五轴加工与数控仿真
五轴加工中心数控编程技巧
导读:本辑归纳了五轴加工中心后置处理,五轴加工中心静刚度分析与结构优化,复杂曲面 的五轴加工无干涉刀具路径生成技术研究,大型水轮机转轮叶片的五轴加工技术,五轴加工 中心静刚度分析与结构优化。
中国学术期刊文辑(2013)
目录
一、理论篇 复杂曲面零件五轴加工刀轴整体优化方法 1 高动态五轴加工中心 BarbaraSchulz 12 高速卧式五轴加工中心主机结构的选型设计 14 基于 UG 的螺旋叶片数控五轴加工 17 基于多体系统理论的五轴加工中心几何误差建模李欢玲 20 汽车玻璃钢化风栅成形器五轴加工刀轴矢量插值 24 汽轮机叶片五轴加工编程与仿真研究 29 汽轮机叶片五轴加工编程与仿真研究章泳健 34 浅析五轴加工异形管连接器 39 浅析五轴加工中心数控编程技巧 42 人头模型的逆向造型设计及其五轴加工 45 实现低成本五轴加工的秘诀嵌入五轴工作台 47 矢量化编程使航空航天领域的五轴加工更便捷 49 二、发展篇 数控五轴加工余量问题 53 五轴加工不同点详述 54 五轴加工超差故障一例分析 56 五轴加工刀具路径生成的有效加工域规划方法 58 五轴加工模具制造的理想方式 68 五轴加工中非线性误差的检测和处理方法 70 五轴加工中心后置处理与虚拟仿真的研究 75 五轴加工中心任意点旋转坐标的计算 77 西门子 SINUMERIK840D 在五轴加工中的应用 DirkRaben 79 虚拟环境下五轴加工中心的建模技术研究 82 一种五轴加工中心主轴摆动消隙方法研究 87 应用虚拟制造技术开发五轴加工中心 92 直驱式高速龙门五轴加工中心横梁的设计 97
航 空 学 报 Acta Aeronautica et Astronautica Sinica http:/buaa.edu.cn
基于HyperMill软件整体式叶轮五轴联动仿真加工研究
整体叶轮是涡轮式发动机和涡轮增压发动机的核心部件,是具有代表性且造型较规范的典型的通道类复杂零件。
叶轮叶片表面的加工精度和加工质量直接影响发动机运作效率。
整体式叶轮加工的难点主要是因为叶片的扭曲幅度大和加工精度高。
此次加工叶轮,编程使用的CAM软件是HyperMILL2018,由德国OPEN MIND公司所开发。
使用HyperMILL加工编程叶轮的优点在于,它有专用的特征模块设定叶轮的叶片结构参数,能够将这些成熟的加工工艺定义成特征,减少软件编程的时间并优化刀轨路径,生成与海德汉系统-640五轴加工中心参数相匹配的NC代码。
本文主要使用HyperMILL软件对叶轮的复杂曲面设计合理的加工工艺参数,且进行加工仿真研究,通过实际加工试验确定此加工工艺的实用性,为提高叶轮的加工效率和加工精度提供参考。
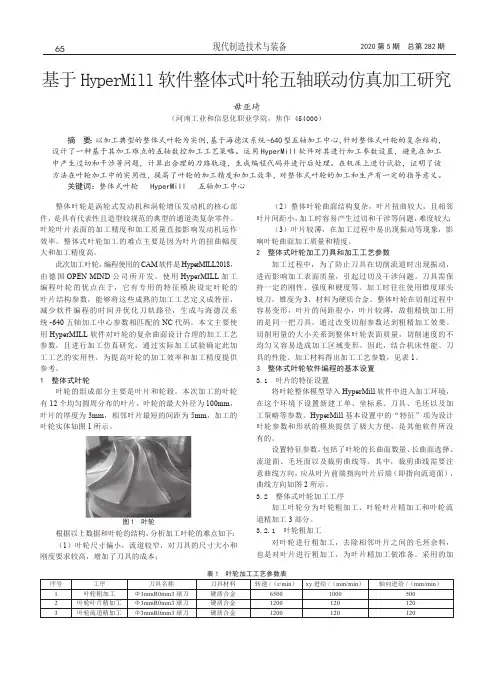
1 整体式叶轮叶轮的组成部分主要是叶片和轮毂。
本次加工的叶轮有12个均匀圆周分布的叶片,叶轮的最大外径为100mm,叶片的厚度为3mm,相邻叶片最短的间距为5mm,加工的叶轮实体如图1所示。
图1 叶轮根据以上数据和叶轮的结构,分析加工叶轮的难点如下:(1)叶轮尺寸偏小,流道较窄,对刀具的尺寸大小和刚度要求较高,增加了刀具的成本;(2)整体叶轮曲面结构复杂,叶片扭曲较大,且相邻叶片间距小,加工时容易产生过切和干涉等问题,难度较大;(3)叶片较薄,在加工过程中易出现振动等现象,影响叶轮曲面加工质量和精度。
2 整体式叶轮加工刀具和加工工艺参数加工过程中,为了防止刀具在切削流道时出现振动,进而影响加工表面质量,引起过切及干涉问题。
刀具需保持一定的刚性、强度和硬度等。
加工时往往使用锥度球头铣刀,锥度为3,材料为硬质合金。
整体叶轮在切削过程中容易变形,叶片的间距很小,叶片较薄,故粗精铣加工用的是同一把刀具,通过改变切削参数达到粗精加工效果。
切削用量的大小关系到整体叶轮表面质量,切削速度的不均匀又容易造成加工区域变形。
VERICUT软件构建五轴机床仿真模型的方法及应用
VERICUT软件构建五轴机床仿真模型的方法及应用作者:王晓勇王晓强来源:《科技创新与应用》2016年第01期摘要:文章以数控仿真软件VERICUT为开发平台,以企业内一台五轴加工机床UCP600为例,探讨了构建五轴机床仿真模型的方法和步骤,并针对典型零件叶轮,进行了数控程序仿真、优化和试切加工,实际验证仿真系统的有效性,提高了企业五轴设备的加工效率和可靠性。
关键词:数控加工;仿真软件;五轴机床1 概述五轴联动加工常用来加工连续、平滑的自由曲面,能够有效提高曲面的加工精度、质量和效率,在加工复杂曲面类零件方面具有很大优势。
但五轴机床加工程序复杂,刀具路径和机床各组成部件的位置关系不直观,在加工过程中,容易发生干涉,碰撞,严重时甚至会损坏机床,造成重大损失。
VERICUT是美国CGTech公司开发的一款数控加工过程仿真软件,具有数控程序验证、机床加工模拟、程序优化等多种功能,尤其适合五轴或车铣复合机床的仿真加工,能避免机床碰撞、消除程序中的错误并优化切削过程,提高加工效率、延长刀具寿命,达到降低加工成本的目的。
文章针对企业一台五轴加工机床UCP600为实施对象,在VERICUT软件上建立机床的仿真模型,进行数控程序的仿真和优化,并在机床上试切加工,取得较好的效果。
2 五轴机床仿真模型的建立机床仿真模型的建立是进行机床仿真的关键。
建立机床仿真模型的一般步骤为:建立机床的运动模型;添加机床各部件几何模型,建立刀具库,配置控制系统等。
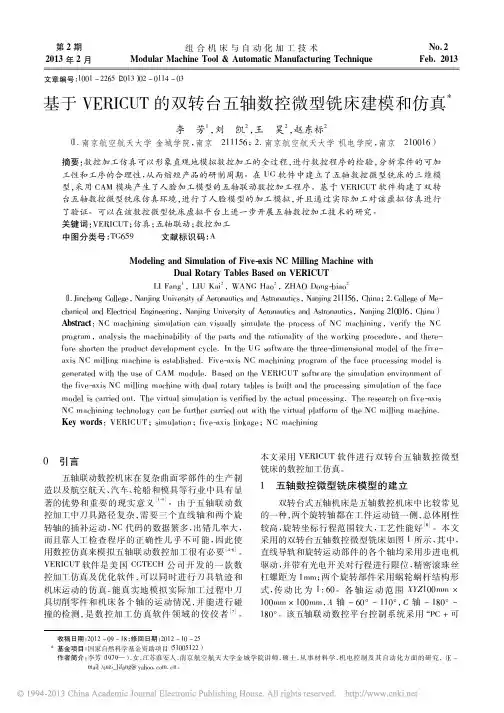
2.1 分析机床结构,确定机床运动链UCP600机床属于工作台回转+摆动的五轴加工中心,结构模型如图1所示。
机床工作台可绕A轴和C轴转动,机床刀具安装在主轴上,主轴通过立柱沿Z向运动,立柱连接滑台实现Y向运动,刀具-主轴-Z向立柱-Y向滑台形成了刀具传动链。
毛坯和夹具在工作台上装夹,可绕C轴360°转动,工作台与A轴转台连接,可以绕A轴摆动;A轴转台与X向滑台连接,实现X方向运动,工件-夹具-C轴工作台-A轴转台-X向滑台形成了工件传动链。
五轴加工中心数控编程技巧探究
( 太原科技大学 机械工程学院, 太原 030024 )
*
摘要:基于微分几何理论, 对复杂曲面环形刀无干涉刀具路径生成算法进行研究 , 对复杂曲面进行曲 在此基础上建立环形刀五轴加工模型, 进行走刀步长、 加工行距和相邻刀触点等的计算, 并 面划分, 提出通过选择最佳刀具尺寸和改变刀具姿态进行干涉避免的方法 。 与其它环形刀刀具路径生成算 法相比, 本文提出的算法具有更高的准确性和可靠性 。 关键词:复杂曲面; 环形刀; 刀具路径; 干涉避免 中图分类号:TP273 文献标识码:A
Research on Gaugingfree Cutter Path Generation Technology of Complex Surfaces ZENG Zhiying,JIA Yuqin,YUAN Jinpeng,LI Kun,MIN Xuexi ( Sch. of Electromechanic,Taiyuan Univ. of Science & Technology,Taiyuan 030024 ,China) Abstract: Based on the theory of differential geometry ,the fiveaxis machining gaugingfree cutter path generation algorithm of the toroidal Cutter is researched. And fiveaxis machining model of the toroidal Cutter is built,the calculation of feeding step length,machining interval and adjacent cutter contact points etc. is done based on the division of complex surfaces. Besides,the w ay of avoid tool interfere is presented by selecting optimum tool sizes and changing tool posture. Comparing w ith other algorithms, the proposed algorithm in this paper is more precise and reliable. Key words: complex surface; toroidal cutter; tool path; gaugingfree 免方面, 国内外学者在局部干涉避免方法研究的比 目前, 关于局部干涉判断和处理方法, 可归结 较多, : , 为以下两大类 一是直接距离法 即通过直接计算刀 具表面与曲面之间的距离来判断是否产生干涉并进 4] 。 二是微分几何法, 如文献[ 即采用 行相应调整, 曲率匹配来对刀具的局部干涉进行检查和修正, 文 3, 5] 提出了密切曲率法, 即根据在密切面内刀具 献[ 与曲面曲率的吻合状态来进行局部干涉的检测和处 [6 ] 理; Than Lin 等人则在切触点处平行于刀具进给方 向和垂直于进给方向的两个法截面内, 分别将刀具 的有效切削曲率半径和曲面的有效曲率半径进行比 较, 从而进行局部干涉的判断和处理。 本文通过选 择最佳刀具的尺寸和调整刀具的姿态来避免干涉的 产生。 在复杂曲面的五轴加工中, 由于平头刀几何形 研究利用平头刀生成刀具路径 状简单且容易建模, 7] 的方法比较多, 如文献[ 研究了基于加工带宽评价 8] 文献[ 方法的平头刀五轴加工刀具路径生成方法 , 研究了基于平头刀的等残高自由曲面五轴加工刀具 而关于环形刀生成刀具路径的方法 路径生成技术,
工作台回转式五轴数控机床虚拟样机建模与数控仿真
2012年12月第40卷第23期机床与液压MACHINE TOOL &HYDRAULICS Dec.2012Vol.40No.23DOI :10.3969/j.issn.1001-3881.2012.23.035收稿日期:2011-11-11基金项目:湖北省教育厅自然科学研究项目(D2*******);三峡大学研究生科研创新基金资助项目(2011CX031)作者简介:姜雨(1988—),硕士研究生,研究方向为非金属材料高速加工。
E -mail :jiangyuhb@ 。
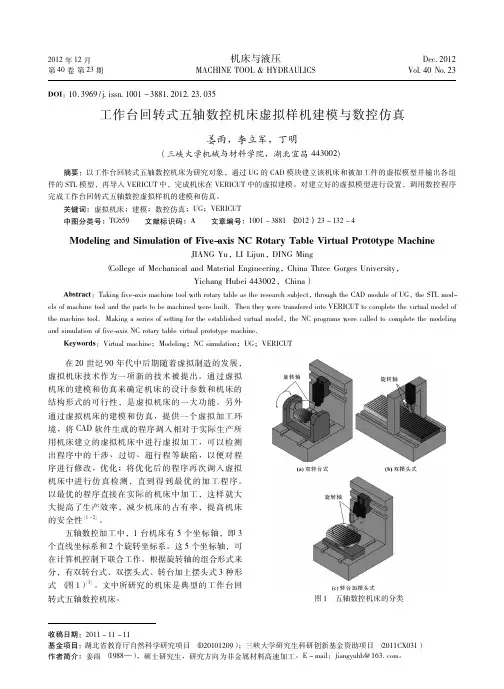
工作台回转式五轴数控机床虚拟样机建模与数控仿真姜雨,李立军,丁明(三峡大学机械与材料学院,湖北宜昌443002)摘要:以工作台回转式五轴数控机床为研究对象,通过UG 的CAD 模块建立该机床和被加工件的虚拟模型并输出各组件的STL 模型,再导入VERICUT 中,完成机床在VERICUT 中的虚拟建模。
对建立好的虚拟模型进行设置,调用数控程序完成工作台回转式五轴数控虚拟样机的建模和仿真。
关键词:虚拟机床;建模;数控仿真;UG ;VERICUT 中图分类号:TG659文献标识码:A文章编号:1001-3881(2012)23-132-4Modeling and Simulation of Five-axis NC Rotary Table Virtual Prototype MachineJIANG Yu ,LI Lijun ,DING Ming(College of Mechanical and Material Engineering ,China Three Gorges University ,Yichang Hubei 443002,China )Abstract :Taking five-axis machine tool with rotary table as the research subject ,through the CAD module of UG ,the STL mod-els of machine tool and the parts to be machined were built.Then they were transfered into VERICUT to complete the virtual model of the machine tool.Making a series of setting for the established virtual model ,the NC programs were called to complete the modeling and simulation of five-axis NC rotary table virtual prototype machine.Keywords :Virtual machine ;Modeling ;NC simulation ;UG ;VERICUT在20世纪90年代中后期随着虚拟制造的发展,虚拟机床技术作为一项新的技术被提出。
基于VERICUT的双转台五轴数控微型铣床建模和仿真
选取如图 4 所示的人脸模型在 UG 软件中进行 CAM 加工,毛坯选用 30mm × 40 mm × 37 mm 的亚克 力方料。粗加工采用型腔铣,刀具 4mm 立铣刀,刀刃 长大于 20mm,步 距 恒 定 为 1mm,全 局 每 刀 深 度 为 1mm,加工余量为 0. 5mm; 精加工采用可变轮廓铣, 刀具 3mm 球铣刀,刀刃长大于 10mm,采用表面积驱 动方法( 驱动曲面为一平面截得球面的一部分) ,加 工余量为 0。
中图分类号: TG659
文献标识码: A
Modeling and Simulation of Five-axis NC Milling Machine with Dual Rotary Tables Based on VERICUT
LI Fang1 ,LIU Kai2 ,WANG Hao2 ,ZHAO Dong-biao2 ( 1. Jincheng College,Nanjing University of Aeronautics and Astronautics,Nanjing 211156,China; 2. College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China) Abstract: NC machining simulation can visually simulate the process of NC machining,verify the NC program,analysis the machinability of the parts and the rationality of the w orking procedure,and therefore shorten the product development cycle. In the UG softw are the three-dimensional model of the fiveaxis NC milling machine is established. Five-axis NC machining program of the face processing model is generated w ith the use of CAM module. Based on the VERICUT softw are the simulation environment of the five-axis NC milling machine w ith dual rotary tables is built and the processing simulation of the face model is carried out. The virtual simulation is verified by the actual processing. The research on five-axis NC machining technology can be further carried out w ith the virtual platform of the NC milling machine. Key words: VERICUT; simulation; five-axis linkage; NC machining
五轴联动数控机床的设计与研究
五轴联动数控机床的设计与研究随着机械制造业的发展,五轴联动数控机床已经成为了工业制造中不可或缺的一部分。
这种机床具有越来越广泛的应用前景,可以满足复杂薄壁零件的加工需求。
本文将从设计和研究两个方面介绍五轴联动数控机床的相关内容。
一、五轴联动数控机床的设计五轴联动数控机床是一种能够及时调整工作坐标系的机器,其中螺旋插补系统控制器的主轴是一种独特的五轴联动系统。
设计一个五轴联动数控机床需要考虑以下主要因素:1、传动系统传动系统是机床中一项非常重要的部分,直接影响到机床的性能。
在五轴机床中,采用齿轮传动和链传动的方法。
齿轮传动比链传动更加稳定、准确、耐用,一些精密机床也会使用直接驱动技术。
2、处理器和控制器五轴数控机床的处理器系统需要能够准确执行各种计算和运算任务,以便实现高度的控制精度和精准度。
同时,相关的控制器也需要能够实现高速的数据传输、控制和确保稳定性。
3、机械结构机械结构是机床中另一个非常重要的部分,通常采用刚性框架、机械手臂和伺服电机来实现五轴联动机床的稳定结构。
刚性框架具有高度的刚度和精度,可以保证零件的加工质量。
机械手臂则可以支持刀具运动,伺服电机则可以对刀具进行实时控制。
4、人机交互界面五轴联动数控机床需要有直观、易于操作的人机交互界面。
机床操作人员可以通过交互界面轻松调整五轴联动系数和各个轴的参数。
二、五轴联动数控机床的研究五轴联动数控机床的研究领域非常广泛,主要涉及以下方面:1、模型构建实现五轴联动的机床模型需要建立一个全球统一的数学模型,考虑到机床结构、动力和切削力等系数。
在五轴联动加工过程中,所有的轴向变量的运动都是依靠模型来进行研究和实践的。
2、刀路规划刀路规划在机床加工中是一个非常重要的环节,它直接影响到零件加工的质量。
在五轴联动中,刀路规划必须考虑到机床的轴向变量以及工件的加工要求。
为了提高零件的加工质量和加工效率,研究人员需要探索出一种先进的刀路规划算法。
3、控制技术五轴联动数控机床控制技术是这个领域的重点研究,它主要涉及到如何实现高精度控制和高速运动。
五轴数控铣削加工图形仿真技术
Float Zin Float Zout
Dexel
Vector in Normal VectoNT in Color UINT out Color
图2
x , y 平面内, Dexel 单元分别按照刀具和毛坯 的控制盒的大小组织成为二维数组, Z 方向上则 按链表组织 Dexel 单元。尽可能的避免动态内存 分配加快处理速度, 节约内存空间, 同时又方便查 询具体每个 Dexel 单元的 地址。给定一 个标志: EMPTY= MAX FLT, 若 Zin= EMPTY, 则 说明该 Dexel 单元为空, 跳过对该单元的处理。
样误差。
小, 很容易判定毛坯上材料被去除与否。切削算
Yunching Huang 等 人取 E / R = 0. 2, 对 应的 法说明如下:
/ R 为 0. 04。
if( 刀具 Zin< 毛坯 Zin)
46
if( 刀具 Zout < 毛坯 Zin) 刀具遮挡毛坯, 显示刀具; else if( 刀具 Zout !毛坯 Zin) 刀具切削毛坯, 用刀具底面 Z 值以及颜色值 更新毛坯相应数据, 显示刀具; else if( 刀具 Zin !毛坯 Zin) if( 刀具 Zin> 毛坯 Zout) 毛坯遮挡刀具, 显示毛坯; else if( 刀具 Zout< 毛坯 Zout) 刀具在毛坯内部切削, 在毛坯中插入一个新 的 Dexel, 更新相应数据, 显示毛坯; else if( 刀具 Zout !毛坯 Zout) 刀具在毛坯后部切削, 用刀具顶面 Z 值及颜 色值更新毛坯相应数据, 显示毛坯。 为处理毛坯内部的空洞以及毛坯轮廓上的不 可见 凹坑, 可以 将 一 条 视 线上 的 Dexel 连接 成 链表。 本文所采用的数据结构如下:
数控车床操作基础与应用 第8章 数控仿真系统介绍及安装
0 30-0.03
25
15
0 20-0.033
china_54@
0 20-0.033
40
8.3 本章小结
本章主要从数控加工系统仿真的概念出发,了解数控仿真 及其研究状况。数控仿真系统将向提高模型的精确度、仿 真计算实时化和改善图形显示的真实感等方向发展,本章 着重介绍了三种数控仿真系统,三种系统各有其优缺点, VERICUT功能最为强大,斯沃和宇龙数控仿真系统可视化更 好,更易于操作。数控仿真软件还有很多种类,用户可以 根据自己的需要加以选择。
8.1.2
数控仿真技术的研究现状
现在,数控仿真技术发展成熟,模拟现实能力强,主要体现在以下 方面: 数控加工仿真系统能够模拟实际的数控机床操作面板,以及面板 所对应的功能。 仿真系统强大的实时性,“输入即所得”,指令或者手动操作输 入以后,相应的机床状态能立即显示出来。 仿真系统模拟现实的真实性,在计算机仿真系统中的操作不是随 意进行的,而是按真实环境设定操作顺序。比如在零件没有拆下的 情况下是不能够安装零件的,刀具和零件发生干涉时不能够随意方 向移动等。 仿真系统能够体现加工精度,并且能以逼真的三维效果显示各 运动件的状态。
china_54@
8.2.1
CGTECH-VERIVUT7.0仿真软件介绍
VERICUT系列数控仿真加工软件是美国 CGTECH公司开发的世界上最 先进的数控仿真加工软件,该软件自1988年问世以来,一直以高仿 真性能和高稳定性能而著称。VERICUT系列软件是唯一一个能与UG、 PEO/E、CAXA、DEFORM 等多个知名软件进行数控加工实时模拟对接 的数控仿真类软件,也是世界上首个实现五轴数控仿真、宏程序编 制和数控系统参数模拟设置的软件。其广泛应用与航空航天、精密 汽车制造等多个制造行业的高精尖领域。在中国有很多大型国有企 业或跨国企业在使用该软件,如西安飞机工业(集团)有限责任公司、 成都飞机工业(集团)有限公司,中国第一汽车集团公司等。 VERICUT7.0是该系列的最新系统。 该软件由于可实现的功能多,所以在面板和操作上与一般的数控加 工仿真软件有一些不同,而且使用起来也相对复杂很多,所以在这 里只介绍该软件的一些基本功能的介绍。
浅谈五轴数控加工技术
浅谈五轴数控加工技术1 概述众所周知,数控机床是当今现代化工厂的主要制造设备,数控技术是先进制造技术的关键技术,传统加工正在被数控加工逐步取代,数控加工技术水平已成为反映一个国家先进制造技术的重要指标之一。
五轴联动加工中心代表了数控机床的最高水平,反映了一个国家的装备制造业的发展水平。
我国的数控装备经过六十多年的发展,在许多项技术取得很大的进步,但在高端数控加工装备制造方面基础还比较薄弱,在多轴联动加工软件平台和数据库开发方面还落后于世界先进水平,需进一步提升。
五轴数控加工应用非常广泛,主要应用在航空航天、水利水电、轮船等高端产品的核心部件的制造,例如具有复杂曲面结构的航空发动机大型整体叶轮、水利水电设备中的发电机转子制造,汽车发动机中的涡轮以及模具制造等领域。
这些零件都是相关产品的核心部件,直接影响产品的性能和质量。
在西方装备制造业较发达的国家,为提高生产效率,五轴联动加工中心在制造业的各领域已得到广泛应用。
如今,随着现代产品质量的提高,要求零件数量减少的同时还要求零件精度的提高,这就使得结构一体化的复杂异形件零件的需求量越来越大,其交货时间越来越短,鉴于五轴联动加工中心的加工优势以及五轴联动加工中心价格的降低,五轴联动加工中心将在加工制造各领域得到广泛推广。
因此,开展五轴加工技术的研究非常有必要和意义重大。
2 五轴数控加工所谓的五轴数控加工是指能同时控制五个以上坐标轴的联动的数控加工,其中包括三个直线轴(XYZ)和两个旋转轴(ABC三个旋转轴中的两个)。
五轴加工将各种加工功能组合在一起后,实现工件在一次装夹后,完成对多个面的铣、镗、钻等多道工序的加工,有效地避免了多次装夹产生的误差,缩短了生产周期,提高零件质量。
随着结构复杂产品的广泛应用,要求数控设备具有更高的加工能力和加工效率,由此,五轴数控加工技术得到了广阔的发展领域。
五轴数控加工的特点有:刀具可以进入型腔内部,加工三轴加工不到的部位,这种模式有利于采用短刀具加工零件的侧壁和型腔,提高刀具的刚性,减小振动,提高零件的精度;减少工装夹具数量和占地面积;减少基准转换,提高加工精度;缩短新产品研发周期;缩短生产过程链,简化生产管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五轴数控编程技术介绍
以PowerMill为例
DELCAM
• Delcam 是世界领先的专业 CAD/CAM 软件公司。Delcam Plc 总部位于英国名城Birmingham 。Delcam软件的研发起源于 世界著名学府剑桥大学,经过三十多年的发展,Delcam软 件系列横跨产品设计、模具设计、产品加工、模具加工、 逆向工程、艺术设计与雕刻加工、质量检测和协同合作管 理等应用领域。
自动摆线加工
这是一种组合了偏置初加工和摆线加工策略的 加工策略。它通过自动在需切除大量材料的地 方使用摆线初加工策略,而在其它位置使用偏 置初加工策略,从而避免使用传统偏置初加工 策略中可能出现的高切削载荷。 由于在材料大 量聚积的位置使用了摆线加工方式切除材料, 因此降低了刀具切削负荷,提高了载荷的稳定 性,因此,可对这些区域实现高速加工。
controller Heidenhain Siemens Andron RTCP ON M128 TRAORI G25H1 RTCP OFF M129 TRAFOOF G25H0
RTCP功能
RTCP功能
• • • Part Position on the table工件在工作台的定位 With RTCP enabled, the datum of the part can be clocked with ease,有RTCP功能,工件的基准位置任意 Without RTCP enabled, the PowerMILL NC Program must be output with a Workplane positioned at the machines 0 0 0,对于没有RTCP功能的机床,PowerMILL的 NC程序必须以机床坐标系零点来输出
插铣区域清除加工
高速精加工策略
螺旋三维偏置精加工
参数偏置精加工
曲面精加工策略
等高精加工
PowerMILL 提供了多种高速精加工策 略,如三维偏置、等高精加工和最佳等 高精加工、螺旋等高精加工等策略。这 些策略可保证切削过程光顺、稳定,确 保能快速切除工件上的材料,得到高精 度、光滑的切削表面。 螺旋等高精加工
五轴加工的优点
五轴机床运动
加工工件时机床工艺选用五轴机Biblioteka 运动刀具长度对机床运动的影响
方向的改变对直线轴运动的影响
• 1.RTCP(Rotary tool center point)功能是指刀轴旋转 后为保持刀尖不变五轴controller自动计算并执行线性轴 补偿; RTCP ON时,机床各线性轴在旋转后的坐标系内 移动。 • 2.对于没有RTCP功能的五轴机床,后处理输出程序在工 件装夹完测量出基准点到机床中心距离之后才能做;对 于有RTCP功能的,后处理输出程序无需考虑工件在机床 上的具体位置。 • 3.
• 切削的深度可由下切步距和曲 面宽度控制Depth of cut can be controlled by a fixed stepover or fraction of surface width
用锥度刀做Swarf加工
• 允许使用更大的刀具 Allows larger tools to be used • 能够切除更多的余量 Removes more material • 使工件的装夹更灵活 Increases flexibility possible in fixtures
• 刀轴总是通过用户定义的 曲线
Tool axis will always pass through the user-defined curve
PowerMILL多轴路径策略
• PowerMILL丰富的三轴粗加工 和精加工刀路策略全部能用于 五轴加工。 • 有多种专用的5轴加工策略
驱动曲面
Drive Surface • 投影方向和刀轴方向由驱 动曲面(银色面)决定
•刀轴总是通过用户定义直线上 的点
•Tool axis will always pass through the user-defined line
刀轴通过3D曲线
Through a 3D curve • 提供了比直线更灵活有效 的刀轴控制策略
Offers much more control and flexibility than line
Projection direction and tool orientation determined by drive surface (silver)
• 驱动曲面为单一曲面,而 模型为多曲面模型Single
drive surface but multisurface part
狭槽的5轴加工
• 3轴加工球刀清角时会留 下圆角,必须手动加刀路 清出直角 • 5轴加工则可用平底刀清 出利角,无需在再后续电 极清角 • 不用后续电极清角就意味 着节省时间提高加工质量
为什么使用?
• 铣削深槽刀具不够长?刀具伸出太长?刀具太小,刚性不 足…… ?
为什么使用?
• 叶轮等具有空间角 度曲面的复杂加工
什么是多轴加工
• 所谓多轴加工就是在原有三轴加工的基础上增加 了旋转轴的加工.如4轴、五轴等。
五轴轴表
五轴:3个线性(linear axis)+2个旋转轴(rotary axis)
的区域,小刀具将仅加工剩余区域,这样可减少切 削时间。 Delcam PowerMILL 在残留初加工中引入了残留模型 的概念。使用新的残留模型方法进行残留初加工可 极大地加快计算速度,提高加工精度,确保每把刀 具能进行最高效率切削。这种方法尤其适合于需使 用多把尺寸逐渐减小的刀具进行切削的零件。可随 时查看残留模型状态,帮助选取加工策略和刀具尺 寸。
五轴加工的优点
• 一次装夹完成三轴加工多次装夹才能完成的加工内容。如 斜顶、滑块和电极。
五轴加工的优点
• 用更短的刀具伸长加工陡峭侧面,提高加工的表面质量和 效率。
五轴加工的优点
• 直纹面或斜平面可充分利用刀具侧 刃和平刀底面进行加工,加工的效 率和质量更高。
• 五轴加工和高速加工结合,使模具加工逐步告别放电加工, 并改变模具的零部件和制造工艺,大大的缩短模具制造周 期。
刀轴通过点
From a Point
• 使刀轴总是通过某一固定点从而避免刀尖切削 The tool is aligned so that the axis passes through a specified point with the cutting end pointing away from the point
马蹄形连接区域清除 可在一定行距条件下增加一些特殊
的刀具路径末端,产生比圆形连接 更加光顺的'马蹄形'连接,从而改善 区域清除刀具路径的残留刀痕,延 长刀具寿命,降低整体加工时间和 成本。
PowerMILL 中包含有多个全 新的高效初加工策略,这些策 略充分利用了最新的刀具设计 技术,从而实现了侧刃切削或 残留刀具路径将切除前一大刀具未能加工到而留下 深度切削。 残留粗加工
五轴机床类型
• Head-Head 工作台不动,两个旋转轴均在主轴上。机床能加工的工件尺寸比较大。
五轴机床类型
• Table-Head
两个旋转轴分别放在主 轴和工作台上,工作台 旋转,可装夹较大的工 件;主轴摆动,改变刀 轴方向灵活
五轴机床类型
• Table-Head 两个旋转轴分别放在主轴和工作台上,工作台旋转,可装夹较大的工 件;主轴摆动,改变刀轴方向灵活
• 五轴加工中心是一种高科技的手段,它让不可能变成了可
能,一切的空间曲面,异型加工都可以完成实现。它不但
能够完成复杂工件完成机械化加工的任务,而且还能够快
速提高加工效率,缩短加工流程。
为什么使用五轴?
• 加工一个带有 三维曲线的平 面时取得最佳 切削状态
为什么使用?
• 在机床区域任 何任何地方加 工几何形状, 刀具轴的设置 角必须是可变 的
刀轴通过直线
Towards a Line
• 刀轴总是通过直线上的点 对齐,从而避免刀尖切削
The tool is aligned so that the axis passes through a specified line with the cutting end pointing towards the line
旋转轴平行于 X Y Z 轴名 A B C
机床运动的比较
• 三轴 • 五轴(高精度需求)
CNC编程轴的定义
• 以坐标轴X、Y、Z 描述CNC程序中的 设定位置,以方向 矢量描述刀轴的方 向
三轴加工
刀轴矢量沿着整个切削路径过程始终不变
控制路径轴 X、Y、Z
3+2轴(定位五轴)
刀轴矢量可改变,但固定后沿着整个切削路径过程不变
五轴机床类型
• Table-Table 刀轴方向不动,两个旋转轴均在工作台上;工件加工时随工作台旋转, 须考虑装夹承重,能加工的工件尺寸比较小。
五轴机床类型
• Table-Table 非正交
五轴机床类型
• Head-Head 工作台不动,两个旋转轴均在主轴上。机床能加工的工件尺寸比较大。
俯垂型:旋转轴不与直线轴相垂直
PowerMILL 高效初加工
赛车线加工
Delcam 拥有专利权的赛车线加工策 略。在此策略中,随刀具路径切离 主形体,初加工刀路将变得越来越 平滑,这样可避免刀路突然转向, 从而降低机床负荷,减少刀具磨损, 实现高速切削。
螺旋区域清除加工
对某些几何形体位置可使用螺旋 策略来替代偏置策略,使刀具做 连续、平滑移动,从而可最小化 刀具的空程移动,减小整体加工 时间,同时刀具负荷更稳定,减 少刀具的加速和减速,保持更稳 定的切屑负荷,从而减少刀具的 磨损和损坏。
Swarf加工
Swarf Machining