抛光要求标准
抛光工艺要求与质量标准

抛光工艺要求与质量标准
1.在进行抛光加工前,首先对照图纸检查是否有足够的抛光余量,型腔是
否与图相符。
加工完交付质检验收时必须将模具表面擦试干净,不能有油渍、沙子、灰尘等杂物。
2.所有工作带必须前后倒角,不能有毛刺。
所有加工面必须保证工作带的
“三度”,即垂直度,平直度,光洁度,要求达到Ra0.4。
3.下模工作带与端面要垂直,公差为0.01mm,平行度,平直公差0.01 mm,
不允许有龟背及波浪纹。
下模工作带处内外角要倒角园滑(R=0.05 mm)工作带不能有碰伤痕迹。
4.平模工作带平整垂直公差0.01 mm,壁厚间隙公差0.01 mm,在没有规定
公差的壁厚做下差-0.01~-0.02 mm。
5.工作带抛光不能直方向抛光,必须要横方向抛光,如有角位处比较小的
位置,必须要用锉刀抛光,不能直接用砂布来回拉动抛光。
6.模具壁厚公差±0.02 mm,同一边壁厚公差0.01mm,手工位置壁厚公差
0.01~0.04mm。
分流部分壁厚与平面部分壁厚要均匀(除图纸壁厚另有
要求外)公差0.02 mm。
不锈钢表面抛光 国际标准

不锈钢表面抛光国际标准
一、表面粗糙度
不锈钢表面抛光后的粗糙度是评价其质量的重要指标之一。
国际标准对不锈钢表面粗糙度有明确的规定,一般要求表面粗糙度在Ra0.4以下。
Ra0.4以下的表面粗糙度意味着表面光滑,无明显的凸起和凹陷,且各点的粗糙度基本一致。
二、表面光亮度
不锈钢表面抛光后的光亮度也是评价其质量的重要指标之一。
国际标准对不锈钢表面的光亮度也有明确的规定,一般要求表面光亮度达到一定等级。
表面光亮度越高,表明不锈钢表面的反射光线能力越强,外观更加美观。
三、表面清洁度
不锈钢表面抛光后的清洁度是评价其质量的重要指标之一。
国际标准对不锈钢表面的清洁度也有明确的规定,一般要求表面无油污、无灰尘、无杂质等。
清洁度高的不锈钢表面可以保证其耐腐蚀性能和使用寿命。
四、表面腐蚀等级
不锈钢表面的腐蚀等级是评价其耐腐蚀性能的重要指标之一。
国际标准对不锈钢表面的腐蚀等级也有明确的规定,一般分为0级、1级、2级、3级等。
0级表示无腐蚀,1级表示轻微腐蚀,2级表示中度腐蚀,3级表示严重腐蚀。
不锈钢表面的腐蚀等级越低,表明其耐腐蚀性能越好。
五、表面硬度
不锈钢表面的硬度是评价其耐磨性能和使用寿命的重要指标之一。
国际标准对不锈钢表面的硬度也有明确的规定,一般要求表面硬度达到一定等级。
表面硬度高的不锈钢可以保证其耐磨性能和使用寿命。
总之,不锈钢表面抛光国际标准对不锈钢表面的粗糙度、光亮度、清洁度、腐蚀等级和硬度等方面都有明确的规定和要求。
只有符合这些标准的不锈钢表面才能保证其质量和使用寿命。
卫生级的抛光标准

卫生级的抛光标准
卫生级抛光标准是确保食品、制药和生物技术等行业中设备和管道表面光洁度的重要指标。
以下是一些关于卫生级抛光标准的要点:
1. 表面粗糙度:卫生级抛光的表面应该具有均匀、细微的粗糙度。
通常,Ra(算术平均粗糙度)值应在0.4 至0.8 微米之间,以确保表面光滑,减少细菌滋生和污染物附着的可能性。
2. 去除瑕疵:抛光过程应去除表面的瑕疵、划痕、氧化层和焊接痕迹等。
这有助于防止细菌藏匿和滋生,确保设备的清洁度和卫生性。
3. 无缝连接:卫生级抛光应确保接口和焊缝处的光洁度与母材相同。
无缝连接可以防止细菌在接口处滋生,并减少污染物的积聚。
4. 耐腐蚀性:抛光表面应具有良好的耐腐蚀性,以抵抗化学物质、清洁消毒剂和高温高压环境的影响。
这有助于延长设备的使用寿命。
5. 清洁性:卫生级抛光的表面应易于清洁和消毒,不允许有任何污垢、油脂或其他污染物的残留。
这样可以确保生产过程的卫生和安全。
6. 合规性:抛光标准应符合相关的卫生法规和行业标准,如FDA(美国食品药品监督管理局)、cGMP(现行良好制造规范)等。
7. 检测和验证:抛光完成后,应进行表面粗糙度、光洁度和耐腐蚀性等方面的检测和验证。
这可以确保抛光质量符合卫生级要求。
总之,卫生级抛光标准的目标是提供一个无缝、光滑、耐腐蚀且易于清洁的表面,以减少细菌滋生和污染的风险,确保产品质量和人员安全。
不同行业和应用可能会有特定的抛光标准和要求,因此在实际应用中应根据具体情况进行选择和执行。
打磨、抛光通用检验规范
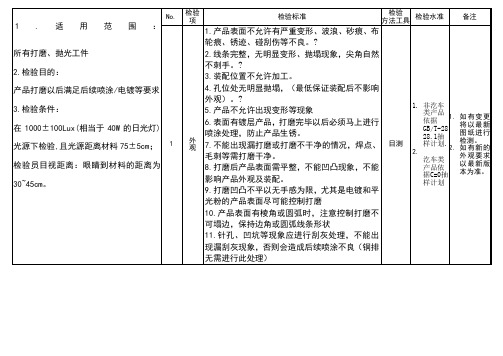
10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.线条完整,无明显变形、抛塌现象,尖角自然不刺手。?
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。?
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。?
抛光标准

表面光洁度标准及加工所使用的处理材料(JIS K 7140) 单位:mm
光洁度代号
MR-1
MR-2
MR-3 MR-4
MR-5
MR-6
所使用的表面处理材 8000号 (1至
料
5μ)钻石粉
1200号 (8至 20μ)钻石粉
360号钢砂纸
150号油 石
120号喷砂,在 5kgf/cm2气压下
喷
46号喷砂,在 5kgf/cm2气压下喷
表面粗 最小
-
0.06
0.24
1.2
4.8
15
糙度
(μRz) 最大
0.03
0.12
0.48
1.7
6.6
19
一般情况处理 1.镜面抛 光 2.高光洁 度 3.一(般hi抛gh 光 4.全透明 件 5.半透明 件 6.一般机 壳 7.一后般模内 置 8.下零模件镶 件 9.软上胶的尽 量 10避;高免呵 壳体,
8、抛光光洁度标准
表面光洁度标准及加工所使用的处理材料(SPL AR-106)单位:inch
光洁度代号SPI
所使用的表面处理材料
粗糙度平均Ra μ-in
A-1
第3级钻石膏(3000#以上)
0-1
A-2
第6级钻石膏(1200#-1500#)
1~2
A-3
第15级钻石膏(1000#)
2~3
B-1
600号砂纸
2~3
B-2
400号砂纸
4~5
B-3
320号砂纸
9~10
C-1
600号油石
10~12
C-2
400号油石
25~28
C-3
320号油石
不锈钢抛光执行标准

不锈钢抛光执行标准
一、光滑度
1.外观要求:表面应光滑、无明显划痕、毛刺、凹凸不平、变形等缺陷。
2.光泽度要求:根据不同型号的不锈钢材料和用途,光泽度应符合相应的标
准要求。
一般要求在60度到180度的光泽单位值范围内。
3.表面粗糙度要求:表面粗糙度应符合相应的标准要求,一般要求在Ra0.1
到Ra0.8之间。
二、耐腐蚀性
1.材质要求:不锈钢抛光材料应采用耐腐蚀性能优良的奥氏体不锈钢材料,
如304、316等。
2.耐腐蚀试验要求:不锈钢抛光制品应进行盐雾试验、酸性溶液试验等耐腐
蚀试验,试验结果应符合相应的标准要求。
三、精度
1.尺寸精度:不锈钢抛光制品的尺寸精度应符合相应的标准要求,一般要求
在±0.1mm以内。
2.形状精度:不锈钢抛光制品的形状精度应符合相应的标准要求,一般要求
在±0.05mm以内。
四、效率
1.加工效率:不锈钢抛光加工的效率取决于加工工艺和设备,应尽可能提高
加工效率,减少加工时间和成本。
2.生产效率:不锈钢抛光制品的生产效率不仅取决于加工效率,还取决于生
产计划、库存管理、物流等方面的因素,应通过优化生产流程和管理,提高生产效率。
五、其他要求
1.安全环保要求:不锈钢抛光加工过程中应注意安全和环保问题,如采用环
保型的抛光液和磨料,加强设备维护和保养,确保安全生产。
2.质量保证要求:不锈钢抛光制品的质量保证应符合相应的质量管理体系标
准要求,如ISO9001等。
在生产过程中应建立完善的质量控制体系,确保产品质量稳定可靠。
不锈钢镜面抛光标准
不锈钢镜面抛光标准一、目的本标准旨在规定不锈钢镜面抛光的质量要求,确保抛光后的不锈钢表面达到预期的粗糙度、光泽度、平整度和耐腐蚀性等指标。
二、表面粗糙度1.抛光后的不锈钢表面应具有均匀的粗糙度,无明显的划痕、砂眼等缺陷。
2.粗糙度应在0.4μm-0.8μm之间,以保证表面光滑且易于清洁。
三、光泽度1.抛光后的不锈钢表面应具有高光泽度,呈现出镜面效果。
2.光洁度应在85°以上,确保反射光线均匀且无明显色差。
四、平整度1.抛光后的不锈钢表面应平整,无起伏、凹陷、凸起等缺陷。
2.平整度应达到0.02mm/100mm以下,以保证表面美观且不易积尘。
五、尺寸精度1.抛光后的不锈钢尺寸应符合设计要求,误差在±0.3mm以内。
2.对角线、边长等几何尺寸误差应控制在标准范围内。
六、边缘倒角1.抛光后的不锈钢边缘应进行倒角处理,以避免锋利边缘对人员造成伤害。
2.倒角半径应在2mm-3mm之间,以保证边缘圆润美观。
七、耐腐蚀性1.抛光后的不锈钢表面应具有良好的耐腐蚀性,能够抵抗常见的酸、碱、盐等化学物质的侵蚀。
2.在正常环境下,耐腐蚀时间应达到50年以上。
八、工艺流程1.预处理:对不锈钢表面进行除油、除锈等预处理,以确保表面清洁且无杂质。
2.粗磨:使用粗磨轮对表面进行初步磨削,去除多余的杂质和氧化层。
3.精磨:使用精磨轮对表面进行精细磨削,达到预期的粗糙度和光泽度。
4.抛光:使用抛光轮对表面进行抛光处理,去除细微划痕和不平整区域,提高镜面效果。
5.清洗:使用清洗剂对表面进行清洗,去除残留的磨削杂质和油脂。
6.检验:对抛光后的不锈钢表面进行质量检验,确保各项指标符合要求。
7.包装:对合格的产品进行包装,防止运输过程中受损。
九、设备选择1.磨削设备:选择性能稳定、精度高的磨削设备,如数控磨床或专业磨床。
2.抛光设备:选择高效、稳定的抛光设备,如自动抛光机或手动抛光机。
3.清洗设备:选择能够彻底清洗表面的清洗设备,如超声波清洗机或高压水枪。
抛光验收标准

抛光验收标准
(一)亮度
抛光后,亮度计数在80–90度以上,色泽鲜艳,光亮照人,实体倒影清晰度在75%以上。
(二)漆面
1、车身表面无污垢(研磨剂、油渍、沥青)存留,全车间隙之间无任何残留杂物(水珠、泥污、固化研磨剂),无圈迹,无旋光。
2、检验是否有漏抛(漆面光泽暗淡、划痕较多)或抛漏(出现底漆)的地方。
(三)划痕
1、抛光后,在无外界事物(波浪海面、脏毛巾)接触的前提下,车身表面应无任何细微划痕,经过清洁处理后,在车身表面会留下一些细微的划痕,这是不可避免的。
2、对于中深度划痕来讲,若不进行水磨处理的情况下,仍然会存在于车身表面,只不过表面效果会改善固有的20%左右;进行水磨处理,中度划痕会消失原有程度的85%以上,深度划痕(伤及底漆)仍无法消除,只有进行烤漆处理。
(四)用时与用量
1、在整个抛光施工过程中,单车抛光研磨剂的使用量不超过300毫升。
2、有两个施工人员,车漆较软(日产车)的情况下,一般在1小时左右完成,如果车漆较硬(奔驰、宝马等)一般需要1.5小时左右完成施工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢抛光要求标准
1范围
本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区
产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1
3表面质量要求。
3.1不锈钢抛光产品
3.1.1不锈钢镜光产品
按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表1执行;降级接收按表2执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的
缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
3.1.2不锈钢拉丝产品
按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表11执行,降级接收标准按表12执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的
缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
4检验方法
4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测
距离为45±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。