倒角刀
三刃倒角刀
三刃倒角刀、60度三刃倒角刀、90度三刃倒角刀 120度三刃倒角刀东莞立浩数控刀具的直柄三刃倒角刀具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削加工、304不锈钢、磨具45号钢、以及有色金属软材质和硬材质都有不同的更好的切削加工功效。
东莞立浩数控刀具进口三刃倒角刀(网站 )专业专注直柄直柄锥柄三刃倒角刀三刃倒角刀是一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink东莞立浩数控刀具三刃倒角刀加工效果图、直柄倒角刀、倒孔、倒钻倒边、即:锪角、锪边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、直柄平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、倒角刀的种类倒角刀分柱形倒角刀、锥形倒角刀端面倒角三种。
(1)柱形倒角刀用于倒圆柱形埋头孔。
柱形倒角刀起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
倒角刀钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和倒角刀做成一体。
三刃倒角刀规格参数

三刃倒角刀规格参数摘要:一、三刃倒角刀简介1.三刃倒角刀的定义2.三刃倒角刀的作用二、三刃倒角刀规格参数1.刀片材质2.刀片形状3.刀片规格4.倒角角度5.适用范围三、三刃倒角刀的应用领域1.电子行业2.汽车制造3.航空航天4.医疗器械四、三刃倒角刀的使用与维护1.使用方法2.注意事项3.维护保养正文:一、三刃倒角刀简介三刃倒角刀是一种具有三个刀刃的切割工具,主要应用于各种金属、非金属材料切割、倒角等加工过程。
与传统的单刃刀具相比,三刃倒角刀具有切割速度快、加工精度高、刀片耐用等优点,可显著提高生产效率。
二、三刃倒角刀规格参数1.刀片材质:三刃倒角刀的刀片材质一般为硬质合金,具有较高的硬度和耐磨性,能够应对各种切割环境和材料。
2.刀片形状:三刃倒角刀的刀片呈圆弧形,能够适应不同角度的切割需求,实现高效、精确切割。
3.刀片规格:根据不同应用场景和加工需求,三刃倒角刀的刀片规格有多种尺寸可供选择。
4.倒角角度:三刃倒角刀的倒角角度一般为45°,可根据实际需求进行调整。
5.适用范围:三刃倒角刀广泛应用于电子行业、汽车制造、航空航天、医疗器械等领域,满足各种切割、倒角加工需求。
三、三刃倒角刀的应用领域1.电子行业:在电子产品制造过程中,三刃倒角刀可用于切割电子元件、散热器等金属和非金属材料,实现高精度、高速度的加工。
2.汽车制造:在汽车制造领域,三刃倒角刀可用于加工汽车零部件,如轮毂、刹车盘等,提高生产效率。
3.航空航天:在航空航天领域,三刃倒角刀可用于切割、倒角各种金属、非金属材料,满足高速飞行器、卫星等高精度加工需求。
4.医疗器械:在医疗器械制造过程中,三刃倒角刀可用于切割不锈钢、钛合金等生物相容性材料,实现高精度、无毛刺的加工。
四、三刃倒角刀的使用与维护1.使用方法:在使用三刃倒角刀时,应确保刀片与工件保持适当的切割速度和进给速度,以获得良好的切割效果。
2.注意事项:使用过程中应避免刀片过度磨损、断裂等情况,注意操作安全,防止意外伤害。
锪钻规格

锪钻规格三刃锪钻规格、锪钻规格参照单刃锪钻规格东莞立浩数控刀具的直柄锪钻规格斜柄锪钻规格参照锪钻具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削加工、304不锈钢、磨具45号钢、以及有色金属软材质和硬材质都有不同的更好的切削加工功效。
东莞立浩数控刀具进口三刃倒角刀(网站)专业专注直柄直柄锥柄三刃倒角刀三刃锪钻(倒角刀)是一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink东莞立浩数控刀具三刃锪钻(倒角刀)加工效果图、直柄倒角刀、倒孔、倒钻倒边、即:锪角、锪边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、直柄平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、倒角刀的种类倒角刀分柱形倒角刀、锥形倒角刀端面倒角三种。
(1)柱形倒角刀用于倒圆柱形埋头孔。
柱形倒角刀起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
倒角刀钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和倒角刀做成一体。
一种简易的小孔内倒角刀

个 斜槽 ,并 加 一 E
定 位 螺 栓 孔 。定
位 螺 栓 孔 的位 置 , 由刀 片 的 宽 度 及 斜
I宽 下窄 , 杆 t背 刀 对 刀刃 的一 面 与刀 具 轴 线呈 角 , 在 刀尖 处 , 与刀 尖 且 其 的距 离 略小 于需 要 加T 工件 的孑 径 ,以便 刀具 可 以顺 利 L 进入 到孔 内指定 位 置 。
摘
要: 文中主要介绍 了 宽波 束阵 列喇叭 天线 中 零件—_粤 核 喇叭的力工工艺。 口 针对该产 品外形尺寸大 而奇特 、 腔体形
蠡 l l。 jj 曩 0 叠≯警 。 。
小孔 内移动 并 且 密 封 ,就需 要 在 窄槽 两 侧 面 与小 孔 的相 交 处 , 出小 孔 内过 0型 倒 橡 胶 密封 圈所 需 要 的倒 角
传 统 的 孔 内倒 角 刀虽 然 能 够加 T 出孔 内倒 角 ,但 其
存 在 着 以下 几个 缺点 : ( ) 能够 加 工孔 内一 个 方 向倒 角 , 法 在 不 更换 刀 1只 无 具 的 情况 下 , 孔 内上 、 将 下两 个 方 向的倒 角 同时加 一 。 ( ) 用 的是 半 人 _ 的方 式 进行 加 二 , 2采 [ T 在加 T 的过 程
解 决 方案
工艺 , 工装 , 壤具 , 诌断 , 艟潮 , 维信 , 醢造 露墨贬 匹礤
一
种简易的 小孔内 倒角刀
张 士 明
大庆钻井工程技术研究院 科研 中试 中心, 黑龙江 大庆 l3 1 6 4 3)
} 蓦 :寸 i 暮j 于加工过窄槽小孔内的倒角 , c 使用传统的力I方 虽然可以实现 【 f 但由于刀具强度小 无法保证工件的加工
32 . 加 I凉理
数控铣床倒角刀的使用方法
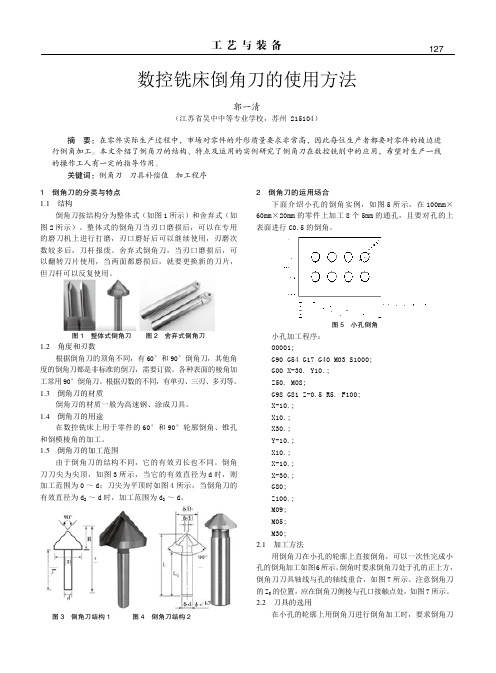
1 倒角刀的分类与特点1.1 结构倒角刀按结构分为整体式(如图1所示)和舍弃式(如图2所示)。
整体式的倒角刀当刃口磨损后,可以在专用的磨刀机上进行打磨,刃口磨好后可以继续使用,刃磨次数较多后,刀杆报废。
舍弃式倒角刀,当刃口磨损后,可以翻转刀片使用,当两面都磨损后,就要更换新的刀片,但刀杆可以反复使用。
图1 整体式倒角刀 图2 舍弃式倒角刀1.2 角度和刃数根据倒角刀的顶角不同,有60°和90°倒角刀,其他角度的倒角刀都是非标准的倒刀,需要订做。
各种表面的棱角加工常用90°倒角刀。
根据刃数的不同,有单刃、三刃、多刃等。
1.3 倒角刀的材质倒角刀的材质一般为高速钢、涂成刀具。
1.4 倒角刀的用途在数控铣床上用于零件的60°和90°轮廓倒角、锥孔和倒模棱角的加工。
1.5 倒角刀的加工范围由于倒角刀的结构不同,它的有效刃长也不同。
倒角刀刀尖为尖顶,如图3所示,当它的有效直径为d时,则加工范围为0~d;刀尖为平顶时如图4所示,当倒角刀的有效直径为d2~d时,加工范围为d2~d。
1 图4 倒角刀结构22 倒角刀的运用场合下面介绍小孔的倒角实例,如图5所示,在100mm×60mm×20mm的零件上加工8个5mm的通孔,且要对孔的上表面进行C0.5的倒角。
图5 小孔倒角小孔加工程序:O0001;G90 G54 G17 G40 M03 S1000;G00 X-30. Y10.;Z50. M08;G98 G81 Z-0.5 R5. F100;X-10.;X10.;X30.;Y-10.;X10.;X-10.;X-30.;G80;Z100.;M09;M05;M30;2.1 加工方法用倒角刀在小孔的轮廓上直接倒角,可以一次性完成小孔的倒角加工如图6所示。
倒角时要求倒角刀处于孔的正上方,倒角刀刀具轴线与孔的轴线重合,如图7所示。
注意倒角刀的Z的位置,应在倒角刀侧棱与孔口接触点处,如图7所示。
加工中心内外倒角刀参数设定

加工中心内外倒角刀参数设定
加工中心内外倒角刀是常用于金属加工的一种切削工具。
以下是一份倒角刀的参数设定,供参考:
1. 倒角刀编号:A001
2. 材质:硬质合金
3. 刀具直径:10mm
4. 刃数:2
5. 刀尖半径:1mm
6. 刀尖角度:90度
7. 刀杆类型:直柄
8. 切削速度:200 m/min
9. 进给速度:0.05 mm/tooth
10. 加工深度:2mm
11. 冷却液类型:切削油
12. 冷却液压力:2.5 bar
13. 冷却液流量:10 L/min
14. 加工设置:先预钻倒角刀位,再进行倒角切削
15. 刀位磨损检查周期:每小时进行一次检查,如有磨损需及时更换或修复
以上是倒角刀的一般参数设定,具体的切削参数还需要根据实际加工材料和机床的工作条件进行调整。
对于不同硬度、形状和尺寸的工件,可能需要进行进一步的参数优化和调整。
在进行实际加工时,应根据机床和刀具的技术规范进行操作,并确保切削过程安全和稳定。
正反向去毛刺倒角刀具

正反向去毛刺倒角刀具
一、瑞士好优利刀具:自动收缩
二、常州乐钢刀具(290元/把):一次过孔,轻松处理孔两边毛刺,
且可通过调整转速及进给量,来控制倒角切削量
产品结构介绍
倒角刀由刀杆体,刀片(单刀片和双刀片)和弹性闭合槽构成;前端为入孔导向体,刀片前端为45度,内端为33度角,槽口为6度角。
工作原理
当倒角刀的前端导向体进入孔中时,刀片上45度角切削刃依靠刀杆自身的弹性强度对孔面倒角和去毛刺,完成后过孔,进入孔对面端倒角和去毛刺。
刀片过孔是依靠弹性收缩改变了刀片的外径尺寸,刀片的圆周外角经过倒角处理,过孔时不会对原孔壁产生切削与损伤,过孔后自然张开实现倒角切削。
当刀体深入孔壁下端时,不论张开还是闭合,都会相应的产生倒角切削,特别是当退刀时,刀片闭合,内端33度角改变到近似45度角,可以达到倒角近似45度。
锪钻

锪钻、高速钢锪钻、钨钢锪钻、高钴钢锪钻、含钴高速钢锪钻、进口锪钻、全磨锪钻、东莞立浩数控刀具的锪钻(倒角刀)具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削、不锈钢、45号钢以及有色金属软材质和硬材质都有不同的更好的功效。
一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink词语分开解释:加工效果图、锪钻、锪孔、锪钻倒边、即:倒角、边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、锪钻的种类锪钻分柱形锪钻、锥形锪钻、端面锪钻三种。
(1)柱形锪钻用于锪圆柱形埋头孔。
柱形锪钻起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
锪钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和锪钻做成一体。
(2)锥形锪钻用于锪锥形孔。
东莞立浩数控刀具锪形锪钻的锥角按工件锥形埋头孔的要求不同,有60°、75°、82°、90°、100°、120°等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
300
60*16*40*100
460
460
倒角刀属性特征:
规格:三刃、单刃
角度:90度、60度其它角度属于非标准需订做
规格:¢4-¢80
用途:用于工件圆孔的60°,90°的倒角或锥孔,各表面的棱角倒角加工。
特点:可一次性完成锥面的加工。适用于小切削量加工。
材质:HSS、高速钢
包装:白色胶盒装
倒角刀优点:批量加工——倒角刀是一款为批量加工环境而设计的专业倒角刀具;独有的一体式设计——使其可以在倒角的过程中将加工产生的碎屑更加方便的落下,不会造成因工具堵塞而延误工效的情况;刀片可研磨——更加便捷的维护方式使刀片无需卸载即可进行研磨;只需简单的一步工序——即使是任何工具或方式都够不到的位置,自动通孔倒角刀都可以在数秒内将钻孔的两面快速修边倒角;材质优良——可以加工各类软性或黑色金属,改良化的刀口使刀具使用寿命延长一倍。
倒角刀
倒角刀
英文名称:Chamfer tool
倒角刀(一刃/三刃)
倒角刀是装配于铣床、钻床、刨床、倒角机等机床上用于加工工件的60度或90度倒角与锥孔的、倒模棱角的刀具,属于立铣刀。倒角刀也叫倒角器。倒角刀适用范围广,不仅适合普通机械加工件的倒角,更适合于精密难倒角加工件的倒角与去毛刺。如:航空,军工,汽车工业用油、气、电动阀,发动机缸体,圆柱体,球体通孔,内壁孔。
倒角刀详细规格及价格表:(90度)
规格
一刃/¥
三刃/¥
6.5*6*30
18
18
8.4*6*60
18
18
10.5*8*70
18
18
12.4*8*70
20
20
16.5*10*73
30
30
20.5*10*80
44
44
25*10*90
56
56
31*12*90
86
86
40*12*100
170
170
50*12*120