涂布机张力检测方法
张力计的操作方法
张力计操作方法张力计是利用负压计测定土壤水分是从能量角度研究土壤水分运动的实用手段。
他是反映土壤墒情状况,指导灌溉最好的仪器设备。
张力计操作方法:1.开水冷却:将自来水煮沸20分钟后,放置冷却备用。
2.注水:开启集气管的盖子,并将仪器倾斜,用塑料瓶徐徐注入经煮沸后冷却的无气水,直到加满为止,仪器直立10—20分钟(不要加盖子),让水把陶土管湿润,并见水从陶土头表面滴出。
3.排气:再将仪器注满无气水,用干布或吸水性能好的纸从陶土头表面吸水(或在注水中处塞入一个插有注射针头的橡皮器,用注射器进行抽气,抽气时注意针尖必需穿过橡皮塞并伸入仪器内部。
同时用左手顶住橡皮塞,不让其松动漏气)。
此时,可以看到真空表的指针,指向40Kpa左右,并有气泡从真空表内逸出,逐渐聚集在集气管中。
缓缓拔去塞子,让真空表指针缓慢退回零位。
继续将仪器注满无气水,仍用上述方法进行抽气。
这样重复3-4次,真空表内的空气即可除去大部份。
4.集气:将仪器注满无气水,加上塞子,加以密封,并将仪器直立,让陶土管在空气中蒸发,约二小时后,即可见真空表的指针指向40Kpa或更高。
此时从陶土管真空表塑料管及集气管中会有埋藏的气泡逸出,同时,轻轻将仪器上下倒置,使气泡集中到集气管中。
5.再蒸发:将陶土管浸入无气水中,此时,可见真空表指针回零,打开盖子,重新注满无气水,加上盖子,再让陶土管在空气中蒸发。
此时,真空表的指针可升至50Kpa或更高。
同时轻轻将仪器上下倒置,收集逸出的空气。
6.重复:按以上步骤进行2-3次,每进行一次之后真空表的指针可升得更高,直到指针达到80Kpa时将陶土管浸入无气水中,真空指针转动回零。
打开盖子,注满水,盖子盖紧,将陶土管浸在无气水中备用。
张力仪的功能及测量方法

张力仪的功能及测量方法张力仪是一种用于测量材料或装置的张力或拉伸力的仪器。
它在工业、科研以及医疗等领域中都有广泛的应用。
本文将介绍张力仪的主要功能以及其常见的测量方法。
张力仪的功能张力仪常见的功能包括:测量力(N、kgf、lbf等多种单位),测量阻力和测量位移。
它们的具体说明如下:1. 测量力张力仪主要用于测量材料或装置的张力或拉伸力,其测量力的范围可从几牛到几十吨不等。
而在医疗领域中,张力仪能够测量心脏外科手术中的心脏瓣膜以及血管壁的张力状态,在科研领域中,它能够用于测量病理学家对于动物组织样本的力度测试等。
2. 测量阻力张力仪还可用于测量材料的摩擦系数,以进一步计算其阻力。
这个功能尤其在机械制造和是机械工程,特别是磨损测试方面具有重要作用。
张力仪通过对样本不同的速度进行测试,以计算其静摩擦系数和动摩擦系数分别是多少。
3. 测量位移在一些工业应用中,张力仪还可通过其位移传感器来测量材料工件及工件的变形状态。
动态测量的位移传感器能够获得更准确的测量结果以及前沿的位移数据记录。
张力仪常见的测量方法张力仪的常见的测量方法包括动态测量方法和静态测量方法:1. 动态测量方法•动态载荷测试法:通过加荷后测量材料或装置的动态响应,从而获得其动态载荷的值。
这种方法可以在测试过程中监测物体在不同载荷下的时变动态性能,这种方法适用于研究动态载荷对物体的长期影响。
•动态位移测试法:通过位移传感器来监测材料或装置的动态变形状态以及位移轨迹,并以此来测量其动态引擎力载荷值。
这种方法可以通过测试数据检测材料或装置的破坏强度和动态刚度等动态性能。
2. 静态测量方法•静态载荷测试法:这个测量方法是通过加荷后,测量材料或装置的位移变化来测量其适用静载荷。
这种测量方法适用于材料或装置长期受绵的静载荷下的运行状态。
•静态位移测试法:这种方法是通过位移测量传感器来监测材料或装置的静态变形状态以及位移轨迹,从而获得其受载荷情况下的位移变化。
张力计操作规程范文
张力计操作规程范文一、目的。
咱为啥要用张力计呢?简单说就是为了准确测量各种材料或者结构之间的张力大小呀。
这就像你想知道拉一个东西用了多大力气,就得靠这小玩意儿啦。
二、适用范围。
这个张力计啊,在好多地方都能用呢。
比如说生产线上那些输送带的张力测量,还有像电线电缆制造过程中对导线张力的测量,反正只要是涉及到需要知道张力大小的情况,只要咱这张力计的测量范围能满足,那就都可以派上用场。
三、操作前准备。
1. 检查张力计。
在开始干活儿之前,先得瞅瞅咱这张力计是不是完好无损的。
就像你出门前得看看自己衣服有没有破洞一样。
看看外壳有没有裂缝啊,显示屏有没有花屏或者不显示的情况。
要是有问题,那这测量可就不准喽。
2. 清洁。
如果张力计有点脏,就拿干净柔软的布轻轻擦一擦,可别用那种粗糙的东西擦,不然容易刮花,就像你擦眼镜一样得小心点。
特别是测量头的部位,要是有脏东西在上面,可能就会影响测量结果。
3. 电池检查。
很多张力计是用电池的,这时候就得检查下电池电量够不够。
要是电池没电了,你拿它测量的时候,它可能突然就罢工了,那就白忙活了。
要是发现电池电量不足,就赶紧换上新电池。
四、操作步骤。
1. 开机。
按下开机键,就像打开手机一样简单。
听到开机的提示音或者看到显示屏亮起来,就说明它已经准备好工作啦。
2. 选择测量模式。
根据你要测量的东西,在张力计上选择合适的测量模式。
这就好比你要去不同的地方得选择不同的交通工具一样。
有些张力计可能有不同的单位设置,像牛顿(N)或者千克力(kgf),要根据实际需求选好哦。
3. 测量。
把张力计的测量头平稳地放在要测量张力的地方。
比如说你测量输送带的张力,就把测量头轻轻压在输送带上面,注意要垂直于输送带的运行方向,就像你打针的时候针要垂直扎进皮肤一样。
然后等显示屏上的数值稳定下来,这个稳定的数值就是你要的张力值啦。
4. 记录数据。
看到数值稳定了,可别光在那儿傻看呀,赶紧把这个数值记下来。
可以写在小本子上或者输入到电脑里,要是你记性特别好,那也可以先记在脑子里,不过我还是建议你写下来,万一一会儿忘了呢。
关于涂布机张力控制系统的研究
关于涂布机张力控制系统的研究摘要:随着包装工业的迅猛发展,对涂布产品的需求量日益增大。
与此同时,为了提升包装工艺质量与水平,印刷包装机械的张力控制系统的设计水平对于印刷质量以及生产的安全性都具有十分重要的意义。
鉴于此,本文以介绍涂布生产过程为切入角度,对涂布机的组成部分以及张力控制系统的工作原理进行阐述,最后对张力控制系统各部分的功能进行研究。
关键词:涂布机;张力控制系统;原理;功能前言:改革开放以来,印刷包装业取得了长足发展,再加上入世以后国际和国内市场的需要,都要求我国的印刷包装机械和包装工艺的质量要有明显的提高和改善。
特别是一些涂布复合设备的制造,大多数都是根据客户要求单件定做,这就不仅要求涂布设备的制造企业具有很强的机械设计实力,同时能够提供稳定的张力控制系统。
在现代制造产业中,张力控制系统已经成为包括涂布行业在内的多个行业的共性技术之一。
尤其在太阳能背板、集成电路、光学膜等精密涂布行业,高精度张力控制系统已经成为支撑性的关键技术。
本文对涂布机张力控制系统进行简单的研究分析。
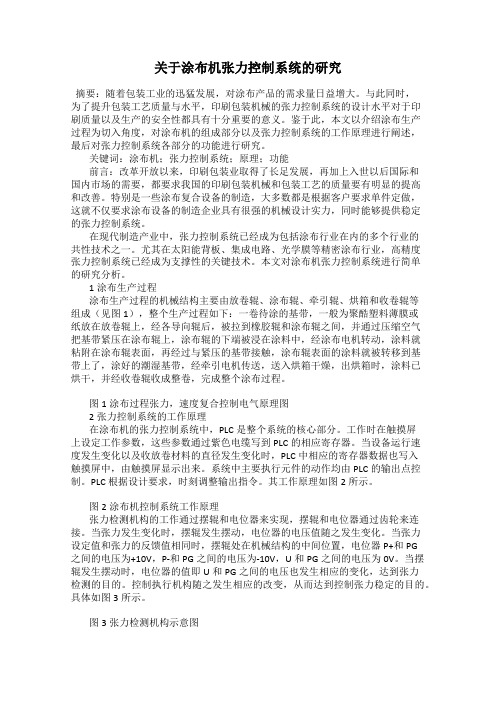
1涂布生产过程涂布生产过程的机械结构主要由放卷辊、涂布辊、牵引辊、烘箱和收卷辊等组成(见图1),整个生产过程如下:一卷待涂的基带,一般为聚酷塑料薄膜或纸放在放卷辊上,经各导向辊后,被拉到橡胶辊和涂布辊之间,并通过压缩空气把基带紧压在涂布辊上,涂布辊的下端被浸在涂料中,经涂布电机转动,涂料就粘附在涂布辊表面,再经过与紧压的基带接触,涂布辊表面的涂料就被转移到基带上了,涂好的潮湿基带,经牵引电机传送,送入烘箱干燥,出烘箱时,涂料已烘干,并经收卷辊收成整卷,完成整个涂布过程。
图1涂布过程张力,速度复合控制电气原理图2张力控制系统的工作原理在涂布机的张力控制系统中,PLC是整个系统的核心部分。
工作时在触摸屏上设定工作参数,这些参数通过紫色电缆写到PLC的相应寄存器。
当设备运行速度发生变化以及收放卷材料的直径发生变化时,PLC中相应的寄存器数据也写入触摸屏中,由触摸屏显示出来。
涂布机张力的工作原理

涂布机张力的工作原理
涂布机张力的工作原理是通过调节卷取或张紧装置上的张力控制系统来实现。
涂布机有两个关键部分:放卷装置和收卷装置。
放卷装置主要由卷取装置、张力感测器和张力控制器组成。
当纸卷通过放卷装置进入涂布机时,张力感测器会感知到纸卷上的张力,并将其转换为电信号发送给张力控制器。
张力控制器会根据设定的张力值和感测器所接收到的实际张力值之间的差异,控制卷取装置上的放卷电机以调整纸卷的张力。
收卷装置同样由卷取装置、张力感测器和张力控制器组成。
当涂布完成后,张力感测器会感知到涂布膜上的张力,并将其转换为电信号发送给张力控制器。
张力控制器会根据设定的张力值和感测器所接收到的实际张力值之间的差异,控制卷取装置上的收卷电机以调整涂布膜的张力。
通过这种方式,涂布机能够通过控制放卷装置和收卷装置上的张力来保持纸卷或涂布膜的稳定张力。
这样可以避免纸卷或涂布膜在进入或离开涂布机时因张力过大或过小而产生皱摺或变形,确保涂布质量的稳定性和一致性。
涂布机张力的检测与控制_庞少朋
放料 摆 辊 位 置 发 生 偏 移 时
,
,
根 据采集
料 架 和收 料 部
操作 人
、
员 必须了
解涂
的目的
,
有 效 控 制 张 力 稳定
的 偏 差 信 号
,
通过 计 算 实 现 放 料 电 机
布 机张力 检 测 的原理
清 楚 涂 布 过 程 转 速 的微调
,
保 证 张 力 稳定
。
。
,
放 料 储 料 架 电 机 开 始减 速 速 度 降 至 与 主 机相 同 的 速度
,
放料 牵引 电 机开始 加速
同 时放 料 牵
,
引 摆 辊 开 始 控 制 放料 牵 引 电 机
当放
收 料储 料架 及 上 述 是 这个 过程中 收 料 过程 的 张 力 控
,
一
次 完 整 的 收 料过 程
,
随后
,
收 料 刀 架 进行 相 应 的
。
在 正 常情况下 满基 材
因此
,
,
放料 储 料 架 应 储
。
定
。
当 储 料 完成 后
,
放 料 储料 架 电 机
。
动作
,
完成 收 料 工 作
,
以 节 省 放 料辊 的 换 料 时 间
开 始匀 速 减 速
直 至速度 为零
,
放 料 收 料 动 作 完 成 后
,
并 控 制 相 应 的 电 机 不 断加
;
所示
元
、
)
。
其 张 力控 制 系统 包 括放料 单
、
化时
张力计 使用方法
张力计使用方法
张力计的使用方法是:
1. 首先,将张力计固定在要测量张力的物体上。
可以使用夹具或夹具将其稳定固定,确保它与物体保持垂直。
2. 确保张力计的读数归零。
有些张力计具有归零按钮,可以按下归零。
其他类型的张力计可能需要将指针或数字读数调整到零位置。
3. 将需要测量的张力应用于物体上。
这可以通过拉伸、拉扯、挤压等方式施加。
4. 如果使用的是指针式张力计,观察指针的位置或读数,并将其记录下来。
如果使用的是数字式张力计,观察数字读数并记录下来。
5. 可以通过慢慢释放物体上的张力,逐渐减小张力直到零,以避免突然解除张力可能引起的损坏。
6. 记录测量结果,包括张力的数值和任何其他相关信息,如测量时间、测量位置等。
需要注意的是,具体的使用方法可能会有所差异,取决于所使用的张力计的类型和特点。
在使用张力计之前,建议先阅读并遵守生产商提供的详细使用说明。
张力测试方法
张力测试方法张力测试方法是一种用于测量材料或产品的拉伸强度的方法。
在工业生产中,张力测试方法被广泛应用于各种材料和产品的质量控制和检测中。
下面将介绍几种常见的张力测试方法。
一、拉伸试验法拉伸试验法是一种常见的张力测试方法,它通过施加拉力来测试材料的强度和延展性。
在拉伸试验中,材料被夹在两个夹具之间,然后施加拉力,直到材料断裂。
通过测量拉伸过程中施加的力和材料的变形量,可以计算出材料的拉伸强度、屈服强度、断裂强度等参数。
二、压缩试验法压缩试验法是一种用于测试材料在受到压力时的强度和变形性能的方法。
在压缩试验中,材料被放置在两个平行的夹具之间,然后施加压力,直到材料变形或破裂。
通过测量施加的压力和材料的变形量,可以计算出材料的压缩强度、屈服强度等参数。
三、剪切试验法剪切试验法是一种用于测试材料在受到剪切力时的强度和变形性能的方法。
在剪切试验中,材料被夹在两个夹具之间,然后施加剪切力,直到材料变形或破裂。
通过测量施加的剪切力和材料的变形量,可以计算出材料的剪切强度、屈服强度等参数。
四、扭转试验法扭转试验法是一种用于测试材料在受到扭转力时的强度和变形性能的方法。
在扭转试验中,材料被夹在两个夹具之间,然后施加扭转力,直到材料变形或破裂。
通过测量施加的扭转力和材料的变形量,可以计算出材料的扭转强度、屈服强度等参数。
总之,张力测试方法是一种非常重要的测试方法,它可以帮助我们了解材料的强度和变形性能,从而为工业生产提供重要的质量控制和检测手段。
在实际应用中,我们需要根据不同的材料和产品选择合适的测试方法,并严格按照测试标准进行测试,以保证测试结果的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂布机检测方案
检测设备挤压式涂布机9#楼生产厂家深圳新嘉拓
检测项目放卷张力、出料张力和收卷张力
检测工具3kg砝码2个,4kg砝码2个,5kg 砝码2个。
Φ2mm尼龙绳10米。
检测方法1、把尼龙绳截成2根。
2、分别用2根尼龙绳的一端系紧2
个相同重量砝码的孔颈部位。
3、尼龙绳的另外一端系在装有张力
传感器过辊的前端机架上或过辊
上。
2根尼龙绳相对于机架中心
对称。
4、保证2个砝码自然下垂后尼龙绳
能压紧张力过辊。
砝码不碰撞其
它物体,且高度在同一水平上。
5、记录触摸屏上显示的张力重量,
与实际砝码重量比较。
6、移动砝码的位置,测量3个点的
张力值,每个点测量3次。
更换
砝码,重新测量。