油气管道环焊缝检测
相控阵超声检测(PAUT)技术在油气管道排查中的应用
相控阵超声检测( PAUT )技术在油气管道排查中的应用摘要:以中缅线云南油气管道排查实际情况为基础,分析阐述相控阵超声检测技术在长输油、气管道焊缝质量检测中的优势关键词:长输油气管道;焊缝;相控阵超声;无损检测1.引言石油天然气是大自然赐给我们的宝贵财富,是人类生存发展中不可或缺且不可再生的资源。
大到飞机汽车,小到家里做饭,都离不开石油天然气,国家为了合理利用石油天然气资源,在全国范围内建造了许多埋地管道用于输送这些资源,如著名的西气东输工程。
然而近年来石油天然气管道焊缝质量问题频发,如2017年贵州省晴隆县发生一起天然气管道爆炸造成8人死亡,35人受伤。
2018年6月10日,中石油天然气输气管道贵州晴隆县沙子镇三合村蒋坝营处发生燃爆,现场火光冲天,受伤人数24人。
石油管道虽无爆炸事件,但也出现过漏油渗油的情况,给国家带来的经济损失,给环境带来的污染也不容忽视。
其中原因,有自然原因造成的,如地震,山体滑坡等,但更多的也是在管道在建过程中对焊缝质量把控不严,施工方焊接水平的参差不齐,无损检测人员责任心不强,漏评的情况也时有发生,原底片的保管也很成问题,很多焊口的原片甚至都找不到了,这就对整条管线的安全评估造成了困难。
对于这种情况,国家下令中石油、中石化组织对存疑焊口进行开挖排查验证,由于在役管道中存在介质,常规射线检测(RT)已经无法满足检测要求。
相控阵技术作为一种对存在介质的管道焊缝独具优势的无损检测方法,开始被应用到在役管道开挖验证的检测方法中来。
本文以中缅线石油天然气管道开挖验证无损检测的实践情况为基础,介绍相控阵超声技术在油气管道焊缝检测中的具体应用情况。
1.相控阵超声技术介绍1.相控阵超声技术原理相控阵超声技术,简称PAUT,基本原理同常规超声波探伤(UT)的一致,也是基于脉冲反射法而来的,是通过电子系统控制换能器阵列中的各个阵元,按照一定的延迟时间规则发射和接收超声波,从而动态控制超声束在工件中的偏转和聚焦来实现材料的无损检测方法相控阵超声应用许多的单元换能器来产生和接收超声波波束。
某成品油管道环焊缝泄漏原因分析

外载荷共同作用下袁 使得裂纹在该应力集中位置 扩展袁 最终导致泄漏失效遥
参考文献:
[1] 赵金兰袁雷俊杰袁王高峰袁等. 油气输送管道对接环焊缝 缺陷检测分析[J]. 焊管袁2013渊11冤院43-47.
[2] 隋永莉袁曹晓军袁胡小坡. 油气管道环焊缝焊接施工应 关注的问题及建议[J]. 焊管袁2014袁37渊5冤院62-65.
摘 要:为了探究某成品油管道运行过程中发生泄漏的原因袁 通过宏观观察尧 无损检测尧 力学性能
分析尧 金相分析尧 扫描电镜及能谱分析等手段袁 对失效试样进行了分析遥 结果显示袁 泄漏失效裂
纹位于环焊缝起弧尧 收弧处遥 研究表明袁 导致钢管泄漏失效的原因是环焊缝存在焊接热裂纹袁 且
环焊缝内表面成型不良袁 在长期服役过程中袁 受内尧 外载荷影响袁 位于焊瘤附近的焊接热裂纹产
1 失效概况
油气管道输送是石油和天然气输送的重要方 式之一袁 对于管道来说袁 环焊缝是薄弱环节袁 由 于气候条件不同尧 管口组对的偏差尧 焊工技术水 平等因素的影响袁 会造成管道环焊缝的质量偏 差袁 若环焊缝存在焊接缺陷袁 或焊接成形不良袁 就容易导致管道在环焊缝处失效袁 造成人员尧 财产损失遥
在对国内 兰 成渝 管道 K675 +850 处 进行 内
Abstract: In order to find out the causes of the leakage failure occurred during the operation of a product oil pipeline, through macroscopic observation, nondestructive testing, mechanical property analysis, metallographic analysis, scanning electron microscopy and energy spectrum analysis, the leakage failure crack occurs at the arc starting and ending points of the girth weld. The research shows that the reason for the failure of steel pipe leakage is that there is thermal crack in the welding of the girth weld and the forming of the inner surface of the girth weld is poor. In the long-term service, affected by internal and external loads, the welding thermal cracks near the weld beading generate stress concentration, and the expansion leads to the leakage failure of the girth weld. Key words: girth weld; leakage failure; thermal crack; weld beading
GB50369-2006油气长输管道工程施工及验收规范

中华人民共和国建设部公告第407号建设部关于发布国家标准《油气长输管道工程施工及验收规范》的公告现批准《油气长输管道工程施工及验收规范》为国家标准,编号为:GB 50369—2006,自2006年5月1日起实施。
其中,第4.1.1、4.2.1、10.1.4、1O.3.2、10.3.3(2、3、4)、 10.3.4、14.1.1、14.1.2、14.2.2条(款)为强制性条文,必须严格执行。
本规范由建设部标准定额研究所组织中国计划出版社出版发行。
中华人民共和国建设部前言本规范是根据建设部建标[2002]85号《关于印发“二00一年至二O0二年度工程建设国家标准制订、修订计划”的通知》文件的要求,由中国石油天然气集团公司组织中国石油天然气管道局编制完成的。
本规范共分19章和3个附录,主要内容包括:总则,术语,施工准备,材料、管道附件验收,交接桩及测量放线,施工作业带清理及施工便道修筑,材料、防腐管的运输及保管,管沟开挖,布管及现场坡口加工,管口组对、焊接及验收,管道防腐和保温工程,管道下沟及回填,管道穿(跨)越工程及同沟敷设,管道清管、测径及试压,输气管道干燥,管道连头,管道附属工程,健康、安全与环境,工程交工验收等方面的规定。
在本规范的制定过程中,规范编制组总结了多年油气管道施工的经验,借鉴了国内已有国家标准及行业标准和国外发达工业国家的相关标准,并以各种方式广泛征求了国内有关单位、专家的意见,反复修改,最后经审查定稿。
本规范以黑体字标志的条文为强制性条文,必须严格执行。
本规范由建设部负责管理和对强制性条文的解释,由中国石油天然气管道局负责具体技术内容解释。
本规范在执行过程中,请各单位结合工程实践,认真总结经验,如发现需要修改或补充之处,请将意见和建议寄交中国石油天然气管道局质量安全环保部(地址:河北省廊坊市广阳道,邮编:065000),以便今后修订时参考。
本规范主编单位、参编单位和主要起草人:主编单位:中国石油天然气管道局参编单位:中国石油集团工程技术研究院主要起草人:魏国昌陈兵剑郑玉刚王炜续理高泽涛马骅苏士峰陈连山钱明亮胡孝江姚士洪葛业武李建军隋永莉田永山杨燕徐梅李林田宝州1 总则1.O.1 为提高油、气长输管道工程施工水平,确保管道工程质量,降低工程成本,制定本规范。
石油管道焊接

油气长输管道近年来全球对石油天然气的需求大大的增加,在中国,西部的油气资源量非常丰富,而在东部则有很多的发展中的大城市,这些城市的发展离不开对能源的需求,但是由于东部能源的过度开采,已经渐渐不能满足城市的发展需要。
国家对这一现象做出了调控,在2000年2月国务院第一次会议批准启动“西气东输”工程,是拉开西部大开发序幕的标志性建设工程。
在油气的东输过程中,涉及到了很长的管线焊接工序,焊接工序是管线建设的重要环节,施工中管口焊接的时效性和安全可靠性均对在建管道的质量有着很大的影响。
一、油气长输管道的用途油、气长输线管是一种经济、安全、不间断和大规模的石油、天然气运输方式。
统称油气长输管线。
在油气的储运中,石油运输有公路运输和铁路运输,水运输和管道运输等四种。
水运是最经济的运输方式,但受地理条件限制,而公路运输亮小且造价昂贵,只能作为短途运输,的辅助手段;铁路运输成本高于管道运输,在管道未建成前,它往往是主要运输方式,运输量增大到一定程度,铁路运输不仅不经济,而且也将因运力有限成为不可能,输油管道的运输方向不受限制,与其他陆地运输方式相比,运输费用最低,所以成为主要的石油运输方式。
而且天然气密度小,体积大管道输送几乎成了唯一的方式。
从气田的井口开始,经矿场、集气、净化、长输线管,知道通过配气管网送到用户,形成一个统一的密闭输气系统,油气的储运管道输送方面除原油和天然气外,还有成品油管道和其他液体、气体的输送管道。
管道运输由于具有缓和交通、安全性好、降低噪音和空气污染,能耗低,不受天然气条件影响等优点,因而具有广阔的发展前景。
出输送液体和气体外、管道也以用于长距离输送一些固体物质,如水煤浆等。
美国《土木工程》杂志预计在21世纪,美国许多长途货运都会由管道承担。
二、油气长输线管的分类(1)按汽、油的生产、处理和使用环节,油气管道可分为:矿场集输管网,干线输油气管道,炼油厂和石化厂油气集输管网,各种运输纽、终点油库和配气站管道、,城市配气管网等。
油气管道环焊缝缺陷排查及处置措施研究
2017年 ,中国石油集团对2007年后建成的油
气管道环焊缝
查工作。通 管道环焊缝 ’
性
证,利用无损检测手段再 环焊缝 '
检验,依
出存有 的环焊缝采取补
换管处理,进而降低管道隐患,为管道安全平稳运
下坚
。
查过程中,
准
点, 高隐
患排查成功率,降低排查工作时间和费用成本的关键第
( 合3年的环焊缝
证工作,西管道
公司形成 套较为有效的环焊缝排查点选取 。
于原始资料排查、管道内检测 、
焊
初投稿收稿日期:2019 -01 -20;修改稿收稿日期:2020 -03 -05 第一作者简介:冼国栋,男,1962年生,2011年毕业于西南石油大学防灾减灾工程及防护工程专业,硕士研究生,目前主要从事油气长输管
道及抢修管理技术工作。E-mail:gdxian@ petrochina. com. cn
步降低油气管道隐患风险水平。
关 键 词:油气管道;隐患排查;选点;修复处置
中图法分类号:TE973
文献标识码:A
文章编号:2096 -0077( 2020) 02 -0042 -04
DOI:10.19459/j. cnki. 61 - 1500/te. 2020. 02. 008
Inspection and Disposal of Girt* Weld Defects of Oil and Gas Pinelines
表1 西南管道公司2018年6月前环焊缝排查情况
开挖 总数
不合格焊口 数量 占开挖总量比例
弯头变壁口
数量
占 合格 例
699
241
34%
119
49%
油气管道无损检测技术

油气管道无损检测技术管道作为大量输送石油、气体等能源的安全经济的运输手段,在世界各地得到了广泛应用,为了保障油气管道安全运行,延长使用寿命,应对其定期进行检测,以便发现问题,采取措施。
一、管道元件的无损检测(一)管道用钢管的检测埋地管道用管材包括无缝钢管和焊接钢管。
对于无缝钢管采用液浸法或接触法超声波检测主要来发现纵向缺陷。
液浸法使用线聚焦或点聚焦探头,接触法使用与钢管表面吻合良好的斜探头或聚焦斜探头。
所有类型的金属管材都可采用涡流方法来检测它们的表面和近表面缺陷。
对于焊接钢管,焊缝采用射线抽查或100 %检测,对于100 %检测,通常采用X射线实时成像检测技术。
(二)管道用螺栓件对于直径> 50 mm 的钢螺栓件需采用超声来检测螺栓杆内存在的冶金缺陷。
超声检测采用单晶直探头或双晶直探头的纵波检测方法。
二、管道施工过程中的无损检测(一)各种无损检测方法在焊管生产中的配置国外在生产中常规的主要无损检测配置如下图一中的A、B、C、E、F、G、H工序。
我国目前生产中的检测配置主要岗位如下图中的A、C、D、E、F、G、H工序。
图一大口径埋弧焊街钢管生产无损检测岗位配置(二)超声检测全自动超声检测技术目前在国外已被大量应用于长输管线的环焊缝检测,与传统手动超声检测和射线检测相比,其在检测速度、缺陷定量准确性、减少环境污染和降低作业强度等方面有着明显的优越性。
全自动相控阵超声检测系统采用区域划分方法,将焊缝分成垂直方向上的若干个区,再由电子系统控制相控阵探头对其进行分区扫查,检测结果以双门带状图的形式显示,再辅以TOFD (衍射时差法)和B扫描功能,对焊缝内部存在的缺陷进行分析和判断。
全自动超声波现场检测时情况复杂,尤其是轨道位置安放的精确度、试块的校准效果、现场扫查温度等因素会对检测结果产生强烈的影响,因此对检测结果的评判需要对多方面情况进行综合考虑,收集各种信息,才能减少失误。
(三)射线检测射线检测一般使用X 射线周向曝光机或γ射线源,用管道内爬行器将射线源送入管道内部环焊缝的位置,从外部采用胶片一次曝光,但胶片处理和评价需要较长的时间,往往影响管道施工的进度,因此,近年来国内外均开发出专门用于管道环焊缝检测的X 射线实时成像检测设备。
浅谈数据精确定位在管道环焊缝排查中的重要性
浅谈数据精确定位在管道环焊缝排查中的重要性摘要:近年来,管道环焊缝排查成为管道企业每年开展的重要工作,原来的环焊缝排查定位工作主要由施工单位自行开展,由于数据单一、精度未知,定位的准确性较差,直接影响了环焊缝排查的整体效率。
本文结合兰州输油气分公司的实际情况,阐述了“先精确定位,再精准排查”的工作思路。
先精确定位是指先对已有的管道竣工数据、探测数据、内检测等数据进行对齐,形成基于焊缝维度的数据对齐大表,再利用焊缝坐标实现现场精准放样,最后形成包含环焊缝坐标、现场埋深、地形地貌、现场照片等信息的环焊缝定位成果表,再根据此表有针对性开展环焊缝排查的预算、计划、招投标等工作,提高了环焊缝排查的整体效率和质量。
展望未来,开发数据对齐系统提高数据对齐的工具化程度已迫在眉睫,对齐大表不仅对环焊缝排查有用,更是管道维修维护的基础,而数据对齐大表的准确性的根本在于基础数据源的准确性,谁掌握了完整而准确的基础数据,谁就掌握了管道的命脉。
关键词:环焊缝排查;数据对齐;精确定位1.引言近年来,管道环焊缝排查成为管道企业每年的重要工作,原来焊缝定位主要依据竣工资料或内检测进行定位[1],由于数据来源单一,数据质量无法保证,焊缝定位的准确性不能保证,环焊缝排查的工期也会受到影响,直接影响了环焊缝排查的整体效率。
这种粗犷的定位方式显然不能满足精细化管理的要求,本文结合兰州输油气分公司的实际情况,提出了“先精确定位,再精准排查”的工作思路,提高了环焊缝排查的整体效率和质量。
2.环焊缝数据对齐2.1数据对齐种类《GB 32167-2015 油气输送管道完整性管理规范》不仅要求对数据进行采集,还要进行对齐[2],最终建立基于焊缝粒度的管道全生命周期的多时相、多专业、高精度的一套完整性管理数据,依据时间和数据类型,数据对齐主要分为建设期与运营期数据对齐;运营期不同批次数据对齐;管道探测数据、内外检测及竣工资料等数据对齐三种类型。
兰州输油气分公司2019年共开展环焊缝排查511处,邀请第三方技术服务公司依据管道运行期复测数据、内外检测数据和竣工资料(管道施工记录、焊缝竣工测量成果表)等数据进行三个维度的数据对齐和相互验证,从而大大提高了焊缝定位精度。
油气管道环焊缝自动超声检测与射线检测方法对比
油气管道环焊缝自动超声检测与射线检测方法对比薛岩;周广言;李佳;闫臣【摘要】Aiming to inquire into the issue of different results by AUT/RT testing for circumferential welding,a testing plan for AUT/RT was proposed by designing and manufacturing the calibration block with artificial defects of weld and by the combination of AUT/RT detection principle.The AUT/RT testing on artificial defects of weld was carried out according to the testing scheme and the detection rate of AUT/RT for circumferential welding was analyzed based on the test result.The test results showed that the AUT has very high detection ability for the incomplete fusion flaw by automatic welding,and for RT test for automatic welding bevels,the detection rate is highest when the X-ray direction is consistent with the incomplete fusion.The detection rate is reduced with angle increased and the detection will be prone to undetected error.%针对AUT(自动超声检测)与RT(射线检测)检测管道环焊缝结果不一致的问题,结合AUT与RT检测原理,制作了校准试块及含人工缺陷焊缝,制定了 AUT 与 RT 检测管道焊缝试验方案,根据试验方案对人工缺陷焊缝进行了对比检测,在此基础上分析 AUT与 RT对管道环焊缝缺陷的检出率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
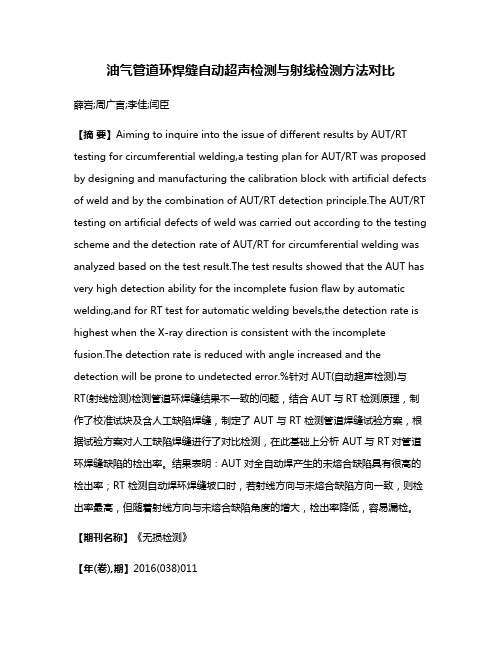
图2(e)所示是l0=1500mm,t=7mm,r0=100mm的管道,取测线r=0,θ=0°时,管道内磁场的分 布。可见,较长管道内的磁场分布与较短管子的类似,只是轴向分量和径向分量的平坦部分 更长一些。可以预见当管道很长时,管道内可近似认为是一匀强磁场。
α=0°
α=90°α=0° α=90°
r=0r0,θ=0°
(d)500mm管道测线4上磁场分布
α=0°
α=0°
α=90°
α=90°
r=0r0,θ=0°
磁化角度、不同长度管道内磁场分布;α=0°,15°,30°,45°,60°,75°,90°;r0=100mm;t=7mm;
(a)-(d)l0=500mm,(e)l0=1500mm
(a)500mm管道测线1上磁场分布
α=0°
α=90°α=0° α=90°
r=0.2r0,θ=0°
(b)500mm管道测线2上磁场分布
α=0°
α=90° α=0° α=90°
r=0.2r0,θ=72°
(c)500mm管道测线3上磁场分布
α=0°
α=90°α=0° α=90°
r=0.2r0,θ=144°
等效磁荷法可以有效获得铁磁性材料表面磁荷密度分布,进而方便地求出其周围磁 场分布。本文首次采用等效磁荷法,针对不同的磁化方向计算了非轴向磁化圆柱管状铁 磁性材料表面磁荷密度分布及管内磁场分布并分析了管道内环焊缝处异常磁场产生的 原因及特点。然后设计了一个用于测量管道内磁场的球形载体,测量了某输油气实验管 道内的磁场,以验证上述分析的正确性。最后对所测数据进行处理,通过对管道内环焊 缝处异常磁场的识别和定位而实现对管道环焊缝的识别和定位。
二. 理论分析
采用三维磁体表面磁荷分析方法分析任意方向均匀磁化的铁磁性管道表面的磁荷 密度分布,如式(1)所示。其中,rs 为磁体表面某一点的位置矢量,r’为磁体表面除去 rs 以后剩余表面上任一点的位置矢量,H0为磁化磁场强度,n 为磁体表面 rs处单位法向量, μ 为磁体相对磁导率。
所研究的管道模型及坐标系的建立如图 1 所示,M 为磁化强度,M∥XOZ 面,M 与 OZ 轴的夹角为 α。将铁磁性材料内外表面、端面一共分隔成 N 个面元 Si,并认为每个面元内的 磁荷密度 σi 为常量,结合(2)式将式(1)离散化,并整理可得(3)式。
测线
t
Z
r0
r
X
O
Y
l0
M Z
X
图 1 管道模型示意图
管道内磁场计算结果如图2(a)-(d)所示。对于l0=500mm,t=7mm,r0=100mm的管道,分 别取测线r=0,θ=0°;r=0.2r0,θ=0°;r=0.2r0,θ=72°;r=0.2r0,θ=144°。从图2(a)-(d)的每一幅 图可以看出对于每一磁化角度和测线,管道内的磁场强度无论是幅值还是沿轴向的变化规律, 均无明显变化。不同测线上的磁场分布差别不大。当磁化角度α从0°逐渐增大至90°时,测线 上磁场轴向分量(Hx)逐渐减少,径向分量(Hz)逐渐增加。管道内磁场的分布具有明显的对称 性。其中Hz关于管道中垂面始终成偶对称分布,仅有一个极值;当α较小时Hx关于管道中垂 面成偶对称分布,且有多个极值;当α较大时Hx关于管道中垂面成奇对称分布;Hy始终很小。
由于管道环焊缝处的表面形状和内部的晶相结构的特殊性,其声阻抗和电磁阻抗与 管道其余处存在很大不同,理论上可以采用涡流、超声等主动式无损检测设备来识别和 定位焊缝。但是,这两种方法均需要激励装置,功耗比较大,通常需要与管壁特殊配合, 结构也比较复杂,使用起来十分不便。此外,对于气体或成品油输运管道,还可考虑使 用光学传感器检测焊缝,但价格比较昂贵,且对油品的透明度有很高的要求,很不实用。 而利用管道内磁场识别焊缝是一种被动检测方法,不需要与管壁接触,对内检测器的运 动状态无特殊要求,与输运的油品种类无关。
管道材质通常为合金钢,磁导率比较大,且当磁导率变大时,铁磁性材料表面磁荷密度 分布规律很快以同一模式趋于某一极限,但是分布规律不变。解方程组(3)即可得到各个面 元上磁荷密度分布。在管道内选定一组测点,记为 P={ri|i=1,2,…,M};前述划分的面元这里 另记为 S={Sj|j=1,2,…,N}。根据式(4)计算测线上各点磁场分量。
从上述计算结果可以看出测线的位置对磁场沿轴向的分布规律影响不是很大。但是当磁 化方向不同时,管道内轴向及径向磁场分量差别比较大。对于实际的管子,由于每节管子的 磁化方向和磁化强度均不相同,环焊缝处磁场可能是图中不同磁化方向情况的组合和不同的 管道取向的组合,包括轴向不同指向和周向不同转角。于是焊缝两侧的磁场常常不会对称, 焊缝附近的磁场分布情况就比较复杂,不会出现单一的分布情况。但是焊缝附近的磁场会明 显区别于远离焊缝处的磁场。管子拼接或焊接时是处于地磁场中的,跟焊接之前的所处的磁 场环境一样,并没有对管子进行更强的磁化,管子表面磁荷的分布几乎不会被影响。因此, 管子拼接或焊接之后的磁场应该几乎是焊接或拼接之前的管子的磁场的叠加。于是在环焊缝 处会有明显的磁场幅值的跳变。这说明管道现场检测实验发现的管道内环焊缝处磁场的跳变 不是偶然因素所致,是由深刻的物理规律所支配的。
油气管道环焊缝检测
一. 背景
石油在当今社会中起着非常重要的作用,石油的运输用到埋在地下的石油管道。然 而由于某些人为因素(如不法分子偷油)和自然因素(如管道铺设时间长而老化),使 得管道出现很多泄漏,这一方面造成能源的浪费,带来很大经济损失,另一方面也污染 环境。所以对管道泄漏的及时检测就显得尤为重要。泄漏检测有很多方法,如负压波检 测法,声检测法,磁检测法,红外检测法等。而对于像腐蚀这样的原因造成的泄漏属于 微小泄漏,得用内检测方法。内检测法的原理为:把内检测器放进管道中,内检测器靠 油的推力前进,在内检测器中放入声传感器,检测整个过程的声信号,泄漏点处的声信 号会有个突变,从而检测出泄漏点来。管道内检测器能够在管道运行的状态下检测出管 道缺陷并对缺陷进行定位,对保证管道安全运行具有重要作用。由于管道内检测器测量 的管道缺陷同管道(内检测器)位置一一对应,因此必须准确知道每一时刻管道内检测 器的位置。目前管道内检测器常用的定位方法,如里程轮法、捷联惯导方法等,都需要 地面标记装置进行辅助定位以消除累计误差。地面标记装置一般要求沿管线每隔一公里 布放一个,使用不便,尤其很难应用于海底管道内检测器的定位。本课题组油气管道检 测实验发现,管道内环焊缝处磁场明显区别于管道内其他位置的磁场。如果能够利用管 道内检测器采集的磁场信号对环焊缝进行识别,则可结合管道现场施工资料,如管道焊 缝编号、单节管道长度等,对管道内检测器进行高精度的里程定位,并且可以避免使用 地面标记装置,为管道内检测器的准确里程定位提供一种应用方便的新方法。