抛光检验通用标准精选文档
抛光产品检验标准

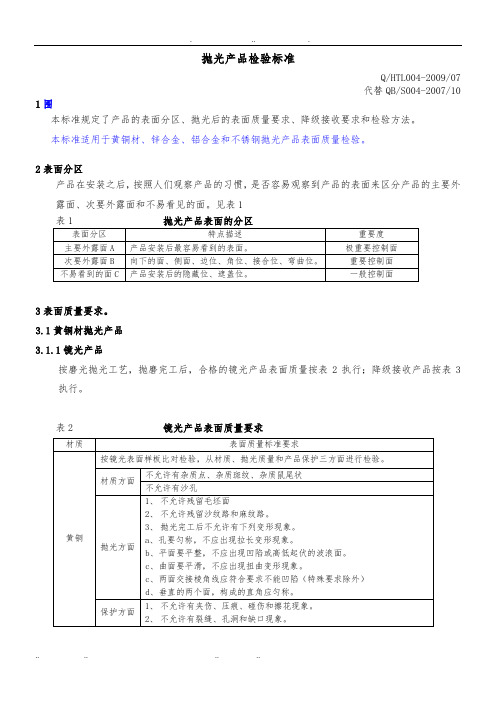
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
抛光要求标准

不锈钢抛光要求标准
1范围
本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区
产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1
表
3表面质量要求。
不锈钢抛光产品
不锈钢镜光产品
按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表1执行;降级接收按表2执行。
表
表
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
不锈钢拉丝产品
按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表11执行,降级接收标准按表12执行。
表4
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
4检验方法
4.1.1目力测试,视力大于,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
抛光验收标准

抛光验收标准
(一)亮度
抛光后,亮度计数在80–90度以上,色泽鲜艳,光亮照人,实体倒影清晰度在75%以上。
(二)漆面
1、车身表面无污垢(研磨剂、油渍、沥青)存留,全车间隙之间无任何残留杂物(水珠、泥污、固化研磨剂),无圈迹,无旋光。
2、检验是否有漏抛(漆面光泽暗淡、划痕较多)或抛漏(出现底漆)的地方。
(三)划痕
1、抛光后,在无外界事物(波浪海面、脏毛巾)接触的前提下,车身表面应无任何细微划痕,经过清洁处理后,在车身表面会留下一些细微的划痕,这是不可避免的。
2、对于中深度划痕来讲,若不进行水磨处理的情况下,仍然会存在于车身表面,只不过表面效果会改善固有的20%左右;进行水磨处理,中度划痕会消失原有程度的85%以上,深度划痕(伤及底漆)仍无法消除,只有进行烤漆处理。
(四)用时与用量
1、在整个抛光施工过程中,单车抛光研磨剂的使用量不超过300毫升。
2、有两个施工人员,车漆较软(日产车)的情况下,一般在1小时左右完成,如果车漆较硬(奔驰、宝马等)一般需要1.5小时左右完成施工。
抛光外观检验标准
(1)(非抛光面)不平的地方抛平,尺寸按图纸规定,公差不得超过0.5 mm。
(2)加工部位不能变形。
备注:1.以上A面指主要面,B面指次要面,C面指隐蔽面,D面指非抛光面。
2.所有的内孔或螺纹内孔不能有抛光膏。
(11)酸铜露底:颜色逐渐变淡,酸铜线条不完整。
(12)退镀产品:装配尺寸不允许明显抛小。
1、目测:在光照度不低于400LX距离物体300mm进行正常目测检验。
2、实物装配。
相应产品零件。
不允许出现(1)~(7)所述情况。
A面
(1)若有明显质点,可抛1000#砂带修平擦亮后镀酸铜。
(2)须镀酸铜产品,允许1000#砂带痕最多可留1 mm长,针孔小于0.05 mm²,点距大于300 mm以内一点。
(4)镀酸铜1000#砂带痕小于1 mm长,点距大于30 mm以内二处,气孔小于0.1mm²,点距大于30 mm以内二点(一次性镀铬不能存在本项所述缺陷),同一平面轻微焊疤(小于φ10 mm) 少于2个。
检验
项目
允 收 标 准
C面
(1)允许拖尾巴长不大于0.5 mm,点距大于30 mm以内一点。
(2)杂质(组织缩松面)面积小于1 mm²,点距大于30 mm以内两处,但没有气孔。
(3)同一平面轻微焊疤(小于φ10 mm)只允许有1个。
B面
(1)明显质点抛1000#砂带修平擦亮后镀酸铜。
(2)允许杂质小于0.2 mm²,点距大于30 mm以内一点,小于0.1 mm²,点距大于30 mm以内2点,但没有气孔。
(3)气孔小于0.1 mm²,点距大于30 mm以内一点,小于0.08 mm²,点距大于30 mm以内二点。
抛光外观检验标准
修订
抛光要求标准

不锈钢抛光要求标准1范围本标准规定了产品的外表分区、抛光后的外表质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品外表质量检验。
2外表分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的外表来区分产品的主要外露面、次要外露面和不易看见的面。
见表13外表质量要求。
3.1不锈钢抛光产品3.1.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的外表质量按表1执行;降级接收按表2执行。
注:1、缺陷点所在的外表积是指A面、B面和C面的外表积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品外表的缺陷点总个数。
3、外表缺陷点大于2时,两缺陷点间距大于10-20毫米。
3.1.2不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品外表质量按表11执行,降级接收标准按表12执行。
注:1、缺陷点所在的外表积是指A面、B面和C面的外表积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品外表的缺陷点总个数。
3、外表缺陷点大于2时,两缺陷点间距大于10-20毫米。
4检验方法4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
打磨、抛光通用检验规范

10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
2.线条完整,无明显变形、抛塌现,尖角自然不刺手。
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检验项
检验标准
检验
方法工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。
抛光检验标准
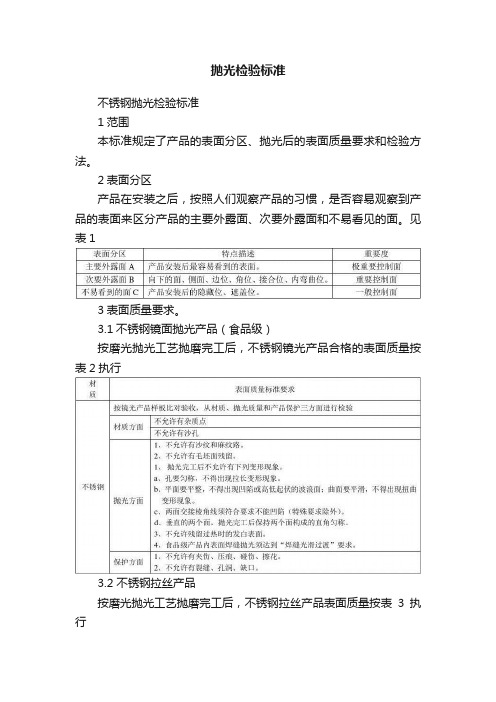
抛光检验标准不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行3.2 不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求4检验方法4.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5补充注意点5.1抛光严格按照图纸要求表面加工精度操作,除特殊标注之外,A面所有的抛光要求按照图纸要求,不能出现未抛光的部分,不能留有电焊后的黄黑色色斑。
×5.2抛光纹路必须保持一致,不能有乱纹。
比如料斗盖透气管周围的色差必须抛光一致。
5.3 A面不能有焊接留下的杂质,包含焊渣以及滴落凝固在表面的金属。
×5.4除标准法兰外的自制法兰表面属于易忽视部位,注意抛光。
×√×5.5 A面上焊缝内黑色杂质必须处理干净。
如若使用钝化膏处理必须擦拭干净所留痕迹。
×5.6料仓出料口处法兰与料仓桶体连接处焊缝必须抛光圆滑过渡,不能存在台阶,防止堆积物料。
5.7叶片螺杆叶片连接处抛光一致,不能留有痕迹。
5.8可拿取的人工加料盖,周围折边处,A面焊缝满焊后抛光圆滑,C面断续焊。
例如T17料斗上的人工加料盖。
5.9 C面焊缝不能有毛刺,必须打磨去除。
5.10料斗折弯痕迹,A面抛光光滑过渡,C面抛光(按照图纸要求)。
抛抛光产品检验标准
抛光产品检验标准Q/HTL004-2009/07代替QB/S004-2007/10 1围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
抛光检验通用标准精选
文档
TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
抛光产品通用检验标准
编号:HYL/QMS-03-05 1范围
本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于锌合金,铁,不锈钢抛光产品表面质量检验。
2表面分区
产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1
表1 抛光产品表面的分区
注:可接收的A级面、B级面、C级面、缺陷不能影响装配和功能,否则仍判不合格。
3表面质量要求。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺
陷点的总个数。
4检验方法
4.1.1目力测试,视力大于,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离
为25±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
锌合金压铸,不锈钢精铸抛光产品
锌合金压铸,不锈钢精铸镜光产品
按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表2
表2 锌合金压铸,不锈钢精铸镜光产品表面要求
锌合金压铸,不锈钢精铸拉丝产品
按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表3执行。
表3 锌合金压铸,不锈钢精铸拉丝产品表面质量要求
金属冲压件镜光产品
按磨光抛光工艺抛磨完工后,金属冲压件合格的表面质量按表4执行;
表4 金属冲压件镜光产品表面要求
金属冲压件拉丝产品
按磨光抛光工艺抛磨完工后,金属冲压件拉丝产品表面质量按表5执行。
表5 金属冲压件拉丝表面要求。