PFMEA案例
六步法pfmea案例
六步法pfmea案例全文共四篇示例,供读者参考第一篇示例:案例背景:某家汽车零部件制造公司在生产过程中发现了一个频繁出现的问题:某零部件的尺寸偏差过大,导致装配时无法完全契合,进而影响产品的性能和质量。
为了解决这一问题,公司决定使用六步法PFMEA 进行分析和改进。
步骤一:确定分析范围团队确定了分析的范围为某零部件的生产工艺。
他们明确了问题的具体表现,以及对产品性能和质量的影响。
团队还确定了分析的目的是为了找出可能引起零部件尺寸偏差的潜在故障模式,并制定相应的控制措施。
步骤二:收集相关信息团队开始收集相关信息,包括零部件的设计图纸、生产工艺流程、设备参数、材料性质等。
他们还对生产现场进行实地考察,观察生产过程中的关键环节,并与相关工程师和操作人员进行沟通交流,了解他们对问题的认识和看法。
步骤三:识别潜在故障模式通过分析收集到的信息,团队识别出了可能导致零部件尺寸偏差的潜在故障模式。
包括:材料供应质量不稳定、设备操作不规范、工艺参数设置不当等。
每个故障模式都被赋予一个风险等级,以确定其重要性和优先级。
步骤四:确定故障影响团队分析每个故障模式的影响范围,包括对产品性能、质量、交付时间等方面的影响。
他们还评估了每个故障模式的可能性和频率,以确定其潜在风险。
步骤五:制定改进控制措施基于对故障模式和影响的分析,团队制定了一系列改进控制措施,以降低潜在风险。
加强材料供应商管理、优化生产工艺流程、规范设备操作规程等。
每个控制措施都被赋予一个责任人和执行时间表,以确保实施和落实。
步骤六:跟踪和持续改进团队制定了一个跟踪和持续改进计划,以监控改进控制措施的执行情况和效果。
他们定期对实施情况进行评估和审查,继续识别和解决可能存在的风险和问题,确保质量和性能的持续提升。
通过六步法PFMEA的分析和改进,该汽车零部件制造公司成功解决了零部件尺寸偏差的问题,提高了产品的质量和性能,降低了生产过程中的风险和损失,进一步提升了企业的竞争力和市场地位。
新版PFMEA案例-朱春佳老师
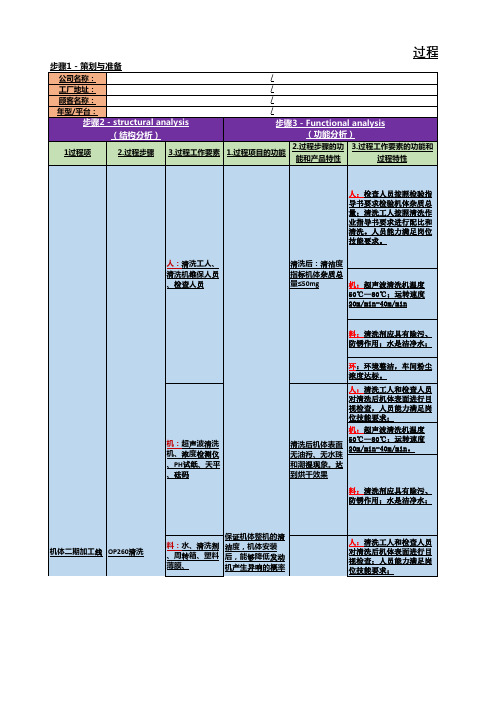
洗后,机体表面无锈蚀、磕碰、划痕过程失
线清洗
证机体整机的清洁度,机体安装后,能够降低发动机产生异响的概率
价进行确认。
2.每季度对维护保养计划的执行情况进行检查确认。
3.每月度对清洗剂的更换频次进行检查确认。
间使用,存在磕碰点;
料:清洗剂不能满足除污、防锈要求,清洗剂过期,未得到监控法:超声波清洗机内的液体未及时更换,液体变质:
计划,对传输带进行维护保养;3.确定清洗剂液体更换周期,并明确在作业标准中。
影响组装或装机后质量异常;
对最终用户影响:无
过程失效模式及后果分析(PFMEA)
对机体表面100%检查针对失效起因:
1.每半年对人员的能力评人员取放工件时与传输带表面碰撞;
机:传输带长时训,提高质量意识。
2.制定维护保养洗过后,机体表面存在锈斑、有磕碰点和划痕影响交付或交付后顾客投诉;
对主机厂影响:
进一步采取措施。
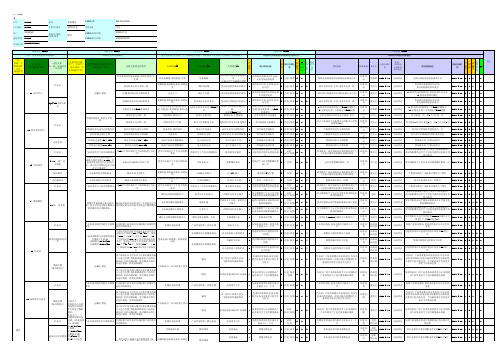
新版(七步法案例)PFMEA
头下R角偏小 一冲设计不合理 模具制作有偏差 冷墩时光钉直径偏大
5
增加抽风机或空调
2 检查/核对 2
6
要求供应商对模具尺寸进行 中限管理并提供出货检验报
告
3
目视/ 核对/检测
2
6
每隔两个小时对锁紧螺丝紧 固一次
3
检查
2
8
修理模具R角位置
3 检测 2
8
修改一冲相关尺寸
3 检测 2
6
要求供应商对模具尺寸进行 中限管理并提供出货检验报
05 热处理
硬度检测 (维式硬度计)
产品外观及硬度性能符合图纸 目视检测产品外观及仪器检测产品硬度性
要求
能符合图纸要求
电镀后表面发黑
产品从清洗区清除杂质后进入淬火炉进行
渗碳淬火(预热区860℃-60/+20℃,保温
产品表面硬度与芯部硬度需符 区900℃ ±10℃,淬火区 860℃ ±10
合图纸工艺要求:
完成状态
结合经验重新设计一冲模具
2020/3/10 8 2 1 ※ L
完成状态
严格要求模具厂商按我司图纸尺寸制作 2020/3/10 6 2 1
L
我司模具按图纸中限尺寸设计,并要求模具厂 完成状态 商对每批模具进行尺寸检验并提供检验报告到 2020/3/10 7 2 1 ※ L
我司核对
完成状态
要求牙板供应商严格按标准要求设计牙板并提 供检测数据报告
提供检测报告
对
高成
2020/3/10
要求牙板供应商严格按标准要求设计牙板
目视/核 对
董茂文
2020/3/10
将主模模腔尺寸定义在中限并要求供应商 目视/核
PFMEA-失效模式分析
02
失效模式分析
失效模式定义
失效模式定义
01
失效模式是指产品或过程中可能出现的不满足设计意图、技术
要求或操作规范的状或现象。
失效模式分类
02
根据失效的性质和影响程度,失效模式可以分为功能失效、性
能失效、安全失效、适应性失效等类型。
失效模式分析方法
03
失效模式分析方法包括故障树分析、事件树分析、故障模式与
制定改进措施和预防措施
01
根据分析结果,制定针对性的改进措施,以提高产品或过程的 性能、安全性和可靠性。
02
制定预防措施,降低失效模式的发生风险,包括设计优化、工
艺改进、环境控制和使用指导等。
跟踪改进措施和预防措施的实施效果,持续改进,确保产品质
03
量和过程稳定。
04
PFMEA案例分析
案例一:汽车刹车系统PFMEA分析
识别关键特性,确定分析的重点,确 保分析的准确性和有效性。
列出潜在的失效模式
通过头脑风暴、历史数据分析和经验总结等方法,列出可能的失效模式,确保覆盖全面。
对失效模式进行分类和整理,以便后续分析。
分析失效模式的后果
分析失效模式对产品或过程性能、安 全性、可靠性和符合性等方面的影响 。
评估失效模式对客户满意度和生产成 本的影响,以便制定有效的改进措施 。
主观性
在评估失效模式的严重程度、发生频率和检测难度时,可能存在 主观性,导致结果的不一致。
静态性
PFMEA通常在产品开发阶段进行,而后期的更改和改进可能未 被考虑。
PFMEA未来发展方向
人工智能与机器学习应用
利用人工智能和机器学习技术辅助PFMEA分析,提高识别失效模式 的准确性和效率。
PFMEA分析范例
PFMEA分析范例PFMEA(Process Failure Mode and Effects Analysis)是产品设计和生产过程中一种常用的质量管理工具,它能够帮助企业分析和识别潜在的故障模式、评估其影响程度,并制定相应的纠正和预防措施。
本文将通过一个实际案例来展示PFMEA分析的具体过程和应用方法。
案例背景某电子制造企业生产线上的一个环节涉及到电池组装,为了保障产品质量,他们希望通过PFMEA分析来识别潜在的故障模式,并采取相应措施进行预防和纠正,以降低质量风险。
1. 确定流程步骤首先,我们需要确定电池组装过程中的流程步骤,如准备工作、电池组装、焊接、包装等。
2. 识别潜在故障模式在每个流程步骤中,我们需要识别可能出现的潜在故障模式,例如:在准备工作阶段,可能出现的故障模式包括工具缺失、物料不合格等等。
3. 评估故障影响程度针对每个潜在故障模式,我们需要评估其对产品质量和生产效率的影响程度。
例如,在电池组装阶段,如果出现电池不合格,可能导致产品连接不可靠,影响产品性能,同时还会增加后续检测和返工的工作量。
4. 确定风险等级结合故障模式的影响程度,我们可以根据一定的评估标准来确定每个故障模式的风险等级。
例如,可以设定高、中、低三个等级,将电池不合格列为高风险等级。
5. 制定预防和纠正措施对于高风险等级的故障模式,我们需要制定相应的预防和纠正措施,以降低潜在风险。
例如,对于电池不合格的风险,可以建立严格的供应商管理制度,提高物料检测的精度和效率。
6. 实施和跟踪制定好预防和纠正措施后,我们需要将其纳入到生产实践中,并建立相应的跟踪机制,及时评估其实施效果,并根据需要对措施进行调整和改进。
通过以上几个步骤的分析和实施,电子制造企业可以在电池组装过程中减少故障发生的概率,并及时采取纠正措施,以确保产品质量和生产效率的稳定性和可持续性。
总结PFMEA作为一种常用的质量管理工具,可以帮助企业在产品设计和生产过程中识别潜在故障模式,并制定相应的预防和纠正措施。
pfmea优秀案例
pfmea优秀案例英文回答:PFMEA Best Practices.PFMEA (Process Failure Mode and Effects Analysis) is a systematic approach to identifying, assessing, andmitigating potential failures in a process. By identifying and analyzing potential failure modes, their causes, and their effects, organizations can take proactive measures to reduce the likelihood and impact of failures.Best practices for conducting a PFMEA include:Define the process: Clearly define the process thatwill be analyzed. This should include the boundaries of the process, the inputs and outputs, and the sequence of steps.Identify potential failure modes: Brainstorm all potential failure modes that could occur within the process.This should be done by considering all aspects of the process, including equipment, materials, people, and procedures.Analyze the causes of failure modes: For each failure mode, identify the potential causes. These causes should be specific and actionable.Assess the effects of failure modes: Determine the potential effects of each failure mode. This should include both the immediate effects on the process and the ultimate effects on the customer or end user.Assign risk priority numbers (RPNs): Assign an RPN to each failure mode based on its severity, occurrence, and detectability. The RPN helps prioritize failure modes for mitigation.Develop mitigation strategies: For each failure mode with a high RPN, develop mitigation strategies to reduce the likelihood and impact of the failure. These strategies should be specific and actionable.Implement mitigation strategies: Implement the mitigation strategies that have been developed. This may involve making changes to the process, equipment, materials, people, or procedures.Monitor and evaluate the effectiveness of mitigation strategies: Monitor the effectiveness of the mitigation strategies that have been implemented. This may involve tracking the occurrence of failure modes and assessing the impact of the mitigation strategies.By following these best practices, organizations can improve the effectiveness of their PFMEA process and reduce the likelihood and impact of failures.中文回答:PFMEA优秀案例。
挤出PFMEA第四版实例
挤出PFMEA第四版实例一、本文概述1、PFMEA的定义和重要性PFMEA,即过程失效模式与影响分析,是一种用于评估制造过程中潜在失效模式的工具。
它帮助我们识别、评估和排序潜在的制造过程缺陷,以便在生产之前采取预防措施,从而提高产品质量、降低成本并减少交货期延误。
PFMEA的核心价值在于它能够系统地分析制造过程中的潜在风险,并量化这些风险对最终产品质量的影响。
通过这种方式,我们可以提前发现潜在问题,并在产品设计和制造过程中采取有效的纠正措施。
在汽车制造、电子设备、医疗器械和其他高风险领域,PFMEA已经成为质量管理和持续改进的重要组成部分。
它不仅有助于提高产品质量,还为组织提供了一种实用的工具,以识别和解决潜在的制造过程问题,从而提高生产效率、降低成本并增强市场竞争力。
总之,PFMEA是一种重要的质量管理工具,能够识别和评估制造过程中的潜在失效模式,从而采取预防措施,提高产品质量、降低成本并减少交货期延误。
在未来,随着生产过程日益复杂化和客户需求多样化,PFMEA的重要性将进一步提升。
2、PFMEA的历史和发展PFMEA(Process Flure Mode and Effects Analysis)是一种用于评估和改善制造业过程中潜在失效模式的工具。
自1960年代初期以来,PFMEA已经被广泛应用于各种行业,并且已经成为许多质量和安全标准的要求。
最初的PFMEA方法是在1960年代初期由美国宇航局(NASA)开发的。
当时,NASA正在开发一套新的宇宙飞船系统,他们需要一种可靠的方法来确保制造过程中的质量和安全性。
于是,PFMEA作为一种特殊的故障模式分析方法,能够系统地识别和评估生产过程中潜在的失效模式及其影响。
随着时间的推移,PFMEA逐渐在汽车、电子、医疗和其他制造业中得到广泛应用。
到了1980年代,PFMEA已经成为ISO质量管理体系(ISO 9000)的一部分,并且被广泛接受为行业标准。
PFMEA案例(2[1].2)
工序号及 加工内容
潜在失效 模式
潜在失 效后果
分 类
潜在失效起 因/机理
频 度 O
R P N
现行控 制措施
建议措施
采取措 施
严 重 度
频 度
探 测 度
R P N
P007 装配
内弧板与 其他弧板 不一致
排壳排 链器无 法在炮 箱上锁 紧
8
零件一致性 差,装配基 准不一致
8
3
19 2
装配前 进行检 查
装配前对 零件进行 检查,统 一装配基 准
排壳排链器工艺潜在失效模式及后果(PFMEA)分析(机加)
措施执行结果 工序号及 加工内容
潜在失效 模式
潜在失 效后果
严 重 度 S
分 类
潜在失效起 因/机理
频 度 O
探 测 度 D
R P N
现行控 制措施
建议措施
责任 和目 标完 成日 期
采取措 施
严 重 度
频 度
探 测 度
R P N
P003 钻/ 钻,扩, 铰孔 φ28+0.21 0, φ29+0.21 0。
增加工序 6A,进行 油压机压 装;指定 专门人员 加工;压 装严格压 力和时间。 增加高精 度设备, 定员,定 机,定切 削。
221车间 2004.01
8
2
2
32
P014/镗/ 镗内孔, 保证尺寸 ,形状公 差和表面 粗糙度要 求。
①尺寸及 形置公差 超差。
后续工序 加工余量 不够。
7
G
①机床精度低。 ②切削速度不 匹配。 ③刀、量具使 用不对。
8
3
19 2
工人现 场控制
新版PFMEA案例
过程失
面无锈蚀、磕碰
、划痕
清洗洁度,机体安装
后,能够降低发动
机产生异响的概率
过程失效模式及后果分析(PFMEA)
2.每季度对维护保养计划的执行情况进行检查确认。
3.每月度对清洗剂的更换频次进行检查确认。
量异常;
对最终用户影响:无
点;
料:清洗剂不能满足除污、防锈要求,清洗剂过期,未得到监控
法:超声波清洗机内的液体未及时更换,液体变质:
进行维护保养;3.确定清洗剂液体更换周期,并明确在作业标准中。
对机体表面100%检查针对失效起因:
1.每半年对人员的能力评影响交付或交付后顾客投诉;
对主机厂影响:表面存在锈斑、有磕碰点和划痕人员取放工件
时与传输带表面碰撞;
机:传输带长时间训,提高质量意识。
2.制定维护保养
措施。
PFMEA 过程失效模式及后果分析
PFMEA目录简介概念论述原理分析模式及后果分析PFMEA案例分析简介概念论述原理分析模式及后果分析PFMEA案例分析简介过程失效模式及后果分析(Process Failure Mode and Effects Analysis,简称PFMEA)PFMEA是过程失效模式及后果分析的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
概念论述PFMEA是过程失效模式及后果分析(Process Failure Mode and Effects Analysis)的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
原理分析PFMEA的分析原理PFMEA的分析原理如下表所示,它包括以下几个关键步骤:(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
50个 每1000件
9
高:经常性失效
20个 每1000件
8
10个 每1000件
7
中等:偶然性失效
5个 每1000件
6
2个 每1000件
5
1个 每1000件
4
低:相对很少发生失效
0.5个 每1000件
3
0.1个 每1000件
2
级低:失效不太可能发生
≤0.01个 每1000件
1
推荐的PFMEA探测度评价准则
附录1:美国三大汽车评价严重度,频度数,探测度的准则
推荐的PFMEA严重度评价准则
后果
评定准则:后果的严重度
当潜在失效模式导致最终顾客和/或一个制造/装配厂产生缺陷时便得出相应的定级结果。最终顾客永远是要首先考虑的。如果两种可能都存在的,采用两个严重度值中的较高者。(顾客的后果)
评定准则:后果的严重度
扬声器主要技术参数:
…………
内部要求:
易于装配,一次装配合格率(直通率)大于99%。
案例:为了保证产品设计意图完整地贯彻到生产过程中,公司组建了PFMEA小组。小组组长由工艺工程师王五担任,小组成员有品质工程师赵六,SQE钱七,以及计划将来进行该产品生产的生产车间主任贾师傅。
PFMEA小组首先利用特性矩阵,将产品关键特性对应到生产过程的中,以下是关键特性矩阵的部分内容:
一个潜在的关键特性(启动PFMEA)
严重度=9,10
PFMEA小组关注
设计
YS
一个潜在的重要特性(启动PFMEA)
严重度=5~8,且频度数=4~10
PFMEA小组关注
设计
不是特殊特性
严重度=1~4
无
过程
▽
品质人员首先检查了产品的DFMEA和PFMEA,发现,在给A客户的产品中,从未提及电容脚存在毛刺是潜在失效模式。因此,品质人员检查了B客户发来的产品要求有关的记录,发现B客户此前也未提到过电容脚不能有毛刺。
为了挽回影响,并预防问题的再发生,公司决定启动8D程序。
练习:
如果您被任命为8D小组成员,请描述小组应该进行的主要工作。在8D过程中,哪些步骤可能涉及到FMEA?
探测性
准则
检查类别
探测方法的
推荐范围
探测度
A
B
C
几乎
不可能
绝对肯定不可能
探测
X
不能探测或没有检查
10
很微小
控制方法可能探
测不出来
X
只能通过间接或随机检查来实现控制
9
微小
控制有很少的机
会能探测出
X
只通过目测检查来实现控制
8
很小
控制有很少的机
会能探测出
X
只通过双重目测检查来实现控制
7
小
控制可能能探测
出
X
容量
频率
1
磁体/
充磁机M006
1
饱和充磁后B/H
▼
按C30铁氧体技术规范
检测机CXXX002
30
每批
检查表Cpk》1
。。
16
绕线
A04型全自动绕线机,编号001~010
1
直流阻
▼
7.2+-0.4
万用表QM006
10
首检
SETUP检查表
2
绕线匝数
▼
60+-1
目测检查
1
生产前
SETUP检查表
3
绕线机计数器
3
很轻微
配合和外观/尖响和卡嗒项目不舒服。有辨识力顾客(25%以下)能发觉缺陷。
或部分(小于100%)产品可能需要返工,无报废,在生产线上其它工位返工。
2
无
无可辨别的影响
或对操作或操作者而言有轻微的不方便或无影响。
1
推荐的PFMEA频度评价准则
失效发生可能性
可能的失效率*
频度
很高:持续性失效
≥100个 每1000件
-预防
-探测
采取的措施
S
O
D
R
P
N
案例分析:
选择PFMEA小组的成员,应考虑哪些因素?PFMEA小组成员是否可以和DFMEA一样?FMEA小组成员,和APQP中CFT小组成员的要求,有什么不一样?是否FMEA小组和CFT小组成员是否可以一直?
PFMEA中,除了通过特性矩阵转换到工序的特殊特性,是否会产生新的特殊特性?请举例说明。
⑨
顾客质量批准/日期(如需要)
⒀
供方/工厂
⑤
供方代码⑥
其它批准/日期(如需要)
⒁
其它批准/日期(如需要)
⒁
零件/过
程编号
⒂
过程名称/操作描述 ⒃
机器、装置
夹具、工装
⒄
特性
特殊特
性分类
(21)
方法
反应控制
(26)
编号
⒅
产品⒆
过程⒇
产品/过程规范/公差(22)
评价/测
量技术
(23)
样本(24)
控制方法
(25)Biblioteka 10有警告的危害当潜在的失效模式在有警告的情况下影响车辆安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高
或可能在有警告的情况下对(机器或总成)操作者造成危害
9
很高
车辆/项目不能工作(丧失基本功能)
或100%的产品可能需要报废,或者车辆/项目需在返修部门返修1个小时以上
8
高
车辆/项目可运行但性能水平下降。
子系统(PFMEA)共页,第页
部件设计责任编制人
车型年/车辆类型关键日期FEMA日期(编制)(修订)
核心小组
工序
作用
潜在
失效模式
潜在
失效后果
严重度S
级别
潜在失效
起因/机理
频度O
现行
过程控制
探测度D
R
P
N
建议措施
责任及
目标完成
日期
措施结果
-预防
-探测
采取的措施
S
O
D
R
P
N
磁体采购
所采购磁体满足要求
饱和充磁B/H值低于要求下限
特殊特性
工序代号/特性
1进料
..
..
..
..
..
9绕线
..
..
..
..
.23充磁.
..
..
磁体B/H值
漆包线导电率
-
-
-
-
-
-
-
-
-
-
绕线机匝数
-
-
-
-
-
-
-
-
-
充磁电流
充磁时间
-
-
-
-
磁场强度
●
●
●
直流阻抗
●
●
….
在此基础上,PFMEA小组开发了PFMEA
过程FMEA的标准表
系统潜在失效模式及后果FMEA编号
当潜在失效模式导致最终顾客和/或一个制造/装配厂产生缺陷时便得出相应的定级结果。最终顾客永远是要首先考虑的。如果两种可能都存在的,采用两个严重度值中的较高者。(制造/装配后果)
严重度级别
无警告的危害
当潜在的失效模式在无警告的情况下影响车辆安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高
或可能在无警告的情况下对(机器或总成)操作者造成危害
工厂的流程为:
进料――裁线/去线头绝缘层――压合――包装――出货
其中,裁线/去绝缘层由自动裁线的设备完成,压合由半自动冲压机完成。
请根据上述信息,开发PFMEA和控制计划。
案例提示:
ROHS的要求是如何通过FMEA传递到过程中去的?
过程中是否可能涉及操作工人的安全?
还有可能导致客户不满的其他问题吗?
0.1
校准
1
3个月
样件试生产生产
①
控制计划编号②
主要联系人/电话
⑦
日期(编制)
⑩
日期(修订)
⑾
零件名称/最新更改等级
③
核心小组
⑧
顾客工程批准/日期(如需要)
⑿
零件名称/描述
④
供方/工厂批准/日期
⑨
顾客质量批准/日期(如需要)
⒀
供方/工厂
⑤
供方代码⑥
其它批准/日期(如需要)
⒁
其它批准/日期(如需要)
⒁
X
用制图的方法,如SPC(统计过程控制)来实现控制。
6
中等
控制可能能探测
出
X
控制基于零件离开工位后的计量测量,或者零件离开工位后100%的止/通测量
5
中上
控制有较多机会
可探测出
X
X
在后续工位上的误差探测,或在作业准备时进行测量和首件检查(仅适用于作业准备的原因)
4
高
控制有较多机会
可探测出
X
X
在工位上的误差探测,或利用多层验收在后续工序上进行误差探测:供应、选择、安装、确认。不能接受有差异的零件。
4
56
N/A
过程FMEA的标准表
系统潜在失效模式及后果FMEA编号
子系统(PFMEA)共页,第页
部件设计责任编制人
车型年/车辆类型关键日期FEMA日期(编制)(修订)
核心小组
工序
作用
潜在
失效模式
潜在
失效后果
严重度S
级别
潜在失效
起因/机理
频度O
现行
设计控制
探测度D
R