出来,这样就得到了一块金相样品。
2)、钢得热处理淬火与正火钢得淬火:淬火就就是将钢加热到相变温度以上,保温后放入各种不同得冷却介质中(v 冷应大于v临),以获得马氏体组织。
钢经淬火后得组织由马氏体及一定数量得残余奥氏体所组成。
步骤为:加热前先对试样进行硬度测定(为便于比较,一律用洛氏硬度测定);再将试样放入箱式电炉中,t10 钢在770℃左右,30 钢在860℃左右分别均匀加热15 分钟;然后迅速在水中冷却,并不断搅拌.将淬火后得试样用砂轮磨平,并测出硬度值(hrc)填入表 1 中。
钢得正火:钢加热到ac3(亚共析钢)或ac1(过共析钢)以上30~50℃以上,保温适当时间后,在自由流动得空气中冷却得热处理工艺。
步骤为:加热前先对试样进行硬度测定(为便于比较,一律用洛氏硬度测定)。
再将试样放入箱式电炉中,t10 钢在770℃左右,30 钢在860℃左右分别均匀加热 15 分钟,后在空气中缓慢冷却。
将正火后得试样用砂轮磨平,并测出硬度值(hrc)填入表 2 中。
四、结果及讨论1、为什么淬火处理后得硬度值比正火处理后得高?答:因为淬火冷却速度比正火冷却速度快,由过冷奥氏体得连续冷却转变图像可知淬火后得到得就是马氏体组织,而正火后得到得组织主要就是珠光体.马氏体比珠光体晶粒度细晶界面多,使得晶体得位错滑移阻力增大,从而硬度提高。
热处理检验报告

29
29
29
N/A
N/A
N/A
N/A
客户代表:
9 2级 0.04 N/A N/A N/A N/A N/A
均值 29.4 29.6 28.4 28.6 28.2 29.2 28.8 27.8 29.2 N/A
□ 不合格 备注:
硬度检查
抽样编号 淬火硬度(要求≦HRC49) 均值
1 2 3 4 5 6 7 8 9 10 判定
56
57
56
57
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
■ 合格
56
56.33
30
56
56.33
30
N/A
N/A
29
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
Hale Waihona Puke N/AN/AN/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
N/A
硬度检测报告

硬度检测报告硬度检测报告
日期:2021年9月8日
检测项目:硬度测试
测试标准:ASTM E18
测试方法:布氏硬度试验
样本信息:
- 样本材料:钢材
- 样本尺寸:直径50mm、厚度10mm 测试结果:
1. 第一次测试
- 测试位置:样本表面
- 测试点1:布氏硬度为150HB
- 测试点2:布氏硬度为155HB
- 测试点3:布氏硬度为152HB
平均布氏硬度:152HB
2. 第二次测试
- 测试位置:样本表面
- 测试点1:布氏硬度为146HB
- 测试点2:布氏硬度为148HB
- 测试点3:布氏硬度为150HB
平均布氏硬度:148HB
3. 第三次测试
- 测试位置:样本表面
- 测试点1:布氏硬度为154HB
- 测试点2:布氏硬度为152HB
- 测试点3:布氏硬度为156HB
平均布氏硬度:154HB
综合结果:
平均布氏硬度为151HB。
结论:
根据测试结果,样本的硬度为151HB,符合钢材的硬度标准要求。
备注:测试结果仅针对所提供样本,不代表其他批次或材料的硬度情况。
金属热处理硬度检测方法及操作技巧

头在材料表面施加冲击载荷,然后测量压痕的直径和深度来确定材料的冲击Fra bibliotek性。03
微小布氏硬度测试
这种方法主要用于测试微小或薄型金属材料的硬度。它使用一个微小的
球形压头在材料表面施加压力,然后测量压痕的直径来确定材料的硬度
。
布氏硬度测试的操作步骤
选择合适的压头和压力
根据材料类型和硬度范围选择压 头(如硬质合金或金刚石)和压 力,确保满足相关标准。
02
布氏硬度测试 (Brinell Hardness Test)
布氏硬度测试的种类
01
静态布氏硬度测试
这是最常见的布氏硬度测试方法,主要用于测试金属材料。它使用一个
硬质的球形压头在一定压力下压入材料表面,然后测量压痕的直径来确
定硬度。
02
动态布氏硬度测试
这种方法主要用于测试金属材料的冲击韧性。它使用一个硬质的球形压
热处理硬度检测的重要性
01
02
03
评估材料性能
硬度检测可推断材料的强 度、耐磨性、耐腐蚀性等 指标,评估其在不同环境 下的表现。
优化热处理工艺
通过比较不同工艺下的硬 度,选择最佳参数,提高 产品质量和性能。
诊断材料缺陷
硬度检测能检测气孔、裂 纹、夹杂等缺陷,为生产 质量控制提供依据。
热处理硬度检测的种类
热处理硬度检测方法及操作技巧
目录
• 热处理硬度检测概述 • 布氏硬度测试 (Brinell Hardness Test) • 洛氏硬度测试 (Rockwell Hardness Test) • 维氏硬度测试 (Vickers Hardness Test) • 热处理硬度测试的注意事项
01
热处理硬度检测概述
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道热处理硬度检测报告编号:LXZB-GDAZ03.09-03
填表说明:
1.工程编号:调度室给出的编号。
(所有记录工程编号应一致)
2.工程名称:设计文件(或合同)给出的名称。
(所有记录应一致)
3.分项工程名称/编号:有此项的可填写,无此项不填写。
4.委托单位:***工程施工项目部。
5.检件名称:填写管线编号。
无编号的填写检验件的名称。
6.检测材质:填写如20#、15Mn等。
7.检件规格:填写如φ89×4.5等。
8.检测比例:填写国家相关标准及设计文件要求达到的检测比例,如100%、20%等。
9.检件(焊缝)编号:填写该条管线硬度检测的焊口号。
10.检测部位:填写焊缝及热影响区。
11.测点编号:焊口及热影响区硬度测点的编号。
(测点数量按设计文件规定执行。
)
12.硬度合格标准(HB):填写国家标准或设计文件的规定数值。
(标准规定见备注附表)
13.硬度检测结果(HB):填写实际检测的数值。
14.附注:需附加说明的事项。
15.操作:硬度检测人员,填写本表格并签字。
16.审核:二公司热处理责任人,确认签字。
备注:
1.热处理焊缝和热影响区硬度值:(GB50683-2011)
2.上表中未列入的材料,焊缝和热影响区的硬度值为:(1)碳素钢不应大于母材硬度测定值的120%;(2)合金钢不应大于母材硬度测定值的125%。