铣削参数计算方法
UG铣削加工常用计算公式
Fz=hm * √(D/ap )
Fz=0.2*√10/1.5
Fz=0.5mm
2000mm/min,求此刀具的去料量为多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
七、每刃进给量的计算
Fz=hm * √(D/ap )
Fz:实施每刃进给量 hm:理论每刃进给量 ap:Z pitch (mm)
D:刀片直径(mm)
例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深
五、逃料孔计算
Φ=√2R2 X、Y=D/4
Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm)
六、去料量的计算
Q=(ae*ap*F)/1000
Q:去料量(cm3/min) ae:XY pitch(mm) ap:Z pitch (mm)
例题. 已知一模具须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切1.5mm,进给量为
UG铣削加工常用计算公式
一、 三角函数计算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
四、残料高的计算
Scallop=(ae*ae)/8R
铣刀进给速度计算公式(一)

铣刀进给速度计算公式(一)
铣刀进给速度计算公式与解释
1. 什么是铣刀进给速度?
铣刀进给速度是指铣削加工过程中,工件在与刀具接触时的移动
速度。
它是决定铣削效率和加工质量的重要参数之一。
2. 铣刀进给速度计算公式
铣刀进给速度的计算公式如下:
铣刀进给速度(mm/min)= 铣刀齿数× 主轴转速× 进给量
其中: - 铣刀齿数:铣刀上的齿数,表示每分钟切削一次的次数。
- 主轴转速:铣床主轴的旋转速度,通常以转/分钟为单位。
- 进给量:每次切削时,工件在刀具方向上移动的距离。
3. 铣刀进给速度计算公式举例
假设一台铣床上有一把4齿的铣刀,主轴转速为1000转/分钟,
进给量为/刀齿。
我们利用计算公式计算出铣刀进给速度:
铣刀进给速度 = 4齿× 1000转/分钟× /刀齿
根据公式计算可得:铣刀进给速度 = 800mm/min
因此,在这个案例中,铣刀的进给速度为每分钟800毫米。
4. 结论
铣刀进给速度是铣削加工中的重要参数,通过合理调整铣刀齿数、主轴转速和进给量,可以实现高效的铣削加工。
通过使用上述计算公式,我们可以准确计算出铣刀的进给速度,并根据具体要求进行调整,以达到最佳铣削效果。
各种加工方法切削力计算

各种加工方法切削力计算切削力是在切削过程中,刀具对工件产生的力。
准确计算切削力是非常重要的,能够帮助我们选择合适的切削工艺和切削参数,以确保工件的切削质量和刀具的使用寿命。
在刀具加工过程中,常见的加工方法包括车削、铣削和钻削。
下面分别介绍这几种加工方法的切削力计算方法。
1.车削加工中的切削力计算车削过程中切削力的计算是根据切削力公式来进行的。
常见的切削力公式有以下几种:(1)柯氏切削力公式F=K×ae×fz其中,F为切削力,单位为N;ae为等效切削宽度,单位为mm;fz为进给量,单位为mm/转;K为比例系数,不同材料和刀具有不同的系数。
(2)安培切削力公式F=ae×kc×kc1其中,F为切削力,单位为N;ae为等效切削宽度,单位为mm;kc为切削力系数,不同材料根据实际情况选择;kc1为一修正系数,通常取值为12.铣削加工中的切削力计算铣削过程中切削力的计算相对复杂,需要考虑多个因素。
常见的切削力计算方法有以下几种:(1)柯氏切削力公式F=K×ae×ap其中,F为切削力,单位为N;ae为等效切削宽度,单位为mm;ap 为铣削深度,单位为mm;K为比例系数,不同材料和刀具有不同的系数。
(2)Johnson-Cook切削力公式F=A×(1+ln(sin(α))×(1-Tn))其中,F为切削力,单位为N;A为切削力系数,不同材料根据实际情况选择;α为铣削刀具入射角,单位为度;T为切削温度,单位为℃;n为切削力指数。
3.钻削加工中的切削力计算钻削过程中切削力的计算相对简单,常见的切削力计算方法有以下几种:(1)库珀切削力公式F=π×D×f×kc其中,F为切削力,单位为N;D为钻头直径,单位为mm;f为进给率,单位为mm/转;kc为切削力系数,不同材料根据实际情况选择。
(2)李氏切削力公式F=0.551×π×D×f×kc其中,F为切削力,单位为N;D为钻头直径,单位为mm;f为进给率,单位为mm/转;kc为切削力系数,不同材料根据实际情况选择。
铣床参数公式计算
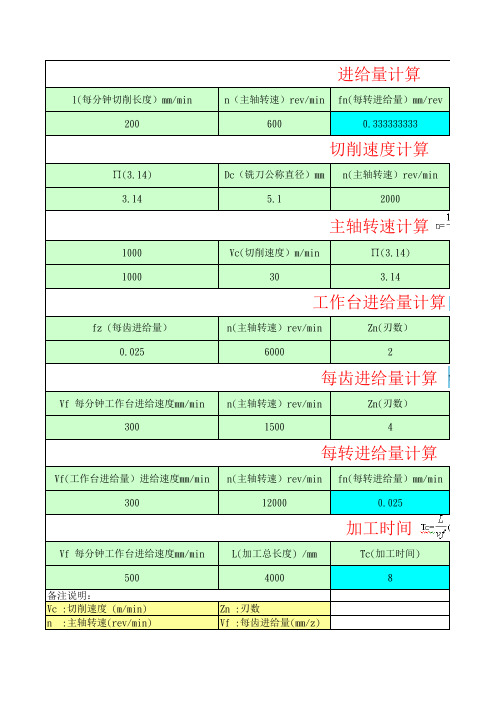
l(每分钟切削长度)mm/min
n(主轴转速)rev/min fn(每转进给量)mm/rev
200
600
0.333333333
切削速度计算
∏(3.14)
Dc(铣刀公称直径)mm n(主轴转速)rev/min
3.14
5.120Leabharlann 0主轴转速计算1000
Vc(切削速度)m/min
∏(3.14)
1000
Vf(工作台进给量)进给速度 mm/min 300
fz(每齿进给量)mm/min 0.05
Vc(切削速度)m/min 32.028
n(主轴转速)rev/min 955.4140127
间
削速度v、进给量f和切削深度ap,
2.进给量f: 进给量是指工件或刀具每转一周,刀具与工件之间沿进给方向的相对位移。 铣削时,由于铣刀是多齿刀具,所以规定了每齿的进给量af,单位是mm/z。
3.切削深度: 铣削时,这是指待加工表面与已加工表面的垂直距离,单位为mm。
算
计算 计算 量计算
计算 计算
1000 1000
Dc(铣刀公称直径)mm 10
30
3.14
工作台进给量计算
fz (每齿进给量)
n(主轴转速)rev/min
Zn(刃数)
0.025
6000
2
每齿进给量计算
Vf 每分钟工作台进给速度mm/min 300
n(主轴转速)rev/min
Zn(刃数)
1500
4
每转进给量计算
Vf(工作台进给量)进给速度mm/min n(主轴转速)rev/min fn(每转进给量)mm/min
300
12000
铣削力计算公式详解

铣削力计算公式详解铣削力是指铣削过程中刀具对工件所施加的力,它是铣削加工过程中重要的参数之一。
铣削力大小的计算对于工件的加工质量、工具的寿命以及加工效率都有着重要的影响。
铣削力的计算公式通常是根据铣削的工艺参数以及材料的性质来推导,下面我们将详细解释铣削力的计算公式。
一、铣削力的基本概念为了更好地理解铣削力的计算公式,首先我们需要了解铣削力的基本概念。
在铣削加工过程中,刀具在与工件接触时会产生力的作用。
这些力包括主轴的进给力、切削力和阻力等。
其中,切削力是指刀具在切削过程中与工件发生力的作用,它是决定加工质量和加工效率的重要因素。
铣削力的大小与工件的材料性质、切削刀具的材料和几何形状、切削速度、进给速度、切削深度等因素密切相关。
因此,在进行铣削加工时,需要对铣削力进行精确地计算和控制,以保证加工质量和工具寿命。
二、铣削力的计算公式在铣削加工中,刀具施加在工件上的切削力可以用力学原理进行计算,一般来说,可以参考以下的铣削力计算公式:1.切削力Fc的计算公式切削力Fc是铣削中最常见的力。
在进行铣削加工时,切削力的大小直接影响着刀具的磨损情况和加工表面的加工质量。
切削力Fc的计算公式通常如下:Fc = kc * ae * ap * f //(1)其中,Fc为切削力,单位为牛顿(N);kc为切削力系数,其大小与材料性质、切削条件和刀具类型等有关;ae为轴向切削深度,单位为毫米(mm);ap为径向切削深度,单位为毫米(mm);f为给进量,单位为毫米/刀齿(mm/tooth)。
切削力Fc的大小与刀具材料、刀具的结构和铣削参数等因素有关。
在实际的工程中,我们需要根据具体的加工情况和工件材料来确定切削力系数kc的数值,然后通过公式(1)来计算切削力Fc的大小。
2.主轴的进给力Fr的计算公式除了切削力之外,铣削加工中还存在着主轴的进给力Fr。
主轴的进给力是指主轴在刀具与工件接触时所施加的力,它也是影响加工质量和加工效率的重要因素。
F进给量

铣削切削参数计算表(附例证)铣削切削参数计算表符号术语单位公式V 切削速度m/minN 主轴转速r/minVf 工作台进给量(进给速度)mm/min Vf=fznznmm/r Vf=fnnfz 每齿进给量mmfn 每转进给量mm/rQ 金属去除率cm3/minDe 有效切削直径mm3.3.1计算切削用量(1)钻Φ23的孔。
①进给量小直径钻头主要受钻头的刚性及强度限制大,在条件允许的情况下,应取较大的进给量,以降低加工成本,提高生产效率。
普通麻花钻削进给量可以按以下经验公式计算:f =(0.01~0.02)d0 (3-1)f—进给量d0??—孔的直径则由(3-1)得:f =(0.01~0.02)×23=0.23~0.46由于零件在加工23mm孔时属于低刚度零件,故进给量应乘系数0.75,则f=(0.23~0.46)×0.75=0.1725~0.3mm/r,查表得出,现取f=0.25mm/r。
此工序采用Φ23的麻花钻。
所以进给量f= 0.25mm/z②钻削速度表3-2普通高速钢钻头钻削速度参考值单位:m/min工件材料低碳钢中、高碳钢合金钢铸铁铝合金钢合金切削速度25-30 20-25 15-20 20-25 40-70 20-40切削速度:根据表3-2可得切削速度V=20m/min。
根据手册可得:nw=300r/min,故切削速度为③切削工时l=23mm,l1=13.2mm.查《工艺手册》可得,切削工时计算公式:(3-2)1—切出量2—切出量—行程量①扩孔的进给量由《切削用量手册》可得得扩孔钻扩Φ24.8的孔时的进给量,并根据机床规格选取F=0.3 mm/z②切削速度扩孔钻扩孔的切削速度,由《工艺手册》可得:V=0.4V 钻(3-3)其中V 钻为用钻头钻同样尺寸的实心孔时的切削速度.故V=0.4×21.67=8.668m/min按机床选取nw =195r/min.③切削工时切削工时时切入1=1.8mm,切出2=1.5mm,根据公式(3-2)得:①粗铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故F=1/3f钻=1/3×0.3=0.1mm/r (3-4)所以:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.14mm,切出l1=1.5mm.,根据公式(3-2)得①精铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故根据公式(3-4)可得:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.06mm,切出l1=0mm,根据公式(3-2)得:(2)铣φ55的叉口的上、下端面。
F进给量
铣削切削参数计算表(附例证)铣削切削参数计算表符号术语单位公式V 切削速度m/minN 主轴转速r/minVf 工作台进给量(进给速度)mm/min Vf=fznznmm/r Vf=fnnfz 每齿进给量mmfn 每转进给量mm/rQ 金属去除率cm3/minDe 有效切削直径mm3.3.1计算切削用量(1)钻Φ23的孔。
①进给量小直径钻头主要受钻头的刚性及强度限制大,在条件允许的情况下,应取较大的进给量,以降低加工成本,提高生产效率。
普通麻花钻削进给量可以按以下经验公式计算:f =(0.01~0.02)d0 (3-1)f—进给量d0??—孔的直径则由(3-1)得:f =(0.01~0.02)×23=0.23~0.46由于零件在加工23mm孔时属于低刚度零件,故进给量应乘系数0.75,则f=(0.23~0.46)×0.75=0.1725~0.3mm/r,查表得出,现取f=0.25mm/r。
此工序采用Φ23的麻花钻。
所以进给量f= 0.25mm/z②钻削速度表3-2普通高速钢钻头钻削速度参考值单位:m/min工件材料低碳钢中、高碳钢合金钢铸铁铝合金钢合金切削速度25-30 20-25 15-20 20-25 40-70 20-40切削速度:根据表3-2可得切削速度V=20m/min。
根据手册可得:nw=300r/min,故切削速度为③切削工时l=23mm,l1=13.2mm.查《工艺手册》可得,切削工时计算公式:(3-2)1—切出量2—切出量—行程量①扩孔的进给量由《切削用量手册》可得得扩孔钻扩Φ24.8的孔时的进给量,并根据机床规格选取F=0.3 mm/z②切削速度扩孔钻扩孔的切削速度,由《工艺手册》可得:V=0.4V 钻(3-3)其中V 钻为用钻头钻同样尺寸的实心孔时的切削速度.故V=0.4×21.67=8.668m/min按机床选取nw =195r/min.③切削工时切削工时时切入1=1.8mm,切出2=1.5mm,根据公式(3-2)得:①粗铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故F=1/3f钻=1/3×0.3=0.1mm/r (3-4)所以:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.14mm,切出l1=1.5mm.,根据公式(3-2)得①精铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故根据公式(3-4)可得:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.06mm,切出l1=0mm,根据公式(3-2)得:(2)铣φ55的叉口的上、下端面。
铣削用量进给量给速度
铣削用量进给量给速度————————————————————————————————作者:————————————————————————————————日期:铣削用量如何确定? 1. 铣削速度υ指铣刀旋转的圆周线速度,单位为m/min 。
2.计算公式:1000dnπυ=3. 式中 d ——铣刀直径,mm;n ——主轴(铣刀)转速,r/min;从上公式可得到主轴(铣刀)转速 dn πυ1000=表一铣削速度υ推荐表工件材料 硬度/HB 铣削速度υ/m/min高速钢铣刀 硬质合金铣刀 低、中炭钢<22021~40 60~150 225~290 15~36 54~115 300~425 9~15 36~75 高炭钢<220 18~36 60~130 225~325 14~21 53~105 325~375 8~21 36~48 375~425 6~10 35~45 合金钢 <220 15~35 55~120 225~325 10~24 37~80 325~425 5~9 30~60 工具钢 200~250 12~23 45~83 灰铸铁110~140 24~36 110~115 150~225 15~21 60~110 230~290 9~18 45~90 300~320 5~10 21~30 可锻铸铁110~160 42~50 100~200 160~200 24~36 83~120 200~240 15~24 72~110 240~280 9~11 40~60 铸 钢低炭100~150 18~27 68~105 中炭 100~160 18~27 68~105 160~200 15~21 60~90 200~240 12~21 53~75 钢炭 180~2409~18 53~80 铝合金 180~300 360~600 铜合金 45~100 120~190 镁合金180~270150~600进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量。
车、铣、钻、镗切削计算
车、铣、钻、镗切削计算车削功率和扭矩计算Vc= 3.14 xD xRPM1000V=Vc xap xfr(mm 3/min)Time=Lfr xN P=Vc xap xfr xkc60037.2 举例:车削不锈钢外圆,工件直径60mm,切深3mm,走刀量0.2mm/r, 切削速度200m/min, 材料单位切削力为2900N/mm2,加工长度为120mmF 力=Kc xfr xapT=F 力x(D/2)=P x9549/RPMRPM=(200X1000)/(3.14X60)=1061转每分钟金属去除率V=200x2x0.2=80 立方厘米每分钟每加工一个零件的时间=120/(0.2x1061)=0.57分钟车削功率P=(200x3x0.2x2900)/60037.2=5.8千瓦车削力=2900 x0.2x3=1740牛顿=177.5公斤车削扭矩T=1740 x30=52.2牛顿米铣削功率和扭矩的计算铣削三要素Cutting data formulas铣削功率和扭矩的计算Power consuming and Torque force Torque (Nm) = kW (nett) x 9549RPMU 钻钻削功率和扭矩的计算Power consuming and Torque force 例:工件材料为高合金钢,硬度HRC50,钻削直径20mm ,Vc =40m/min ,f =0.07mm/r ,Kc =4500N/mm 2,η=0.9,计算钻削功率和扭矩。
P=Kc ⨯f ⨯Vc ⨯(D 2-d 2)D ⨯240000 ⨯η钻削功率P =4500 ⨯0.07 ⨯40 ⨯20/240000 ⨯0.9=1.2KW转速n=40 ⨯1000/3.14 ⨯20=636rpm扭矩T=1.2 ⨯9549/636=18NMT=F 力x(D/2)=P x9549/RPMD: hole diameter d: core diamerer镗削功率和扭矩计算P=Vc xap xfr xkc 60037.2T=F力x(D/2) =P x9549/RPM 举例:镗削奥氏体不锈钢,工件硬度HB200, 工件直径60mm,切深3mm,走刀量0.2mm/r, 切削速度100m/min, 材料单位切削力为2900N/mm2,加工长度为120mm计算镗削功率时注意Vc减半,即Vc镗=1/2Vc车RPM=(100X1000)/(3.14X60)=531转每分钟金属去除率V=100x2x0.2=40 立方厘米每分钟每加工一个零件的时间=120/(0.2x531)=1.13分钟镗削功率P=(100x3x0.2x2900)/60037.2=2.90千瓦镗削力=2900 x0.2x3=1740牛顿=177.5公斤镗削扭矩T=1740 x30=52.2牛顿米Thanks!。
铣削原理及切削参数计算
通过增加主轴倾斜提高Ve
n=
ve x 1000 π x De
rpm
铣削原理及切削参数计算
切削区域由刀尖点移到侧向
铣削原理 – 铣削公式
金属去除率:
铣削原理及切削参数计算
Q = (ap x ae x Vf )/1000
fz =
Vf
n x zn
铣削原理 ——铣削计算
面铣刀直径80mm, 6个刀片刃口,若刀片的切削速 度为150m/min, 问主轴的转速是多少?如果每齿进刀量 为fz=0.2mm/z, 问机床的工作台进刀量是多少?
lm = 加工长度mm n = 主轴转速(转每分)rpm
Mc = 扭矩Nm Pc = 净功率kW Q = 金属去除率cm3/min
vc = 切削速度m/min vf = 每分钟进给mm/min zc = 刀具有效齿数 zn = 刀具齿数
ηmt = 有效系数
铣削原理及切削参数计算
切削参数——切削参数的计算
Q=
ap x ae x vf 1000
Pc (kW)主轴净功率
Pc
=
ap x 60
ae x vf x kc x 106 x η
Mc (Nm)主轴扭矩
Mc
=
fn
x
π x Dc2 4000
x
kc
( ) ae/Dc ≥ 0,1平均切削厚度
hm
=
sin πx
κr x 180 x ae
Dc x arcsin
x fz ae
Dc
铣削原理及切削参数计算
铣削原理 – 总结
检查机床功率和刚度,以保证所用的铣刀直径能够在机床使用刀具 的悬伸尽可能短;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ks 数值
190 210 240 190 245 93 120 70
Ks × W × fZ × Z × N × d 6120000 ×
PHP =
6120 4500
× PKW
Ks : 比切削阻力值 [kgf/mm2] η : 机械效率 (0.7 ~ 0.8)
青铜、黄铜
● 切屑排出量
Q= W×F×d 1000
技术资料 计算式
● 切削速度
V=
× D × N
V : 切削速度 [m/min] D : 铣刀盘径 [mm] N : 主轴旋转数 [min-1]
d D
铣削加工
1000
● 工作台进给量与进刀量
fz = F Z ×N
fz : 进刀量 [mm/ 刃 ] F : 工作台进给量 [mm/min] Z : 铣刀盘刃数 N : 主轴旋转数 [min-1]
D L′ F L
549
技术资料 计算式
● 真斜角
tanT = tanR × cosC + tanA × sinC
C I T A (+)
铣削加工
● 刃斜角
tanI = tanA × cosC - tanR × sinC
A : 轴向斜角 A.R. [° ] (-90° < A < 90°) R : 径向斜角 R.R. [° ] (-90° < R < 90°) C : 侧切刃角 [° ] (0° < C < 90°) T : 直斜角 [° ] (-90° < T < 90°) I : 刃倾角 [° ] (-90° < I < 90°)
=
Pkw =
D 20
×
V 100
× 1+
2.5 × f 0.1
Pkw : 所需动力 [kw] D : 钻孔直径 [mm] V : 切削速度 [m/min] f : 进刀量 [mm/rev]
550
F fz
● 所需动力
PKW =
=
PKW : 所需动力 [kW]
Ks × Q 6120 ×
=
Ks × W × F × d 6120000 ×
PHP : 所 需动力 ( 马力 ) [HP] W : 切削宽度 [mm] F : 工作台进给量 [mm/min] fz : 进刀量 [mm/ 刃 ] Z : 铣刀盘刃数 N : 主轴旋转数 [min-1] d : 切深 [mm] 软钢 中碳钢 高碳钢 低合金钢 高合金钢 铸铁 可锻铸铁
T= 60 × L' F
=
技术资料
T : 加工时间 [ 秒 ]
60 × L' fz × Z × N
工作台总进给长度 [mm] L’ : (=L + DS + 2α ) L : 工件长度 [mm] D : 铣刀盘径 [mm] α : 空转距离 [mm] F : 工作台进给量 [mm/min] fz : 进刀量 [mm/ 刃 ] Z : 铣刀盘刃数 N : 主轴旋转数 [min-1]
R (-)
● 球面端铣刀的切削速度和旋转数
N= 1000 × Va 2× × a (2R - d)
N : 主轴旋转数 [min-1] 球面端铣刀的半径 R : ( 球部半径 [mm]) d : 切深 [mm] Va : “a” 点的切削速度 [m/min]
N
R
a
θ
● 切削速度Βιβλιοθήκη V=×D× NV : 切削速度 [m/min] D : 钻孔直径 [mm] N : 主轴旋转数 [min-1]
钻孔加工
L
d
N D
1000
● 进刀量(铣削加工)
F = fz × Z × N
计算式 技术资料
F : 工作台进给量 [mm/min] fz : 进刀量 [mm/ 刃 ] Z : 刃数 ( 刃数 = 1) N : 主轴旋转数 [min-1]
● 加工时间
T : 加工时间 [ 秒 ]
● 所需动力 ( 参考值 )
60 × × D × L 1000 × V × f
L : 钻孔深度 [mm] f : 进刀量 [mm/ 刃 ] N : 主轴旋转数 [min-1] D : 钻孔直径 [mm] V : 切削速度 [m/min]
T=
60 × L f×N
=
Q : 切屑排出量 [cm3/min]
W × fz × Z × N × d 1000
W : 切削宽度 [mm] F : 工作台进给量 [mm/min] fz : 进刀量 [mm/ 刃 ] Z : 铣刀盘刃数 N : 主轴旋转数 [min-1] d : 切深 [mm] 计算式
● 加工时间