基于PLC的真空注型控制系统的实现
基于PLC和HMI的真空检测系统设计_毕业设计 精品
JINGGANGSHAN UNIVERSITY本科毕业论文(设计)题目 基于PLC 和HMI 的真空检测系统设计学 院 机电工程学院专 业 电气工程及其自动化班 级 09电气本(1)班学 号 90614018姓 名 陈 荣指导教师 吴文通起讫时间教 务 处 印 制井冈山大学学位论文独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
尽我所知,除了文中特别加以标注和致谢的地方外,论文中不包含其他人已经发表或撰写过的研究成果,也不包含为获得井冈山大学或其它教育机构的学位或证书而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
论文作者签名:日期:年月日井冈山大学学位论文使用授权声明井冈山大学有权保留本人所送交学位论文的复印件和电子文档,可以采用影印、缩印或其他复制手段保存论文。
本人电子文档的内容和纸质论文的内容相一致。
除在保密期内的保密论文外,允许论文被查阅和借阅,可以公布(包括刊登)论文的全部或部分内容。
论文的公布(包括刊登)授权井冈山大学教务处办理。
论文作者签名:导师签名:日期:年月日日期:年月日基于PLC和HMI的真空检测系统设计作者:陈荣(井冈山大学机电工程学院,江西吉安343009)指导老师:吴文通[摘要]真空技术在现代工业生产和科学研究中的应用非常广泛,如何方便快捷的检测真空系统是应用真空技术的重要一环。
本文针对生产马桶的需要,设计了运用静态升压法的真空检测系统,介绍了系统的结构及功能,根据设计的要求,系统以三菱PLC FX2n 作为控制核心,采用梯形图作为编程语言,威纶MT60702作为人机界面,组建了马桶真空检测系统。
本系统的关键在于真空压力的采集和处理,本文采用三菱的模数转换模块FX2N-2AD,完成了马桶真空检测的自动化控制和数据的触摸屏显示。
该检测系统具有硬件简单可靠,调整参数方便灵活,能够满足马桶质量检测的需要。
基于PLC的真空泵压力系统的监控设计
基于PLC的真空泵压力系统的监控设计摘要可编程逻辑控制器(Programmable logic Controller),简称PLC是一种专门在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应按照易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
基于PLC监控系统的人机界面(Human Machine Interface),简称HMI,HMI也应运而生。
本文所涉及的压力监控系统是能够监控磨选生产线现场压力大小的情况,通过HMI生产线操作工可以直接从计算机查看,通过计算机看出的真空压力的大小可间接的反应出过滤机吃料的多少的情况,给一线操作工提供了一个比较方便的平台,这样可以提高厂里铁精粉的生产效率。
标签:PLC HMI 编程语言压力1 绪论可编程控制器是一种数字运算操作的电子系统,它是专门为在恶劣工业环境下应用而设计的。
它采用可编程序的存储器,用来在内部存储执行逻辑运算、顺序控制、定时、计数和算术等操作的指令,并采用数字式、模拟式的输入和输出,控制各种的机械或生产过程。
可编程控制器(PLC),使电气控制技术进入了一个崭新的阶段。
因此可编程控制器广泛应用工业控制中,PLC系统能够监控反应的压力、温度、液位等,是PLC的典型应用。
它能够为自动化控制应用提供安全可靠和比较完善的解决方案,适合于当前工业企业对自动化的需要。
PLC之所以应用广泛,是因为PLC有很多的优点,而本设计所涉及的压力监控系统是以PLC为核心的监控系统。
本系统的控制是采用PLC的编程语言——梯形语言;梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能、使用灵活的指令,是逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路。
PLC真空加注系统设计任务书--2011 电气工程及自动化 4
毕业设计(论文)任务书题目:真空加注机PLC控制系统设计院(系):成人教育学院专业:电气工程及自动化学生姓名:班级:学号:指导教师:2012年8月20日一、毕业设计(论文)的内容1、对本课题的总体介绍阐述本毕业设计(论文)是解决什么问题的,该系统工程原来是如何的?真空加注机的工作原理及有什么用?你为什么要进行控制系统设计?对于改造(设计)后的系统起什么作用或效果或达到什么目的?你采取什么方法或手段进行解决?有多少种解决的方案?最后定下哪一种,为什么定下这一种?2、工作内容(1)、按论文格式模板完成:内容提要,关键词(一般为4到5个,就是在设计中重复出现最多的,而且少了它就不成文章了)。
目录,毕业设计文体,结论,致谢等等。
(2)、毕业设计正文:A、讲述你要改造什么?或者设计什么?为什么要进行这项工作?B、解决问题的方案有多少种?至少比较三种以上。
最后定下其中一种。
C、你定下的方案在解决过程中,要用到什么东西?如设备、PLC机、等。
这些机子、设备又有不同的产品及型号规格等,你又是如何选择它的?它相对其它方案有什么优点?一定要阐述清楚。
例如PLC有国产品也有国外的产品,一定要比较其性能、指标及价格,既要满足要求,又要性能、指标达到要求,价格又低等。
D、原来的控制电路是如何的?改造后一定要有许多控制系统的电路图,你必须讲述它的祥细的工作原理。
(工程设计的图和工作原理是相当重要的)。
E、关键的技术问题你如何解决?如何调试?调试出现的问题你是如何解决的等。
F、PLC的地址分配、梯形图、程序以及PLC机了与输入、输出接口图都要用CAD 绘制。
否则,别人怎么理解?F、将所有的主要设备、机子等列出名称、数量、价格,做一个表。
合计一共要多少钱?G、还有其它的支出费用,如:设计费、施工费、试验费等。
也要做一个表统计出来。
H、要完成这个项目一共花了多少钱?要对项目进行经济与技术两方面的综合可行性分析。
该项目完成后对社会、对工厂的生产线、人类有什么好处?什么时候可以回收投入的资金?I、最后,才到结论。
一种基于PLC的真空压力控制系统

专利名称:一种基于PLC的真空压力控制系统专利类型:实用新型专利
发明人:邬平奇,董芳忠,竺宏辉
申请号:CN202121154203.8
申请日:20210527
公开号:CN215635091U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型提供一种基于PLC的真空压力控制系统,包括阀体,安装法兰,阀板,归位弹簧,密封口,导气管,气压阀和控制器,其中:安装法兰焊接在阀体的两侧,且阀板镶嵌在阀体的内部,该归位弹簧安装在阀体的底部,并与阀板的底部相连接;所述密封口通过螺纹安装在阀体的顶部,且导气管的一端通过螺栓安装在密封口的顶部,该导气管的另一端通过螺栓安装在气压阀的顶部;所述气压阀通过螺栓安装在阀体的表面,且控制器通过螺栓安装在阀体的表面。
本实用新型鞘身护壳,锁定机构和顶开板的设置,可以远程控制,不容易漏水。
申请人:宁波麦吉克自控设备有限公司
地址:315500 浙江省宁波市奉化市经济开发区四明东路299号慧鼎创智园3幢102室(自主申报)国籍:CN
代理机构:杭州凌通知识产权代理有限公司
代理人:李仁义
更多信息请下载全文后查看。
基于PLC控制的真空厕所系统及运行三维可视化仿真
华中科技大学硕士学位论文基于PLC控制的真空厕所系统及运行三维可视化仿真姓名:潘前锋申请学位级别:硕士专业:环境工程指导教师:周敬宣20080605华 中 科 技 大 学 硕 士 学 位 论 文 摘 要 本文以华中科技大学环境学院长期研究的真空厕所系统以及工程案例为背景,论述真空厕所系统未来的企业化进程中所面临的问题——控制系统的标准化以及怎样让用户了解整个真空厕所的运行过程,本文提出以在工业领域应用比较成熟的可编程控制器(PLC)代替传统的继电器来设计真空厕所的控制系统,并创新性地将三维可视化仿真技术应用于真空厕所系统的运行模拟。
真空厕所可分为移动式真空厕所以及地面固定式真空厕所,本文在介绍了PLC 的基本结构、工作原理、以及设计流程的情况下,分别论述了移动式真空厕所与地面固定式真空厕所的控制系统的设计过程。
以安装在宇通(6120HWC型)客车上的真空卫生间为实例,说明了移动式真空厕所的原理、系统流程、工作方式以及工作过程,并在此基础上设计了控制电路,结合控制电路选择西门子CPU 222 DC/DC/DC 8入/6出型的PLC对控制系统进行编程,并绘制了安装原理图。
对于地面固定式真空厕所,本文以东湖碧塘观鱼景区的真空厕所为例,论述该型号真空厕所的原理,并结合该厕所的使用情况设计厕所的工作过程,并以此为依据设计控制电路,并选择OMRON CPM2A 30CDR型号的PLC进行控制系统的设计。
除此之外,本文根据东湖碧塘观鱼景区的真空厕所,建立了三维模型,并通过编程制作动画,从整体展示、操作模拟和参数查询三个方面对真空厕所的组成及运行情况进行多方位展示。
整体展示主要介绍真空厕所的关键部件及其功能;操作模拟主要对厕所系统的操作进行模拟教学,有助于用户快速的掌握该系统的使用方法;参数查询主要方便用户很快的了解相关部件的各项参数。
关键词:真空厕所系统可编程控制器控制系统三维可视化系统仿真华 中 科 技 大 学 硕 士 学 位 论 文 Abstract In this paper, we make use of the l o ng-term study of the vacuum toilet system and cases from actual project as background,to discuss the issues--the standardization of the control system and how to allow users to understand the whole process of the vacuum toilet system running, that may be faced with in the Corporatization process of Vacuum toilet system in the future.In this paper ,we propose to use programmable logic controller (PLC) which is a more mature technology in the industrial area instead of the traditional relay to design the control system of vacuum toilet system, and 3D visual simulation will be used in the operation of vacuum toilet system simulation.Vacuum toilets can be divided into mobile vacuum toilets and the ground fixed vacuum toilets. In this paper, after introducing the basic structure of the PLC,working principle and the design flow, we discuss how to design the control system of the mobile vacuum toilets and the ground fixed vacuum toilets.Take the vacuum toilets which are installed on the bus of Yutong (6120 HWC type) for example, helping us to learn the working principle, the system processes, the work methods and process of vacuum toilets. And on the basis of the above-mentioned, design the control circuit and then choose the PLC (Siemens CPU 222 DC/DC/DC8-/6 ) t o program for the control system and protract plans of Principle of the installation.For the ground fixed vacuum toilets ,take the vacuum toilets of East Lake` Bi Tong Guan Yu Scenic Spot for example, we discuss the working principle and the use of the toilet to design the workflow, and according to this to design the Control circuit, then select the PLC of OMRON CPM2A 30CDR models to design control system.The establishment of 3D visual simulation is based on the vacuum toilets of East Lake` Bi Tong Guan Yu Scenic Spot. Through the production of animation, we make a multi-directional display about composition and operation of the vacuum toilets from from the overall display, operation simulation and querying parameters three aspects.The overall display m ainly introduces the key components of the vacuum toilets and function; operation simulation is mainly on the teaching simulation of the operation of toilet system to help users to quickly master the use of the system;querying parameters mainly help users to quickly learn the the various parameters of the relevant parts. Keywords:V acuum Toilet System, PLC, Control System, 3D visual, System simulation独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
基于PLC的真空滤油机控制系统设计
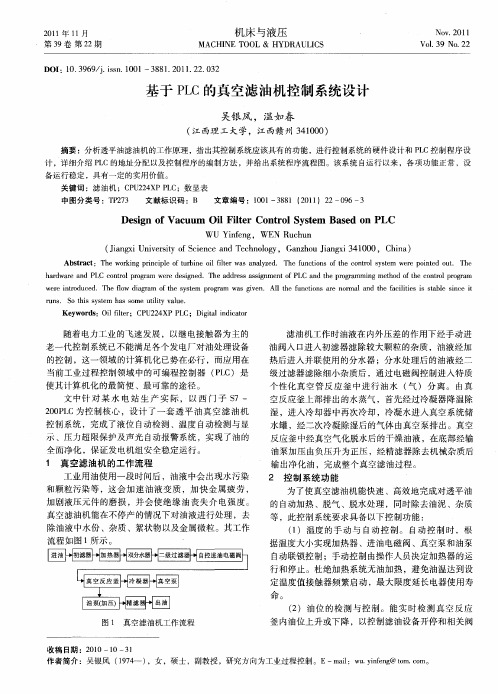
随着 电力工业 的飞速发展 ,以继电接触器为主的
滤油机 工作 时油液在 内外压差 的作用下经手动进 油阀入 口进入初滤器滤除较 大颗粒 的杂质 ,油液经加 热后进人并联使用 的分水器 ;分水处理后的油 液经二 级过滤器滤 除细小 杂质后 ,通过 电磁阀控制进入特质 个性化真 空管 反应釜 中进 行油水 ( )分 离 。由真 气 空反应釜上部排出的水蒸气 ,首先经过冷凝器 降温除
21 0 1年 1 1月
ห้องสมุดไป่ตู้
机床与液压
M ACHI NE T00L & HYDRAULI CS
NO . 0l V2 1
第3 9卷 第 2 2期
V0. 9 No 2 13 . 2
D :1 . 9 9 ji n 1 0 OI 0 3 6 /.s . 0 1—3 8 . 0 . 2 0 2 s 8 12 1 2 . 3 1
Ab t a t h o k n rn i l ftr i e olf t rwa n l z d T e f n t n ft e c n rl s se we e p i td o t T e s r c :T e w r i g p i cp e o b n i i e s a a y e . h u c i s o h o to y tm r o ne u . h u l o h r w r n L o to p o r m w r e in d ad a e a d P C c n rl r g a e e d sg e .T e a d e sa sg me t f L n e p o rmmi g meh d o e c n r l rg a h d rs s in n C a d t r g a oP h n to ft o t o r m h op we e i t d c d r n r u e .T e f w d a r m ft e s se p o r m s g v n Al t e f n t n r oma n h a i t s i sa l i c t o h o ig a o y t m r ga wa i e . l h u c i s a e n r l a d t e fcl i s tb e sn e i l h o ie
[课程设计]基于PLC控制的真空抽气机组系统设计
课程设计课题名称真空抽气机组自控PLC系统的设计单位浙江工业大学健行0602姓名奚永薛指导教师戴一平时间 2009.7.1-2009.7.5一.软件设备介绍本实验采用OMRON CP1H PLC实验机箱模拟系统控制结果,使用CX-Programmer 进行编程。
其中CX-Programmer是一个用于对OMRON CS1系列PLC、CV系列PLC、以及C系列PLC建立、测试和维护程序的工具。
它是一个支持PLC设备和地址信息、OMRON PLC 和这些PLC支持的网络设备进行通信的方便工具。
二.系统描述与控制要求2.1系统描述本次课程设计的主要任务是一个真空抽气机组的系统的设计,其系统的组成及工作原理如下:M1、M2为二个真空泵的动力电机,需热过载保护,M3为主抽真空泵,工作电源为电热丝加热。
YV1—YV5为24VDC通电打开的电磁阀,P1—P3为气体压力开关(P1>P2>P3),P0为水流信号开关。
系统工作目的是把容器内的空气抽走,前级泵的极限压力只能抽到1mmHg (133pa),中间泵的工作条件是出口必须保持在5mmHg以下的压力才能工作,其极限压力是10-3mmHg,主泵的工作条件是出口必须保持在10--2mmHg,其极限压力是10--7mmHg。
容器内为真空热处理装置,须在10-4mmHg压力以下工作。
所以P1—P3压力设定为P1=5mmHg、P2=10--2mmHg、P3=10--4mmHg。
YV5为放气阀,容器内充放大气后门才可打开,工件才能装卸。
排气2.2系统控制要求1、开机条件:YV6开、YV5关且P0开关合上;开机后P0断开则报警,若断开时间超过10分钟,则自动关机。
2、开机顺序:先开M1、YV1;M2、M3、YV2—YV5保持关,此为予抽阶段;予抽5分钟后,且压力开关P1合上,M2才可以打开,M2开同时YV1关,YV2开,YV3开,M1保持开;M2开5分钟后,且压力开关P2合上,M3开,M1、M2、YV2、YV3保持开;M3开30分钟后,YV4开,YV2关,M1、M2、YV3保持开;YV4开且P3压力开关合上50分钟后,可手动开YV5(放气),开YV5前须确保YV4已提前5秒钟关,YV2,YV1保持关。
plc真空泵课程设计
plc真空泵课程设计一、课程目标知识目标:1. 让学生理解PLC(可编程逻辑控制器)的基本原理和在自动化控制中的应用。
2. 使学生掌握真空泵的工作原理、类型及其在工业中的应用。
3. 引导学生掌握PLC在真空泵控制中的编程方法和技巧。
技能目标:1. 培养学生运用PLC进行真空泵控制系统的设计和编程能力。
2. 培养学生分析并解决实际工程中真空泵控制问题的能力。
3. 提高学生在团队协作中沟通、讨论、共同解决问题的能力。
情感态度价值观目标:1. 培养学生对自动化控制技术的兴趣和热情,激发学生探索新技术的积极性。
2. 培养学生的创新意识,鼓励他们勇于尝试,敢于实践。
3. 增强学生的环保意识,让他们认识到真空泵在节能减排方面的作用,培养学生的社会责任感。
课程性质:本课程为实践性较强的课程,侧重于PLC和真空泵在实际工程中的应用。
学生特点:学生具备一定的PLC基础知识和技能,对真空泵有一定了解,但缺乏实际操作经验。
教学要求:结合理论教学和实践活动,注重培养学生的动手能力和实际操作技能,提高学生解决实际问题的能力。
将课程目标分解为具体的学习成果,以便在教学过程中进行有效评估。
二、教学内容1. 理论知识:- PLC的基本原理和结构- 真空泵的工作原理、类型及选型方法- PLC在真空泵控制中的应用案例分析- 相关电气控制元件的功能及应用2. 实践操作:- PLC编程软件的使用和操作方法- 真空泵控制系统的设计与编程- PLC与真空泵的接线及调试- 故障分析与处理方法3. 教学安排与进度:- 第一周:PLC基本原理、结构及编程基础- 第二周:真空泵工作原理、类型及选型方法- 第三周:PLC在真空泵控制中的应用案例分析- 第四周:实践操作(1):PLC编程软件的使用与操作- 第五周:实践操作(2):真空泵控制系统的设计与编程- 第六周:实践操作(3):PLC与真空泵的接线及调试- 第七周:故障分析与处理方法,总结与反思教材章节:- 《PLC原理与应用》第1章至第3章- 《自动化设备与控制技术》第5章:真空泵及其应用教学内容确保科学性和系统性,结合理论与实践,使学生能够全面掌握PLC在真空泵控制中的应用。
PLC技术在真空镀膜自动控制中的应用
PLC技术在真空镀膜自动控制中的应用摘要随着镀膜工艺的发展,镀膜精度的要求不断提高,控制规律不断复杂多变,传统的继电器—接触器控制系统,由于电器触点数量多,可靠性差,控制手段落后,误差大,难以达到所期望的效果。
有时因为一个继电器或一条连线出现故障都会造成整个系统运行不正常,而且查找和排除故障困难。
另一个是适应性差。
设备改造需再重新设计,改变继电器和接线方式,造成大量的资源浪费。
针对传统继电器控制系统存在的问题,本系统主控部分采用了可编程控制器(PLC)。
PLC是一种工业微机,具有抗干扰能力强,工作可靠性高,平均无故障时间长,可在恶劣的环境下正常工作,并可方便地与上位计算机联网等特点,此外还可以大大缩短系统的设计、安装和调试周期,加快工程进度。
本系统应用PLC技术,实现真空镀膜系统的真空“手动/半自动”控制。
操作简单、方便、直观。
关键字:真空镀膜系统;可编程控制器(PLC);复合真空计;低真空;高真空AbstractWith the development of the thin—film deposition, the requirements for the precision of film have been raising continuously and the rules of controlling have changed in the much more complicated way. Because the electric appliances touch many times, the controlling instrument is not advanced and the error margin is big, the traditional controlling system of the electric appliances- the contact machine is difficult to attain the expected result. Sometimes the malfunction of one relay or one electric line will cause the whole system fail and it is difficult to check or eliminate the malfunction. Another is low application. The equipment change needs redesigning, but the change ofrelay and the line connecting method will waste large resources.To solve these problems of the traditional relay controlling system, the main controller of the current system adopts the Programmable Logic Controller (PLC). PLC is a kind of industrial machine, having the stronger anti- interference abilities and longer Mean Time TO First Failure (MTTF). It also can work under the sordid environment normally, and can link with calculator conveniently on line and so on. Besides, the system can shorten the design, installation and trying period of the system and speed the project.The system applied the PLC technique, carrying out the vacuum" manual/ half auto" controlling and the operation is simple, convenience and easy to understand.Keywords: vacuum thin—film deposition system; Programmable Logic Controller (PLC); vacuometer complex;low vacuum;high vacuum目录0 前言 11 方案 11.1目的及意义 11.2真空技术 12 配置 12.1真空系统配置 12.2可编程控制器(PLC) 23 PLC选型 24 详细设计 44.1编程语言 44.2工艺流程 44.3 电气原理图 54.4 程序设计 114.5 互锁及保护 115 总结 110 前言在真空科学中,真空的含义是指在给定的空间内低于一个大气压力的气体状态。
基于PLC的真空压力控制系统设计
s y s t e m g r e a t l y i mp r o v e s y s t e m c o n t r o l p r e c i s i o n, r e l i a b i l i t y , a n t i — i n t e r f e r e n c e a bi l i t y a n d r e d u c e ma i n t e n a n c e wo r k l o a d . Ke y wo r ds :PL C; v a c u u m pr e s s u r e c o n t r o l s y s t e m;d e s i g n
h a r d wa r e s e l e c t i o n, e l e c t r i c a l s c h e ma t i c d e s i g n, s o f t wa r e a n d t o u c h s c r e e n d e s i g n. PL C a u t o ma t i c c o n t r o l i n v a c uu m p r e s s u r e c o n t r o l
5 1 0 0 0 0 ,C h i n a )
Ab s t r a c t :Th i s p a p e r d e s c r i b e s d e s i g n p r o c e s s o f v a c u u m p r e s s u r e c o n t r o l s y s t e m b a s e d O n PL C, i n c l u d e s y s t e m d e s i g n r e q u i r e me n t s ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
完成 这一控 制过程 的主控制器 可 以采用 单片机 ,也可 以采用 P C 采用单 片机做 主控制器的不足之处在于: L。 控制 系统设计开 发周期长 , 系统维护 与升级难度大 。 而且工艺参数调整的适应 性 差。而采用 P C做 主控制器则可以避免上述问题 , L 本系统 中采 用 P C做主控制器 。 L P C 可编程控制器 )是 以嵌入式微处理器为基础 。综合计 L( 算机技术 、应用电子技 术和 自动控制技术而发展起来 的~种新 型工业控制器。它具有 可靠性高 、 环境适应能力强、 编程简单、
1引言
真空注型技术是一种快捷 、 实用的模具/ 零件制造技术 。 它
以快速原型 ( ai rtyig 技术为依托 , R pdPo t n ) op 制造出模具/ 件 零 的原型或母模 ,再利用真 空浇注成型工艺加工 出相应 的模 具/ 零件。真空注型系统的工艺过程 为 :) 1用原 型件/ 模制 作快速 母 模具 ( 多为硅胶模具 ) 2 利用 制作 出的模具来成型零件 ( ;) 多为
形状和几 何角度应使刀具切削时产 生较 小的切削力和摩擦 力 :
、 3 刀具 的结构适 在一个刀体上安装两把或两把以上同类或不 同类的刀具 , 2 刀具材料和涂层材料有 良好的耐高温性能 ; 、 同 宜高速切削 。 刀体和夹紧结构强度 、 断裂韧性高 , 刚性好 。 以确
{ 【要针 真 注 系 的 艺 求采 基 P 的 气 制 统分 了L作 真 注 摘 】对 空 型 统 工 要 ,用 于L 电 控 系 。析 P 为 空 型{ C C
i 制系 的主 制器的 控 统 控 优点, 入 深 研究了 控制系 搭建的关 技术 现方法 统 键 和实 。 匝
维普资讯
机 械 设 计 与 制 造
— .
1 0— 5 .
Ma hn r De in c iey sg
&
Ma ua tr n fcu e
第 3期 20 0 6年 3月
文 章 编 号 ;0 1 9 7 2 0 ) 3— 1 0— 3 10 —3 9 (0 6 0 0 5 0
基于 P C的真空注型控制系统的实现 L
岳震 刘伟军 邹瑞雨 ( 中国科学院沈阳自动化研究所 . 沈阳 10 1 ) 10 6
Y E Z e , I i jn O u — u U h n L U We — u ,Z U R i y
Th e l a in o a u m a t g c n r l y t m a e n PL e r ai t fv c u c s i o to s e b s d o C z o n s
K y od: rg m all icn oe; aum csn; eune ot l e rs Por m b g t lr V cu tg Sqec cn o w a eo co r l ai r
. 。 . 。 . .. .. - . . . o
中图分 类号 : H 8 文 献标 识码 : T 3 A
{
3 [brt inaht na e noVu sgye t ccor跏招 e Asa]mgtecilm dfau Ct s ,eei n l m ad; tcA i t hc a cm ai St het t e d n m lrC o B s
;o L sd t. hav t eoPCai e a noeoVcu ai noSsm { n C/ao e Te d ngs cn at ic tl umC tg otlye P pd a a L tg h m n o rl f a f s r s n c r t ; raaz n eeth li a a i eo nrtn c r t ee l i a ny4 a t yenoe nrln mtdo t cs c o os e a ey e le d hk ogsd ei g h snh ot i o n l m rdp c z e u of t  ̄
(hnagIstto uo t nC ieeA ae f cecsSeyn 106 C ia S eyn ntu f t i hns cdmyo ine,hnag10 1, h ) i e A mao S n
。‘ 。‘ ‘ ‘ ’ ’ 。’ 。‘ 。 。 。 。 。 。。 。 。。 ‘ ‘ ‘ ‘ ‘ ‘ ‘ 。’ 。 。‘ 。 。 。 ‘ ‘ ‘ 。 。 。 。 。 。。 。。 ‘ ‘ ‘ ‘ ‘ ‘ ’ 。 。 。 。 。 。 。 。‘ 。 。 ‘ ‘ 。 ‘ ‘ ‘ 。 。 。 。 。 。 。 。‘ 、
2ti u d se d.
3
. o . o
3
{
.o . .. .. .. . . . . . , 。 . . . o . o . o . ‘ . ‘ . . 。} . . 》 》 . . .. o . o . o .。 . . . o . o . o . o _ 。 .. 。 . o . o . o - o .o . o . o .o . . . . . 。 . . . o . o . 。 . ㈨ .. ‘ 》 。 _ o . . . o .o . o
塑料 / 树脂零件 ) 。整个工艺过程 的控制方式主要 为顺 序控制 ,
★来稿 日期 :05 0 2 20 — 4— 6
逻辑顺序 控制能力强等 特点 , 是工业 自 动控制系统中应 用广泛
4 2组合 刀具 的 改进方 法 .
时或相继加工工件的几个工步 , 这种刀具即为组合刀具 , 1 。 图 O