橡胶管总成接头的设计
工业软管总成扣压结构及扣压工艺

工业软管总成扣压结构及扣压工艺工业软管总成扣压结构和扣压工艺,听着有点复杂是不是?别担心,今天咱们就来聊聊这个话题,轻松愉快地解开这个谜团。
说白了,工业软管就是我们生活中常见的那些橡胶管、钢丝管,它们可不简单,背后有一套非常考究的制作工艺,特别是在扣压这一步骤上。
如果你现在有些迷糊,那也不怪你,毕竟这可是专业性极强的一个环节,稍不留神就可能出错。
不过,放心吧,今天我就带你轻松搞懂这件事。
你得知道什么是“扣压”这个工艺。
简单来说,扣压就是将管材和接头固定在一起的一种方法。
这个扣压的过程,可不是随随便便把两根管子捏在一起那么简单,它需要通过机械设备来施加压力,把管子和接头牢牢地结合在一起,确保它们之间没有任何松动。
这一过程的好坏,直接影响到软管总成的质量。
如果扣压做得不合格,管子和接头就可能在使用过程中分离,甚至泄漏,严重时还会导致设备故障,给生产带来大麻烦。
所以说,这个小小的扣压工艺,看似不起眼,却承载着大大的责任。
扣压工艺的关键在于“结构”。
如果说软管是一个“身体”,那扣压结构就是它的“骨架”。
扣压结构设计得好,才能确保软管和接头之间的连接稳固,不容易出问题。
一般来说,扣压结构由两个主要部分组成,一个是软管本身,另一个是接头。
接头的形状和材质非常讲究,常见的有螺纹接头、卡箍接头、快速接头等,每种接头的设计都与软管的材质和工作环境密切相关。
而软管的外部,往往还会有一层保护套,防止外界因素的干扰,这样才能确保软管在长时间工作下也不容易老化,延长使用寿命。
咱们还得聊聊扣压设备。
像这种小细节,其实也是一个技术活。
现在的工业上,扣压机已经是智能化程度越来越高,操作起来也不再像以前那样麻烦了。
你看,现在的扣压机大多都是数字化控制,操作员只需要输入参数,机器就会自动完成扣压。
说实话,站在设备旁边,看着它一个个精确的动作,心里还真是佩服。
以前,那种手动操作的时代已经过去了,效率低不说,精度也难保证。
如今,机器都能做到“滴水不漏”,一丝不差,保证每个扣压过程都精准无误。
HANSA-FLEX卡套式接头样本2013

和培训。同时,我们也为客户现场服务,包括硬 管总成的现场测绘、安装、维修等服务。
HANSA-FLEX 严格控制产品质量,以保证一 贯的德国品质。所有产品都经过国际认证和第三 方测试,特殊的产品还经过行业认证,我们的产 品得到客户的信赖。
HANSA-FLEX中国配备了完善的生产设备 和先进的检测设备,所有的设备都和德国总部一 样。生产设备如胶管扣压机、胶管剥胶机、切割 机等,检验检测设备如脉冲试验台、盐雾试验 台、静压及爆破试验台、三维测量仪、投影仪、 硬度仪等其它设备。
胶管总成
20
80
310
120
中低压不锈钢软管接头
公制内螺纹,24°锥,硬密封 DIN2353 轻系列 DKL(工作压力 100bar) 重系列 DKS(工作压力 150bar) 材质:不锈钢
SW
L
DN
24
M
配对的各种接头详见 22 页至 69 页 第 46 页
第 50 页
依格
系 列
软管接头型号
软管通径 DN
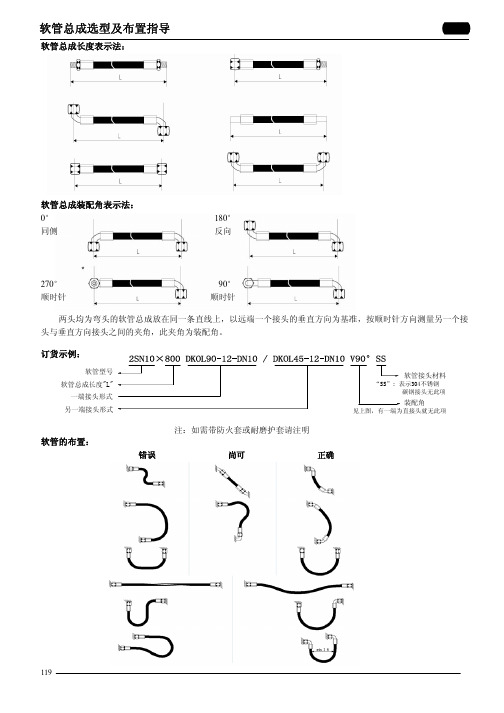
软管总成选型及布置指导
软管总成长度表示法:
依格
软管总成装配角表示法: 0° 同侧
180° 反向
270° 顺时针
90° 顺时针
两头均为弯头的软管总成放在同一条直线上,以远端一个接头的垂直方向为基准,按顺时针方向测量另一个接 头与垂直方向接头之间的夹角,此夹角为装配角。
订货示例:
软管型号 软管总成长度"L"
连续作业温度:-40°C~+100°C
建议使用介质:矿物油、水、水/油乳化液
最大工作压力 最小爆破 最小弯曲 重量
40
DKS-08-DN06
6
DKS-10-DN06
6
DKS-10-DN08
8
重 系 列 S
DKS-12-DN08 DKS-12-DN10 DKS-14-DN10 DKS-16-DN12 DKS-20-DN16
8 10 10 12 16
DKS-25-DN20
20
DKS-30-DN25
25
DKS-38-DN32
18 18 18 20
16
WFV16-DN100
100
220 180 8 18 20
WFV40-DN40
汽车胶管接头设计标准
汽车胶管接头设计标准一、接头材质汽车胶管接头的材质应符合相关标准,一般采用不锈钢、铜、铝合金等材料制造。
其中,不锈钢具有优异的耐腐蚀性能和强度,铜和铝合金具有较好的导电性和导热性。
二、接头尺寸汽车胶管接头的尺寸应符合设计要求,保证与胶管的配合良好,同时也要考虑安装空间和方便性。
接头的尺寸包括内径、外径、长度等参数,应根据胶管直径和长度进行选择。
三、接头结构形式汽车胶管接头的结构形式应简单、易于加工和安装,同时也要保证连接的可靠性。
常见的接头结构形式有:螺母式、卡套式、扩口式等。
其中,螺母式接头适用于较大直径的胶管连接,卡套式和扩口式接头适用于较小直径的胶管连接。
四、胶管类型和尺寸汽车胶管应选择耐压、耐腐蚀、耐高温、耐寒等性能良好的材料制造。
胶管的尺寸应与接头相匹配,保证连接的可靠性。
根据使用场合的不同,可选择不同类型和尺寸的胶管,如编织胶管、缠绕胶管、波纹管等。
五、连接方式汽车胶管接头的连接方式应简单、易于操作,同时也要保证连接的可靠性。
常见的连接方式有:螺纹连接、卡套连接、扩口连接等。
其中,螺纹连接适用于较大直径的胶管连接,卡套连接和扩口连接适用于较小直径的胶管连接。
六、抗拉强度汽车胶管接头的抗拉强度应符合相关标准,以保证在汽车行驶过程中不会因振动等原因而松动或脱落。
根据不同的使用场合和要求,可选择不同抗拉强度的接头和胶管。
七、耐压性能汽车胶管接头的耐压性能应符合相关标准,以保证在规定的使用压力下不会出现泄漏或破裂等现象。
接头的耐压性能应与所连接的胶管的耐压性能相匹配。
八、耐腐蚀性能汽车胶管接头的耐腐蚀性能应符合相关标准,以保证在汽车使用的各种环境下不会出现锈蚀或腐蚀等现象。
根据不同的使用环境和要求,可选择不同耐腐蚀性能的接头和胶管。
九、密封性能汽车胶管接头的密封性能应良好,以保证在规定的压力下不出现泄漏或渗漏等现象。
接头的密封性能应与所连接的胶管的密封性能相匹配。
十、抗振动性能汽车胶管接头的抗振动性能应良好,以保证在汽车行驶过程中不会因振动等原因而松动或脱落。
软管工艺、软管术语及软管设计

60 °
X
SA E Fl an g e 法兰口径 (法 兰形 ) F38。1mm
-
O
2。接头
接头和螺纹
1。ORFS 系列 (平面密封)
* UNF 内螺纹
* O形圈在对方过渡接头
* 工作压力 : 280 ~ 420 BAR
* 一般适用于内径25mm以内高压
* ORFS : O RING FACE SEAL
编织
缠绕
1。软管
软管制造工程
挤出外皮
1。软管
软管制造工程(挤出外皮)
* 保护加强层和内管
* 决定外径
1。软管
软管制造工程(挤出外皮)
* 标志,国际规格,机能,生产日期等
1。软管
软管制造工程
挤出塑料
1。软管
软管制造工程(挤出塑料)
蒸软管前,在外皮上压出塑料 确保外径
1。软管
2。接头
接头和螺纹
1。ORFS 系列 (平面密封)
2。接头
接头和螺纹
UNF 螺纹
16个螺丝
20mm (13/16 英吋)
UNF 外径(英寸) x 螺丝数(1英寸内) 表示 : UNF 13/16 - 16
2。接头
接头和螺纹
2。JIS 系列 – 60°锥
* PF 内螺纹
* 60°锥芯子 (没有O形圈)
最少爆破压力
400 BAR
3。软管总成
装配软管总成时,考虑项目 – 长度
X
△
○
* 加压力时,软管长度会变(+2% ~ -4%)
3。软管总成
装配软管总成时,考虑项目
X
○
*装配时,软管不能扭转
液压橡胶软管总成
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3683钢丝增强液压橡胶软管和软管组合件
GB/T 5568橡胶、塑料软管及软管组合件无屈挠液压脉冲试验
GB/T 9065.3液压软管接头.连接尺寸.焊接式平面密封
F3
6A
直接头—SAE 62系列(6000psi)重系列
F
6F
45°弯头—SAE 62系列(6000psi)重系列
F2
6N
90°弯头—SAE 62系列(6000psi) 重系列
F3
GB/T9065.3
焊接式平面密封
A0
直接头
A
A2
45°弯头
A2
A3
90°弯头
A3
JIS B8363
日本小松公制内螺纹
30°扩口式锥密封
C0
直接头
C
C2
45°弯头
C2
C3
90°弯头
C3
接头外连接规格
接头的外连接规格(图1中第9、10位和第11、12位)由由两位阿拉伯数字组成,详见表4。
具体的外连接规格匹配参见附录F。
接头外连接规格
接头型式
外连接规格
CA、CE、CF、C9、0C、1C
锥口直径(即等于钢管外径),mm,从附表F.3中选取。
F481CECF151508-1300×90G“481”软管类型(进口派克一层钢丝编织481软管)。
F481CECF151508-1300×90G“CE”接头1外连接型式,24°锥密封,轻型,45°弯头。
F481CECF151508-1300×90G“CF”接头2外连接型式,24°锥密封,轻型,90°弯头。
各种高压胶管总成的接头

各种高压胶管总成的接头:分A、B、C、D、E、F、H型,法兰式等国标,其它厂标接头,包括30度弯45度75度弯及90度弯。
还可生产英制,美制等国家标准接头。
高压胶管高压油管用途:(1)煤炭工业煤炭工业用油管主要有液压支架胶管管。
近年来,有些煤矿液压支架的压力要求已经提高,一部分钢丝编织胶管不能满足其性能要求,要求改用钢丝缠绕油管。
此外,为防止煤矿井下采煤过程中煤尘污染和提高生产安全性,增加了煤矿用油管的品种,如煤层探水封孔器伸缩油管,用于煤矿井下工作面综采前对煤层进行注水、注浆等作业。
据报道,国内已有厂家生产,并经十几家煤矿试用,可替代同类进口产品。
(2)石油工业21世纪中国海洋石油开发战略中提出重点开发近海和浅海油田,因此,石油工业除了使用钻探油管、振动油管外,还要求使用浅海输油油管。
浅海海底输油油管国内已有生产,但飘浮式或半飘浮式输油油管和深海海底输油油管目前仍然依靠进口。
随着中国海洋石油开发战略的实施,海洋石油开采对油管性能的要求将不断提高。
高压油管的制作流程:用混炼机按配方混炼出内层胶、中层胶和外层胶;用挤出机挤出内层油管,包覆在涂了脱模剂的软芯或硬芯上(液氮冷冻法也可不用管芯);压延机压成中层胶薄片,加隔离剂收卷并按工艺要求裁成规定宽度;将含管芯内层油管在缠绕机或编织机上缠绕上镀铜钢丝或镀铜钢丝绳,同时在缠绕机或编织机将中层胶薄片同步缠绕在每两层镀铜钢丝或镀铜钢丝绳间,缠绕钢丝起头和结尾处绑扎(有些早期缠绕机需预先将镀铜钢丝进行预应力定型处理);再次在挤出机上包覆上外层胶,然后再包缠铅或布硫化保护层;通过硫化罐或盐浴硫化;最后拆去硫化保护层,抽出管芯,扣压上管接头,抽样打压检验。
总之,制造高压油管使用设备多、原料种类多,生产工艺复杂。
但近年来以塑料或热塑性弹性体为主要原料的液压油管生产工艺可适当简化,但原料价高,仍以橡胶原料为主。
高压胶管分类高压油管按照制作工艺主要分为高压钢丝编织油管与高压钢丝缠绕油管:高压钢丝缠绕油管(高压油管)一、高压钢丝缠绕油管结构主要由内胶层、中胶层、2、4、6层钢丝缠绕层、外胶层组成。
可曲挠橡胶接头 刚度

可曲挠橡胶接头刚度橡胶接头是一种常见的管道连接件,具有一定的可曲挠性能。
而刚度(硬度)则是衡量材料抵抗外力变形的能力。
本文将就可曲挠橡胶接头的刚度进行探讨。
一、可曲挠橡胶接头的概述可曲挠橡胶接头是一种能够吸收管道系统中震动和振动的特殊连接件。
相比于传统刚性接头,其具有较大的变形量,能够在管道系统发生位移和变形时保持连接的正常使用,从而提高了管道系统的安全性和稳定性。
二、刚度与可曲挠橡胶接头刚度是指材料抵抗外力变形的能力,在材料力学中也被称为硬度。
在可曲挠橡胶接头中,刚度的大小影响了其对外力的响应和变形程度。
1. 刚度与接头设计可曲挠橡胶接头的刚度直接与其结构设计相关。
在设计过程中,需要考虑到管道系统的工作条件和特殊环境,合理选择接头的刚度,以保证其在外力作用下能够发挥预期的变形能力,同时又能够保持管道系统的正常工作状态。
2. 刚度与材料选择橡胶材料的硬度决定了橡胶接头的刚度。
在可曲挠橡胶接头的制造中,需要根据具体工程要求选择合适的橡胶材料,以获得适当的刚度。
一般而言,硬度较高的橡胶材料具有较大的刚度,而硬度较低的橡胶材料则更加柔软。
三、可曲挠橡胶接头的优势相比于传统的刚性接头,可曲挠橡胶接头具有以下几个显著的优势:1. 吸收振动和震动可曲挠橡胶接头具有一定的弹性,能够吸收管道系统中的振动和震动,从而减少噪音和对管道系统的冲击,提高系统的稳定性和安全性。
2. 缓解热胀冷缩管道系统在工作过程中会受到温度变化的影响,导致热胀冷缩现象。
可曲挠橡胶接头能够根据温度变化而自由伸缩,缓解热胀冷缩对管道系统的应力影响,提高系统的使用寿命。
3. 弥补安装误差在管道系统的安装过程中,难免会存在一些误差。
可曲挠橡胶接头能够通过一定的变形量和位移来弥补安装误差,从而保持连接的正常使用,提高施工效率和减少维护成本。
四、可曲挠橡胶接头的应用范围可曲挠橡胶接头广泛应用于各种管道系统中,特别是在工业领域中的水处理、化工、石油、供热等行业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
橡胶管总成接头的设计
作者:姜浩达
作者单位:宁波市天普汽车部件有限公司
1.姜浩达橡胶管总成接头的设计[期刊论文]-中国橡胶2008,24(3)
2.韩建业.李健.何伟光.HAN Jian-ye.LI Jian.HE Wei-guang液压管接头冷挤压成形技术[期刊论文]-锻压技术2006,31(5)
3.阎家宾液压传动用高压胶管的结构[期刊论文]-世界橡胶工业2005,32(1)
4.周大振汽车排气金属软管的卡箍连接方式[期刊论文]-商用汽车2008(2)
5.韩建保无回流燃油系统的安装维护[期刊论文]-汽车维修与保养2006(1)
6.郑山亭.张海燕.ZHENG Shan-ting.ZHANG Hai-yan汽车用油管燃油渗透率测试技术研究[期刊论文]-客车技术与研究2010,32(3)
7.陈学永炭罐性能评价装置的开发与应用[会议论文]-2008
8.刘跃海A型扣压式胶管配套直角接头[期刊论文]-机床与液压1999(3)
9.李文华不剥胶软管的工艺研究[期刊论文]-机械工程师2003(5)
10.丁德芳.周东良.魏荣.刘文平客车总风软管连接器总成运用中出现问题的思考[期刊论文]-铁道车辆2005,43(4)
本文链接:/Conference_6467399.aspx。