刀库的种类及特点(仅限借鉴)
链刀、盘式。斗笠式刀库
链式、盘式、斗笠刀库刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。
藉由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。
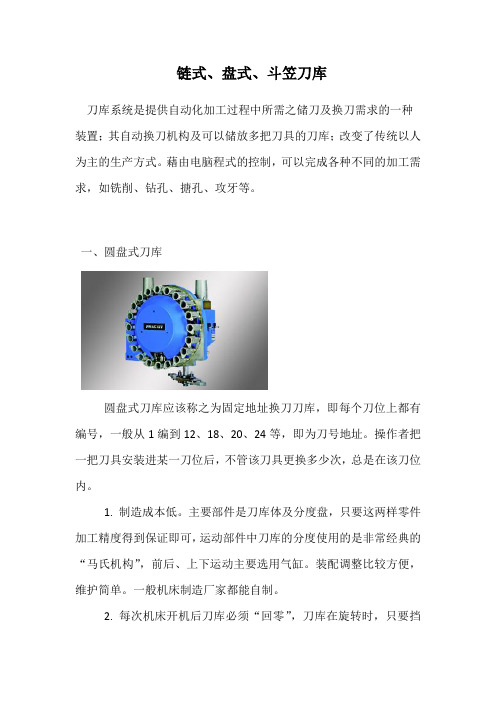
一、圆盘式刀库圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。
操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1. 制造成本低。
主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。
装配调整比较方便,维护简单。
一般机床制造厂家都能自制。
2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。
并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。
只要机床不关机,当前刀号就被记忆。
刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。
如要换10号刀,刀库是顺时针转。
机床关机后刀具记忆清零。
3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。
4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。
)圆盘刀库。
如图7.1(b)-(g)所示,存刀量少则6把-8把,多则50把-60把,有多种形式。
图7.1(b)所示刀库,刀具径向布置,占有较大空间,一般置于机床立柱上端。
图7.1(c)所示刀库,刀具轴向布置,常置于主轴侧面,刀库轴心线可垂直放置,也可以水平放置,较多使用。
图7.1(d)所示刀库,刀具为伞状布置,多斜放于立柱上端。
加工中心刀库的种类及特点
加工中心刀库的种类及特点研究了这么久加工中心刀库的种类及特点,总算发现了一些门道。
加工中心的刀库啊,首先有斗笠式刀库,这名字听起来就很有趣。
这种刀库就像一个倒扣的斗笠一样。
它的特点呢,感觉比较简单直接,装刀数量不是很多,通常也就十几把到二十多把刀的样子。
我之前见过的一个小型加工中心就是用的斗笠式刀库,它换刀的时候就像是翻开斗笠挑刀一样,动作有点慢呢,每次看到我就在想,这要是加工一个很复杂需要频繁换刀的零件,得等好久啊。
还有圆盘式刀库,这个就比较常见啦。
它就像个大盘子,上面有好多刀位。
这种刀库装刀数量相对斗笠式能多一些,我看过有的能装几十把刀呢。
换刀速度比斗笠式的好多了,就像你在转盘上找东西,一下就转到要的那把刀跟前了。
例如在一些中型的机械加工车间,这种圆盘式刀库很受欢迎,加工那些不大也不小的零件,效率还挺高的。
另外,还有链式刀库。
这就像一条条链子把刀位串起来,它的特点是装刀数量特别多,可以装几十把甚至上百把呢。
我特别疑惑的是,这种刀库虽然装刀多,但是感觉结构会复杂些,会不会容易出问题啊不过我想,既然存在就有它的道理。
比如说在大型加工中心上加工大型复杂的零件,可能需要用到各种各样的刀具,这时候链式刀库的优势就体现出来了,不用老是停下来换刀,可以一直连续加工。
这里面我有个搞不太明白的地方,不同类型的刀库在换刀精度上到底是怎么保证的呢比如说圆盘式刀库转起来的时候,怎么就能精确地停在要取的那把刀的位置上呢这可能涉及到一些很精密的机械和电控系统吧。
再回来说说斗笠式刀库,虽然它装刀少换刀慢,但是对于一些加工精度要求不高,而且加工工序比较简单的小型加工项目来说,它的成本低这个优势就很明显了因为小企业或者小作坊加工一些简单的零件,能省一点是一点嘛。
还有啊,圆盘式刀库转起来的时候,是不是磨损会比较大呢我比较过两个用了不同年份的圆盘式刀库,感觉旧的那个转的时候有点卡卡的,不知道是不是因为磨损导致的同心度问题。
要是同心度不好,是不是换刀位置就不准了呢这得好好研究研究。
关于加工中心刀库的基本知识知识
关于加工中心刀库的基本知识知识The final revision was on November 23, 2020刀库-概述刀库刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。
藉由电脑程式的控制,可以完成各种不同的加工需求,如、、镗孔、等。
大幅缩短加工时程,降低生产成本;这是刀库系统的最大特点。
近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。
其产品品质的优劣,关系到工具机的整体效能表现。
刀库-主要构件刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。
刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。
此二者在功能及运用上相辅相成缺一不可。
刀库-分类刀库的容量、布局,针对不同的机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种:1、斗笠式刀库一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。
当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。
当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
2、圆盘式刀库圆盘式刀库通常应用在小型立式综合加工机上。
"圆盘刀库"一般俗称"盘式刀库",以便和"斗笠式刀库"、"链条式刀库"相区分。
圆盘式的刀库容量不大,顶多二、三十把刀。
需搭配自动换刀机构ATC(AutoToolsChange)进行刀具交换。
3、链条式刀库链条式刀库的特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。
加工中心常用刀库类型有哪些?推荐学习!
加⼯中⼼常⽤⼑库类型有哪些?推荐学习!⼀、⽃笠式⼑库⼀般只能存16~24把⼑具,⽃笠式⼑库在换⼑时整个⼑库向主轴移动。
当主轴上的⼑具进⼊⼑库的卡槽时,主轴向上移动脱离⼑具,这时⼑库转动。
当要换的⼑具对正主轴正下⽅时主轴下移,使⼑具进⼊主轴锥孔内,夹紧⼑具后,⼑库退回原来的位置。
⼆、圆盘式⼑库圆盘式⼑库通常应⽤在⼩型⽴式综合加⼯机上。
'圆盘⼑库'⼀般俗称'盘式⼑库',以便和'⽃笠式⼑库'、'链条式⼑库'相区分。
圆盘式的⼑库容量不⼤,顶多⼆、三⼗把⼑。
需搭配⾃动换⼑机构ATC(AutoToolsChange)进⾏⼑具交换。
三、链条式⼑库链条式⼑库的特点是可储放较多数量之⼑具,⼀般都在20把以上,有些可储放120把以上。
它是藉由链条将要换的⼑具传到指定位置,由机械⼿将⼑具装到主轴上。
换⼑动作均采⽤马达加机加⼯中⼼使⽤的⼑库最常见的形式是圆盘式⼑库和机械⼿换⼑⼑库。
⼀、⾃动换⼑装置的形式 1.回转⼑架换⼑ 回转⼑架是⼀种最简单的⾃动换⼑装置,常⽤于数控车床。
可以设计成四⽅⼑架、六⾓⼑架或圆盘式轴向装⼑⼑架等多种形式。
回转⼑架上分别安装着四把、六把或更多的⼑具,并按数控装置的指令换⼑。
回转⼑架在结构上必须具有良好的强度和刚度,以承受粗加⼯时的切削抗⼒。
由于车削加⼯精度在很⼤程度上取决于⼑尖位置,对于数控车床来说,加⼯过程中⼑具位置不进⾏⼈⼯调整,因此更有必要选择可靠的定位⽅案和合理的定位结构,以保证回转⼑架在每次转位之后,具有尽可能⾼的重复定位精度(⼀般为0.001~0.005mm)。
⼀般情况下,回转⼑架的换⼑动作包括⼑架抬起、⼑架转位及⼑架压紧等。
2.更换主轴头换⼑(⼑具旋转为主运动) 更换主轴换⼑是带有旋转⼑具的数控机床的⼀种⽐较简单的换⼑⽅式。
这种主轴头实际上就是⼀个转塔⼑库,如图7-15所⽰。
主轴头有卧式和⽴式两种,通常⽤转塔的转位来更换主轴头,以实现⾃动换⼑。
加工中心刀库分类特点及典型故障分析
加工中心刀库分类特点及典型故障分析加工中心刀库是加工中心的重要部件之一,负责存放和管理刀具。
根据刀具的不同特点和用途,刀库可以分为不同的分类。
同时,由于刀库长时间使用和操作不当等原因,也会出现一些典型的故障。
以下将介绍刀库的分类特点及典型故障分析。
一、刀库分类特点1.根据刀具类型分类:可将刀库分为刀片库、飞机库和弹夹库。
刀片库主要存放切削刀片,包括沿切、端切、面切等多种类型的刀片。
飞机库主要用于存放不同种类的铣刀。
弹夹库则是专门用于存放铣刀和钻头等刀具。
2.根据刀库结构分类:可将刀库分为直立式刀库、倾斜式刀库和旋转式刀库。
直立式刀库是将刀具竖直放置,便于使用和管理;倾斜式刀库是将刀具倾斜摆放,便于刀具更换;旋转式刀库是将刀具固定在转盘上,通过转盘的旋转选择合适的刀具。
3.根据刀库容量分类:可将刀库分为小型刀库、中型刀库和大型刀库。
不同的刀库容量适用于不同的加工需求,可以满足不同规格和尺寸的刀具存放和管理。
1.刀具损坏:由于刀具质量的问题或使用过程中的碰撞等原因,刀具可能会出现严重的损坏。
在刀具损坏时,操作人员应及时检查刀具,并替换或修复受损的刀具,以免影响加工质量。
2.刀具松动:长时间使用后,刀具可能会出现松动现象,导致加工精度下降或加工质量不稳定。
此时,操作人员应检查刀具装夹部位是否紧固,并及时进行调整。
3.刀具选择错误:刀具选择错误是常见的故障之一、不同的材料和加工需求需要不同类型的刀具,如铣削刀、钻孔刀、镗削刀等。
错误选择刀具可能导致加工质量下降、刀具磨损加快等问题。
操作人员应根据具体需求选择适当的刀具。
4.刀具磨损:长时间使用后,刀具会因为磨损而影响加工质量。
一般来说,刀具磨损会导致刀具直径变小、刀尖变钝等问题。
为避免这种情况,操作人员应定期检查刀具状况,并及时更换磨损严重的刀具。
5.刀具寿命不均衡:由于加工材料的不同、工艺参数的调整等原因,刀具的寿命可能会不均衡。
一些刀具可能磨损得比其他刀具更快,导致加工不稳定。
台湾圣杰CNC刀库介绍
台湾圣杰CNC刀库详细描述:台湾圣杰原装CNC刀库台湾圣杰原装刀库:斗笠式、圆盘式、链条式、伞形(龙门)、直排式、雕铣机刀库、钻孔攻牙机专用刀库一、独创滚珠式凸轮机构,分割精度高,运转速度仅次于伺服刀盘;二、分离式持刀夹同刀盘支撑,长期保持刀杆垂直度、间隙,取刀动作顺畅;三、空压缸位于滑杆外侧,气缸速度调整、维修便利;四、刀盘与钣金配合严密,下侧防屑高于90%;五、进口直线轴承支撑,滑动顺畅、平稳;六、采轻量化,刀库铸件以铝合金制作,产品较轻。
台湾圣杰原装刀库规格型号:1.斗笠式刀库BT30-8,12,16T/BT40-8,12,16,20,24T/BT50-16T2.圆盘式刀库BT30-16,20T/BT40-16,20,24,30T/BT50-16,24T3.卧式加工中心机专用圆盘式刀库BT40/BT50-24T4.链条式刀库BT40/BT50-32,40T5.卧式加工中心机专用链条式刀库BT50-40,60,80,100,120T HSKA60/C6-30,36,40,50T6.平置式链条刀库HSKA63-32T7.立卧两用链条式刀库8.车铣复合机专用换刀系统HSKA60/C6-30,36,40,50T9. 伞形(龙门)刀库10. 另有钻孔攻牙中心机专用刀库、雕铣机用直排式刀库台湾圣杰原装刀库主件明细:1、马达:台湾利茗(斗立式60W、圆盘式0.2KW)2、减速机:台湾信宠OR太鼓3、气压缸:台湾亚德客4、近接开关:德国施克5、极限开关:台湾TEND6、轴承:罗马尼亚URB7、基座、转盘座、滑座、刀盘、滚珠式凸轮分度机构等:台湾德士,吉径等。
台湾原装“圣杰”斗笠式刀库特点:1. 独创滚珠式凸轮机构,分割精度高,运转速度仅次于伺服刀盘。
2. 分离式持刀夹同刀盘支撑,长期保持刀杆垂直度、间隙,取刀动作顺畅。
3. 空压缸位于滑杆外侧,气缸速度调整、维修便利。
4. 刀盘与钣金配合严密,下侧防屑高过90%。
加工中心刀库分类、特点及典型故障分析

中航工业西航设备部 赵臣
一、刀库的分类及特点 二、刀库典型故障分析
一、刀库的分类及特点
1、按机械结构划分:
1.1、盘式刀库
• 盘式刀库其特点是:结构紧凑,但因刀具单 环排列,定向使用率较低,大容量刀库的外径 较大,转动惯量大,因此这种刀库容量较小, 一般不超过32把刀。其应用一般是在小型加工 中心上。
2.2、机械手换刀方式
带机械手的刀库,换刀速度快,在零件程序运行的同时, 刀库可以将下一把刀具提前转到换刀位置。换刀指令生效后, 机械手将主轴刀套内的刀具与刀库换刀位置刀套内的目标刀具 直接交换。在整个换刀过程中对刀库冲击小, 带机械手的刀库增加了机械手的控制,因而相关的PLC应用程 序也相对复杂,机械手的控制方法因厂家不同,通常采用以下 几种控制方式:液压控制、异步电机控制、凸轮控制机械手
机械手换刀由于其在换刀过程中动作较多,使其换刀故障 率较高,排故过程较复杂。
2.2、机械手换刀方式
91转.0程换1机3456过..换主....序刀机换机机械后78刀轴给动械刀械械..手2机机机定号出作手机手手1械械移械向卡指步1械22手手在向在出手并爪令骤11手大112气主气,大移刀缩开:大..臂机机缸轴缸1臂动具回始臂号旋械械侧//翻到正,换翻液液卡转手手移转换对执刀转压压爪122动。刀刀8行缩移。缸缸离0,由点库在回动由度驱驱开执平位空主,,平,动动主行行置刀轴执2行完下下轴号2于,套上行同于成伸执号上卡装。刀时主刀机出行卡刀爪刀库刀轴套械,主爪具离动内库方方手进轴抓。开作装旋向向1行侧刀刀/。刀转翻翻在卸2动套位动到转转刀刀作。置作需为为库(。换替。要平平刀拔刀换更行行套刀完动换于于内)成作的刀主拔动。刀套轴刀作具方。动。位向作置。。。翻 2.机械手1移向刀库侧进行1号卡爪抓刀动作。
加工中心刀库分类、特点及典型故障分析
••AC..松装刀置机调构整回不退当故或障加。工误差过大而造成拨叉位置不正确。
••BD..限刀位具开超关重安。装不正确或调整不当而造成反馈信号错误。
5.刀具夹紧后松不开
•A.松锁的弹簧压合过紧或碟簧断裂,导致刀杆伸 缩量不够。
刀库故障
1.刀库不能转动的原因可能有:
•①联接电机轴与蜗杆轴的联轴器松动;
•②变频器故障,应检查变频器的输入、输出电压是 否正常; •2•.③ 刀库PL转C无不控到制位输的出原,因可可能能是有接:口板中的继电器失效; •3••.④ 刀电套动机不机械能转连夹动接紧故过刀障紧具,;原传因动可机能构是误差。 ••⑤A.电刀网套电上压的过调低整。螺钉松动。
⑷经常检查刀库的回零位置是否正确,检查机床主轴回换 刀点位置是否到位,发现问题要及时调整,否则不能完成换 刀动作。
⑸要注意保持刀具刀柄和刀套的清洁。 ⑹开机时,应先使刀库和机械手空运行,检查各部分工作 是否正常,特别是行程开关和电磁阀能否正常动作。检查机 械手液压系统的压力是否正常,刀具在机械手上锁紧是否可 靠,发现不正常时应及时处理。
(5)主轴系统有问题,刀具是靠碟簧通过拉杆和弹簧卡头而将刀具柄尾端 的拉钉拉紧的;松刀时,液压缸的活塞杆顶压顶杆,顶杆通过空心螺钉 推动拉杆,一方面使弹簧卡头松开刀具的拉钉,另一方面又顶动拉钉, 使刀具右移而在主轴锥孔中变“松”。
主轴系统不松刀的原因有以下5点: ①刀具尾部拉钉的长度不够,致使液压缸虽已运动到位,而仍未将刀具 顶“松”; ②拉杆尾部空心螺钉位置起了变化,使液压缸行程满足不了“松刀”的 要求; ③顶杆出了问题,已变形或磨损; ④弹簧卡头出故障,不能张开: ⑤主轴装配调整时,刀具移动量调得太小,致使在使用过程中一些综合 因素导致不能满足“松刀”条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心刀库种类及特点
加工中心的自动换刀装置由存放刀具的刀库和换刀机构组成。
刀库种类很多,常见的有盘式和链式两类。
链式刀库存放刀具的容量较大。
换刀机构在机床主轴与刀库之间交换刀具,常见的为机械手;也有不带机械手而由主轴直接与刀库交换刀具的,称无臂式换刀装置。
加工中心刀库分为圆盘式刀库及机械手刀库两种
一、圆盘式刀库
圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。
操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1. 制造成本低。
主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。
装配调整比较方便,维护简单。
一般机床制造厂家都能自制。
2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。
并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。
只要机床不关机,当前刀号就被记忆。
刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号
位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。
如要换10号刀,刀库是顺时针转。
机床关机后刀具记忆清零。
3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。
4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。
二、机械手刀库
机械手刀库换刀是随机地址换刀。
每个刀套上无编号,它最大的优点是换刀迅速、可靠。
1. 制造成本高。
刀库有一个个刀套链式组合起来,机械手换刀的动作有凸轮机构控制,零件的加工比较复杂。
装配调试也比较复杂,一般由专业厂家生产,机床制造商一般不自制。
2. 刀号的计数原理。
与固定地址选刀一样,它也有基准刀号:1号刀。
但我们只能理解为1号刀套,而不是零件程序中的1号刀:T1。
系统中有一张刀具表。
它有两栏。
一栏是刀套号,一栏是对应刀套号的当前程序刀号。
假如我们编一个三把刀具的加工程序,刀具的放置起始是1号刀套装T1(1号刀),2号刀套装T2,3号刀套装T3,我们知道当主轴上T1在加工时,T2刀即准备好,换刀后,T1换进2号刀套,同理,在T3加工时,T2就装在3号刀套里。
一个循环后,
前一把刀具就安装到后一把刀具的刀套里。
数控系统对刀套号及刀具号的记忆是永久的,关机后再开机刀库不用“回零”即可恢复关机前的状态。
如果“回零”,那必须在刀具表中修改刀套号中相对应的刀具号。
3. 机械手刀库换刀时间一般为4秒(从一次切削到另一次切削)。
4. 刀具数量一般比圆盘刀库多,常规有18、20、30、40、60等
5. 刀库的凸轮箱要定期更换起润滑、冷却作用的齿轮油
刀库用于存放刀具,它是自动换刀装置中的主要部件之一。
根据刀库存放刀具的数目和取刀方式,刀库可设计成不同类型。
图7.1所示为常见的几种刀库的形式。
(1)直线刀库。
如图7.1(a)所示,刀具在刀库中直线排列、结构简单,存放刀具数量有限(一般8把-12把),较少使用。
(2)圆盘刀库。
如图7.1(b)-(g)所示,存刀量少则6把-8把,多则50把-60把,有多种形式。
图7.1(b)所示刀库,刀具径向布置,占有较大空间,一般置于机床立柱上端。
图7.1(c)所示刀库,刀具轴向布置,常置于主轴侧面,刀库轴心线可垂直放置,也可以水平放置,较多使用。
图7.1(d)所示刀库,刀具为伞状布置,多斜放于立柱上端。
为进一步扩充存刀量,有的机床使用多圈分布刀具的圆盘刀库(图7.1(e)),多层圆盘刀库(图7.1(f))和多排圆盘刀库(图7.1(g))。
多排圆盘刀库每排4把刀,可整排更换。
后三种刀库形式使用较少。
(3)链式刀库。
链式刀库是较常使用的形式(图7.1(h),(i)),常用的有单排链式刀库(图7.1(h))和加长链条的链式刀库(图7.1(i))。
(4)其他刀库。
格子箱式刀库,如图7.1(j)、k,刀库容量较大。
图7.1(j)为单面式,图7.1(k)为多面式。
(a)
(b)(c)
(d)(e)
(f)(g)
(h)(i)
(j)
(k)。